Изобретение относится к способам обработки поверхности поликристаллических алмазных покрытий, полученных методом химического осаждения из газовой фазы, и может быть использовано для производства деталей топливной аппаратуры двигателей внутреннего сгорания и многих других изделий, работающих в условиях повышенного трения и износа.
Известен способ плазмохимической полировки алмаза (патент США №6517688 В2, кл. МПК С23С 14/00, С23С 14/32, опубликован 11.04.2002), при котором полировка алмаза осуществляется в плазме постоянного тока. При такой обработке углерод переходит в газообразное состояние в плазме, содержащей водород. Достоинством данного способа является возможность обработки весьма тонких пленок покрытия изделия из-за крайне невысоких скоростей съема (1-2 мкм/ч). Но данное оборудование отличается низкой производительностью, а используемое для осуществления данного способа оборудование является дорогостоящим и сложным в применении.
Известен способ термохимической полировки алмазных пластин (RU 2483856, МПК В24В 37/04, В24В 1/00, опубликован 10.06.2013), при котором осуществляют безабразивную полировку поверхности алмазных поликристаллических пластин трением путем взаимодействия поверхности пластин с вращающимся контртелом. Последнее изготавливают из керамики или кварца, которые не вступают в реакцию с поверхностью алмазной пластины при температуре полировки. Дополнительно используют ультрадисперсный порошок меди или оксида меди в качестве вещества, инициирующего термохимическую обработку алмаза. Обработку ведут на воздухе или в атмосфере, содержащей не менее 10% кислорода при температуре, превышающей 400°С. Недостатком данного способа является сложность практической реализации, так как обработку необходимо осуществлять в специальных условиях, обеспечивающих присутствие кислорода и ультрадисперсного порошка меди, быстрый износ покрытия, что ограничивает его применении при обработке тонких алмазных пленок, и жесткость инструмента, что ограничивает возможность одновременной обработки нескольких деталей в многоместном приспособлении.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ полирования цилиндрической поверхности поликристаллического алмазного покрытия деталей вращающимся и совершающим продольную подачу инструментом в виде металлической щетки, изготовленной из химически активной по отношению к алмазу материала (RU 2734612, МПК В24В 1/00, опубликован 21.10.2020 - прототип). Обработке подвергают плоские детали, которые устанавливают плотно в один ряд и осуществляют последовательную обработку их покрытия на проход в прямом и обратном направлениях.
Недостатками данного способа являются ограниченные технологические возможности, так как способ обеспечивает обработку только плоских поверхностей, в частности, ограничена обработка тел вращения, а также налипание металла на поверхность покрытия из-за оплавления щетинок щетки, что снижает качество обработки.
Задачей предполагаемого изобретения является расширение технологических возможностей способа полирования поликристаллического алмазного покрытия и повышение качества обработанных поверхностей деталей.
Техническим результатом является обеспечение возможности полирования поликристаллического алмазного покрытия рабочей поверхности деталей вращения и предотвращение налипания металла на поверхность покрытия.
Поставленная задача решается тем, что в способе полирования цилиндрической поверхности поликристаллического алмазного покрытия деталей вращающимся и совершающим продольную подачу инструментом в виде металлической щетки, изготовленной из химически активной по отношению к алмазу материала, детали придают вращение вокруг оси обрабатываемой цилиндрической поверхности, а в заключительной части обработки скорость вращения инструмента уменьшают в 2-3 раза по сравнению с начальной.
Так как детали придают вращение, то тем самым обеспечивается возможность полирования поликристаллического алмазного покрытия цилиндрических поверхностей, а в результате того, что в заключительной части обработки скорость вращения инструмента уменьшают в 2-3 раза по сравнению с начальной, то тем самым на заключительной части обработки с обработанной с поверхности покрытия удаляется металл, налипший не нее в начальной части обработки из-за оплавления щетинок щетки. Тем самым решается задача расширения технологических возможностей способа полирования поликристаллического алмазного покрытия детали и повышения качества обработанной поверхности.
