Область техники
Настоящее изобретение относится к устройству регулировки потока гранул/жидкости для печатающей головки 3D-принтера, в которую подаются гранулы и/или жидкость, согласно ограничительной части пункта 1 формулы изобретения.
Уровень техники
В документе US 20120237631 раскрыта система шнекового питателя для 3D-принтера, в который подаются гранулы. Устройство содержит систему горячих литниковых каналов с коллектором. Корпус коллектора определяет канал для потока расплава, который характеризуется плавным течением, изменениями направления и непрерывностью. В процессе работы принтера часто возникает проблема теплопереноса от печатающей головки к подаваемым гранулам. Это ведет к налипанию гранул на стенки канала подвода печатающей головки и/или на шнек питателя. Такое налипание гранул может вызывать неравномерности потока материала, в частности, в случае полимерных гранул. Когда поток в направлении печатающей головки неравномерен, возникает проблема образования неравномерного слоя, следствием которой является непостоянство толщины наносимого слоя материала. К примеру, на одном участке толщина слоя может быть уменьшенной, а на другом она оказывается чрезмерной.
Решение, описанное в документе US 5656230 A, относится к способу изготовления присадок и оборудованию, использующему жидкий отверждаемый конструктивный материал, и включает разглаживающие средства, определяющие боковую поверхность. Первая форсунка подает текучий материал в заданное место, первое средство управления перемещает первую форсунку вдоль заданной траектории, определяющей замкнутую зону, и перемещает разглаживающие средства вдоль заданной траектории. Первое подающее средство подает текучий материал к первой форсунке для выдавливания материала из первой форсунки с формированием слоя материала по ходу перемещения первой форсунки вдоль траектории. Боковая поверхность разглаживающего средства формирует стенку из экструдированного материала, образуя замкнутую область с формованной внешней поверхностью и верхней поверхностью. Вторая форсунка подает текучий материал в указанную замкнутую область. Второе средство управления перемещает вторую форсунку для размещения второй форсунки у замкнутой области. Второе подающее средство подает текучий материал ко второй форсунке для заполнения замкнутой области.
Решение, описанное в документе EP 5 24186636 A1, относится к модели головы для использования в верификации для получения изображений мозга. Модель головы состоит из первой части, содержащей жидкость, которую подают на часть, соответствующей черепу, и имеет полую структуру без прерывающихся участков, кроме отверстия для впрыска жидкости. Вторая часть содержит жидкость, которую подают на часть, соответствующую определенной области головного мозга, и имеет сплошную полую структуру без каких-либо разрезов, кроме отверстия для впрыска жидкости. Структура формируется как единое целое таким образом, чтобы первая и вторая части, содержащие жидкость, присутствовали в ней. Эта структура формируется с помощью материала с коэффициентом линейного поглощения, эквивалентным коэффициенту поглощения мягких тканей человека. Плотность такого материала должна быть эквивалентна плотности мягких тканей человека, например, такого материала как акрил или АБС-пластик и т.п.
Решение, описанное в документе RU 2469851 C2, относится к устройству и способу изготовления трехмерного объекта путем последовательного отверждения слоев материала в местах, соответствующих поперечному сечению формируемого с помощью излучения объекта. Устройство включает в себя основание, имеющее по существу плоскую поверхность для поддержания формируемого объекта. Устройство для нанесения наносит новый слой материала на поверхность основания или на предыдущий слой. Устройство облучения обеспечивает направление электромагнитного пучка или пучка частиц на места слоя, соответствующие поперечному сечению объекта. Для нагрева слоя материала лучистый нагреватель испускает излучение с максимумом при длине волны от 1000 нм до 6000 нм. Регулирующее средство обеспечивает интервал времени ожидания после завершения облучения устройством облучения тех мест слоя, которые соответствуют поперечному сечению формируемого объекта, перед нанесением следующего слоя.
Раскрытие изобретения
Задача настоящего изобретения заключается в том, чтобы предложить устройство регулировки потока гранул/жидкости для печатающей головки 3D-принтера, в которую подаются гранулы и/или жидкость, в частности, для полимерных гранул.
Эта задача решается предложением устройства в соответствии с отличительной частью п. 1 формулы настоящего изобретения.
Устройство согласно настоящему изобретению располагается в печатающей головке 3D-принтера, в которую подаются гранулы и/или жидкость. В печатающую головку 3D-принтера по каналу подаются гранулы и/или жидкость, например, образованные полимерным материалом. Через канал подачи гранулы и/или жидкость попадают в камеру; с нижней стороны камеры может располагаться нагревательная плита с отверстием, через которое может выходить расплавленный или жидкий материал. Согласно настоящему изобретению к плите прилегает шнек или радиальный шнек (шнековый транспортер), расположенный так, что он по существу центрирован в отверстии. Этот шнек приводится с помощью приводных средств, например, приводного диска, связанного с приводом, который может представлять собой электродвигатель. Между приводом и радиальным шнеком предпочтительно включается зафиксированная относительно вращения муфта. Кроме того, между приводом и радиальным шнеком включается упругий элемент для обеспечения действия силы на радиальный шнек. Этот упругий элемент может, например, представлять собой пружину. В другом варианте осуществления сила может создаваться весом и/или собственным весом привода. В еще одном из вариантов осуществления силу создает магнит, например, электромагнит.
