Область техники, к которой относится изобретение
Настоящее изобретение относится к шлифовальному станку, в частности для шлифования инструментов, предназначенных для обработки листового металла, например, для выполнения штамповочных операций.
Уровень техники
Шлифовальные станки известны из уровня техники и широко применяются для шлифования и восстановления режущей кромки инструмента после циклов использования. В частности, операция шлифования инструментов является необходимой даже в тех случаях, когда режущая кромка лишь частично изношена вследствие применения и, следовательно, больше не может обеспечивать правильную обработку резанием листового металла.
Из уровня техники известны очень большие и громоздкие шлифовальные станки горизонтального типа, которые, как правило, используются в центрах и на участках, которые специально выделены для реставрации и восстановления инструментов, и на которые доставляют инструменты, подлежащие восстановлению, для выполнения соответствующих операций.
Однако в последнее время все более широкое применение получают более компактные и упрощенные шлифовальные станки, которые используются на тех же самых участках теми же самыми операторами, которые затем применяют указанные инструменты в выполняемой работе. Таким образом, появилась потребность в создании станков с чрезвычайно простой конструкцией и функционированием, которые позволяют операторам, не являющимся специалистами в области специфических операций реставрации и восстановления инструментов, выполнять эти операции за короткое время и без необходимости применения конкретных специальных знаний и особого технического обслуживания.
Такие шлифовальные станки обычно содержат шлифовальный инструмент вертикально опускающегося поворотного типа.
Обычно шлифовальный инструмент может представлять собой поворотный абразивный круг, который может удалять материал в соответствии с режущей кромкой инструмента с целью удаления изношенной части и, таким образом, восстановления режущей кромки.
Такие шлифовальные станки содержат также зажимной патрон или оправку универсального типа для закрепления инструмента, подлежащего шлифованию.
В станке такого типа абразивный круг выполнен с возможностью вращения вокруг вертикальной оси вращения, а также с возможностью перемещения вдоль этой оси для приближения или удаления относительно оправки, закрепляющей инструмент.
Во время работы оправка, закрепляющая инструмент, опускается вдоль вертикальной оси до тех, пока она не вступит в контакт с инструментом, подлежащим шлифованию. Для шлифования режущей кромки инструмента абразивный круг и оправка, закрепляющая инструмент, могут приводиться во вращение, в частности, с противоположными направлениями вращения. После окончания процесса шлифования абразивный круг поднимается обратно вдоль вертикальной оси, удаляясь от шлифованного инструмента, и позволяет оператору снять его.
Инструменты, подлежащие шлифованию, могут включать большое количество типов.
В частности, для штамповочных операций с листовым металлом очень часто используют инструменты с режущей частью, имеющей наклон относительно горизонтали. Такие инструменты используются очень широко, поскольку они позволяют получать обработанные поверхности лучшего качества и имеют увеличенный срок эксплуатации. Кроме того, эти инструменты позволяют уменьшить режущее усилие и шум, создаваемый во время обработки.
В шлифовальных станках, известных из уровня техники, оправка, закрепляющая инструмент, располагается на поворотном столе. Если требуется произвести шлифование инструментов с наклонной режущей частью, поворотный стол и оправка, закрепляющая инструмент, обычно устанавливаются наклонно относительно горизонтальной плоскости под углом, равным углу наклона режущей части инструмента, подлежащего шлифованию. Таким образом, поскольку оправка, закрепляющая инструмент, имеет наклон, режущая кромка является по существу параллельной горизонтальной плоскости.
Благодаря наклону поворотного стола и оправки, закрепляющей инструмент, можно устанавливать режущую кромку инструмента в требуемое положение, чтобы абразивный круг мог осуществлять соответствующее шлифование инструмента такого типа.
В шлифовальных станках, известных из уровня техники, наклон поворотного стола осуществляется оператором вручную, например, с использованием измерительного инструмента, в частности, гониометра или градуированной шкалы. В этом случае оператор наклоняет поворотный стол, освободив его вручную, до тех пор, пока измерительный инструмент не будет показывать угол, равный углу наклона инструмента, таким образом, чтобы стол имел наклон под тем же самым углом.
Один из недостатков такого решения заключается в том, что наклон стола является не точным. Фактически, правильный наклон стола зависит главным образом от мастерства оператора. Неточная настройка может приводить к неправильному наклону стола, т.е., поворотный стол будет иметь наклон под углом, отличным от угла наклона инструмента. В этом случае инструмент не обеспечивает оптимального шлифования, поскольку он не действует равномерно на режущую кромку. При этом в одних зонах может быть сошлифован слишком большой слой, а в других зонах - слишком малый, в результате чего эффективность операции шлифования уменьшается.
Другим недостатком этого решения является то, что наклон стола является трудоемким процессом, который требует умения оператора и значительного количества времени. Очевидно, что этот процесс является особенно невыгодным, если учесть, что его приходится выполнять каждый раз для шлифования инструмента с углом наклона, отличным от угла наклона предшествующих шлифуемых инструментов. Настройка станка занимает длительное время вследствие операций, которые должен выполнять оператор, чтобы отрегулировать наклон поворотного стола.
Из уровня техники известны решения, согласно которым угол наклона режущей кромки может быть "скопирован", чтобы наклонить стол соответствующим образом. Ограничением такого решения является невозможность наклонить стол на требуемый угол, который не соответствует углу наклона режущей кромки, например, чтобы изменить угол режущей кромки в ходе выполнения следующих циклов обработки.
DE 10 2005 020034 А1 и JP 2002 113657 А описывают решения шлифовальных станков, в которых опорный стол для инструмента, подлежащего шлифованию, может быть наклонен и закреплен в требуемом угловом положении.
