Область техники, к которой относится изобретение
Данное изобретение относится в основном к армированному рукаву, более конкретно, к опрессовываемым или обжимным муфтам для армированного рукава, а в частности к опрессовываемым или обжимным муфтам для рукавов, армированных проводами или проволочными тросами.
Характеристика предшествующего уровня техники
При бурении нефтяных и газовых скважин, как правило, используются противовыбросовые превенторы (ПВП). Противовыбросовые превенторы представляют собой клапаны с гидравлическим управлением, используемые для управления фонтанами скважины и предотвращения выбросов. Одиночная скважина может иметь три или более превенторов, установленных в блок один поверх другого. В случае наземной буровой установки блок расположен под полом буровой установки на уровне грунта. В случае морской буровой установки ПВП может находиться на морском дне. Верхний превентор в блоке обычно является кольцевым превентором. Кольцевой превентор можно использовать для полной герметизации кольцевого пространства скважины, т.е. пространства между бурильной трубой и стволом скважины. Кроме того, можно герметизировать скважину, в которой нет трубы. Под кольцевым превентором находятся дополнительные управляющие средства, называемые плашечными превенторами. Плашечные превенторы предназначены для размещения вокруг буровых труб разных размеров с целью поддержания, закрытия или уплотнения кольцевого пространства, по которому происходит вытеснение бурового раствора. Для герметизации скважины без обсадных труб используют глухие плашки. Трубные плашки могут герметизировать скважину и ствол.
Горные породы могут содержать карманы с нефтью, газом или водой под исключительно высокими давлениями. Пробуренная скважина может пересекать любой из них. Когда любая из этих текучих сред высокого давления попадает в ствол, это называется «фонтаном». Когда скважина фонтанирует, есть несколько вариантов обращения с фонтаном. Результирующее скважинное давление можно циклически сбрасывать по коллекторам системы ПВП на поверхности. В альтернативном варианте можно попытаться заставить скважинную текучую среду вернуться в пласт, например, путем закачивания бурового раствора под высоким давлением в ствол через штуцерную линию и линию глушения. Для этой цели используют рукав штуцерной линии и линии глушения. Окончательный выбор в пользу такого закачивания делают при герметизации ствола цементированием и отказе от операции бурения.
В настоящее время при применениях штуцерных линий и линий глушения на нефтяных буровых установках обычно используют упругие армированные трубы и рукава. Эти рукава и/или трубы и муфты рассчитаны на действие в качестве трубопровода для закачивания бурового раствора (отходов бурения) обратно в устье скважины для закупоривания устья скважины от нефти, газообразного метана и вредных химических веществ, таких как сероводород, при экстремальных температурах и давлениях. Эти рукава, как правило, представляют собой резиновую полимерную трубу и армированы с помощью нескольких слоев «плотной намотки» стальных проводов (или проволочного троса) с гальваническим покрытием и высокой прочностью на разрыв, выдерживающих изгиб и высокие давления, существующие при операциях, проводимых на нефтяных месторождениях и морских скважинах. Эта проводная арматура, как правило, представляет собой многожильный проволочный трос, упоминаемый в типичном случае под взаимозаменяемыми названиями «провод» и/или «проволочный трос». Эти рукава, как правило, включают в себя несколько слоев тканевого упрочнителя, который расположен под покрытием рукава и стоек к абразивному истиранию, коррозии, резанию, скоблению, воздействию нефти или погоды.
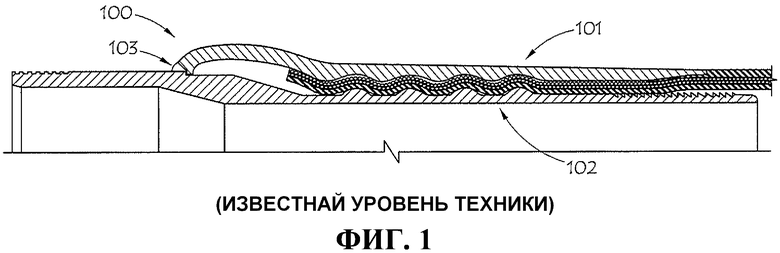
В известных опрессовываемых или обжимных муфтах 100 при применении рукавов штуцерных линий и линий глушения, как правило, применяются рифленая обжимная втулка 101 и зазубренный хвостовик-фитинг 102, такие как показанные на фиг.1 описания известного технического решения. Эти обжимная втулка и хвостовик, как правило, приварены (103) друг к другу с оставлением отверстия, в котором заключен рукав 105. В патенте США № 7338090 (Baldwin и др.) раскрыто применение «волнистой» конструкции обжимной втулки и хвостовика, которая соединяет концевой соединитель с рукавом штуцерной линии и линии глушения. Эти обжимная втулка и хвостовик также приварены друг к другу на муфтовом конце с оставлением отверстия, в котором заключен армированный рукав. Однако в данном патенте выступы обжимной втулки и гребни хвостовика имеют синусоидальную форму, обеспечивая вышеупомянутую «волну». Эта волна способствует изгибу арматуры из провода или проволочного троса в рукаве, но не вносит значительные искажения в провода. Хвостовик предназначен для поддержания рукава, который вставлен поверх него, под металлической обжимной втулкой. Обжимная втулка надета на рукав посредством обжатия или опрессовывания, что обеспечивает силы сжатия с уплотнением рукава к хвостовику и поддержанием хвостовика в муфте. Для использования с муфтой этого типа покрытие рукава зачищают (т.е. соскабливают), так что обжимную втулку можно опрессовывать непосредственно на проводную арматуру без необходимости проникать в резиновое покрытие. В таких конструкциях фиксация сочленения по-прежнему зависит от свойств резины, обеспечивающих силу реакции на сжатие, предотвращающую соскальзывание рукава, армированного проводом, с муфт, поэтому такие конструкции могут утрачивать свою работоспособность при повышенных или пониженных температурах, когда свойства слоев резины изменяются и могут обеспечивать меньшую опору.
