Изобретение относится к области аддитивных технологий, а точнее к трехмерной печати объектов по цифровой модели методом послойного нанесения расплавленного полимерного материала (FDM) в среде заданной температуры.
Данная технология заключается в построении (синтезировании) объекта с помощью послойного нанесения расплавленного полимерного материала на рабочий стол через экструдер. В общем виде экструдер представляет собой устройство, состоящее из двух основных компонент. Первой компонентой является горячая часть экструдера, представляющая собой сопло, через которое происходит истечение жидкого материала, а также резистивный нагревательный элемент, обеспечивающий посредством прямой теплопередачи достаточную для плавления полимерного материала температуру сопла. Второй компонентой является механизм, подающий твердую полимерную нить через термобарьер в горячую часть экструдера. Термобарьер обеспечивает как можно более высокий градиент температуры полимерного материала. Экструдер перемещается в плоскости параллельной рабочему столу с помощью мобильного элемента, на которую он крепится. После нанесения первого слоя материала в плоскости рабочего стола головка поднимается по нормали к столу на высоту необходимую для нанесения следующего слоя. Предыдущий слой к этому моменту отвердевает. Построение объекта может осуществляться в среде с контролируемыми температурными параметрами для уменьшения внутренних температурных деформаций и напряжений печатного объекта. Среда заданной температуры формируется за счет того, что рабочая область 3D-принтера находится внутри герметичной камеры, которая препятствует рассеиванию теплоты, вырабатываемой различными нагревательными элементами, из рабочей области 3D-принтера в окружающую среду.
Из современного уровня техники известен способ формирования среды заданной температуры в рабочей камере 3D-принтера с помощью резистивных нагревательных элементов, мощность с которых снимается воздушным потоком, поступающим в рабочую камеру 3D-принтера. Такой способ формирования среды заданной температуры описан в патентах US 6722872, опубл.20.04.2004. - "Hightemperaturemodelingapparatus" и CN107187021A, опубл.22.09.2017. - "3Dprintinghigh-temperaturemoldingdevice".,а также в электронном источнике http://docs.kuehlingkuehling.de/ht500/manual#build-chamber.
Недостатком такого способа является изнашиваемость резистивных элементов, например, металлической проволоки, с которой осуществляется съем мощности.
Кроме того, недостатком такого способа является то, что при отказе системы подачи воздуха или ошибках регулирования резистивные элементы могут перегреваться и разрушаться.
Известен также способ формирования среды заданной температурыв рабочей камере 3D-принтера с помощью нагревательных элементов с положительным температурным коэффициентом сопротивления (PTC; позисторы; полупроводниковые кристаллы), мощность с которых снимается воздушным потоком, поступающим в рабочую камеру 3D-принтера. Такой способ формирования среды заданной температуры известен из патента CN 106738926 A, опубл. 04.02.2017. - "High-temperatureinsulationmaterialforthecartridgeandthe 3dprinter"., а также из электронного источника https://www.dbk-group.com/uk/dbk-solutions/industrial-thermal-management/applications/3d-printer-heating/616/3d-printer-heating.html.
Данный способ отличается тем, что благодаря свойствам саморегуляции позисторов исключается возможность их перегрева и последующего разрушения при неверном проектировании систем воздуховодов или ошибках при проектировании внешних регуляторов.
Известен также способ формирования среды заданной температуры в рабочей камере 3D-принтера с помощью плоских нагревательных элементов с внешним алюминиевым радиатором, мощность с которого снимается воздушным потоком, поступающим в рабочую камеру 3D-принтера. Такой способ формирования среды заданной температуры известен из патента US 10265941, опубл. 23.04.2019.- "Heatedairsystemfor 3Dprinter".
Данный способ отличается тем, что к плоским нагревателям, например, силиконовым, миканитовым или полиамидным, прикрепляется радиатор, обеспечивающий рассеивание мощности. Наличие радиатора уменьшает риск перегрева и разрушения нагревательных элементов при ошибках настроек регуляторов или ошибок при проектировании систем воздуховодов. Кроме того, возможность изменения формы радиатора позволяет разнообразить конструкции систем воздуховодов.
