1
Изобретение относится к области прокатки труб, в частности к технологическому инструменту станов винтовой прокатки.
Известная линейка прошивного стана имеет на рабочей поверхности радиальную выемку по всей длине, состоящей из участка, соответствующего входному конусу очага деформации, участка, соответствующего выходному конусу, и расположенного между ними гребня.
Однако наличие деформационно-силового воздействия на прокатываемый металл приводит к возникновению реактивных сил трения, которые препятствуют осевому перемещению металла и способствуют повышенному износу технологического инструмента.
Целью изобретения является повышение износостойкости линейки.
Для этого на участке линейки, соответствующем входному конусу очага деформации, выполнено поперечное углубление с плавным переходом к неуглубленным участкам.
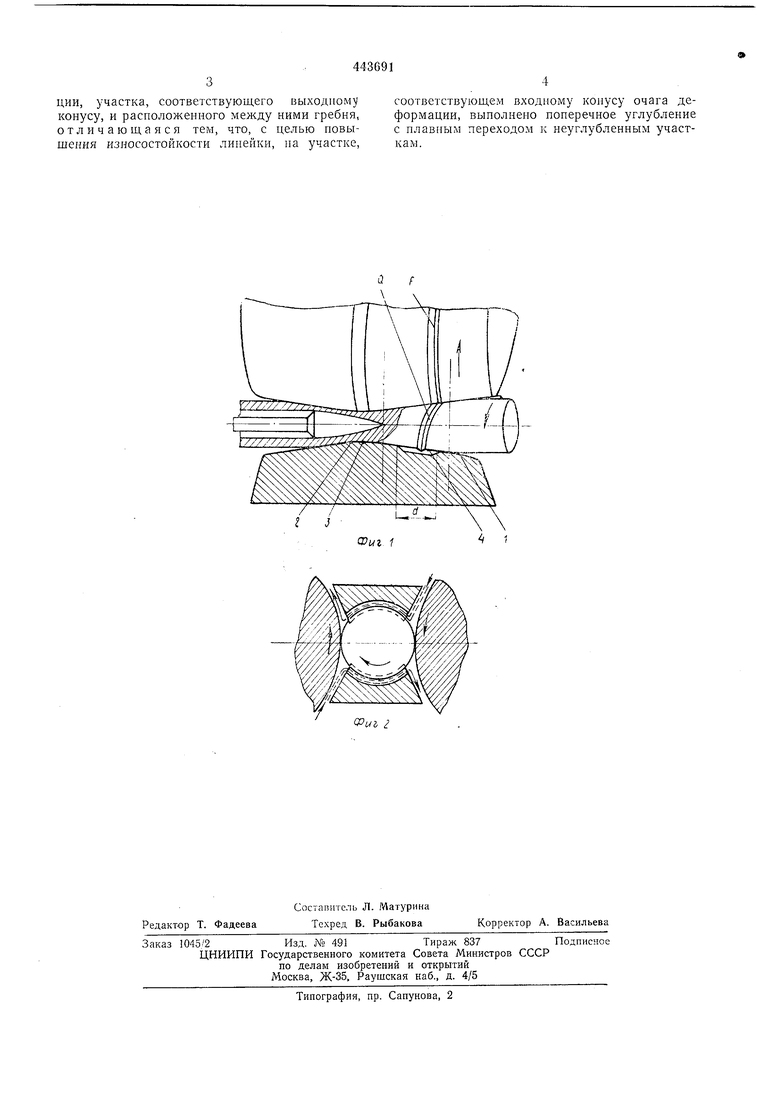
На фиг. 1 показан продольный разрез очага деформации; на фиг. 2 - его поперечный разрез.
Линейка с радиальной выемкой по всей длине имеет участок 1, соответствующий входному конусу очага деформации, который отделен от участка 2 линейки, соответств пощего выходному конусу очага деформации, гребнем
3. Участок 1 имеет углубление 4 с плавным переходом к пеуглубленным участкам.
Линейка работает следующим образом. Заготовка, поступая во входной конус очага
деформации, в процессе прокатки валками на онравке захватывает частицы охлаждающей жидкости, которые, попадая в углубление 4 линейки, отбирают тепло с ее контактной новерхностн и выносятся из очага деформации.
Охлаждающая жидкость поступает в углубление в течение всего процесса прокатки.