Другие подходы к фиксации муфты на рукаве, армированном проводом, предусматривают применение армирующего провода, проходящего от конца рукава, и приваривание отдельных элементов (проводов) к муфте. Проблематичность таких подходов заключается в затратах времени, дороговизне и потребности в квалифицированных сварщиках.
Испытания в соответствии со стандартами 16 С Американского нефтяного института включают в себя такие испытания, как тридцатидневное испытание на воздействие рабочего давления 137,9 МПа (20000 фунтов-сил на квадратный дюйм (фн-с/кв.д)) при повышенной температуре, для узлов рукавов штуцерных линий и линий глушения. Обнаружено, что когда узлы рукавов штуцерных линий и линий глушения, в которых применены вышеописанные муфты, подвергаются воздействию этих условий, поверхность раздела «рукав-муфта» подвергается воздействию предельных температур. Свойства материала резины при повышенных температурах изменяются, в результате чего резина может течь и обеспечивать резкое уменьшение сжимающих сил в обжимной втулке муфты. Это может привести к потере фиксации сочленения, что недопустимо в приложениях, связанных со штуцерными линиями и линиями глушения, или аналогичных приложениях.
Краткое изложение существа изобретения
Данное изобретение посвящено разработке систем и способов эксплуатации опрессовываемых или обжимных муфт для рукавов, армированных проводами или проволочными тросами, в которых свойства материала резины исключены из механизма фиксации сочленения. Для этого зачищают короткий отрезок внутренней трубы и внешнего покрытия рукава. Результат этой зачистки короткого отрезка заключается в том, что оказывается возможным захват проволочной или проводной арматуры без необходимости сжатия трубы или покрытия и проникновения в них. Когда раскрывают относительно короткий отрезок провода, конструкцию хвостовика и обжимной втулки, которая образует ловушку армирующего провода (или проволочного троса), можно надевать на конец рукава обжатием или опрессовыванием, зажимая рукав вне зависимости от свойств резины. В частности, захват проводной арматуры предпочтительно осуществлять непосредственно между хвостовиком и обжимной втулкой. В частности, провод фиксируется между приподнятым участком хвостовика, который включает в себя впадину, и зубцом в обжимной втулке. В отличие от известных подходов при осуществлении предлагаемых систем и способов предусматривается не простой изгиб провода с поддержанием его целостности, а зажим короткого отрезка зачищенного провода между хвостовиком и обжимной втулкой. Это приводит к искажению формы провода, обеспечивающему механический запор между муфтой и рукавом. Дополнительной фиксации можно достичь путем использования «более агрессивной» конструкции обжимной втулки, при наличии которой обжимную втулку делают облегающей провод, когда соединение получают путем обжатия или опрессовывания.
В соответствии с различными вариантами осуществления данного изобретения муфта рукава для установки на конец рукава, армированного проводом, такого как рукав штуцерной линии и линии глушения противовыбросового превентора, может включать в себя унитарный хвостовик и унитарную обжимную втулку, которые могут быть приварены друг к другу, накернены друг на друга или иным образом скреплены друг с другом. Различные варианты осуществления хвостовика предусматривают внутренний канал и оконечный участок для соединения муфты и рукава, на который муфту крепят обжатием или опрессовыванием; например, возможно соединение посредством приваривания к фланцу и т.п. Хвостовик предпочтительно имеет канавку для захвата проводов, предпочтительно имеющую в основном трапецеидальную или иную многоугольную форму. Впадина профиля этой канавки предпочтительно имеет внешний диаметр больший, чем внутренний диаметр трубы. Внешний диаметр впадины профиля канавки также предпочтительно больше, чем внутренний диаметр рукава, когда труба зачищена от рукава, меньший, чем внутренний диаметр слоя проводной арматуры рукава. Вставляемый участок хвостовика выполнен с возможностью вставления в трубу рукава. Вставляемый участок предпочтительно имеет множество наружных выступов и внешний диаметр, в целом соответствующий внутреннему диаметру трубы рукава.
Унитарная обжимная втулка имеет внешнюю поверхность и первый и второй внутренние диаметры. Первый внутренний диаметр обжимной втулки в не обжатом или не опрессованном состоянии предпочтительно превышает внешний диаметр рукава, армированного многожильным проволочным тросом. Второй внутренний диаметр обжимной втулки в не обжатом или не опрессованном состоянии может быть меньше, чем внешний диаметр рукава, армированного проводом, но больше, чем внешний диаметр рукава, с которого зачищен материал, покрывающий провод, причем последний диаметр больше, чем внешний диаметр армирующего слоя провода рукава. Участок внутренней поверхности обжимной втулки имеет часть, имеющую первый диаметр. Эта часть имеет множество гребней, расположенных в чередующемся порядке с выступами хвостовика. Другая часть внутренней поверхности обжимной втулки имеет по меньшей мере одно ребро для захвата проводов, причем форма и расположение этого ребра в целом соответствуют канавке для захвата проводов в хвостовике. Это ребро для захвата проводов имеет второй внутренний диаметр и является более узким, чем канавка. Канавка предпочтительно имеет ширину, которая равна по меньшей мере ширине ребра плюс удвоенный диаметр провода, армирующего рукав, а ширина ребра больше, чем диаметр провода, армирующего рукав, и порядок ее величины составляет несколько диаметров провода, армирующего рукав. Когда обжимная втулка прикреплена к хвостовику, например посредством приваривания или накернивания, оконечный участок хвостовика предпочтительно выступает из обжимной втулки, а канавка для захвата проводов и вставляемый участок хвостовика располагаются в обжимной втулке.