Одной из задач настоящего изобретения является обеспечение компактного шлифовального станка вертикального типа, рассмотренного выше, который имеет улучшенные характеристики по сравнению со станками, известными из уровня техники, при сохранении чрезвычайной простоты, скорости и практичности применения.
Другой задачей настоящего изобретения является обеспечение шлифовального станка, который может эффективно шлифовать также режущие инструменты, содержащие режущие части, которые имеют определенный угол наклона относительно горизонтали.
Другой задачей настоящего изобретения является обеспечение шлифовального станка, в котором можно с высокой степенью точности регулировать наклон опорного блока для инструмента.
Другой задачей настоящего изобретения является обеспечение шлифовального станка, в котором можно быстро и просто регулировать наклон опорного блока для инструмента.
Другой задачей настоящего изобретения является способ эффективного шлифования инструментов с режущей частью, имеющей определенный угол наклона относительно горизонтали.
Заявитель разработал, испытал и реализовал настоящее изобретение для устранения недостатков известного уровня техники, решения этих и других задач и осуществления соответствующих достоинств.
Раскрытие изобретения
Настоящее изобретение и его отличительные признаки изложены в независимых пунктах формулы изобретения, в то время как зависимые пункты формулы изобретения описывают другие характеристики изобретения или вариантов основной идеи изобретения.
В соответствии с вышеуказанными задачами изобретения обеспечен шлифовальный станок для шлифования инструментов, содержащий опорный блок, выполненный с возможностью обеспечения опоры для инструмента, подлежащего шлифованию, расположенный на по существу горизонтальной опорной плоскости и содержащий элементы, пригодные для наклона опорного блока на определенный угол относительно опорной плоскости.
Шлифовальный станок содержит также рабочую часть с абразивным средством, предназначенным для шлифования по меньшей мере части инструментов, подлежащей шлифованию. В некоторых вариантах осуществления абразивное средство может быть выполнено в виде поворотного круга, изготовленного из абразивного материала.
Рабочая часть выполнена с возможностью перемещения вдоль главной оси разработки шлифовального станка по существу перпендикулярно опорной плоскости, для передвижения, в частности, для приближения в направлении опорного блока или удаления от него.
Шлифовальный станок содержит регулировочное средство, предназначенное для регулирования наклона опорного блока относительно опорной плоскости.
Регулировочное средство выполнено с возможностью перемещения параллельно главной оси разработки для достижения заданного расстояния от опорной плоскости.
В некоторых вариантах осуществления регулировочное средство соединено с рабочей частью.
В других вариантах осуществления регулировочное средство отделено от рабочей части. Например, в одном варианте осуществления, регулировочное средство может быть соединено со стенкой рабочей камеры, в которой расположены рабочая часть и опорный блок. Альтернативно этому регулировочное средство может быть соединено с опорной плоскостью и может быть выполнено с возможностью перемещения в вертикальном или горизонтальном направлении, чтобы передвигаться на указанное расстояние от опорной плоскости.
В некоторых вариантах осуществления регулировочное средство содержит регулировочный элемент, например, удлиненный элемент, в частности, шток, который проходит в направлении, параллельном главной оси разработки.
В некоторых вариантах осуществления рабочая часть содержит опорный корпус, который служит опорой для абразивного средства и регулировочного элемента, а также приводное средство, выполненное с возможностью управления перемещением опорного корпуса вдоль главной оси разработки и/или вращательным движением абразивного средства вокруг главной оси разработки.
В некоторых вариантах осуществления регулировочный элемент выполнен с возможностью перемещения относительно опорного корпуса.
В некоторых вариантах осуществления может быть предусмотрен приводной блок, который управляет перемещением регулировочного элемента в направлении, параллельном главной оси разработки.
В некоторых вариантах осуществления изобретения рабочая часть содержит зажимное средство, выполненное с возможностью попеременного закрепления или освобождения положения регулировочного элемента относительно опорного корпуса.
В некоторых вариантах осуществления опорный блок содержит упорное средство, выполненное с возможностью упора в регулировочный элемент.
В некоторых вариантах осуществления регулировочный элемент содержит нижнюю концевую часть, форма которой определяет зону локализованного контакта между регулировочным элементом и упорным средством.
В некоторых вариантах осуществления главная ось разработки проходит по существу в вертикальном направлении, которое является поперечным, в частности, перпендикулярным, опорной плоскости.
Согласно изобретению обеспечен также способ шлифования инструментов при помощи шлифовального станка, в частности, шлифовального станка согласно изобретению, включающий следующие этапы:
- позиционирование на опорном блоке инструмента с режущей частью, имеющей определенный угол наклона относительно горизонтали,
- ввод в пользовательский интерфейс, связанный со станком, величины угла, который является равным или не равным углу наклона режущей части,
- расчет расстояния между регулировочным средством и опорной плоскостью, при этом указанное расстояние представляет собой линейное расстояние, однозначно соответствующее указанному углу,
- перемещение рабочей части, содержащий абразивное средство, в направлении опорного блока инструмента на предварительно заданную величину, которая является функцией указанного расстояния,
- установка регулировочного средства на указанное расстояние от опорной плоскости,
- наклон опорного блока на указанный угол относительно опорной плоскости до упора упорного средства, содержащегося в опорном блоке, в нижнюю часть регулировочного элемента, содержащегося в регулировочном средстве,
- отвод регулировочного средства от опорной плоскости таким образом, чтобы оно не препятствовало действию абразивного средства,
- шлифование инструмента при помощи абразивного средства.
В некоторых вариантах осуществления способ согласно изобретению предусматривает закрепление/освобождение положения регулировочного элемента относительно опорного корпуса рабочей части.