Если конус прошивки валка имеет специальную калибровку (кольцевая проточка F на бочковидном валке), то на заготовке образуется гребень Q. Поскольку гребень Q при вращения заготовки попадает в углубление протяженностью d, то он не касается линейки и, пройдя до следующего валка, раскатывается им.
Применение таких линеек позволяет уменьщить вредное влияние реактивных сил трения, повысив тем самым износостойкость те.чнологического инструмента.
25
Предмет изобретения
Линейка прошивного стана, рабочая поверхность которой имеет радиальную выемку по всей длине, состоящей пз участка, соответ30 ствующего входному конусу очага деформа3
ции, участка, соответствующего выходному конусу, и расположенного между ними гребня, отличающаяся тем, что, с целью новышеиия износостойкости линейки, па участке.
4
соответствующем входному конусу очага деформации, выполнено понеречное углубление с плавным переходом к неуглубленным участкам.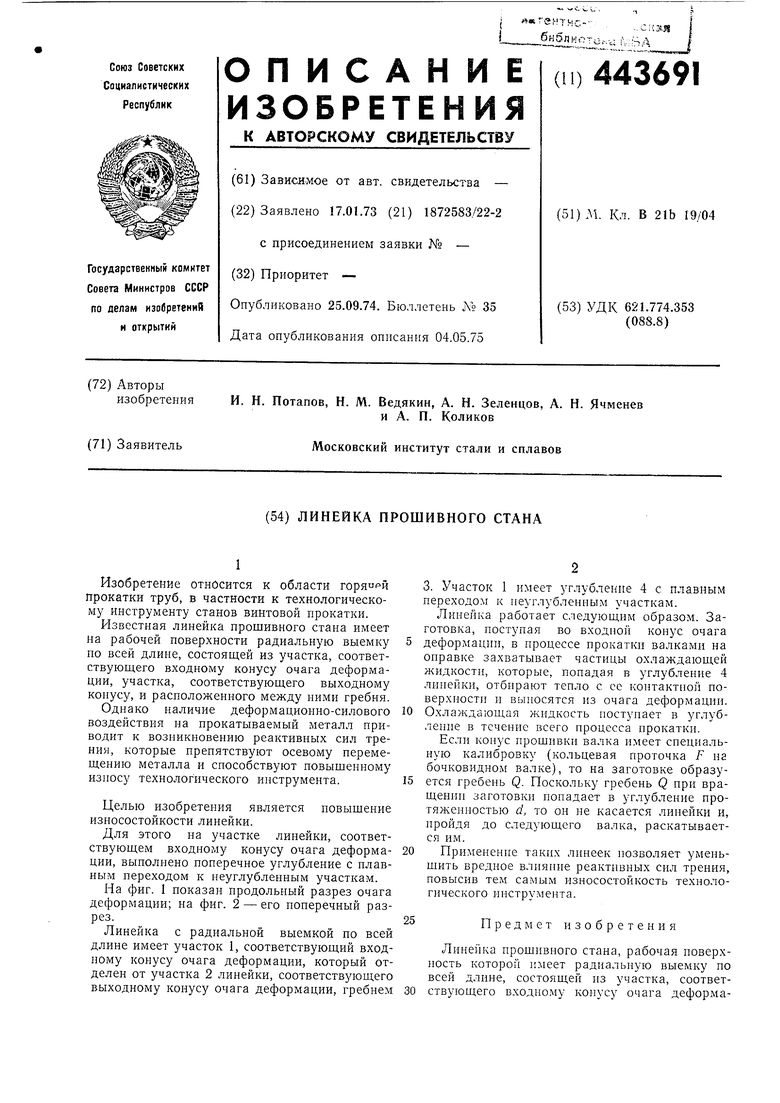
| название | год | авторы | номер документа |
|---|---|---|---|
| Линейка прошивного стана | 1976 |
|
SU557831A1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2012 |
|
RU2518040C2 |
| Линейка прошивного стана | 2023 |
|
RU2814544C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| Валок прошивного стана | 2023 |
|
RU2812165C1 |
| Валок для поперечно-винтовой раскатки труб | 1978 |
|
SU710692A1 |
| Линейка валкового прошивного стана | 2017 |
|
RU2671022C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
Фиг 1
(Vui 2
