Изобретение относится к металлургии, в частности к способу термомеханической обработки листового и сортового проката из низко- и среднеуглеродистых конструкционных сталей, и может использоваться для повышения конструктивной прочности изделий (конструкций) из них.
В последнее десятилетие все больший объем металлопродукции изготавливается из высокопрочных сверхнизкоуглеродистых строительных сталей нового поколения. Благодаря высокой чистоте по вредным примесям и неметаллическим включениям, ультрадисперсной структуре (dз = 3…5 мкм), отсутствию перлита, сбалансированным механизмам дисперсионного (за счет выделений специальных карбидов MeC) и агрегатного (безуглеродистым бейнитом/мартенситом) упрочнений ферритной матрицы такие стали обладают высоким комплексом механических свойств: σт > 550 МПа, σв > 650 МПа, δ > 25 %, KCV-40 > 2,5 МДж/м2 (Эфрон Л.И. Металловедение в «большой» металлургии. Трубные стали. М.: Металлургия, 2012. 696 с.).
Достижение повышенной прочности данных сталей в сочетании с высокой пластичностью и хладостойкостью возможно за счет диспергирования ферритной матрицы и упрочняющих структурных составляющих, что определяется выбором оптимальных параметров деформационно-термической обработки (контролируемой прокатки). При контролируемой прокатке (КП) регламентируются температуры начала и конца горячей деформации, её степень, дробность, распределение по температурным областям и т.д.
Наибольшее диспергирование структуры происходит при безрекристаллизационной КП, когда деформация заканчивается в аустенитной области в температурном диапазоне 900°C…Ar3, где Ar3 – критическая температура, соответствующая началу выделения феррита при охлаждении. В этом случае сильные карбидообразующие элементы (Nb+Ti+V ≤ 0,15 %) тормозят рекристаллизацию аустенита за счет выделения карбонитридных частиц. В таких условиях в аустените протекает только процесс полигонизации, который приводит к образованию при охлаждении большого количества мест для возникновения зародышей феррита и упрочняющих структурных составляющих (бейнита, мартенсита), и, соответственно, к максимальному измельчению конечной структуры.
Известен способ термомеханической обработки толстого листа из низкоуглеродистых микролегированных сталей (Пат. 2502820. Российская Федерация, МПК C22C 38/14, C21D 8/02, C21D 9/46. Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения / Ками Т., Наката Х., Накагава К. ДжФЕ СТИЛ КОРПОРЕЙШН, опубл. 20.09.2013, бюл. № 26), согласно которому высокий комплекс механических свойств листов после контролируемой прокатки определяется композицией стали и параметрами ускоренного последеформационного охлаждения (скорость и температура окончания охлаждения).
Однако изготавливаемый из таких сталей толстый лист или фасонный прокат обладает рядом недостатков, унаследованных от безрекристаллизационной КП:
- высокое отношение предела текучести к временному сопротивлению σт/σв > 0,95, способствующее пониженной деформируемости сталей (низкий уровень относительного удлинения δ и сужения ψ, показателя деформационного упрочнения n и др.);
- повышенная склонность к деформационному старению, что может явиться причиной охрупчивания металла при монтаже и эксплуатации конструкции и, как следствие, к ее преждевременному разрушению;
- наличие слоевой структуры, ответственной за анизотропию свойств;
- формирование расщеплений в металле изделий.
Надежность конструкций при эксплуатации определяется в значительной степени трещиностойкостью металла, которую оценивают по результатам специальных испытаний, например на статическую трещиностойкость, либо по запасу вязкости (KCV) и температуре вязко-хрупкого перехода (tхр) при испытаниях на ударный изгиб.
Известен способ термомеханической обработки (Пат. 2519343. Российская Федерация, МПК B21B 1/26, C21D 9/46, C21D 8/02, B21B 45/00, C21D 1/42. Способ термомеханической обработки / Грилль Р., Эггер Р., Штингедер К. ФОЕСТАЛЬПИНЕ ГРОББЛЕХ ГМБХ, опубл. 10.06.2014, бюл. № 16), при котором для повышения вязкости лист из низкоуглеродистой стали подвергают сначала контролируемой прокатке при t > Ar3 и последующему ускоренному охлаждению до температуры чуть ниже Ar1, а затем повторному индукционному нагреву в аустенитную область до t > Ac3, где Ас3 – критическая температура, соответствующая концу растворения феррита при нагреве, и деформации в ней.
Предложенная технология была опробована для толстых листов из низкоуглеродистых трубных сталей типа 06Г2М и 03Г2С, в результате чего было достигнуто снижение температуры вязко-хрупкого перехода металла на ~ 40°С. Однако приведенные результаты не содержат информации о других механических свойствах и их анизотропии, а также склонности металла к деформационному старению и появлению расщеплений. Кроме того введение дополнительной термомеханической обработки (повторной КП) усложняет технологический процесс – необходим контроль температуры начала и конца деформации, её степени и дробности, распределения по температурным областям, а в описанном выше способе не указано влияния этих параметров на комплекс механических свойств обработанных сталей.
Таким образом, склонность к деформационному старению и образованию расщеплений, анизотропия механических свойств вследствие формирования полосовой структуры при КП привели к необходимости отыскания способов термообработки горячекатаного листа в линии стана, перспективным из которых представляется нагрев в область повышенных температур вплоть до Ac3, с последующим ускоренным охлаждением.