В соответствии с данным изобретением перед размещением обжимной втулки муфты поверх конца рукава внешние слои рукава, покрывающие участок проводной арматуры, зачищают с дистального участка конца рукава. Хвостовик располагают так, что вставляемый участок вставлен внутрь трубы рукава, и канавка для захвата проводов введена внутрь дистального участка рукава, а труба зачищена с дистального участка рукава.
Соответственно, различные варианты осуществления способов крепления фитинга к концу рукава, армированного проводом, такого, как рукав штуцерной линии и линии глушения, в соответствии с данным изобретением предусматривают зачистку слоев рукава, покрывающих проводную арматуру, с дистального концевого участка конца рукава и зачистку трубы изнутри дистального концевого участка конца рукава. Унитарный хвостовик, имеющий внутренний канал, оконечный элемент для подсоединения к установочному приспособлению, канавку для захвата проводов и вставляемый участок, вставляется в зачищенный рукав так, что вставляемый участок вставлен внутрь трубы рукава, армированного проводом, а канавка для захвата проводов введена внутрь зачищенного участка дистального конца рукава. Унитарную обжимную втулку предпочтительно размещают поверх конца рукава и хвостовика, при этом гребни чередуются с выступами, образованными снаружи вставляемого участка, и, по меньшей мере, ребро для захвата проводов соответствует канавке для захвата проводов. Такое размещение обжимной втулки и хвостовика можно производить, по существу, одновременно, если обжимная втулка приварена к хвостовику до ее размещения. Вне зависимости от дальнейшего применения обжимной втулки и хвостовика обжимную втулку сжимают, например, путем обжатия или опрессовывания, что приводит к сжатию гребнями рукава с уплотнением трубы на выступах и принудительному введению провода посредством ребра в канавку, захвату проводной арматуры в зачищенной зоне и вследствие этого к креплению муфты к рукаву таким образом, что это не зависит от захвата резины или полимерного материала.
Таким образом, в соответствии с различными вариантами осуществления данного изобретения узел рукава, такой как узел рукава штуцерной линии и линии глушения, может состоять из отрезка рукава, имеющего внутреннюю трубу, один или более слоев проводной арматуры и один или более слоев резины, покрывающей арматуру, причем внутренняя труба и один или более слоев резинового покрытия зачищены с концевого участка рукава. Муфта, такая, как описанная выше, предпочтительно обжата или опрессована на концевом участке и дополнительном отрезке рукава. В соответствии с такими вариантами осуществления муфта содержит унитарную обжимную втулку, расположенную поверх концевого участка рукава и дополнительного отрезка рукава. Обжимная втулка имеет первый внутренний диаметр больший, чем внешний диаметр рукава, и второй внутренний диаметр, который может быть меньше, чем внешний диаметр рукава, но больше, чем внешний диаметр концевого участка рукава там, где резиновое покрытие зачищено с рукава. Обжимная втулка имеет внутреннюю поверхность, имеющую множество гребней, имеющих первый диаметр и расположенных поверх дополнительного отрезка рукава. Внутренняя поверхность обжимной втулки предпочтительно имеет по меньшей мере одно ребро для захвата проводов, имеющее второй внутренний диаметр и расположенное поверх зачищенного концевого участка рукава. Как описано выше, муфта также имеет унитарный хвостовик, который может крепиться к обжимной втулке или быть выполненным как единое целое с ней. Хвостовик предпочтительно расположен на концевом участке рукава и на дополнительном, зачищенном отрезке рукава. Хвостовик содержит оконечный участок для подсоединения к установочному приспособлению (такому как фланец), канавку для захвата проводов и вставляемый участок, имеющий множество выступов, чередующихся с гребнями обжимной втулки. Вставляемый участок имеет внешний диаметр, в целом соответствующий внутреннему диаметру трубы рукава, и вставляется в дополнительный участок рукава, где труба не зачищена. Канавка для захвата проводов соответствует ребру для захвата проводов и предпочтительно расположена под концевым участком. Канавка имеет диаметр больший, чем внутренний диаметр трубы рукава, но меньший, чем внутренний диаметр рукава, там, где труба зачищена от рукава. Кроме того, канавка предпочтительно имеет ширину, которая, по меньшей мере, равна ширине ребра плюс удвоенный диаметр провода, армирующего рукав.
В соответствии с различными вариантами осуществления до сжатия обжимной втулки между трубой и хвостовиком можно расположить эпоксидный клей, способствуя уплотнению трубы рукава к хвостовику после сжатия обжимной втулки. В альтернативном или дополнительном варианте после сжатия через фильтрационное отверстие в пространство между обжимной втулкой и проводом можно нагнетать на фитинг эпоксидный клей низкой вязкости.