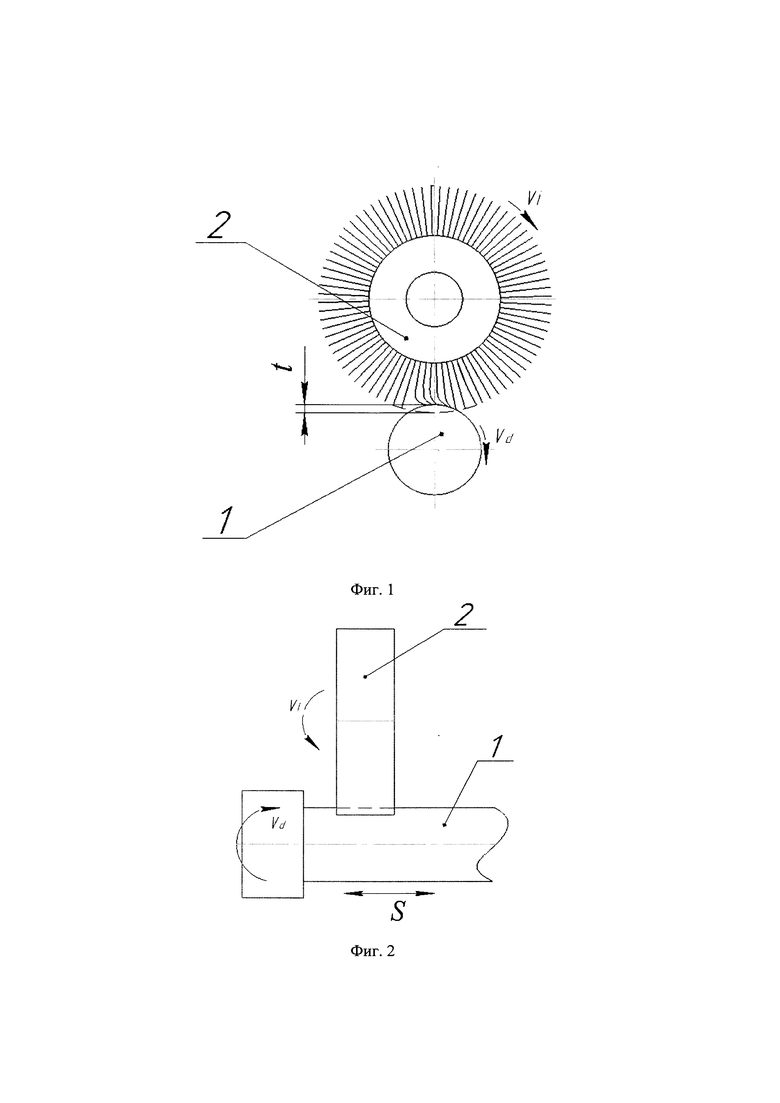
Сущность предполагаемого изобретения поясняется рисунком, где на фиг.1 показана схема обработки, а на фиг.2 - вид сбоку.
На рисунке используются следующие обозначения: 1 - обрабатываемая деталь, 2 - полировальный инструмент.
Обрабатываемую деталь 1, имеющую на цилиндрической поверхности поликристаллическое алмазное покрытие, вращают вокруг оси с окружной скоростью Vd и сообщают ей возвратно-поступательное движение с продольной подачей S. К поверхности поликристаллического алмазного покрытия детали 1 подводят полировальный инструмент 2 на глубину врезания t и придают ему вращение с окружной скоростью Vi. В качестве полировального инструмента 2 используют дисковую металлическую щетку, изготовленную из химически активного по отношению к алмазу материала, например, сплавов на основе железа, титана, хрома, кобальта, никеля и других.
Под действием ударов щетинок металлической щетки 2 наиболее выступающие хрупкие вершинки микронеровностей поликристаллического алмазного покрытия детали 1 скалываются, в результате чего в первый момент обработки шероховатость поверхности значительно снижается. Затем щетинки начинают скользить по вершинам мелких микронеровностей и скалывание микронеровностей прекращается. Однако в этот момент в результате трения температура в зоне обработки существенно повышается и возникает термохимический процесс графитизации оставшихся после скалывания вершинок зерен, под действием которого обрабатываемая поверхность окончательно полируется.
Однако за счет высокой скорости вращения полировального инструмента, необходимой для осуществления скалывания вершин неровностей покрытия и для осуществления термохимического процесса графитизации, некоторые кончики щетинок металлической щетки оплавляются, а оплавленный металл налипает на полированную поверхность поликристаллического алмазного покрытия. Для удаления налипшего металла с поверхности покрытия в заключительной части процесса полирования окружную скорость Vi вращения полировального инструмента 2 уменьшают в 2-3 раза. При этом процесс полирования прекращается, но щетинки полировального инструмента удаляют с обработанной поверхности поликристаллического алмазного покрытия налипший металл.
Тем самым решается поставленная задача расширения технологических возможностей способа полирования поликристаллического алмазного покрытия и повышения качества обработанных поверхностей деталей.
Пример. Полированию подвергалось поликристаллическое алмазное покрытие детали «Плунжер» форсунки двигателя внутреннего сгорания диаметром 10 мм. Поликристаллическое алмазное покрытие получено на установке DREVA 600 методом парового осаждения в вакуумной камере. Непосредственно после покрытия шероховатость поверхности составляла Ra 0,32 мкм. При такой шероховатости рабочей поверхности плунжер работать не может, так как быстро разрушается. Поэтому поликристаллическое алмазное покрытие рабочей поверхности плунжера подвергалось полированию. В качестве инструмента использовалась стальная дисковая щетка диаметром 200 мм, окружная скорость вращения щетки составляла V = 25 м/с, поперечная подача t = 1 мм, окружная скорость вращения детали составляла 30 м/мин, время обработки 30 с.