Благодаря шлифовальному станку и способу шлифования согласно изобретению, можно эффективно и точно шлифовать инструменты с режущей частью, имеющей определенный угол наклона относительно горизонтали, устанавливая опорный блок в наклонную позицию, соответствующую указанному углу наклонной части.
При этом можно также осуществлять наклон опорного блока на любой угол, даже отличный от угла наклона режущей части.
Благодаря регулировочному средству, шлифовальный станок и способ согласно изобретению позволяют быстро и просто регулировать наклон опорного блока, который служит опорой для инструмента, подлежащего шлифованию.
Согласно другому аспекту изобретения предусмотрен способ управления функционированием шлифовального станка для шлифования инструментов, который включает этап управления перемещением рабочей части, несущей абразивное средство, относительно опорного блока для инструмента, подлежащего шлифованию.
В частности, способ обеспечивает управление скоростью перемещения рабочей части вдоль главной оси разработки шлифовального станка.
Способ обеспечивает определение силы, которая действует между инструментом, подвергаемым шлифованию, и абразивным средством, и управление поступательным движением рабочей части как функцией результата определения силы. При этом следует отметить, что сила, действующая между инструментом и абразивным средством, является функцией как характеристик инструмента (в частности, его геометрии и материала, из которого он изготовлен), так и площади контакта между инструментом и абразивным средством в процессе шлифования.