Для всех вышеперечисленных способов формирования среды заданной температуры внутри рабочей камеры 3D-принтера характерен ряд общих недостатков.
Недостатком, общим для всех вышеперечисленных способов является необходимость обеспечения воздушного потока для снятия мощности, а значит необходимость установки средств генерации воздушного потока, создающих высокий уровень шума при работе.
Кроме того, недостатком для всех вышеперечисленных способов является то, что направленный значительный воздушный поток может вызвать деформации синтезируемого объекта в силу того, что экструдируемый полимерный материал находится в расплавленном состоянии, а также сам синтезируемый объект под воздействием высокой температурной среды обладает низкой твердостью.
Кроме того, для всех вышеперечисленных способов недостатком является то, что направленный воздушный поток, создаваемый вентиляторами или аналогичными устройствами не обеспечивает равномерного нагрева пространства рабочей камеры и самого синтезируемого объекта, что также приводит к возникновению нежелательной разницы температур между различными зонами рабочей камеры или частями изделия.
Известен также способ формирования среды заданной температуры в рабочей камере 3D-принтера с помощью инфракрасных керамических нагревательных элементов. Такой способ формирования среды заданной температуры известен из электронного источника https://uosdesign.org/designshow2016/group-design-project/3d-printer-for-peek-printing/.
Данный способ отличается тем, что формирование среды заданной температуры внутри камеры обеспечивается с помощью нагрева различных поверхностей рабочей камеры и синтезируемого объекта инфракрасным излучением. Такой способ исключает необходимость установки мощных генераторов воздушного потока и проектирования сложных систем воздуховодов.
Недостатком данного способа является высокая длительность нагрева рабочей камеры.
Кроме того, недостатком является то, что керамические инфракрасные нагреватели не обеспечивают равномерного нагрева пространства рабочей камеры и элементов синтезируемого изделия. Исходя из самого принципа действия инфракрасного излучения происходит перегрев ближайших поверхностей изделия и рабочей камеры по сравнению с более удаленными поверхностями, что также приводит к неравномерной теплоотдаче от различных поверхностей рабочей камеры в ее внутреннее пространство.
Наиболее близким аналогом к заявленному изобретению является способ формирования среды заданной температуры в рабочей камере 3D-принтера с помощью инфракрасных ламп. Такой способ формирования среды заданной температуры в рабочей камере 3D-принтера известен из патента EP3202574A1, опубл.16.01.17. - "Three-dimensionalfabricatingapparatus, three-dimensionalfabricatingchamber, andthree-dimensionalfabricatingmethod" и электронных источников http://www.3ders.org/articles/20170306-automaker-daimler-adopts-ricoh-sls-3d-printer-for-efficient-prototyping.html;https://ntrs.nasa.gov/search.jsp?R=20170000214.
Данный способ отличается тем, что проектируется система инфракрасного излучения, обеспечивающая прямой нагрев поверхностей определенной области рабочей камеры 3D-принтера и синтезируемого изделия. Это возможно благодаря устройству инфракрасных ламп, конструктивные особенности которых позволяют увеличить теплоотдачу в определенном направлении и снизить тепловое воздействие в других направлениях.
Недостатком данного способа является то, что при прямом воздействии инфракрасного излучения на синтезируемый объект возникают большие перепады температуры между элементами изделия, находящимися под воздействием прямого излучения, и элементами изделия скрытыми от прямого воздействия ввиду особенностей конструкции самого изделия, например, при наличии внутренних полостей. Это особенно важно, учитывая, что одной из основных особенностей аддитивных методов производства является возможность послойного построения изделий сложной геометрической формы.
Кроме того, недостатком является то, что возникают значительные перепады температуры в среде рабочей камеры между областями, находящимися под прямым воздействием сфокусированного инфракрасного излучения ламп и теми областями, что лежат за пределами выделенных направлений излучения. Высокая теплоотдача поверхностей лежащих внутри выделенных направлений нагрева и низкая теплоотдача поверхностей лежащих вне этих направлений приводит к неравномерности формирования температурной среды.