В преимущественном варианте данное изобретение обеспечивает лучшую фиксацию сочленения, стойкость к предельным температурам и отделение фиксации от уплотнения ввиду того, что свойства материала резины исключены из механизма фиксации сочленения. Кроме того, в отличие от известных систем, поскольку диаметр армирующего проволочного троса может незначительно увеличиваться при повышенных температурах, предпочтительно происходит затяжка ловушки для провода, обеспечиваемого ребром и канавкой, описанными выше и имеющей место непосредственно на неизолированном проводе в результате зачистки, как покрытия так и трубы.
Вышеизложенное раскрывает в довольно широком смысле признаки и технические преимущества данного изобретения, чтобы можно было лучше понять нижеследующее подробное описание изобретения. Далее будут описаны дополнительные признаки и преимущества изобретения, которые образуют объект формулы изобретения. Специалистам в данной области техники будет ясно, что концепцией и конкретным вариантом осуществления, описанными выше, можно легко воспользоваться как основой для внесения изменений или разработки других конструкций, преследующих те же цели, что и данное изобретение. Специалистам в данной области техники также понятно, что такие эквивалентные конструкции находятся в рамках существа и объема притязаний изобретения, изложенного в прилагаемой формуле изобретения. Новые признаки, рассматриваемые как существенные для изобретения, как применительно к его осуществлению, так и применительно к способу эксплуатации, наряду с другими задачами и преимуществами станут более понятными из нижеследующего описания, рассматриваемого совместно с прилагаемыми чертежами. Вместе с тем, должно быть совершенно ясно, что каждый из чертежей представлен лишь с целью иллюстрации и описания, и его не следует рассматривать как определение ограничений данного изобретения.
Краткое описание чертежей
Прилагаемые чертежи, включенные в описание и образующие его часть, на которых одинаковые позиции обозначают одинаковые детали, иллюстрируют варианты осуществления изобретения и вместе с описанием служат для пояснения принципов изобретения. На чертежах показано следующее:
на фиг.1 представлено фрагментарное сечение на общем виде известной опрессовываемой или обжимной муфты, установленной на рукаве, армированном проводом;
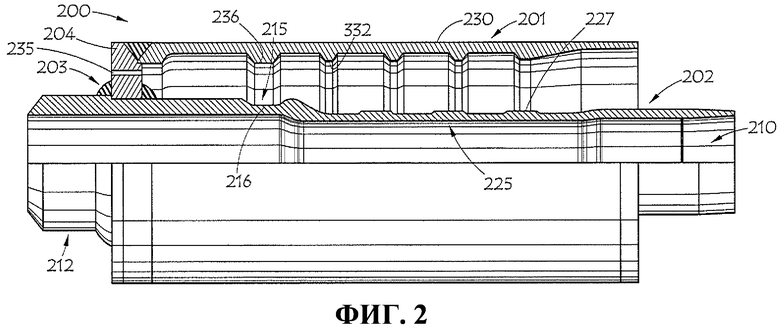
на фиг.2 представлено фрагментарное сечение «в четверть» на общем виде муфты согласно данному изобретению в варианте осуществления;
на фиг.3 представлено фрагментарное сечение «в четверть» на общем виде муфты согласно фиг.2 в варианте осуществления, размещенной, но не сжатой, на рукаве, армированном проводом;
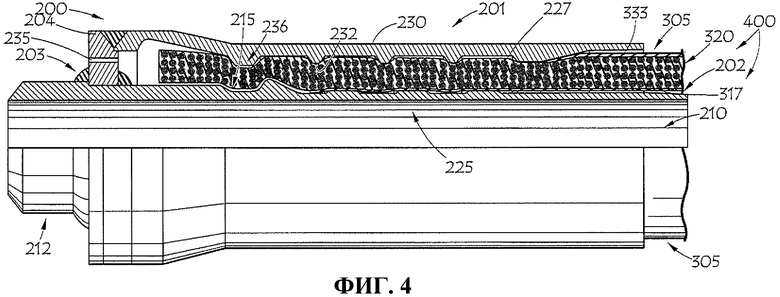
на фиг.4 представлено фрагментарное сечение «в четверть» на общем виде муфты согласно фиг.2 и 3 в варианте осуществления, установленной и сжатой на рукаве, армированном проводом, показанном на фиг.3; и
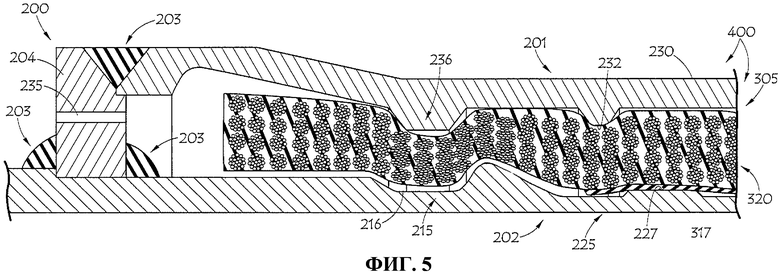
на фиг.5 показано в увеличенном масштабе фрагментарное сечение на общем виде муфты согласно фиг.2-4 в варианте осуществления, установленной и сжатой на рукаве, показанном на фиг.4.