Этап определения силы включает, в частности, этап измерения тока, потребляемого приводным средством, содержащимся в шлифовальном станке и выполненным с возможностью управления перемещением рабочей части (в частности, ее опорным корпусом, к которому присоединено абразивное средство) вдоль главной оси разработки и/или вращательным движением абразивного средства вокруг главной оси разработки.
После этапа измерения тока производится сравнение результатов измерения по меньшей мере с одним предварительно заданным пороговым значением.
После этапа сравнения осуществляется уменьшение скорости или прекращение поступательного движения рабочей части, если результаты измерения тока превышают указанное пороговое значение.
Благодаря этому аспекту изобретения, можно эффективно управлять операцией шлифования инструмента.
Одно из достоинств этого аспекта изобретения состоит в том, что абразивное средство всегда действует на разные части режущей кромки инструмента с требуемой силой. Это позволяет увеличивать срок эксплуатации абразивного средства, поскольку в случае действия с чрезмерной силой на инструмент, подлежащий шлифованию, абразивное средство быстро изнашивается и требует очень частой замены.
Краткое описание чертежей
Эти и другие характеристики настоящего изобретения являются очевидными из последующего описания некоторых вариантов осуществления, приведенных в качестве неограничительных примеров со ссылками на прилагаемые чертежи, на которых показаны:
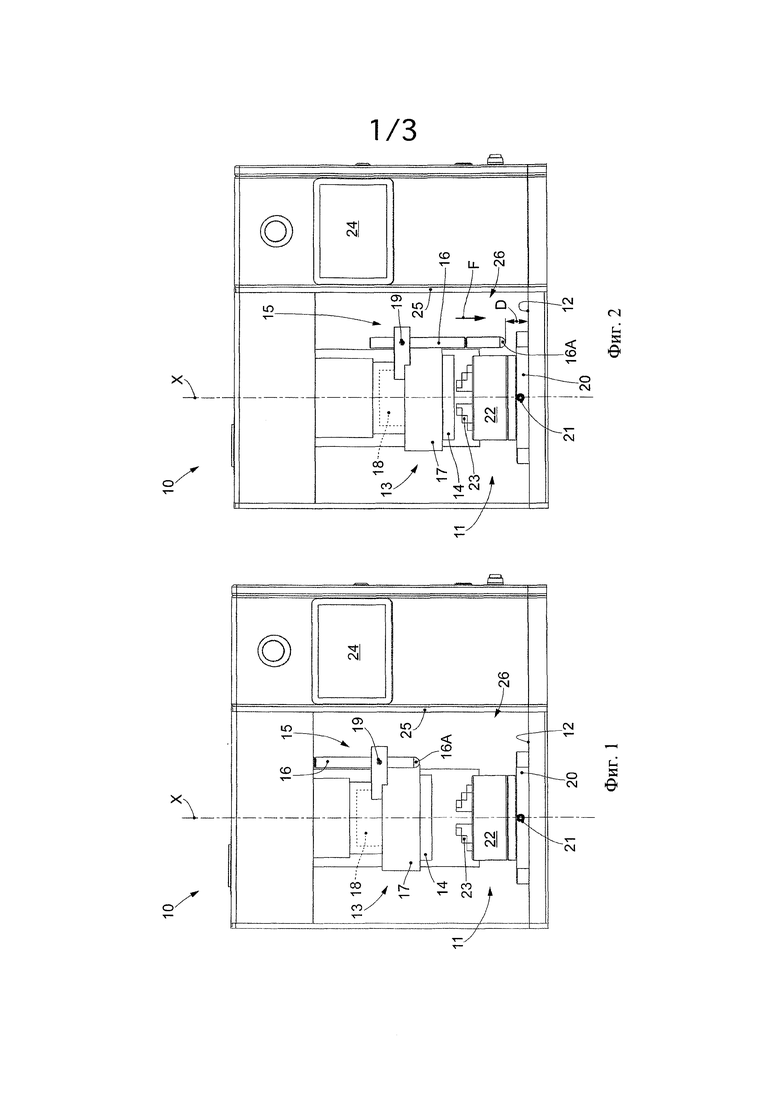
фиг. 1 - схематический вид спереди шлифовального станка согласно изобретению;
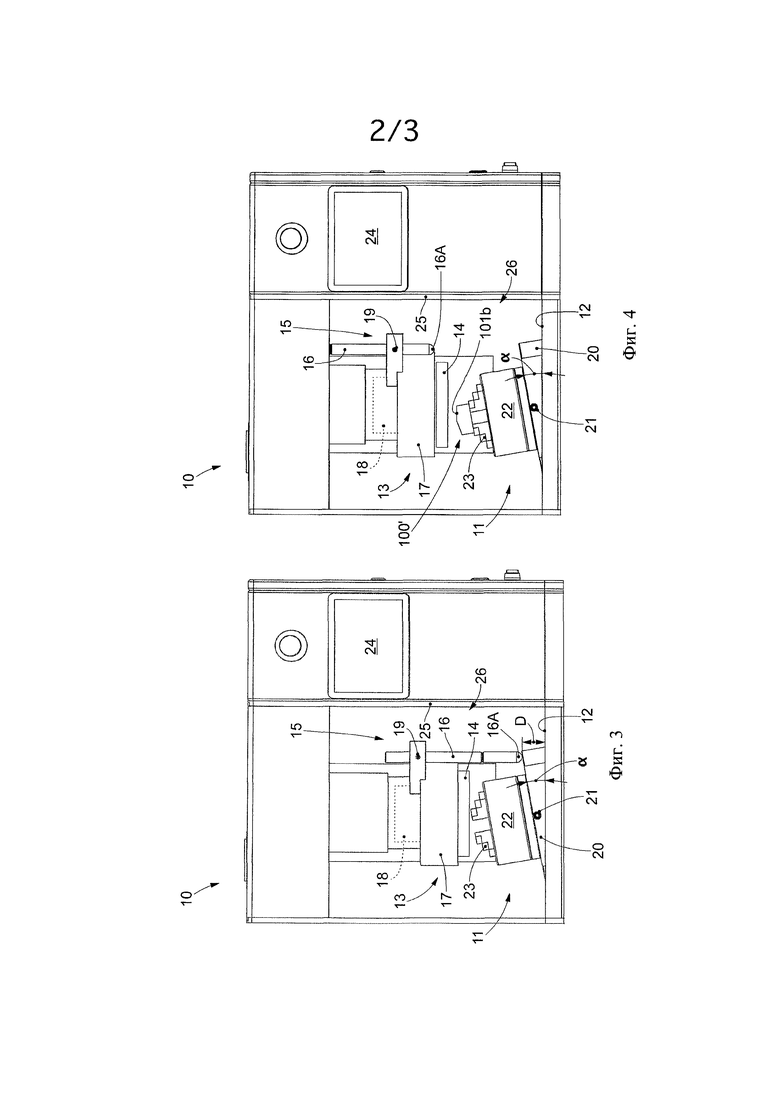
фиг. 2-4 - виды спереди шлифовального станка с фиг. 1, при этом станок показан в разных последовательных позициях;
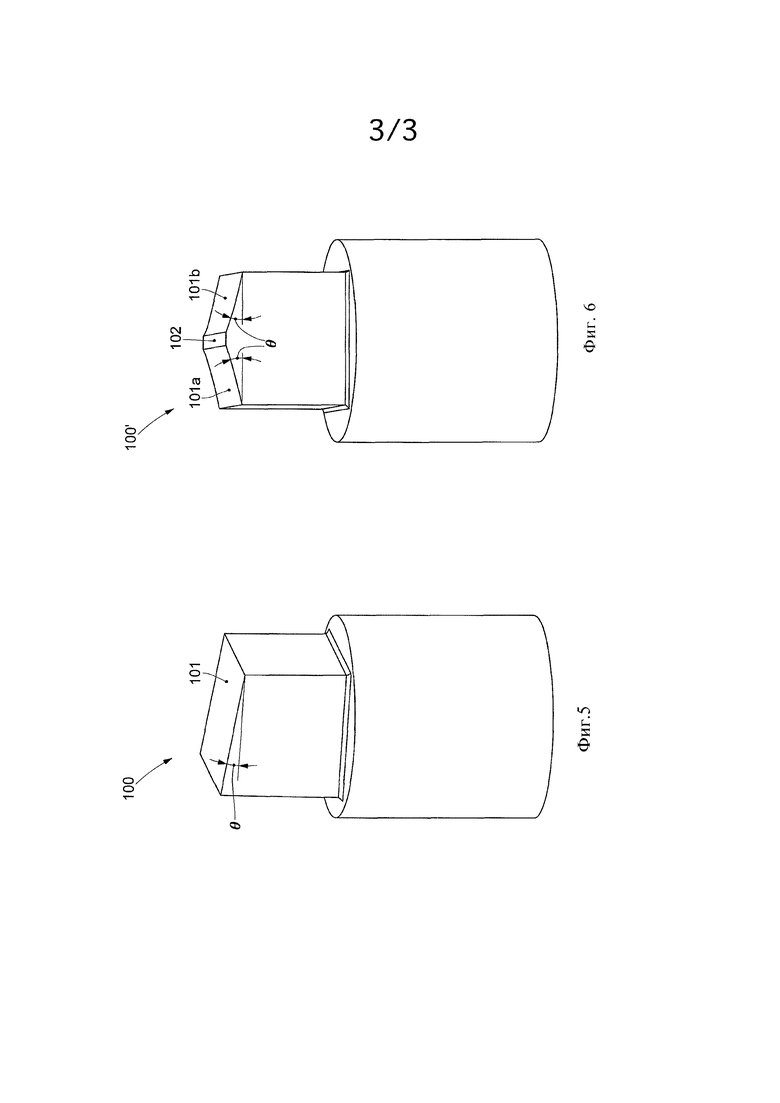
фиг. 5 и 6 - виды в аксонометрии двух инструментов, пригодных для шлифования на шлифовальном станке согласно изобретению.