Торцевой радиальный шнек подает материал в направлении отверстия или возвращает материал в направлении от отверстия. Если давление между нагревательной плитой и радиальным шнеком чрезмерно возрастает, вследствие чего через отверстие выводится слишком много материала, то упругий элемент сжимается, и радиальный шнек поднимается. Таким образом, расстояние радиального шнека от нагревательной плиты увеличивается в зависимости от давления, и его производительность снижается в зависимости от давления.
В одном из дальнейших вариантов осуществления нагревательная плита вращается, а радиальный шнек остается неподвижным.
В этом случае торцевая плита соединяется с приводом.
В одном из дальнейших вариантов осуществления определяется давление, и скорость радиального штрека и/или торцевой нагревательной плиты регулируется в зависимости от давления для достижения равномерного потока материала.
Краткое описание графических материалов
Особенности и детали устройства регулировки потока гранул для печатающей головки 3D-принтера, в которую подаются гранулы, раскрыты в пунктах формулы изобретения и в нижеследующем описании предпочтительного примера осуществления изобретения, проиллюстрированного сопроводительными чертежами.
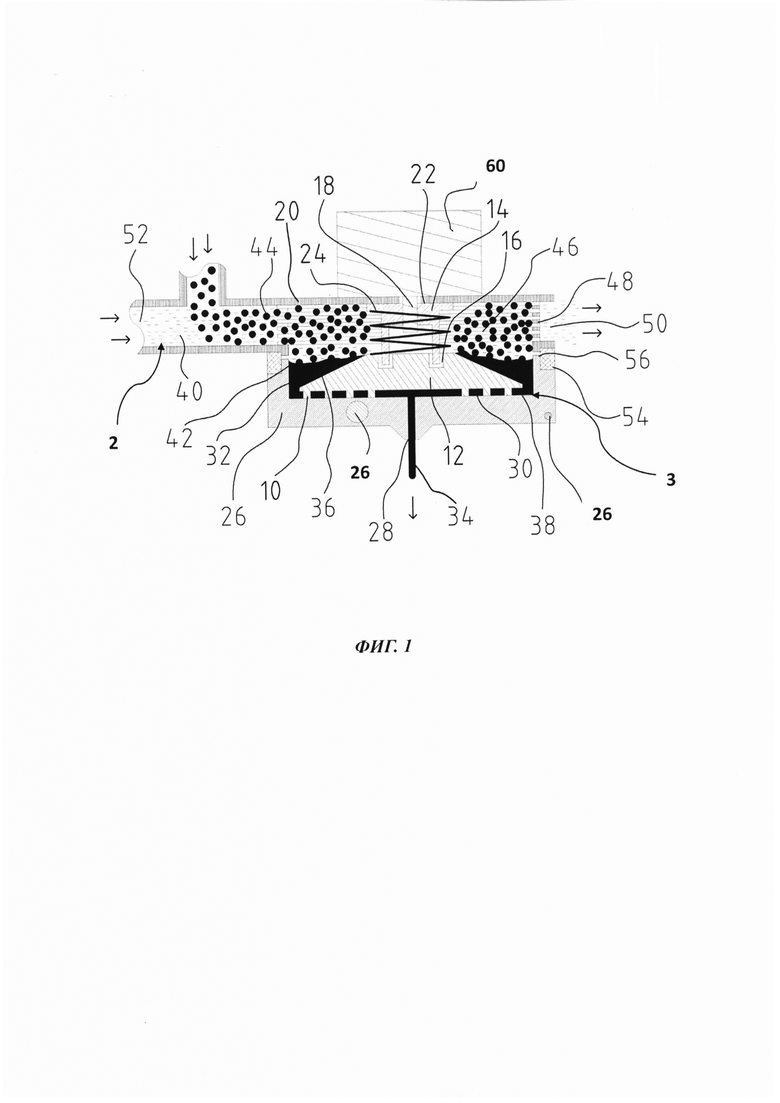
На фиг. 1 показан разрез соответствующего настоящему изобретению устройства регулировки потока гранул для обозначенной позицией 1 печатающей головки 3D-принтера, в которую подаются гранулы.