Технический результат заявляемого решения заключается в способе формировании среды заданной температуры внутри рабочей камеры 3D-принтера равномерным тепловым потоком от внутренних поверхностей камеры, что исключает какие-либо перепады температуры в разных областях рабочей камеры или частях синтезируемого объекта.
Технический результат достигается за счет того, что внутренние поверхности рабочей камеры 3D-принтера полностью или частично выполнены из низкоэмиссионного закаленного стекла, на которое по всей площади нанесено прозрачное токопроводящее покрытие, выполняющее функции нагревательного элемента. При пропускании электрического тока через нанесенное покрытие происходит равномерный нагрев низкоэмиссионного стекла, которое, кроме прямой теплоотдачи в окружающую среду начинает генерировать инфракрасное излучение в диапазоне 0,75-100 мкм. Равномерно испускаемое с поверхности стекол инфракрасное излучение, обеспечивает всесторонний нагрев синтезируемого изделия независимо от формы изделия и стадии процесса послойной наплавки, т.е. высоты уже готовой части изделия. Нагрев инфракрасным излучением элементов внутри камеры, например, синтезируемого изделия, сопровождается теплообменом между этими элементами и воздушной средой. Происходит также интенсивный теплообмен между нагретой поверхностью стекла и воздушной средой внутри закрытой камеры 3D-принтера.
Прямой нагрев инфракрасным излучением объектов внутри камеры, теплообмен между этими объектами и воздушной средой внутри камеры, а также теплообмен между поверхностью электрообогреваемых стекол и воздушной средой обеспечивают формирование равномерной среды заданной температуры по всему объему рабочей камеры 3D-принтера.
Подобный способ формирования среды заданной температуры внутри рабочей камеры 3D-принтера не требует снятия мощности с нагревательных элементов или радиаторов воздушным потоком и позволяют отказаться от установки генераторов воздушного потока, а также исключают необходимость в конструировании систем воздуховодов.
Отсутствие мощных генераторов воздушного потока значительно снижает уровень шума, а также исключает возможность деформации синтезируемого объекта направленным воздушным потоком.
Благодаря тому, что нагревательные элементы, используемые для нагрева стекол, в своей конструкции содержат защитный, изолирующий и отражающий инфракрасное излучение слой возможна реализация односторонне направленного теплового потока. Кроме того, нагревательные элементы, используемые в предлагаемом способе формирования среды с заданной температурой имеют толщину порядка десятков микрометров, т.к.их производство осуществляется посредством напыления. Таким образом, особенности конструкции нагревательных элементов обеспечивают простоту теплоизоляции рабочей камеры и позволяют использовать стандартные методы теплоизоляции для плоских стекол. Использование данных методов теплоизоляции позволяют на порядок уменьшить результирующую толщину теплоизолирующих конструкций по сравнению с любым другим способом формирования среды заданной температуры в рабочей камере 3D-принтера.
Кроме того, благодаря прозрачности нагревательных элементов и стекол обеспечивается возможность нагрева рабочей камеры со стороны смотровых окон/дверей устройства, возможность прямого наблюдения за рабочим процессом внутри камеры 3D-принтера, а также возможность размещения элементов освещения внутреннего объема камеры и системы видеонаблюдения вне нагреваемого объема, что значительно упрощает конструкцию этих элементов.