Наиболее близким по технической сущности к предлагаемому способу является способ термомеханической обработки толстолистовых низкоуглеродистых сталей, разработанный компанией JFE Steel Corporation (Пат. 2502820. Российская Федерация, МПК C22C38/14, C21D8/02. Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высоким равномерным относительным удлинением, и способ ее изготовления / Симамура Д., Исикава Н., Сиканаи Н. ДжФЕ СТИЛ КОРПОРЕЙШН, опубл. 27.12.2013, бюл. № 36), в котором предложен способ снижения отношения σт/σв до 0,85 и ниже.
Способ заключается в выполнении следующих операций:
- нагрев заготовки (листа, трубы и т.д.) до температур 1000…1300°С;
- контролируемая прокатка с температурой ее окончания в диапазоне 900°С…Ar3;
- последеформационное охлаждение со скоростью более 5°С/с до температур 680…500°С;
- повторный нагрев со скоростью более 2°С/с в диапазон температур 550…750°С;
- выдержка при заданной температуре в течение τ ≤ 30 мин;
- последеформационное охлаждение на воздухе.
В патенте сообщается, что в результате термомеханической обработки по предложенной схеме листы из низкоуглеродистых микролегированных сталей типа 05Г2С обладают низкой склонностью к деформационному старению. Так, до и после нагрева при 250°С в течение 30 минут уровень предела текучести для всех предложенных композиций и режимов обработки был более 517 МПа, отношение σт/σв не превышало 0,85, равномерное относительное удлинение составляло не менее 6 % при достаточно высоком уровне ударной вязкости как основного металла, так и зоны термического влияния трубы.
Однако использование данного способа термомеханической обработки не позволяет устранить следующие отрицательные моменты:
- анизотропию механических свойств вдоль и поперек направления прокатки;
- слоевую структуру, приводящую к вероятному образованию в металле изделий вторичных (очаговых) трещин – расщеплений, и, следовательно, к снижению сопротивления растрескиванию под напряжением;
- получить изделия более высокого класса прочности без потери деформируемости.
Техническая задача, решаемая предлагаемым изобретением, заключается в использовании термомеханической обработки металлопродукции из низко- и среднеуглеродистых сталей по такой технологической схеме, которая позволит сформировать в металле однородную гетерофазную ультрадисперсную смесь структурных составляющих и, тем самым, позволит устранить анизотропию механических свойств и слоевую структуру, а также склонность к деформационному старению, то есть существенно повысить комплекс его механических и функциональных свойств.
Решение поставленной задачи обеспечивается за счет использования после контролируемой прокатки и последующего охлаждения с нерегламентированной скоростью до температуры не ниже температуры Mн, где Mн – критическая температура, соответствующая началу мартенситного превращения при охлаждении, повторного индукционного нагрева со скоростью более 90°С/с до температуры t = Ас3 – (20…40)°С, выдержки при заданной температуре в течение не менее 10 мин и последующего ускоренного охлаждения со скоростью более 5°С/с. При этом уровень механических свойств изделия можно регулировать за счет варьирования продолжительности выдержки при t = Ас3 – (20…40)°С и скорости последующего охлаждения.
Изобретение иллюстрируется следующими чертежами.
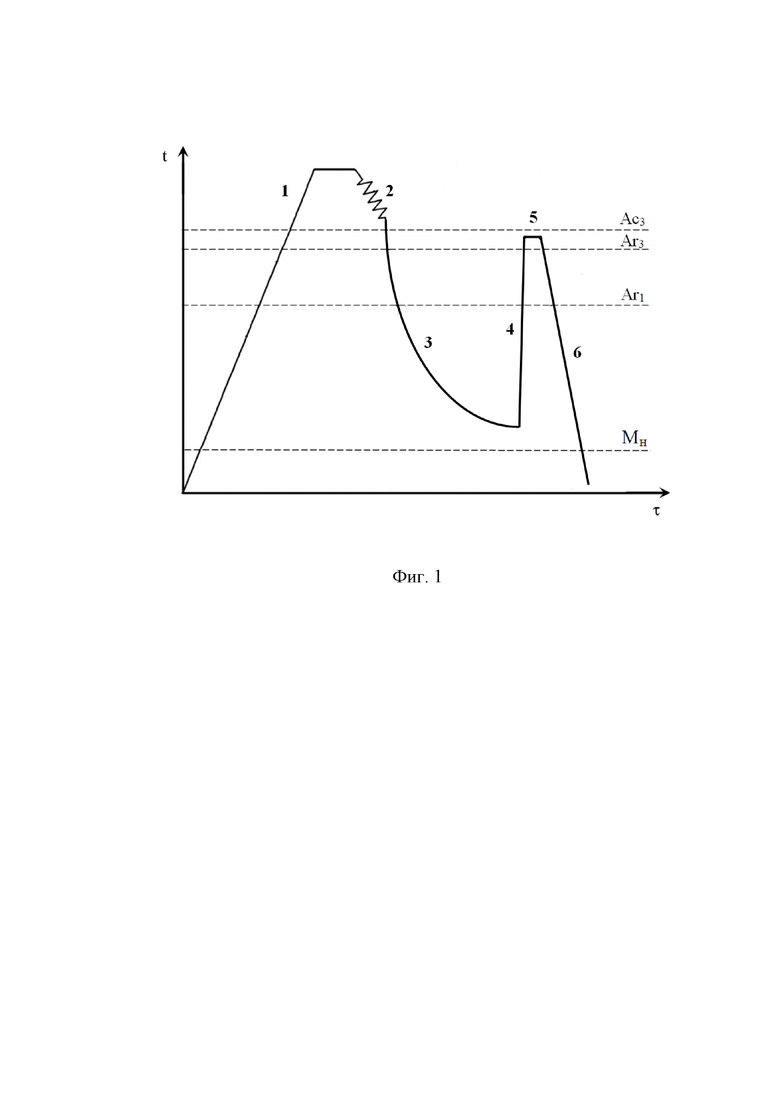
На фиг. 1 приведена схема предлагаемой термомеханической обработки, которая включает в себя нагрев 1 до температур 1000…1300°С, безрекристаллизационную контролируемую прокатку 2 с температурой ее окончания в диапазоне 900°С…Ar3, последеформационное охлаждение 3 по нерегламентированному режиму до температуры не ниже температуры Mн, повторный индукционный нагрев 4 со скоростью более 90°С/с до температуры t = Ас3 – (20…40)°С, выдержку 5 при заданной температуре в течение не менее 10 мин и последующее ускоренное охлаждение 6 со скоростью не менее 5°С/с.