Подробное описание
На фиг.2 представлено сечение «в четверть» муфты 200 в варианте осуществления согласно данному изобретению. На фиг.3 показано, что муфта 200 размещена, но не сжата, на рукаве 305, армированном проводом, который может быть рукавом штуцерной линии и линии глушения противовыбросового превентора или аналогичным рукавом. Муфта 200 рукава согласно этому варианту осуществления включает в себя унитарный хвостовик 202 и унитарную обжимную втулку 201, которые могут быть приварены, как показано позицией 203, друг к другу, накернены друг на друга или иным образом скреплены друг с другом, например посредством использования круглой пластины 204 или аналогичного механизма.
Различные варианты осуществления хвостовика 202 имеют внутренний канал 210 и участок 212 оконечной структуры для подсоединения муфты 200 и рукава 305, на котором муфта опрессована или обжата, к установочному приспособлению, такому как фланец, или аналогичному. Оконечная структура 212 может иметь форму бугорка и т.п., который можно приварить к фланцу и т.п. для подгонки с помощью быстроразъемного соединения и т.п. Хвостовик 202 предпочтительно имеет канавку 215 для захвата проводов, иллюстрируемую на фиг.2-5 и обычно имеющую трапецеидальную форму. Однако в соответствии с данным изобретением такие канавки для захвата проводов могут иметь ряд разных форм, таких как в целом круглая, шевронная, в основном прямоугольная, и т.п. Впадина 216 профиля канавки 215 предпочтительно имеет диаметр, который больше, чем внутренний диаметр трубы 317 рукава 305. Диаметр впадины 216 профиля канавки также предпочтительно меньше, чем внутренний диаметр рукава, когда труба 317 зачищена от рукава, причем последний диаметр меньше, чем внутренний диаметр слоя 320 проводной арматуры рукава 201, как лучше показано на фиг.3. Вставляемый участок 225 хвостовика выполнен с возможностью вставления в трубу 317 рукава 305. Вставляемый участок 225 предпочтительно имеет множество наружных выступов 227 и внешний диаметр, в целом соответствующий внутреннему диаметру трубы 317 рукава 305. Когда обжимная втулка 201 прикреплена к хвостовику 202, например посредством сварки или накернивания, как описано выше, оконечный участок 212 хвостовика 202 предпочтительно выступает из обжимной втулки 201, а канавка 215 для захвата проводов и вставляемый участок 225 хвостовика 202 расположены в обжимной втулке 201.
Унитарная обжимная втулка 201 имеет внешнюю поверхность 230 и внутреннюю поверхность, имеющую несколько диаметров, определяющих несколько отличительных признаков, а главным образом - первый и второй внутренние диаметры, и множество гребней 232 и ребро 236 для захвата проводов. Первый внутренний диаметр не накерненной или не обжатой обжимной втулки 201, такой как показанная на фиг.2 и 3, предпочтительно больше, чем внешний диаметр рукава 305, армированного многожильным проволочным тросом, как лучше показано на фиг.3. Второй внутренний диаметр не накерненной или не обжатой обжимной втулки 201 может быть меньше, чем внешний диаметр рукава 305, армированного проводом, но он предпочтительно больше, чем внешний диаметр рукава 305, когда материал, покрывающий проводную арматуру 320, такой, как покрытие 333, зачищен с рукава. Иными словами, второй внутренний диаметр обжимной втулки предпочтительно больше, чем внешний диаметр слоя 320 проводной арматуры рукава 305, но может быть меньше, чем наибольший внешний диаметр всего рукава в целом. В общем случае гребни 232 предпочтительно расположены, чередуясь с выступами 227 хвостовика 202. Другой участок внутренней поверхности обжимной втулки имеет по меньшей мере одно ребро 236 для захвата проводов, расположенное в соответствии с канавкой 215 для захвата проводов в хвостовике 202. Ребро 236 для захвата проводов имеет второй вышеупомянутый внутренний диаметр и предпочтительно является более узким, чем канавка 215. Канавка 215 предпочтительно имеет ширину, которая, по меньшей мере, равна ширине ребра 236 плюс, по меньшей мере, или примерно удвоенный диаметр провода, армирующего рукав 305. Кроме того, ширина ребра 236 предпочтительно больше, чем диаметр провода, армирующего рукав 305, а порядок ее величины составляет несколько диаметров провода, армирующего рукав 305.
В варианте осуществления, изображенном на фиг.2-5, предусматривается наличие одной канавки 215 для захвата проводов и одного ребра 216. Однако в муфте в соответствии с данным изобретением применимо любое количество средств для захвата проводов. Например, возможно применение множества ребер для захвата проводов в связи с соответствующим количеством канавок для захвата проводов.