Изобретение поясняется чертежами фиг. 1-3:
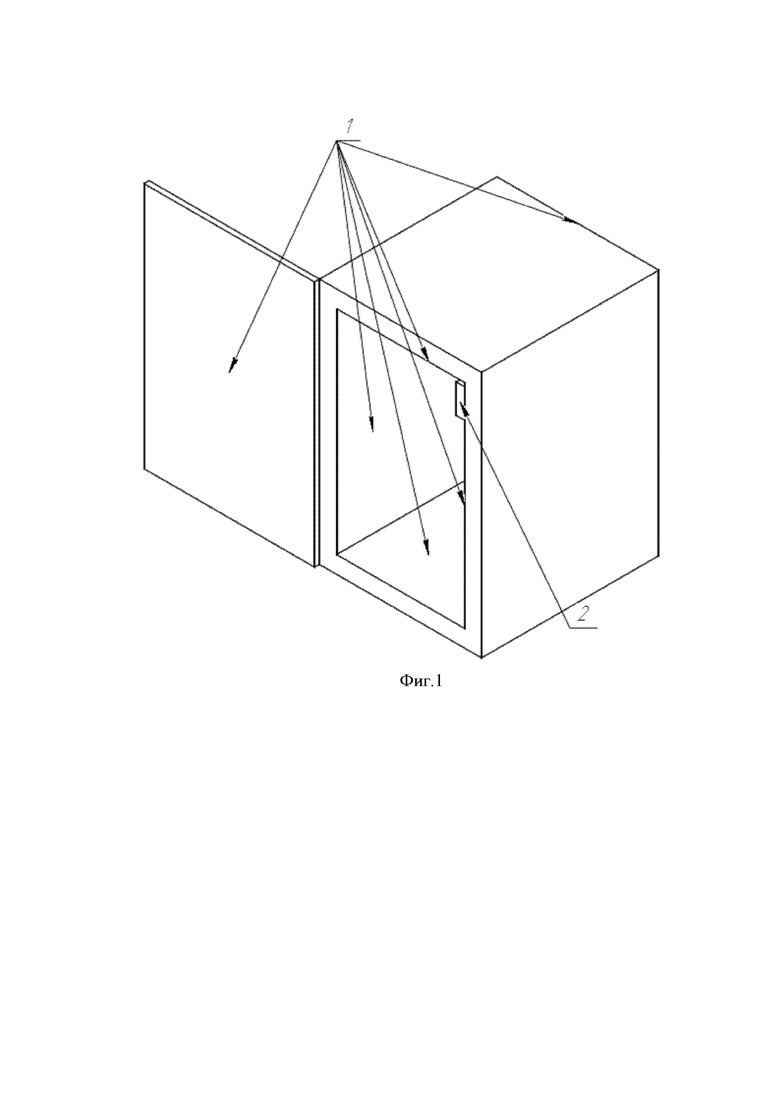
на фиг. 1 показаны внутренние поверхности рабочей камеры 3D-принтера, которые могут быть полностью или частично выполнены из электрообогреваемого стекла;
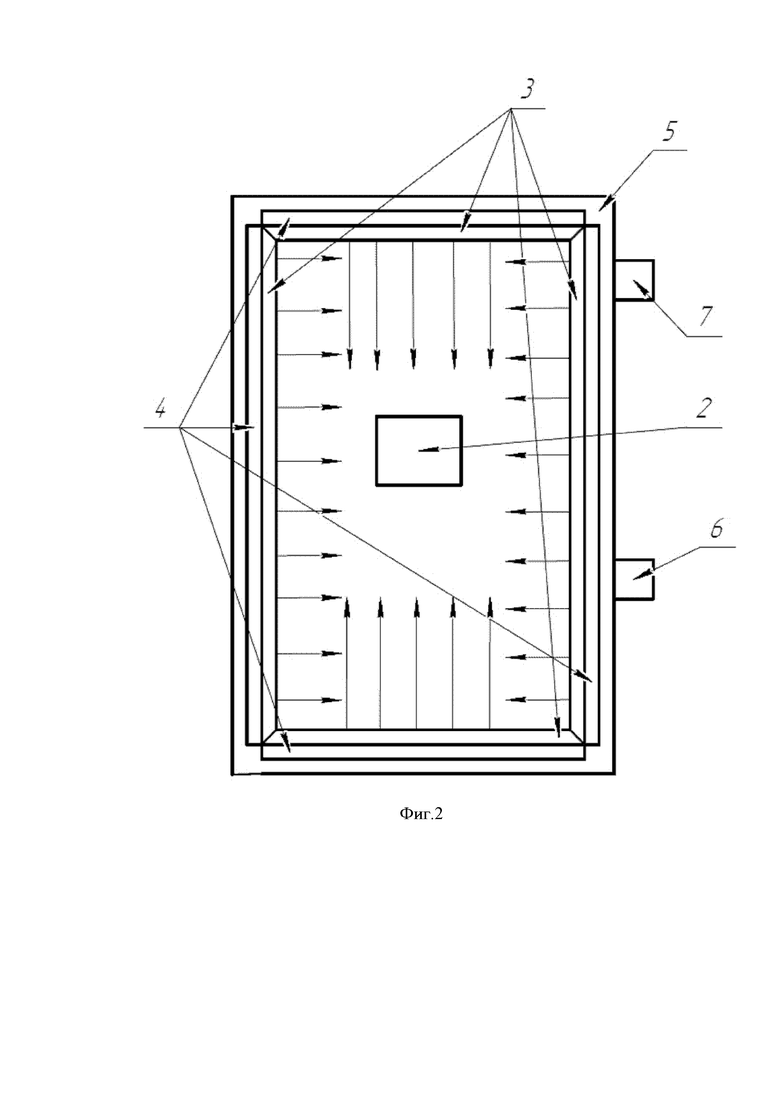
на фиг. 2 показана схема реализации способа формирования среды с заданной температурой в рабочей камере 3D-принтера; непронумерованные стрелки отражают направление инфракрасного излучения, излучаемого электрообогреваемыми стеклами при их нагреве;