Последеформационное охлаждение 3 изделия проводится по нерегламентированному режиму, то есть с произвольной скоростью, например на спокойном воздухе и/или путем спрейерного воздушного охлаждения – с целью ускорения технологического режима.
Температура конца последеформационного охлаждения не должна быть ниже температуры начала мартенситного превращения Mн, поскольку в структуре помимо квазиполигонального феррита и бейнита должно присутствовать определенное количество непревращенного аустенита.
Температура повторного нагрева в верхнюю область межкритического интервала температур t = Ас3 – (20…40)°С выбрана исходя из следующих соображений:
- нагрев ниже температуры Ас1, где Ас1 – критическая температура, соответствующая превращению перлита в аустенит при нагреве, из-за отсутствия перекристаллизации не приводит к снятию слоевой структуры, а, следовательно, к устранению анизотропии механических свойств; кроме того, сохраняющиеся в феррите карбонитридные частицы – стопоры дислокаций, определяют высокий уровень σт/σв, и не способствуют полному устранению эффекта деформационного старения;
- нагрев в нижнюю область межкритического интервала температур до t = Ас1 + (20…40)°С приводит к неполной перекристаллизации стали и частичному снижению анизотропии свойств, однако сопровождается значительным охрупчиванием металла вследствие зернограничного эффекта: на границах зерен возникают насыщенные по углероду первые аустенитные зерна, которые при последующем охлаждении с любой скоростью превращаются в мартенсит; появление таких хрупких составляющих на границах исходных зерен приводит к смене механизма разрушения с внутризеренного на межзеренный и снижению энергоемкости распространения магистральной трещины;
- нагрев выше температуры Ас3 приводит к полной перекристаллизации и отсутствию анизотропии свойств, однако не позволяет устранить эффект деформационного старения.
Выдержка 5 при заданной температуре повторного нагрева должна составлять не менее 10 мин с целью выравнивания температуры по толщине проката, а также для формирования в структуре металла определенного количества аустенита и «старого» феррита, рафинированного по углероду. Увеличение продолжительности выдержки приводит к коагуляции карбонитридных частиц, что дает возможность регулировать уровень прочностных свойств конечного изделия за счет изменения вклада дисперсионного упрочнения.
Скорость последующего охлаждения 6 должна быть не менее 5°С/с и выбирается таковой с целью получения наиболее высокого класса прочности проката при требуемом уровне вязко-пластических характеристик за счет варьирования типа и доли низкотемпературных продуктов распада переохлажденного аустенита (бейнита и/или мартенсита).
Действие предложенного способа термомеханической обработки показано на примере низкоуглеродистых микролегированных сталей двух производителей типа 08Г2Б, используемых для производства сварных труб высокого давления диаметром 1420 мм класса прочности X80. Листы данных сталей толщиной 27,7 мм подвергались безрекристаллизационной контролируемой прокатке с ускоренным охлаждением в промышленных условиях, а вырезанные из них заготовки – повторному нагреву со скоростями 0,3-90°С/с в лабораторных условиях до температур 500-1000°С, выдержке в течение 30 минут с последующим ускоренным охлаждением (в масле).
Требования к механическим свойствам труб класса прочности Х80 регламентируются стандартом API-5L (API Spec 5L-2018, 46 издание, 2018. Трубы для трубопроводов. Технические условия). Кроме того, к уровню вязкости таких сталей выдвигаются более жесткие требования со стороны потребителя. Так, уровень ударной вязкости трубы диаметром 1420 мм класса прочности Х80, согласно стандарту, должен составлять KCV ≥ 68 Дж/см2 при температуре испытания 0°С, тогда как по требованию ОАО «Газпром» – KCV ≥ 250 Дж/см2 при t = –40°C (Технические требования для магистрального газопровода Бованенково – Ухта. Утверждено Заместителем Председателя Правления ОАО «ГАЗПРОМ» А.Г.Ананенковым 23.05.2007).