В соответствии с различными вариантами осуществления для крепления фитинга, такого как фитинг 200, к концу рукава, армированного проводом, такого как рукав 305, который может быть рукавом штуцерной линии или линии глушения противовыбросового превентора и т.п., слой(слои) 333 рукава 305, покрывающий(покрывающие) проводную арматуру 320, зачищают с концевого участка рукава 305, а трубу 317 зачищают из внутреннего дистального участка концевого участка рукава 305. Вообще говоря, этот дистальный участок, из которого защищают трубу, является лишь участком конца рукава, с которого зачищено покрытие. Унитарный хвостовик 202, имеющий внутренний канал 210, оконечный участок 212 для подсоединения к установочному приспособлению, канавку 215 для захвата проводов и вставляемый участок 225, вставляют в зачищенный рукав. Вставляемый участок 225 вставляют внутрь (не зачищенной) трубы 317 рукава 305, армированного проводом, так, что канавка 215 для захвата проводов введена внутрь зачищенного дистального участка рукава 305. Унитарную обжимную втулку 201 предпочтительно размещают поверх конца рукава 305 и хвостовика 202 так, что гребни 232 обжимной втулки 201 чередуются с выступами 227, расположенными снаружи вставляемого участка 225, а соответствующее канавке ребро 236 для захвата проводов обычно выровнено с канавкой 215 для захвата проводов. Такое развертывание обжимной втулки 201 и хвостовика 202 может осуществляться в целом одновременно, если обжимная втулка 201 приварена к хвостовику 202 до их расположения. После расположения обжимной втулки 201 и хвостовика 202 обжимную втулку 201 сжимают, например, посредством опрессовывания или обжатия, в результате чего гребни 232 сжимают конец рукава 305, уплотняя трубу 317 рукава к выступам 227, а это приводит к размещению проводной арматуры 320 посредством ребра 236 в канавке 215. Это предпочтительно обуславливает захват проводной арматуры в зоне двойной зачистки между ребром 236 и канавкой 215. Кроме того, в соответствии с различными вариантами осуществления, по меньшей мере, некоторые из отдельных проводов, образующих проводную арматуру 320, деформируются за счет сжатия ребром для захвата проводов, в частности сжатия ребром для захвата проводов в связи с канавкой для захвата проводов. Эта деформация отдельных проводов лучше всего видна в увеличенном масштабе на фиг.5. Захват провода посредством ребра 236 и канавки 215 обуславливает крепление муфты 200 к рукаву 305 таким образом, что крепление не зависит от захвата резины или полимерного материала, например, покрытия 333 и/или трубы 317.
Таким образом, в соответствии с различными вариантами осуществления данного изобретения узел 400 рукава (фиг.4 и 5) может состоять из отрезка рукава 305, имеющего внутреннюю трубу 317 и резиновое покрытие 333, зачищенных и снятых с концевых участков рукава 305 и муфты 200, например, как, обсуждалось выше, опрессованной или обжатой на конце рукава 305.
В соответствии с некоторыми вариантами осуществления перед сжатием обжимной втулки 201 для улучшения уплотнения между трубой 227 и хвостовиком 202 можно разместить эпоксидный клей (не показан на чертежах из соображений ясности изображения), и/или его можно ввести после сжатия обжимной втулки 201 для проникновения эпоксидного клея в проводную арматуру 320 в зонах, где покрытие 333 и/или труба 317 зачищены, чтобы обеспечить улучшенное сцепление рукава 305 и муфты 100.
Например, в некоторых вариантах осуществления на хвостовике 202 перед вставлением его в рукав 305 можно расположить жаропрочный эпоксидный клей, такой как эпоксидный клей 4525 от Cotronics Corporation. Поскольку эпоксидный клей состоит из двух частей, т.е. эпоксидной смолы и аминового отверждающего вещества, они твердеют на месте их использования независимо от окружающих условий, т.е. наличия кислорода, влажности, тепла, и т.д. Эпоксидный клей можно наносить на двух выступах 227 вставляемого участка 202 около конца хвостовика, чтобы предотвратить попадание избытка эпоксидного клея в хвостовик или трубу рукава. Сжатие обжимной втулки 201 приводит к распределению эпоксидного клея. В частности, обжатие преимущественно приводит к перемещению клея дальше в трубу 227 по хвостовику 202. Подвод тепла может облегчить застывание эпоксидного клея, что делает рукав готовым к эксплуатации в течение относительно короткого промежутка времени.
В соответствии с другими вариантами осуществления эпоксидный клей высокой вязкости, такой как эпоксидный клей 4461 от Cotronics Corporation, можно вводить через фильтрационное отверстие 235, чтобы он проник между проводами, а также в любые дополнительные зоны между проводом и хвостовиком 202. За счет заполнения муфты и получения при этом доступа в очень малые полости эпоксидный клей будет увеличивать площадь поверхности контакта, и это приведет к повышенной прочности сцепления, а также к улучшенным функциональным свойствам уплотнения. Такой эпоксидный клей низкой вязкости можно впрыскивать через фильтрационное отверстие 235 после сжатия обжимной втулки 201 или перед ним.