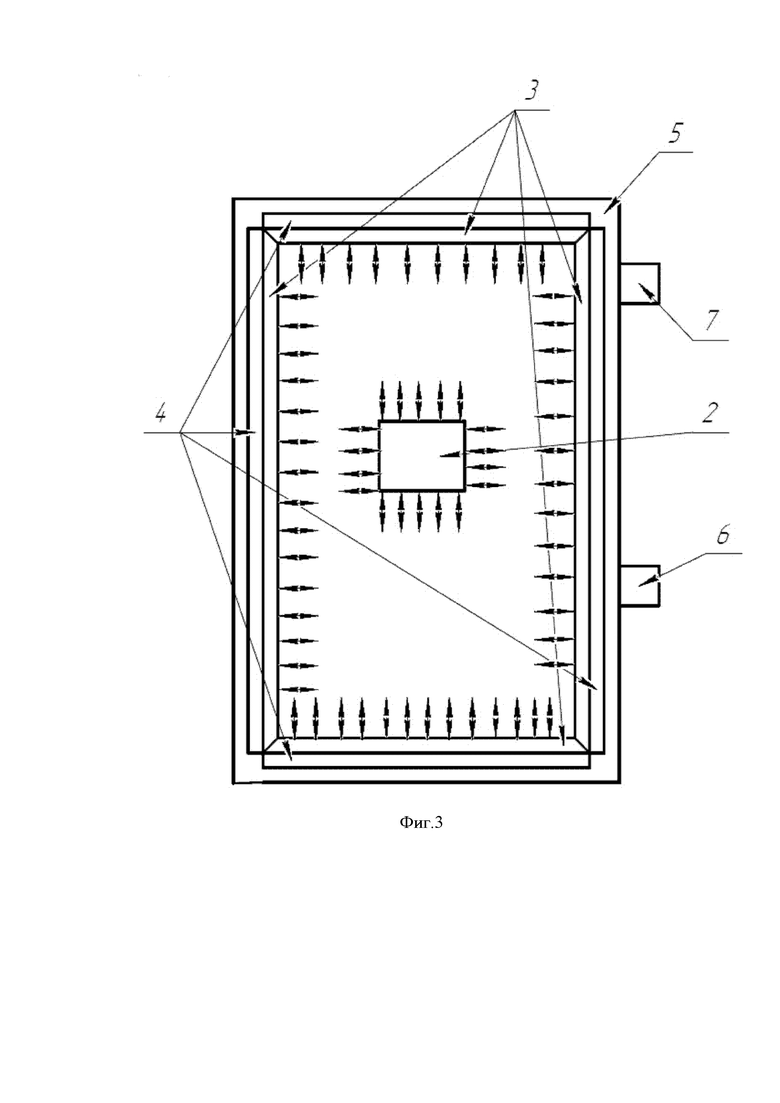
на фиг. 3 показана схема реализации способа формирования среды с заданной температурой в рабочей камере 3D-принтера; непронумерованные стрелки отражают процесс теплообмена внутри рабочей камеры 3D-принтера, происходящий между нагреваемой поверхностью стекол и воздушной средой, а также между воздушной средой и элементами внутри камеры, например, синтезируемым объектом, нагреваемыми инфракрасным излучением.