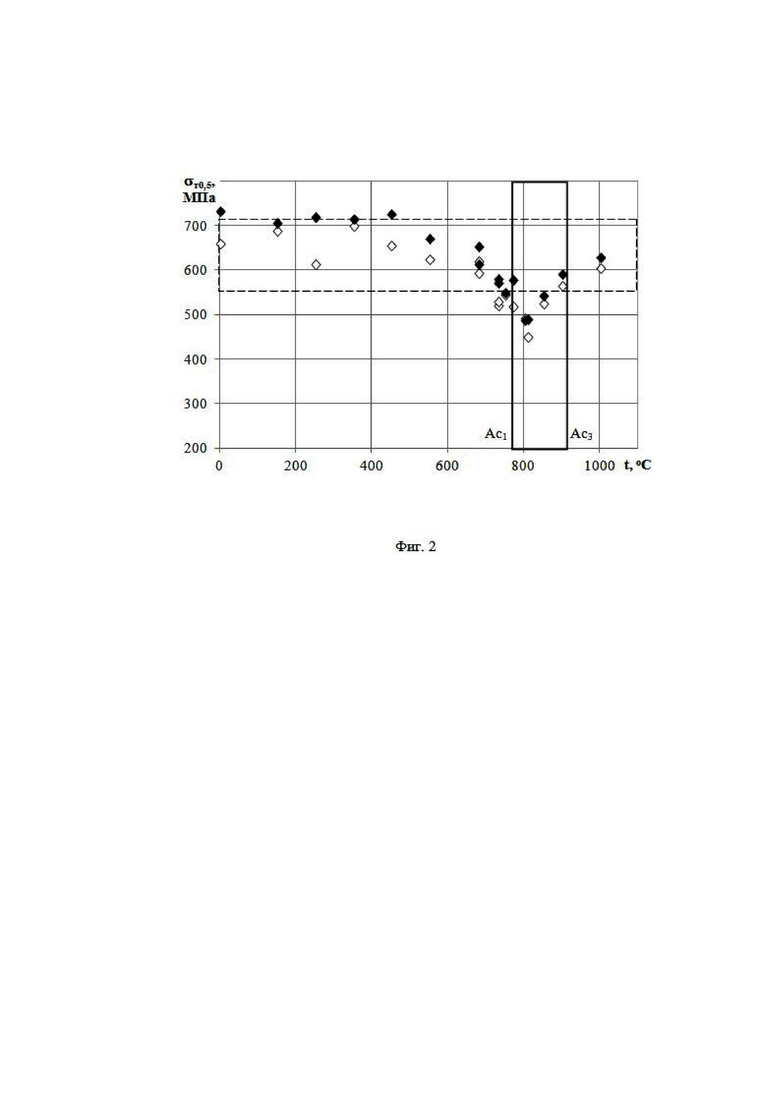
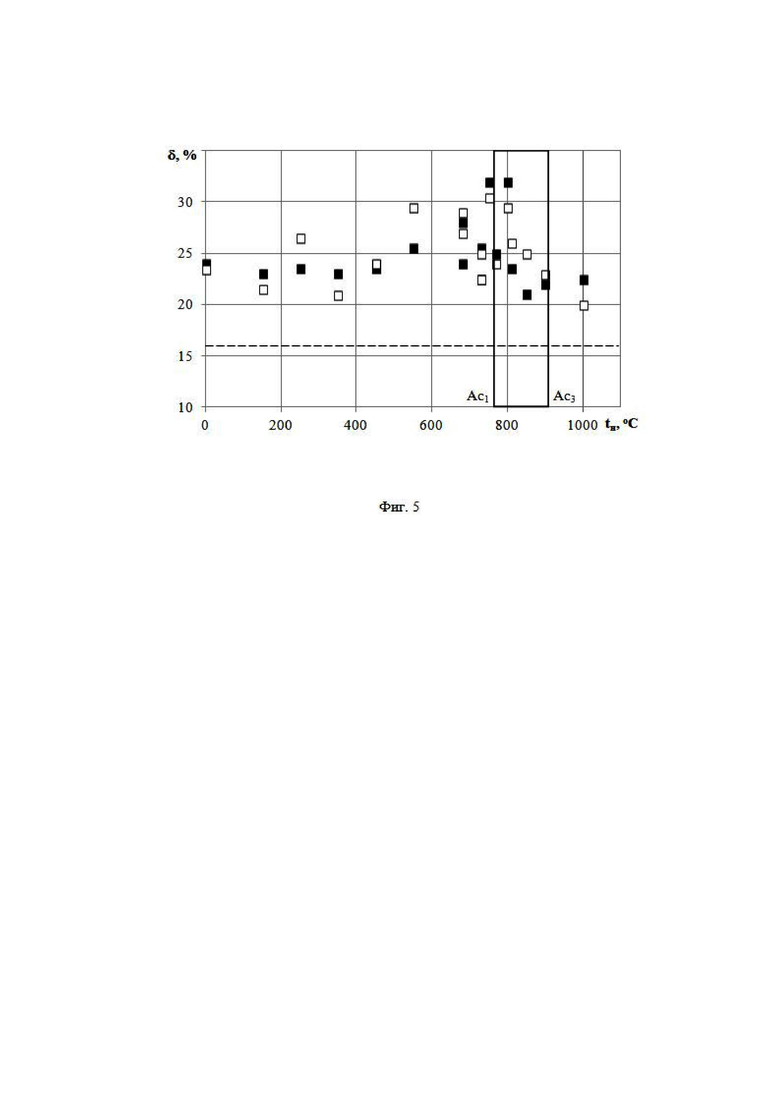
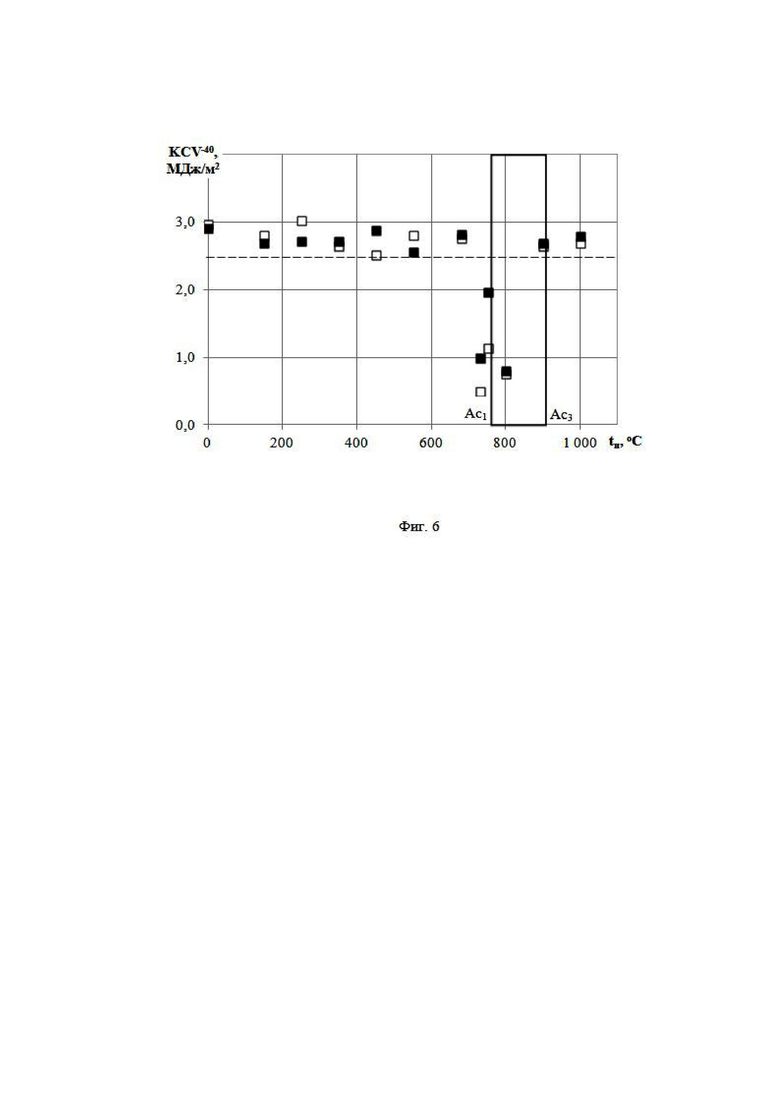
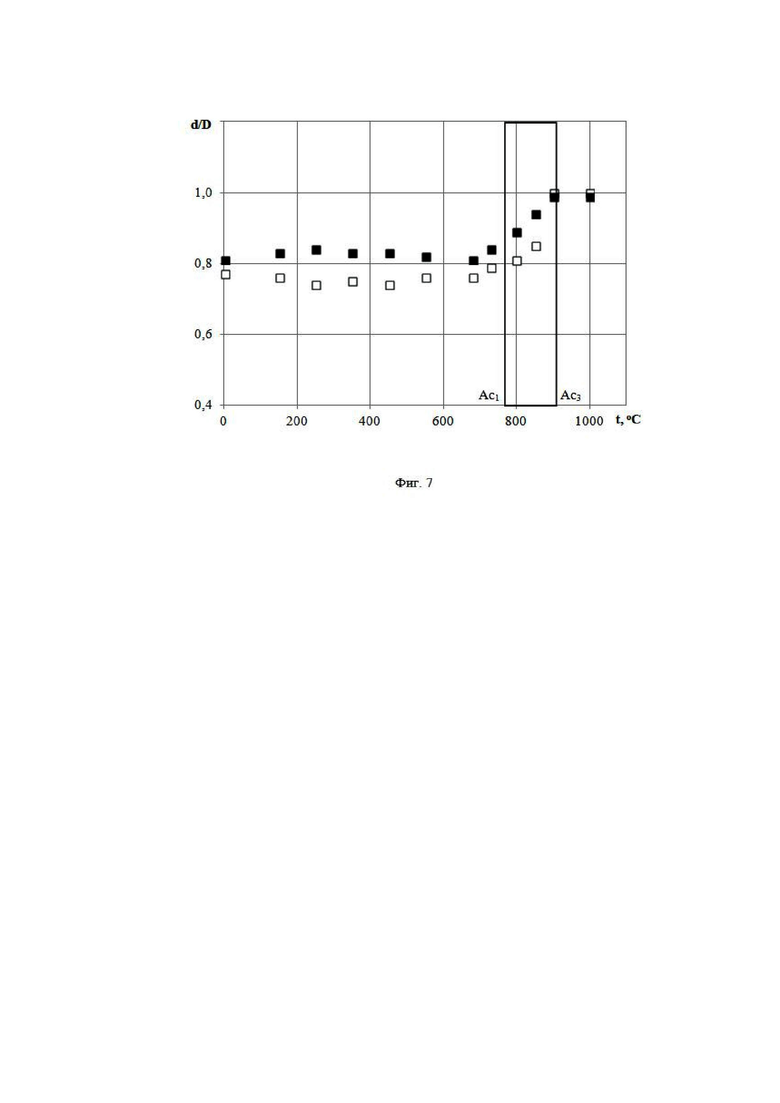
На фиг. 2-7 приведены механические свойства сталей Х80 в зависимости от температуры повторного нагрева. Темными значками обозначены механические характеристики стали производителя 1, светлыми значками – производителя 2, требования к механическим свойствам показаны пунктирными линиями, межкритический интервал температур выделен жирными линиями, при этом критические температуры Ас1 = 770°С и Ас3 = 915°С были определены с помощью дилатометрического анализа для скорости нагрева 90°С/с, что соответствовало скорости нагрева в индукторе.