Для упрощения понимания на чертежах для обозначения идентичных общих элементов, по возможности, используются одни и те же ссылочные номера. Следует понимать, что элементы и характеристики одного варианта осуществления могут быть легко использованы в других вариантах осуществления без дополнительных пояснений.
Осуществление изобретения
Ниже приведено подробное описание различных вариантов осуществления настоящего изобретения, один или более примеров которых показаны на прилагаемых чертежах. Каждый пример представлен в качестве иллюстрации изобретения и не должен трактоваться как его ограничение. Так, например, характеристики, показанные или описанные, как часть одного варианта осуществления, могут быть использованы в других вариантах осуществления или связаны с ними, чтобы получить еще один вариант осуществления. Следует понимать, что настоящее изобретение включает все такие модификации и варианты.
Шлифовальный станок 10, показанный на фиг. 1-4, предназначен для шлифования инструментов 100, 100', содержащих по меньшей мере одну режущую часть 101. В частности, шлифовальный станок 10 является пригодным для шлифования инструментов 100, 100' с режущей частью 101, имеющей определенный угол наклона относительно горизонтали.
На фиг. 5 и 6 показаны два разных примера инструментов 100, 100', пригодных для шлифования на шлифовальном станке 10 согласно изобретению. На фиг. 5 показан инструмент 100 с одной режущей частью 101, имеющей угол θ наклона относительно горизонтали. В отличие от этого на фиг. 6 показан инструмент 100', имеющий две режущих части 101а и 101b, которые соединяются, образуя верхнюю часть 102 инструмента 100'. Обе режущие части 101а, 101b имеют угол θ наклона относительно горизонтали. На фиг. 4 инструмент 100' показан расположенным в определенном положении для шлифования на шлифовальном станке 10.
Шлифовальный станок 10 содержит опорный блок 11, выполненный с возможностью обеспечения опоры для одного или более инструментов 100, 100', подлежащих шлифованию.
Опорный блок 11 расположен на по существу горизонтальной опорной плоскости 12.
Опорный блок 11 содержит не показанные элементы известного типа, пригодные для наклона опорного блока 11 на определенный угол α (видимый на фиг. 3 и 4) относительно опорной плоскости 12. Эти элементы могут быть обычно установлены внутри опорного блока 11 и могут содержать такие механические элементы, как, например, зубчатые колеса, винтовое соединение и т.п. Следует отметить, что угол а, на который наклоняется опорный блок 11, может быть равен или не равен углу наклона θ режущей части 101, 101а, 101b инструмента 100.
Шлифовальный станок 10 содержит также рабочую часть 13 с абразивным средством 14, предназначенным для обработки по меньшей мере части 101 инструментов, подлежащей шлифованию.
Рабочая часть 13 выполнена с возможностью перемещения вдоль главной оси X разработки шлифовального станка 10 для передвижения относительно опорного блока 11, в частности, для приближения к нему или удаления от него.
В некоторых вариантах осуществления главная ось X разработки проходит по существу в вертикальном направлении, которое является поперечным, в частности, перпендикулярным, опорной плоскости 12. В этих вариантах осуществления шлифовальный станок 10 имеет вертикальный тип, поэтому главная ось X разработки может быть расположена вертикально.
Рабочая часть 13 содержит опорный корпус 17, который служит опорой для абразивного средства 14.
Рабочая часть 13 содержит приводное средство 18, выполненное с возможностью управления перемещением опорного корпуса 17 вдоль главной оси X разработки.
В некоторых вариантах осуществления приводное средство 18 выполнено таким образом, чтобы оно позволяло также осуществлять вращательное движение абразивного средства 14 вокруг главной оси X разработки.
В других вариантах осуществления может быть предусмотрено устройство для вращения абразивного средства 14, не расположенное на рабочей части 13.
В некоторых вариантах осуществления приводное средство 18 может содержать электрический двигатель.
В некоторых вариантах осуществления предусмотрен датчик положения, например, кодовый датчик положения известного типа, который соединяется с приводным средством 18 для определения положения рабочей части 13 так, чтобы соответственно приводить в действие приводное средство 18.
Шлифовальный станок 10 содержит регулировочное средство 15 для регулирования наклона опорного блока 11 относительно опорной плоскости 12.
В некоторых вариантах осуществления регулировочное средство 15 может быть соединено с рабочей частью 13.
В других вариантах осуществления регулировочное средство 15 может быть соединено со стенкой 25 шлифовального станка 10, ограничивающей рабочую камеру 26 станка, в которой расположены рабочая часть 13 и опорный блок 11.
Регулировочное средство 15 выполнено с возможностью перемещения параллельно главной оси X разработки, таким образом, чтобы оно могло занимать положение, удаленное на предварительно заданное расстояние D от опорной плоскости 12 (фиг. 2).
Регулировочное средство 15 содержит удлиненный регулировочный элемент 16, например, регулировочный шток, который проходит в направлении, параллельном главной оси X разработки.
В некоторых вариантах осуществления регулировочный шток 16 опирается на опорный корпус 17.
В некоторых вариантах осуществления регулировочный шток 16 выполнен с возможностью перемещения относительно опорного корпуса 17. В частности, регулировочный шток 16 может поступательно перемещаться относительно опорного корпуса 17.
В некоторых вариантах осуществления рабочая часть 13 содержит зажимное средство 19, выполненное с возможностью попеременного закрепления или освобождения положения регулировочного штока 16 относительно опорного корпуса 17.
В некоторых вариантах осуществления зажимное средство 19 является известным из уровня техники и может содержать, например, винт, действующий на стопорный элемент. Действуя на винт, оператор может ввести стопорный элемент в контакт с регулировочным штоком 16, чтобы закрепить положение последнего.