Способ формирования среды с заданной температурой в рабочей камере 3D-принтера равномерным тепловым потоком от внутренних поверхностей 1 рабочей камеры 3D-принтера, отличающийся тем, что исключаются какие-либо перепады температуры в разных областях рабочей камеры или частях синтезируемого объекта 2, при этом внутренние поверхности рабочей камеры 3D-принтера полностью или частично выполнены из электрообогреваемого стекла 3 так, что на одной из сторон электрообогреваемого стекла расположен нагревательный элемент 4 так, что возможно использование стандартных методов теплоизоляции 5 для плоских стекол, при этом прохождение тока через нагревательный элемент приводит к нагреву стекол так, что между нагретой поверхностью стекла и воздушной средой внутри камеры происходит теплообмен, при этом нагретая поверхность стекла равномерно излучает инфракрасные волны в диапазоне 0,75-100 мкм. так, что обеспечивается равномерный и всесторонний нагрев поверхностей элементов внутри рабочей камеры 3D-принтера, например, синтезируемого изделия, при этом внутри камеры происходит теплообмен между нагретыми инфракрасным излучением элементами и воздушной средой. Благодаря прозрачности нагревательных элементов и стекол обеспечивается возможность прямого наблюдения за рабочим процессом внутри камеры 3D-принтера, а также возможность конструирования теплоизолированного освещения 6 внутреннего объема камеры и системы видеонаблюдения 7.
Способ осуществляется следующим образом:
1. Конструируется герметичная рабочая камера 3D-принтера.
2. Внутренние поверхности камеры полностью или частично выполняются из электрообогреваемых стекол.
3. С помощью стандартных методов, применяющихся для плоских стекол, выполняется теплоизоляция рабочей камеры 3D-принтера.
4. Регулируемый управляющей схемой ток, подается на прозрачные нагревательные элементы, нанесенные на обратную сторону стекол равномерно по всей их поверхности.
5. Происходит равномерный нагрев стекол до температуры, необходимой для поддержания установленной оператором рабочей температуры камеры с помощью управляющей схемы.
6. Нагретая поверхность стекла начинает равномерно излучать инфракрасные волны в диапазоне 0,75-100 мкм.
7. Осуществляется равномерный теплообмен между поверхностью стекла и воздушной средой рабочей камеры 3D-принтера.
8. С помощью инфракрасного излучения электрообогреваемых стекол осуществляется всесторонний и равномерный нагрев элементов внутри рабочей камеры 3D-принтера, например, синтезируемого объекта.
9. Внутри рабочей камеры 3D-принтера осуществляется теплообмен между нагреваемыми инфракрасным излучением элементами и воздушной средой.
10. Прямой нагрев инфракрасным излучением объектов внутри камеры, теплообмен между этими объектами и воздушной средой внутри камеры, а также теплообмен между поверхностью электрообогреваемых стекол и воздушной средой обеспечивают формирование равномерной среды заданной температуры по всему объему рабочей камеры 3D-принтера.
11. В ходе рабочего процесса осуществляется поддержание заданной температуры среды с учетом способности герметичной теплоизолированной камеры удерживать тепло.