На фиг. 2 приведена зависимость предела текучести σт0,5 от температуры нагрева. Согласно стандарту API Spec 5L-2018, предел текучести сталей Х80 должен находиться в диапазоне 555 МПа ≤ σт0,5 ≤ 705 МПа. Соответствию этим требованиям отвечает сталь 2 (σт = 660 МПа), тогда как сталь 1 (σт = 730 МПа) находится выше верхней границы этого диапазона. Нагрев вплоть до 450°С не изменяет эту картину. При повышении температуры нагрева величина σт0,5 падает и при t = 730°С выходит за пределы нижней границы требований, достигая минимума при t = Аc1 + (20…30)°С. При температуре t = Аc3 – (20…40)°С уровень σ0,5 = 565-590 МПа с небольшим запасом соответствует требованиям API Spec 5L-2018.
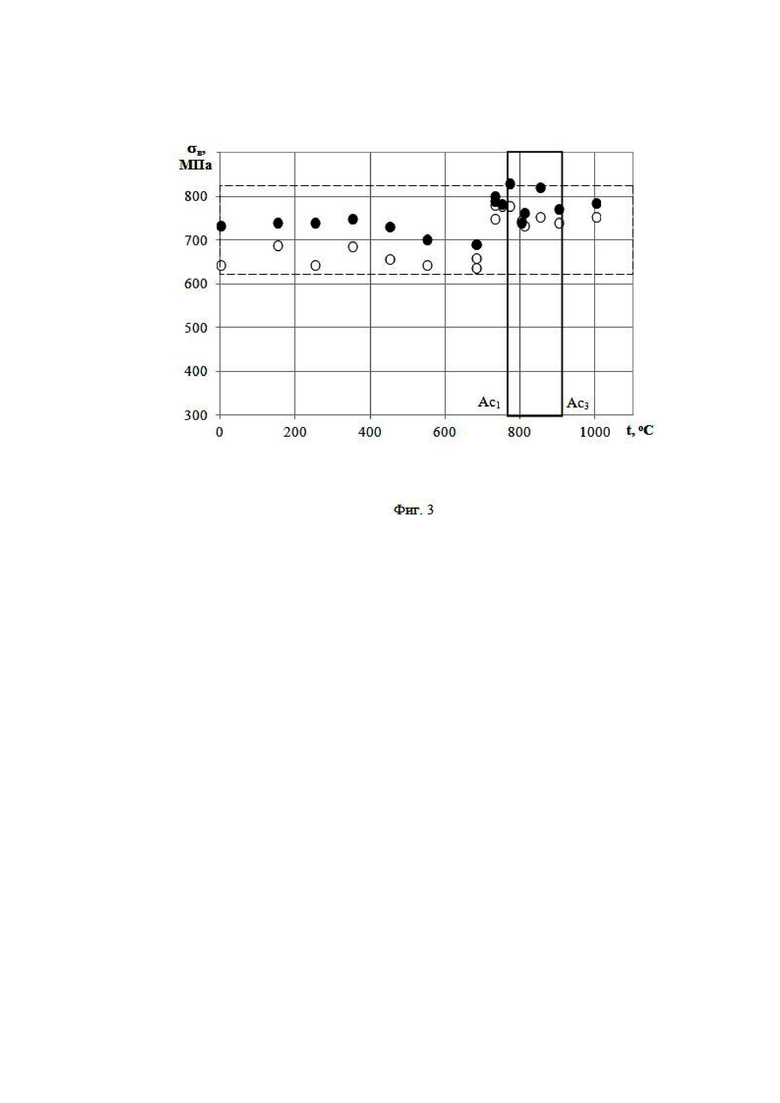
На фиг. 3 приведена зависимость предела прочности σв от температуры нагрева. Согласно стандарту API Spec 5L-2018, предел прочности сталей Х80 должен находиться в диапазоне 625 МПа ≤ σв ≤ 825 МПа. В состоянии после КП обе стали обладают соответствующим уровнем σв. Нагрев вплоть до температуры Аc1 не изменяет ситуации. При этом повышение величины σв на ~ 80-100 МПа при t ≥ 730°С не приводит к выходу за пределы требуемого диапазона. При температуре t = Аc3 – (20…40)°С уровень σв = 740-770 МПа с хорошим запасом соответствует требованиям API Spec 5L-2018.