Следует отметить, что, в одном варианте осуществления оператор может вручную управлять перемещением регулировочного штока 16.
В других не показанных вариантах осуществления регулировочное средство 15 может содержать приводной блок известного типа, который автоматически перемещает регулировочный шток 16.
Опорный блок 11 содержит упорное средство 20, выполненное с возможностью упора в регулировочный шток 16. Для этой цели регулировочный шток 16 содержит нижнюю концевую часть 16А, форма которой определяет зону локализованного контакта между регулировочным штоком 16 и упорным средством 20.
В некоторых вариантах осуществления концевая часть 16А может иметь, например, полусферическую форму.
В других вариантах осуществления концевая часть 16А может иметь формы, отличные от полусферической, например, форму конуса или усеченного конуса, при этом верхняя часть конуса обращена к упорному средству 20.
В некоторых вариантах осуществления регулировочный элемент 16 может содержать по меньшей мере один датчик известного типа, выполненный с возможностью определения контакта между концевой частью 16А и упорным средством 20. Указанный датчик может занимать, в частности, положение, согласованное с концевой частью 16А. Использование датчика позволяет механизировать наклонное перемещение опорного блока 11. Для этой цели может быть предусмотрен дополнительный двигатель, который приводит в движение опорный блок 11, придавая ему наклонное положение и поддерживая его закрепленным в этом положении.
В некоторых вариантах осуществления упорное средство 20 может быть выполнено в качестве основания, на котором установлен опорный блок 11.
В некоторых вариантах осуществления с упорным средством 20 может быть соединено зажимное устройство 21, которое выполнено с возможностью выборочного закрепления положения опорного блока 11 после его наклона на угол а.
Во время работы опорный блок 11 может вращаться, совершая вращательное движение вокруг продольной оси X разработки.
В некоторых вариантах осуществления опорный блок 11 может содержать поворотный стол 22 и оправку 23, закрепляющую инструмент, например, оправку универсального типа.
Оправка 23, закрепляющая инструмент, прикрепляется к поворотному столу 22, который соединяется с упорным средством 20.
Шлифовальный станок 10 содержит пользовательский интерфейс 24, при помощи которого оператор может управлять его функционированием. Пользовательский интерфейс 24 функционально связан с блоком контроля и управления (не показан) шлифовального станка 10.
Согласно изобретению обеспечен также способ шлифования инструментов 100, 100' при помощи шлифовального станка 10, например, аналогичного описанному выше.
Способ согласно изобретению содержит следующие этапы:
- позиционирование на опорном блоке 11 инструмента 100, 100', содержащего режущую часть 101, 101а, 101b с определенным углом θ наклона относительно горизонтали,
- ввод в пользовательский интерфейс 24 величины угла α, равного или не равного углу θ наклона режущей части 101, 101а, 101b,
расчет расстояния D между регулировочным средством 15, выполненным с возможностью регулирования наклона опорного блока 11, и по существу горизонтальной опорной плоскостью 12; при этом расстояние D представляет собой линейное расстояние, однозначно соответствующее углу а,
- перемещение рабочей части 13, содержащей абразивное средство 14, в направлении опорного блока 11 на предварительно заданную величину, которая является функцией расстояния D,
- установка регулировочного средства 15 на расстояние D от опорной плоскости 12 (фиг. 2),
- наклон опорного блока 11 на угол α относительно опорной плоскости до упора упорного средства 20, содержащегося в опорном блоке 11, в регулировочный элемент 16, выполненный, например, в виде штока или удлиненного элемента и содержащийся в регулировочном средстве 15 (фиг. 3),
- отвод регулировочного средства 15, в частности, регулировочного элемента 16, от опорной плоскости 12 таким образом, чтобы он не препятствовал действию абразивного средства 14 (фиг. 4),
- шлифование инструмента 100, 100' при помощи абразивного средства 14.
Следует отметить, что расстояние D представляет собой, в частности, расстояние между концевой частью 16А регулировочного элемента 16 и опорной плоскостью 12.
Этап расчета расстояния D обеспечивает расчет последнего согласно величине угла α и геометрии опорного блока 11, в частности, радиальному расстоянию между главной осью X разработки и точкой, в которой концевая часть 16А упирается в упорное средство 20.
После выполнения расчета расстояния D способ предусматривает этап перемещения рабочей части 13 вдоль главной оси X разработки. Для этого способ обеспечивает определение величины перемещения рабочей части вдоль главной оси X разработки. Величина этого перемещения является функцией расстояния D, рассчитанного на предыдущего этапа.
Блок контроля и управления шлифовального станка 10 может рассчитывать величину перемещения рабочей части 13, исходя из геометрий и пространственного расположения рабочей части 13, опорного блока 11 и регулировочного средства 15.
Если расстояние D является известным, в некоторых вариантах осуществления для определения перемещения рабочей части 13 достаточно знать длину регулировочного штока 16, его максимальное поступательное перемещение относительно опорного корпуса 17 и толщину упорного средства 20, т.е., расстояние последнего от опорной плоскости 12.
В некоторых вариантах осуществления в способе согласно изобретению этап установки регулировочного средства 15 на расстояние D от опорной плоскости 12 включает в себя этап воздействия на зажимное средство 19 для освобождения положения регулировочного штока 16 относительно опорного корпуса 17, содержащегося в рабочей части 13.
При этом регулировочный шток 16 может перемещаться относительно опорного корпуса 17 в направлении, параллельном главной оси X разработки, как указано стрелкой F на фиг. 2. В частности, предусмотрено, чтобы регулировочный шток 16 перемещался, как указано стрелкой F, до тех пор, пока концевая часть 16А регулировочного штока 16 не достигнет указанного расстояния D от опорной плоскости 12.