12. В ходе рабочего процесса осуществляется непосредственное или удаленное наблюдение за процессом синтеза объекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шкаф с регулируемым искусственным микроклиматом | 2019 |
|
RU2723579C1 |
| Промышленный 3D-принтер для высокотемпературной печати | 2021 |
|
RU2770997C1 |
| ЭКСТРУДЕР 3Д ПРИНТЕРА C КОНВЕКЦИОННЫМ НАГРЕВОМ | 2020 |
|
RU2745944C1 |
| УСТРОЙСТВО РЕГУЛИРОВКИ ПОТОКА ГРАНУЛ/ЖИДКОСТИ ДЛЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ 3D-ПРИНТЕРА, В КОТОРУЮ ПОДАЮТСЯ ГРАНУЛЫ И/ИЛИ ЖИДКОСТЬ | 2015 |
|
RU2692346C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТОКОВЕДУЩЕЙ ШИНЫ НА НИЗКОЭМИССИОННОЙ ПОВЕРХНОСТИ СТЕКЛА | 2014 |
|
RU2588921C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХРАЗМЕРНОГО ОБЪЕКТА (ВАРИАНТЫ) | 2003 |
|
RU2302945C2 |
| СВЕТОПРОЗРАЧНАЯ КОНСТРУКЦИЯ С ПОДОГРЕВОМ | 2012 |
|
RU2510704C2 |
| ЭЛЕКТРООБОГРЕВАЕМЫЙ ПРЕДМЕТ МЕБЕЛИ | 2004 |
|
RU2253341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ЭЛЕМЕНТОВ ОСТЕКЛЕНИЯ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ | 2014 |
|
RU2546457C1 |
| СПОСОБ 3D-ПЕЧАТИ ЭЛАСТОМЕРНО ДЕФОРМИРУЕМОГО КАУЧУКОВОГО ТЕЛА, В ЧАСТНОСТИ КАУЧУКОВОГО УПЛОТНЕНИЯ | 2019 |
|
RU2784451C1 |
Использование: для формирования среды с заданной температурой в рабочей зоне 3D-принтера. Сущность изобретения заключается в том, что равномерный тепловой поток формируется за счёт теплообмена между воздушной средой внутри рабочей зоны 3D-принтера и поверхностью источника тепла, а также за счёт инфракрасного излучения от нагретой поверхности источника тепла, при этом источник тепла выполнен из электрообогреваемых стёкол, которые полностью или частично окружают рабочую зону 3D-принтера так, что одна из сторон электрообогреваемого стекла является внутренней поверхностью рабочей камеры 3D-принтера, а на другую сторону электрообогреваемого стекла равномерно нанесено электропроводящее покрытие так, что возможно использование стандартных методов теплоизоляции для плоских стёкол, при этом прохождение тока через электропроводящее покрытие приводит к равномерному нагреву стекла так, что обеспечивается равномерность теплообмена между воздушной средой внутри рабочей зоны 3D-принтера и нагретой поверхностью стекла, а также равномерность испускаемого нагретой поверхностью стекла инфракрасного излучения с длиной волны 0,75-100 мкм, при этом внутри рабочей зоны происходит теплообмен между нагретыми инфракрасным излучением элементами и воздушной средой. Технический результат: обеспечение возможности формировании среды заданной температуры внутри рабочей камеры 3D-принтера равномерным тепловым потоком от внутренних поверхностей камеры, что исключает какие-либо перепады температуры в разных областях рабочей камеры или частях синтезируемого объекта. 1 з.п. ф-лы, 3 ил.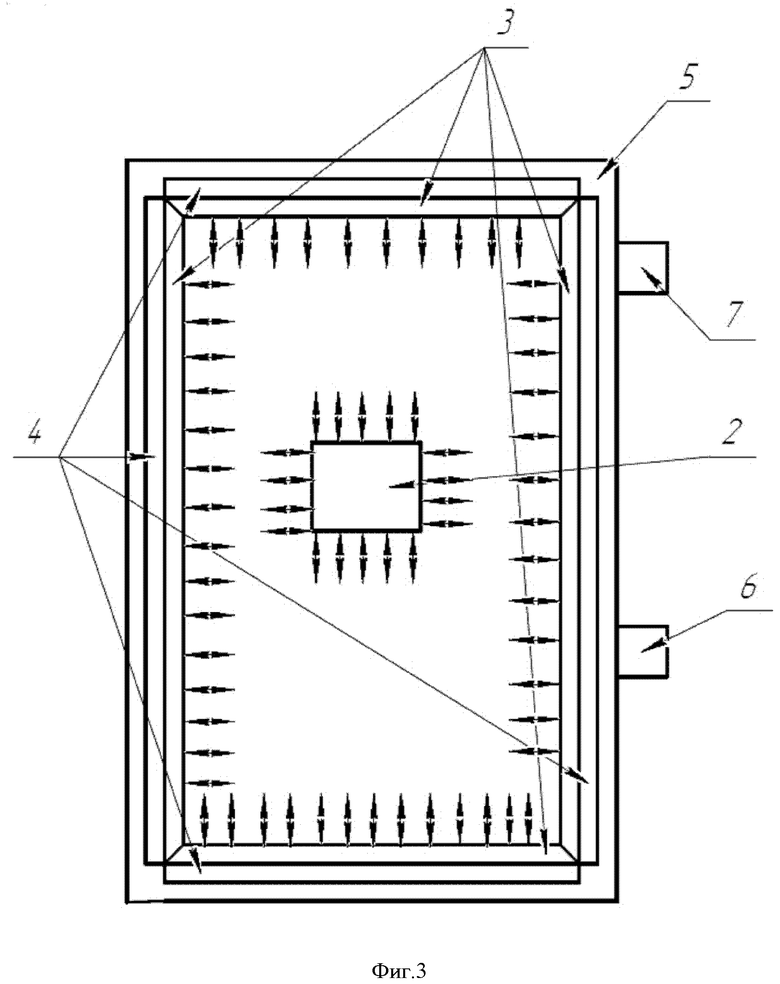