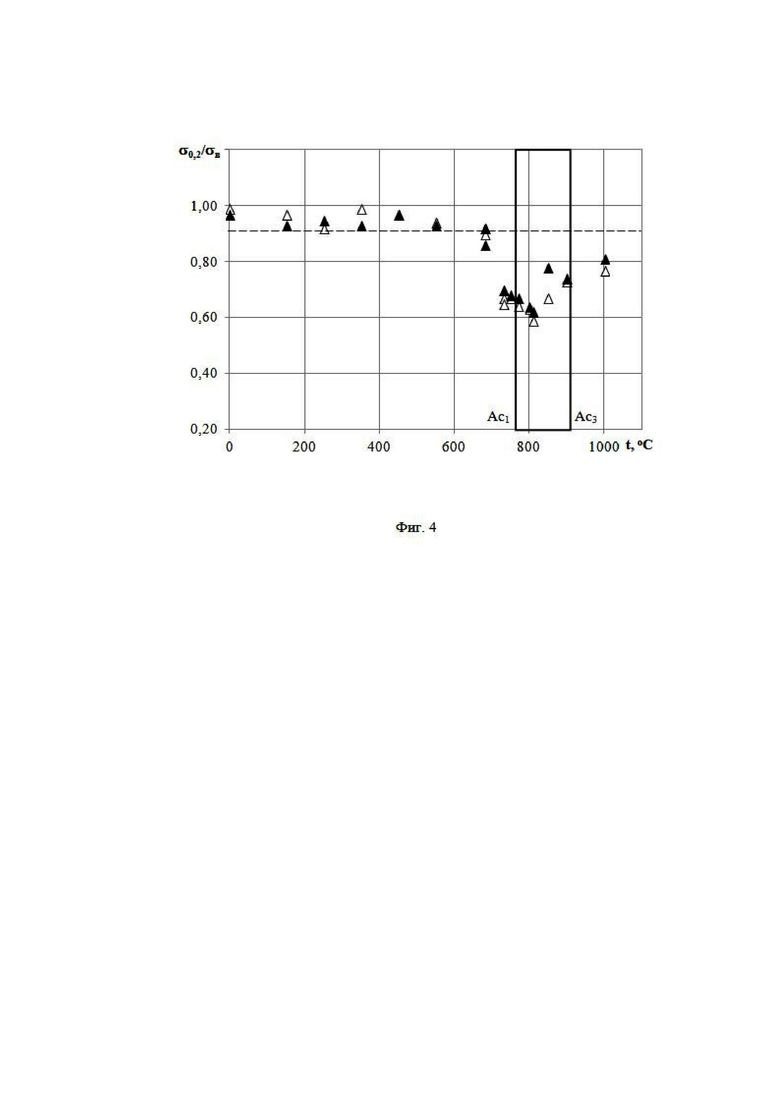
На фиг. 4 приведена зависимость отношения предела текучести к пределу прочности σт0,5/σв от температуры нагрева. Величина σт0,5/σв является одним из главный показателей для оценки склонности стали к деформационному старению. Появление этого эффекта при σт0,5/σв > 0,9 приводит к существенному упрочнению, особенно на пределе текучести, и снижению вязко-пластических свойств сталей. Согласно стандарту API Spec 5L-2018, для сталей Х80 отношение σт0,5/σв ≤ 0,93. Из фиг. 4 видно, что в сталях Х80 в состоянии после КП наблюдается σт0,5/σв → 1,0. Нагрев вплоть до 700°С не приводит существенному падению этой величины, и только дальнейшее повышение температуры устраняет этот эффект. При температуре t = Аc3 – (20…40)°С уровень σт0,5/σв = 0,73-0,74 для обеих сталей соответствует требованию API Spec 5L-2018 и свидетельствует о низкой склонности к деформационному старению и высокой деформируемости.
На фиг. 5 приведена зависимость относительного удлинения δ от температуры нагрева. Согласно стандарту API Spec 5L-2018, величина относительного удлинения трубных сталей определяется площадью поперечного сечения соответствующего образца для испытания на растяжение и классом прочности трубы и составляет для сталей Х80 δ ≥ 16 % (при растяжении использовались стандартные цилиндрические образцы с диаметром рабочей части dо = 10 мм). Относительное удлинение обеих сталей в состоянии после КП на 7-8 % превышает требуемый уровень, и последующий нагрев не снижает этого запаса пластичности. При температуре t = Аc3 – (20…40)°С уровень δ = 22-23 % с хорошим превышением соответствует требованию API-5L.