Следует отметить, что, в некоторых вариантах осуществления регулировочный шток 16 может содержать опорный элемент, например, выполненный в виде кольцеобразного выступа, который упирается в соответствующий заплечик, предусмотренный на опорном корпусе 17. Во время работы, когда оператор освобождает регулировочный шток 16, воздействуя на зажимное средство 19, регулировочный шток 16 поступательно перемещается относительно опорного корпуса 17, двигаясь в направлении, указанном стрелкой F, до упора кольцеобразного выступа в указанный заплечик.
После этапа воздействия на зажимное средство 19 этап установки регулировочного средства 15 на расстояние D от опорной плоскости 12 предусматривает еще одно воздействие на зажимное средство 19 для закрепления положения регулировочного штока 16 относительно опорного корпуса 17.
Следует отметить, что после выполнения этапа наклона опорного блока 11 последний имеет наклон относительно опорной плоскости 12 под углом α, который был предварительно введен оператором через интерфейс 24. Угол α может быть по существу равным углу θ наклона режущей части 101, 101а, 101b инструмента 100 относительно горизонтали. В этом случае после этапа наклона подлежащая шлифованию режущая часть 101b, расположена по существу горизонтально (и, следовательно, параллельно горизонтальной опорной плоскости 12, как показано на фиг. 4), таким образом, абразивное средство 14 может шлифовать режущую часть 101b в оптимальном положении.
Согласно другому аспекту изобретения обеспечен способ управления функционированием шлифовального станка для шлифования инструментов 100, 100', который включает в себя этап управления перемещением рабочей части 13, содержащей абразивное средство 14, относительно опорного блока 11, выполненного с возможностью обеспечения опоры для инструмента, подлежащего шлифованию.
Указанный способ предусматривает, в частности, управление скоростью перемещения рабочей части 13 вдоль главной оси X разработки шлифовального станка 10.
Способ предусматривает определение силы, прилагаемой к инструменту абразивным средством 14, при этом для управления поступательным движением рабочей части 13 в направлении, указанном стрелкой F, определяется величина, которая является функцией силы.
В частности, этап определения силы включает в себя этап измерения тока, потребляемого приводным средством 18, содержащимся в шлифовальном станке 10. Приводное средство 18 выполнено с возможностью управления перемещением рабочей части 13 вдоль главной оси X разработки и/или вращательным движением абразивного средства 14 вокруг главной оси X разработки. В частности, приводное средство 18 управляет перемещением вдоль главной оси X разработки опорного корпуса 17, который содержится в рабочей части 13 и к которому присоединено абразивное средство 14.
После этапа измерения тока производится сравнение результатов измерения тока по меньшей мере с одним предварительно заданным пороговым значением.
После этапа сравнения в одном варианте осуществления предусмотрено уменьшение, в частности, уменьшение до нуля, скорости поступательного движения опорного корпуса 17 и/или скорости вращения абразивного средства 14, если результат измерения тока превышает пороговое значение.
В еще одном варианте осуществления после этапа сравнения предусмотрено прекращение поступательного движения опорного корпуса 17 и/или вращения абразивного средства 14.
В других вариантах осуществления после этапа сравнения предусмотрено перемещение опорного корпуса 17 со скоростью поступательного движения в направлении, противоположном указанному стрелкой F, таким образом, рабочая часть 13 отводится от опорного блока 11 на определенное расстояние.
Очевидно, что в вышеописанные станок и способ могут быть внесены модификации и/или дополнения без отклонения от области и объема настоящего изобретения.
Настоящее изобретение описано со ссылками на некоторые конкретные примеры, однако, очевидно также, что специалист в данной области техники определенно сможет предложить множество других эквивалентных форм станков и способов, имеющих характеристики, указанные в формуле изобретения, и поэтому все они включаются в область защиты изобретения, определяемую этой формулой.
Изобретение относится к области обработки шлифованием режущего инструмента. Шлифовальный станок содержит опорный блок для размещения подлежащего шлифованию инструмента, причем опорный блок имеет регулировочное средство с регулировочным элементом для его наклона на заданный угол относительно опорной плоскости, рабочую часть, которая выполнена в виде опорного корпуса с расположенным на нем абразивным средством и приводного средства, обеспечивающего перемещение опорного корпуса с абразивным средством вдоль главной рабочей оси станка для приближения или удаления относительно опорного блока и/или вращательное движение опорного корпуса с абразивным средством вокруг упомянутой оси. При этом указанный регулировочный элемент установлен на опорном корпусе и расположен параллельно упомянутой оси с возможностью перемещения вдоль нее относительно опорного корпуса. Использование изобретения позволяет упростить процесс шлифования инструмента и повысить точность его обработки. 2 н. и 3 з.п. ф-лы, 6 ил.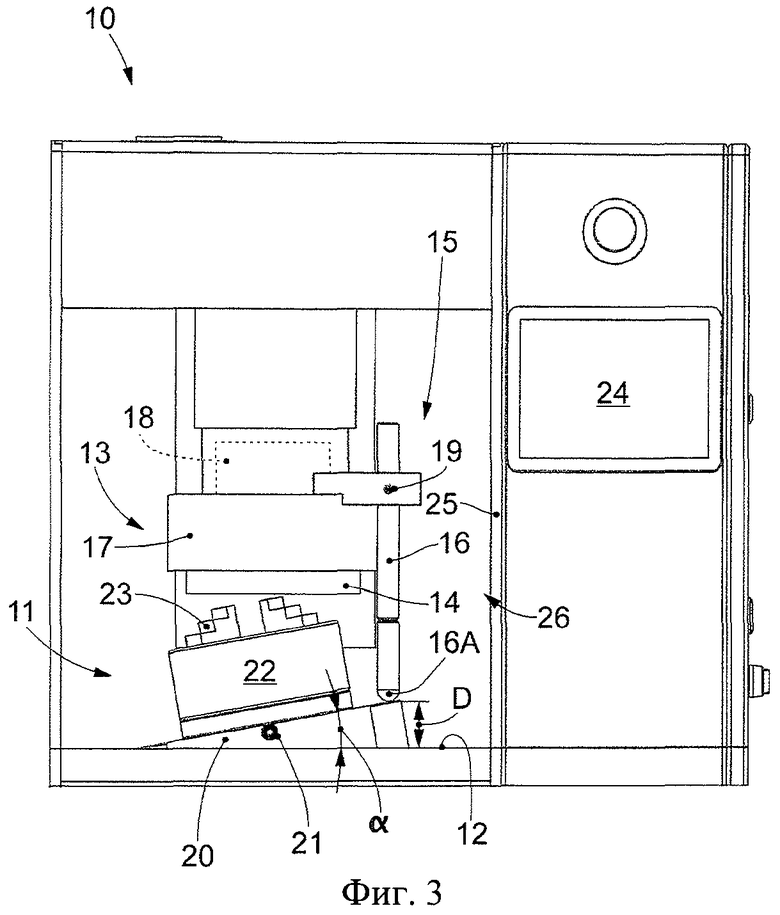