После обработки шероховатость поверхности поликристаллического алмазного покрытия детали составила Ra 0,04-0,06 мкм, т.е. снизилось более чем в 4 раза. Но структурный анализ показал, что на полированной поверхности поликристаллического алмазного покрытия остались наросты металла. Для устранения этого недостатка после полирования поверхности в течении 30 с. окружную скорость полировального инструмента уменьшили до 10 м/с, и с такой скорость обработку продолжали в течение 7 с. Последующий структурный анализ показал, что наросты металла на поверхности поликристаллического алмазного покрытия отсутствовали.
Таким образом, предложенный способ полирования поверхности поликристаллических алмазных покрытий, полученных методом осаждения из газовой фазы, обеспечивает решение поставленной задачи - расширение технологических возможностей способа и повышения качества обработанной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2022 |
|
RU2806253C2 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2021 |
|
RU2768435C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2020 |
|
RU2749506C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2019 |
|
RU2734612C1 |
| СПОСОБ ПОЛИРОВКИ АЛМАЗНЫХ ПЛАСТИН | 2011 |
|
RU2483856C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ САПФИРОВЫХ ДЕТАЛЕЙ, САПФИРОВАЯ ПЛУНЖЕРНАЯ ПАРА И НАСОС-ДОЗАТОР НА ЕЕ ОСНОВЕ | 2012 |
|
RU2521129C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2336984C2 |
| Способ обработки алмазных материалов | 2020 |
|
RU2743078C1 |
Изобретение относится к способам обработки поверхности поликристаллических алмазов, полученных методом химического осаждения из газовой фазы, и может быть использовано для производства деталей топливной аппаратуры двигателей внутреннего сгорания и многих других изделий, работающих в условиях повышенного трения и износа. Способ полирования поликристаллического алмазного покрытия цилиндрической поверхности детали включает сообщение вращения и поперечной подачи инструменту в виде металлической щетки, изготовленной из химически активного по отношению к алмазу материала, а детали – вращения и возвратно-поступательного движения. В заключительной части обработки скорость вращения инструмента уменьшают в 2-3 раза по сравнению с начальной. Повышается качество обработанных поверхностей деталей, предотвращается налипание металла на поверхность покрытия. 2 ил.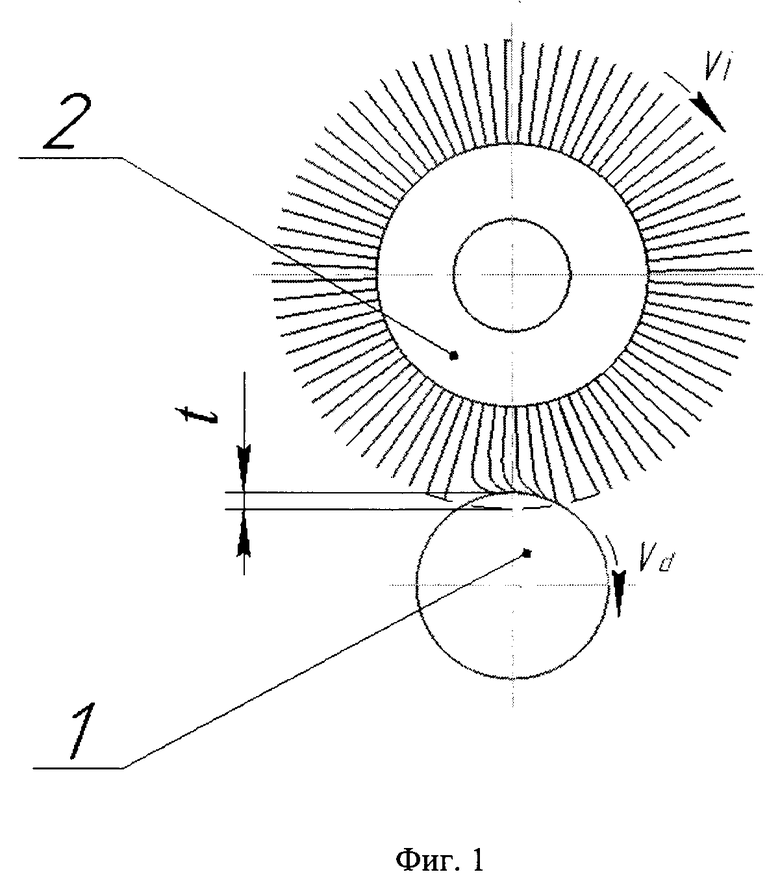
Способ полирования поликристаллического алмазного покрытия цилиндрической поверхности детали, включающий сообщение вращения и поперечной подачи инструменту в виде металлической щетки, изготовленной из химически активного по отношению к алмазу материала, а детали – вращения и возвратно-поступательного движения, отличающийся тем, что в заключительной части обработки скорость вращения инструмента уменьшают в 2-3 раза по сравнению с начальной.
| Вестник СГТУ, 2022, N3(94), с.61-68 | |||
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2019 |
|
RU2734612C1 |
| Справочник мастера механического цеха, М., Машиностроение, 1966, с.471 | |||
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2020 |
|
RU2749506C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ | 2004 |
|
RU2270085C2 |
| САНИТАРНЫЙ ЧЕХОЛ | 1995 |
|
RU2114593C1 |