На фиг. 6 приведена зависимость ударной вязкости KCV-40 от температуры нагрева. Согласно техническим требованиям Газпром, величина ударной вязкости при температуре испытания t = –40°С должна составлять KCV-40 ≥ 250 Дж/см2. Стали Х80 в состоянии после КП обладают высоким запасом вязкости (KCV-40 = 290-300 Дж/см2), который для обеих сталей соответствует необходимому минимуму. Нагрев вплоть до температуры 700°С практически не изменяет уровень KCV-40. При температурах чуть выше или ниже Аc1 наблюдается резкое падение ударной вязкости, а при дальнейшем повышении температуры нагрева значения KCV-40 восстанавливаются, и при температуре t = Аc3 – (20…40)°С уровень KCV-40 = 265-270 Дж/см2 с небольшим запасом соответствует требованиям API-5L.
На фиг. 7 приведена зависимость овальности d/D, характеризующей анизотропию свойств, от температуры нагрева, где d – малая ось овала, D – большая ось овала, оцениваемые в шейке разрушенного при растяжении образца. Низкое значение d/D свидетельствует о большой овальности шейки и, следовательно, о значительной анизотропии свойств вдоль направления прокатки: большая ось D вдоль направления прокатки, а малая d – перпендикулярна ей. Видно, что обе стали в состоянии после КП обладают высокой анизотропией (d/D = 0,77-0,81). Нагрев вплоть до температуры 700°С не приводит к исправлению анизотропии – овальность d/D сохраняется примерно на том же уровне. Рост величины d/D, соответствующий снижению анизотропии, начинается в межкритическом интервале температур, и при температуре t = Аc3 – (20…40)°С d/D → 1, что свидетельствует об устранении анизотропии свойств.
Таким образом, предлагаемый способ термомеханической обработки листового и сортового проката из низко- и среднеуглеродистых конструкционных сталей позволяет реализовать в них улучшение следующих функциональных свойств изделий (конструкций):
- устранить эффект деформационного старения, что повышает надежность конструкции;
- свести к минимуму анизотропию структуры и механических свойств;
- регулировать в широком диапазоне уровень конструкционной прочности сталей – соотношение прочностных и вязко-пластических характеристик, за счет варьирования продолжительности выдержки при повторном нагреве и скорости последующего охлаждения;
- упростить технологический процесс за счет исключения регламентации скорости охлаждения после контролируемой прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомеханической обработки микролегированных сталей | 2016 |
|
RU2627715C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОМПЛЕКСНО-ЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2564196C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2011 |
|
RU2465344C1 |
| Способ изготовления труб нефтяного сортамента (варианты) | 2017 |
|
RU2686405C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2012 |
|
RU2479639C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА | 2006 |
|
RU2318027C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ ВЫСОКОПРОЧНОЙ ХЛАДОСТОЙКОЙ СТАЛИ | 2009 |
|
RU2439173C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2012 |
|
RU2479638C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2011 |
|
RU2465345C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2008 |
|
RU2426800C2 |
Изобретение относится к металлургии, в частности к способу термомеханической обработки листового и сортового проката из низко- и среднеуглеродистых конструкционных сталей. Для повышения механических и функциональных свойств изделий и конструкций способ включает контролируемую безрекристаллизационную прокатку и последеформационное охлаждение с произвольной скоростью до температуры окружающей среды, а также повторный индукционный нагрев со скоростью более 90°С/с до температуры t = Ас3 – (20-40)°С, выдержку при заданной температуре в течение не менее 10 мин и последующее ускоренное охлаждение со скоростью более 5°С/с. Уровень механических свойств изделия можно регулировать за счет варьирования продолжительности выдержки при выбранной температуре и скорости последующего охлаждения. 7 ил.
Способ термомеханической обработки металлопродукции из конструкционных сталей, включающий нагрев заготовки до температуры 1000-1300°С, контролируемую прокатку с температурой ее окончания в диапазоне 900°С…Ar3, где Ar3 – критическая температура, соответствующая началу выделения феррита при охлаждении, и последеформационное охлаждение изделия, а затем повторный ускоренный нагрев со скоростью более 90°С/с, выдержку и охлаждение, отличающийся тем, что последеформационное охлаждение изделия проводят до температуры не ниже Mн, где Mн – критическая температура, соответствующая началу мартенситного превращения при охлаждении, а его повторный нагрев осуществляют до температуры t = Ас3 – (20-40)°С, где Ас3 – критическая температура, соответствующая концу растворения феррита при нагреве, с выдержкой при данной температуре не менее 10 мин и последующим охлаждением со скоростью не менее 5°С/с.
| ТОЛСТОЛИСТОВАЯ СТАЛЬ, ХАРАКТЕРИЗУЮЩАЯСЯ НИЗКИМ СООТНОШЕНИЕМ МЕЖДУ ПРЕДЕЛОМ ТЕКУЧЕСТИ И ПРЕДЕЛОМ ПРОЧНОСТИ, ВЫСОКОЙ ПРОЧНОСТЬЮ И ВЫСОКИМ РАВНОМЕРНЫМ ОТНОСИТЕЛЬНЫМ УДЛИНЕНИЕМ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2502820C1 |
| ЭЛЕМЕНТ ЖЕСТКОСТИ С НАКЛОННЫМ УЧАСТКОМ, УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОГО ЭЛЕМЕНТА ЖЕСТКОСТИ | 2009 |
|
RU2498904C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2138344C1 |
| Способ термомеханической обработки сортового проката из конструкционных сталей | 1978 |
|
SU763478A1 |
| KR 100276340 B1, 15.12.2000 | |||
| DE 3274812 D1, 05.02.1987. | |||