1. Способ формирования среды с заданной температурой в рабочей зоне 3D-принтера, отличающийся высокой равномерностью теплового потока, поступающего в рабочую зону 3D-принтера, обеспечивающий равномерность температурного поля внутри рабочей зоны 3D-принтера и во всём объёме синтезируемого объекта в течение процесса печати, при этом равномерный тепловой поток формируется за счёт теплообмена между воздушной средой внутри рабочей зоны 3D-принтера и поверхностью источника тепла, а также за счёт инфракрасного излучения от нагретой поверхности источника тепла, при этом источник тепла выполнен из электрообогреваемых стёкол, которые полностью или частично окружают рабочую зону 3D-принтера так, что одна из сторон электрообогреваемого стекла является внутренней поверхностью рабочей камеры 3D-принтера, а на другую сторону электрообогреваемого стекла равномерно нанесено электропроводящее покрытие так, что возможно использование стандартных методов теплоизоляции для плоских стёкол, при этом прохождение тока через электропроводящее покрытие приводит к равномерному нагреву стекла так, что обеспечивается равномерность теплообмена между воздушной средой внутри рабочей зоны 3D-принтера и нагретой поверхностью стекла, а также равномерность испускаемого нагретой поверхностью стекла инфракрасного излучения с длиной волны 0.75-100 мкм, при этом внутри рабочей зоны происходит теплообмен между нагретыми инфракрасным излучением элементами и воздушной средой.
2. Способ формирования среды с заданной температурой в рабочей зоне 3D-принтера по п.1, отличающийся тем, что поверхности рабочей камеры выполняются прозрачными, благодаря чему обеспечивается возможность прямого наблюдения за рабочим процессом внутри камеры 3D-принтера, а также возможность размещения вне нагреваемого объема камеры не теплоизолированных конструктивных элементов, таких как: системы видеонаблюдения и/или освещения, и/или иных систем и элементов, требующих для своего функционирования прямой видимости объектов внутри камеры.
| 0 |
|
SU155702A1 | |
| WO2018235121 A1, 27.12.2018 | |||
| СВЕТОПРОЗРАЧНАЯ КОНСТРУКЦИЯ С ПОДОГРЕВОМ | 2012 |
|
RU2510704C2 |