Хотя данное изобретение и его преимущества описаны подробно, следует понять, что в рамках существа и объема притязаний изобретения, охарактеризованного прилагаемой формулой изобретения, возможно проведение изменений, замен и модификаций. Более того, объем данной заявки не следует считать сводящимся к конкретным вариантам процесса, станка, производства, состава вещества, способов и этапов, о которых шла речь в описании. Как легко поймет обычный специалист из описания данного изобретения, в соответствии с этим изобретением можно использовать те процессы, станки, производство, составы вещества, средства, способы или этапы, которые существуют в настоящее время или могут быть разработаны в будущем и выполнять, по существу, ту же функцию или достигать, по существу, того же результата, что и соответствующие варианты осуществления, описанные здесь. Поэтому прилагаемую формулу изобретения следует считать включающей в свой объем такие процессы, станки, производство, составы вещества, средства, способы или этапы.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2014 |
|
RU2550233C1 |
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ГИБКОЙ ПОЛИМЕРНО-АРМИРОВАННОЙ ТРУБЫ И СПОСОБ ПРИСОЕДИНЕНИЯ ШТУЦЕРА К НЕЙ | 2013 |
|
RU2535420C1 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| Устройство для герметизации на устье скважины двухлифтовой компоновки внутрискважинного оборудования | 2024 |
|
RU2829313C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| МЕТОД САНАЦИИ ТРУБОПРОВОДА | 2019 |
|
RU2744676C2 |
| ПОЛИМЕРНЫЙ ИЗОЛЯТОР | 2006 |
|
RU2320042C1 |
| Устройство для обжатия муфты | 1988 |
|
SU1516194A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО КОМПОНЕНТА ИЗ АРМИРОВАННОГО ВОЛОКНАМИ КОМПОЗИЦИОННОГО МАТЕРИАЛА, ПРЕДНАЗНАЧЕННОГО ДЛЯ ВОЗДУШНОГО ИЛИ КОСМИЧЕСКОГО ЛЕТАТЕЛЬНОГО АПАРАТА, И ФОРМОВОЧНЫЙ СТЕРЖЕНЬ ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОГО КОМПОНЕНТА | 2007 |
|
RU2437767C2 |
Группа изобретений относится к армированным рукавам. Муфта рукава для установки на конец рукава, армированного проводом, содержит унитарный хвостовик, имеющий канавочный участок для захвата проводов, имеющий внешний диаметр больший, чем внутренний диаметр трубы рукава, и меньший, чем внутренний диаметр рукава там, где из рукава зачищена труба. Унитарная обжимная втулка имеет по меньшей мере одно ребро для захвата проводов, соответствующее канавке для захвата проводов и имеющее внутренний диаметр, меньший, чем внешний диаметр рукава, армированного проводом, и больший, чем внутренний диаметр рукава там, где с этого рукава зачищен материал, покрывающий провод. Ширина канавки, по меньшей мере, равна ширине ребра плюс удвоенный диаметр провода, армирующего рукав. Между трубой рукава и хвостовиком можно расположить эпоксидный клей для уплотнения, или этот клей можно вводить в промежуток между обжимной втулкой или хвостовиком так, что он проникнет в провод. Описан способ установки муфты и узел рукава. Технический результат заключается в повышении надежности соединения армированного рукава. 3 н. и 18 з.п. ф-лы, 5 ил.
1. Муфта рукава для установки на конец рукава, армированного проводом, содержащая унитарную обжимную втулку, имеющую участок внешней поверхности, первый внутренний диаметр, превышающий внешний диаметр рукава, армированного проводом, второй внутренний диаметр, превышающий внешний диаметр рукава, с которого зачищен материал, покрывающий провод, и участок внутренней поверхности, имеющий упомянутый первый внутренний диаметр и множество гребней, чередующихся с выступами хвостовика, и, по меньшей мере, одно ребро для захвата проводов, имеющее упомянутый второй внутренний диаметр, и унитарный хвостовик, содержащий внутренний канал, оконечный участок для подсоединения к установочному приспособлению, канавочный участок для захвата проводов, соответствующий ребру для захвата проводов и имеющий внешний диаметр, больший, чем внутренний диаметр трубы рукава, и меньший, чем внутренний диаметр рукава, из которого зачищена труба, при этом канавка имеет ширину по меньшей мере равную ширине ребра плюс удвоенный диаметр провода, армирующего рукав, и вставляемый участок для вставления в трубу рукава, имеющий множество выступов и внешний диаметр, в целом соответствующий внутреннему диаметру трубы рукава, армированного проводом.
2. Муфта по п.1, в которой второй внутренний диаметр обжимной втулки меньше внешнего диаметра рукава, армированного проводом.
3. Муфта по п.1, в которой ребро для захвата проводов и канавка для захвата проводов имеют в целом соответствующие трапецеидальные формы.
4. Муфта по п.1, в которой обжимная втулка расположена поверх конца рукава, причем внешние слои рукава, покрывающие участок проводной арматуры, зачищены с конца рукава.
5. Муфта по п.4, в которой хвостовик расположен так, что вставляемый участок вставлен внутрь трубы рукава, а канавка для захвата проводов введена внутрь дистального отрезка конца рукава, при этом упомянутая труба зачищена с дистального отрезка рукава.
6. Муфта по п.5, в которой между обжимной втулкой и хвостовиком расположен эпоксидный клей, проникающий в провод там, где проведена зачистка.
7. Муфта по п.1, в которой хвостовик расположен так, что вставляемый участок вставлен внутрь трубы рукава, а канавка для захвата проводов введена внутрь дистального отрезка рукава, из которого зачищена труба.
8. Муфта по п.1, в которой ширина ребра превышает диаметр провода, армирующего рукав.
9. Муфта по п.1, в которой ширина ребра в несколько раз превышает диаметр провода, армирующего рукав.
10. Муфта по п.1, в которой обжимная втулка приварена к хвостовику так, что оконечный участок хвостовика выступает из обжимной втулки, а канавка для захвата проводов и вставляемый участок расположены в обжимной втулке.
11. Муфта по п.1, в которой рукав является рукавом противовыбросового превентора.