1. Шлифовальный станок (10) для шлифования инструмента (100, 100’), содержащий
опорный блок (11), выполненный с возможностью обеспечения опоры для подлежащего шлифованию инструмента (100, 100’) и расположенный на по существу горизонтальной опорной плоскости (12), при этом указанный опорный блок (11) содержит элементы для осуществления его наклона на заданный угол (α) относительно указанной опорной плоскости (12),
рабочую часть (13) с абразивным средством (14), предназначенным для шлифования по меньшей мере части (101, 101а, 101b) подлежащего шлифованию инструмента (100, 100’),
регулировочное средство (15) для регулирования наклона указанного опорного блока (11) относительно указанной опорной плоскости (12), которое имеет по меньшей мере один регулировочный элемент (16), выполненный с возможностью перемещения параллельно главной рабочей оси (X) шлифовального станка (10), которая расположена по существу перпендикулярно указанной опорной плоскости (12), в положение регулировки, расположенное на расстоянии (D) от указанной опорной плоскости (12), которое соответствует заданному углу (α),
отличающийся тем, что рабочая часть (13) выполнена в виде опорного корпуса (17), на котором расположено абразивное средство (14), и приводного средства (18), выполненного с возможностью обеспечения перемещения указанного опорного корпуса (17) с абразивным средством (14) вдоль указанной оси (X) для приближения или удаления относительно указанного опорного блока (11) и/или вращательного движения опорного корпуса (17) с абразивным средством (14) вокруг указанной оси (X), при этом указанный регулировочный элемент (16) установлен на указанном опорном корпусе (17) и расположен параллельно указанной оси (X) с возможностью перемещения вдоль нее относительно опорного корпуса (17).
2. Станок по п. 1, отличающийся тем, что указанное регулировочное средство (15) содержит зажимное средство (19), выполненное с возможностью попеременного зажима или освобождения регулировочного элемента (16) относительно опорного корпуса (17).
3. Станок по п. 1 или 2, отличающийся тем, что указанный опорный блок (11) содержит упорное средство (20), выполненное с возможностью упора в него регулировочного элемента (16).
4. Станок по п. 1, отличающийся тем, что указанный регулировочный элемент (16) содержит нижнюю концевую часть (16А), выполненную с формированием зоны локализованного контакта между регулировочным элементом (16) и указанным упорным средством (20).
5. Способ шлифования инструмента (100, 100’), включающий использование шлифовального станка (10) по любому из пп. 1-4 и следующие этапы:
- позиционирование инструмента (100, 100’), имеющего режущую часть (101, 101а, 101b) с определенным углом (θ) наклона относительно горизонтали на опорном блоке (11),
- ввод в пользовательский интерфейс (24), связанный с указанным шлифовальным станком (10), величины заданного угла (α),
- расчет линейного расстояния (D) между регулировочным элементом (16) и опорной плоскостью (12), однозначно соответствующего указанному углу (α),
- перемещение опорного корпуса (17) с абразивным средством (14) в направлении опорного блока (11), на котором расположен указанный инструмент (100, 100’), на предварительно заданную величину, которая является функцией указанного расстояния (D),
- установка регулировочного элемента (16) на указанное расстояние (D) от опорной плоскости (12),
- наклон опорного блока (11) на указанный угол (α) относительно опорной плоскости (12) до упора упорного средства (20), содержащегося в опорном блоке (11), в регулировочный элемент (16),
- отвод регулировочного элемента (16) от упорного средства (20) указанной опорной плоскости (12) для обеспечения беспрепятственной работы абразивного средства (14),
- шлифование указанного инструмента (100, 100’) посредством указанного абразивного средства (14).
| JP 2002113657 A, 16.04.2002 | |||
| ШЛИФОВАЛЬНЫЙ СТАНОК С ПОВОРОТНОЙ ОПОРОЙ УЗЛА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ И СПОСОБ ПОВОРОТА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ В ШЛИФОВАЛЬНОМ СТАНКЕ | 2012 |
|
RU2605399C2 |
| Поворотная бабка шлифовального станка | 1983 |
|
SU1135623A1 |
| DE 1577457 A1, 23.04.1970 | |||
| DE 102005020034 A1, 02.11.2006 | |||
| US 2004185752 A1, 09.2004 | |||
| JP 2002113657 A, 16.04.2002. | |||