12. Способ установки муфты, содержащий следующие стадии:
зачистка слоев рукава, армированного проводом, покрывающих проводную арматуру, с концевого участка рукава, армированного проводом;
зачистка трубы изнутри дистального отрезка концевого участка рукава, армированного проводом;
расположение унитарного хвостовика, имеющего внутренний канал, оконечный элемент для подсоединения к установочному приспособлению, канавочный участок для захвата проводов и вставляемый участок, так, что вставляемый участок вставлен внутрь трубы рукава, армированного проводом, и канавка захвата проводов вставлена в дистальный отрезок концевого участка рукава; и
расположение унитарной обжимной втулки, имеющей множество гребней, чередующихся с выступами, ограниченными на вставляемом участке, и снабженной по меньшей мере одним ребром для захвата проводов, соответствующим канавке для захвата проводов, поверх концевого участка рукава; и
сжатие унитарной обжимной втулки, приводящее к сжатию гребнями рукава с уплотнением трубы на выступах и введению провода посредством ребра в канавку.
13. Способ по п.12, в котором сжатие обжимной втулки деформирует множество проводов, армирующих рукав, между ребром для захвата проводов и канавкой для захвата проводов.
14. Способ по п.12, в котором сжатие обжимной втулки представляет собой ее обжатие.
15. Способ по п.12, в котором сжатие обжимной втулки представляет собой ее опрессовывание.
16. Способ по п.12, дополнительно содержащий приваривание обжимной втулки к хвостовику перед ее расположением.
17. Способ по п.16, в котором приваривание обжимной втулки к хвостовику осуществляется так, что оконечный участок хвостовика выступает из обжимной втулки, а канавка для захвата проводов и вставляемый участок располагаются в обжимной втулке.
18. Способ по п.12, дополнительно содержащий размещение эпоксидного клея между трубой и хвостовиком перед сжатием обжимной втулки, приводящим к уплотнению трубы рукава эпоксидным клеем к хвостовику.
19. Способ по п.12, дополнительно содержащий введение эпоксидного клея низкой вязкости через фильтрационное отверстие в промежуток между обжимной втулкой и хвостовиком с последующим сжатием.
20. Способ по п.12, в котором рукав является рукавом противовыбросового превентора.
21. Узел рукава, содержащий отрезок рукава, содержащий внутреннюю трубу, зачищенную с дистального отрезка концевого участка рукава, один или более слоев проводной арматуры и один или более слоев резины, покрывающей проводную арматуру, зачищенных с концевого участка рукава, муфту, обжатую или опрессованную на концевом участке рукава и дополнительном отрезке рукава и содержащую унитарную обжимную втулку, расположенную поверх концевого участка рукава и дополнительного отрезка рукава, имеющую первый внутренний диаметр, превышающий внешний диаметр рукава, и второй внутренний диаметр, превышающий внешний диаметр концевого участка рукава там, где резиновое покрытие зачищено с рукава, и участок внутренней поверхности, содержащий множество гребней, имеющих упомянутый первый диаметр и расположенных поверх дополнительного отрезка рукава, и по меньшей мере одно ребро для захвата проводов, имеющее ширину и упомянутый второй внутренний диаметр и расположенное поверх дистального отрезка концевого участка рукава, и унитарный хвостовик, расположенный на концевом участке рукава и дополнительном отрезке рукава и содержащий оконечный участок для подсоединения к установочному приспособлению, канавочный участок для захвата проводов, соответствующий ребру для захвата проводов и расположенный под дистальным отрезком концевого участка рукава, причем канавка имеет внешний диаметр, больший, чем внутренний диаметр трубы рукава, и меньший, чем внутренний диаметр рукава, из которого зачищена труба, при этом канавка имеет ширину, по меньшей мере, равную ширине ребра плюс удвоенный диаметр провода, армирующего рукав, при этом множество проводов дистального отрезка рукава деформированы между ребром и канавкой, и вставляемый участок, имеющий множество выступов, чередующихся с гребнями обжимной втулки, и внешний диаметр, в целом соответствующий внутреннему диаметру трубы рукава.
22. Узел рукава по п.21, в котором ширина ребра превышает диаметр провода, армирующего рукав.
23. Узел рукава по п.21, в котором ширина ребра в несколько раз превышает диаметр провода, армирующего рукав.
24. Узел рукава по п.21, в котором второй внутренний диаметр обжимной втулки меньше внешнего диаметра рукава.
25. Узел рукава по п.21, в котором обжимная втулка приварена к хвостовику так, что оконечный участок хвостовика выступает из обжимной втулки.
26. Узел рукава по п.21, в котором между обжимной втулкой и хвостовиком размещен эпоксидный клей, уплотняющий трубу рукава к хвостовику.
27. Узел рукава по п.21, в котором рукав является рукавом противовыбросового превентора.
| DE 19635053 A1, 19.03.1998 | |||
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВА ВЫСОКОГО ДАВЛЕНИЯ С ПРИСОЕДИНИТЕЛЬНОЙ АРМАТУРОЙ | 1995 |
|
RU2098711C1 |
| СПОСОБ ДЕГАЗАЦИИ МАТЕРИАЛОВ АРМЕЙСКОГО ОБМУНДИРОВАНИЯ В ЭЛЕКТРОХИМИЧЕСКИ АКТИВИРОВАННЫХ РАСТВОРАХ ПРИ ВОЗДЕЙСТВИИ УЛЬТРАЗВУКОВОГО ПОЛЯ | 2001 |
|
RU2220242C2 |
| US 4664424 A, 12.05.1987 | |||
| МАШИНА ДЛЯ ТРАНСПОРТИРОВКИ И ПОДАЧИ ТРУБОК, В ЧАСТНОСТИ ТРУБЧАТЫХ КАПСУЛ | 2001 |
|
RU2196716C2 |