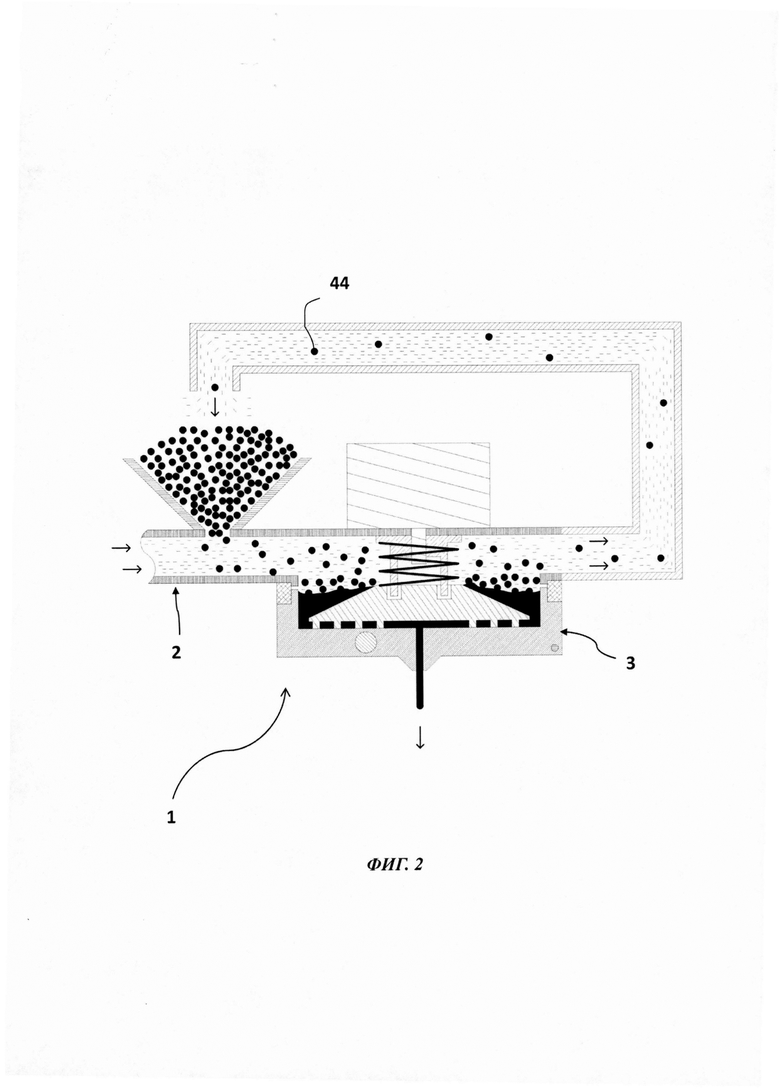
На фиг. 2 показан разрез устройства регулировки потока гранул для печатающей головки 3D-принтера, в которую подаются гранулы.
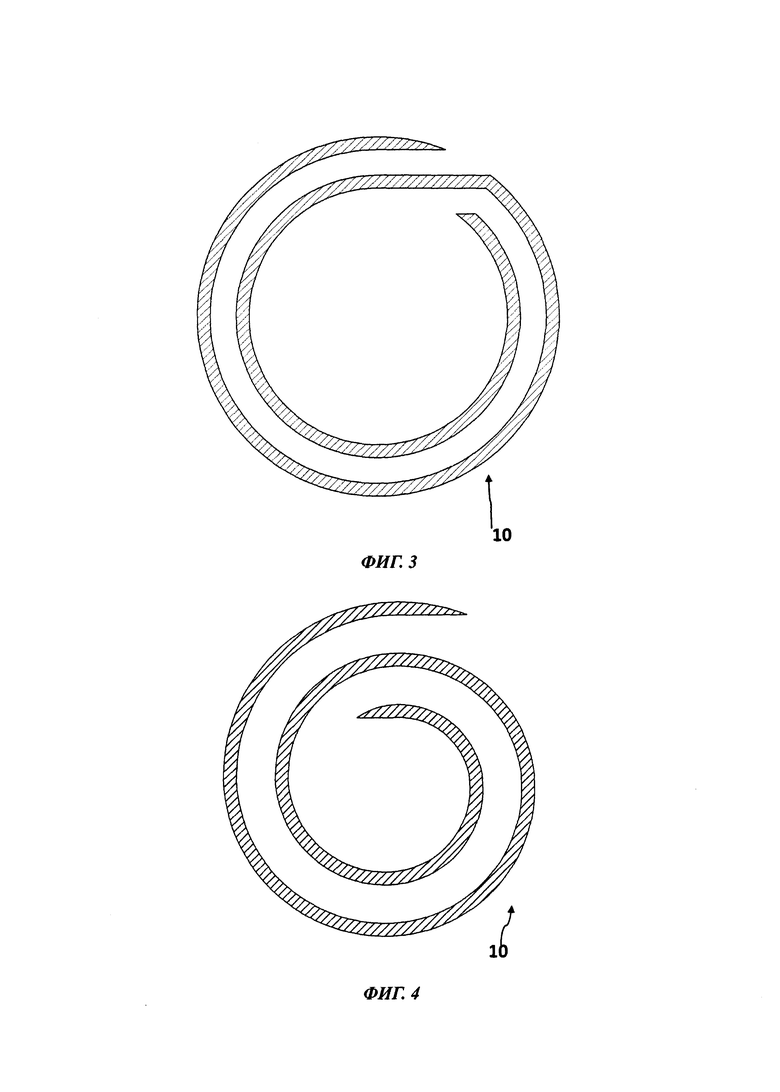
На фиг. 3 показан вид спереди спирального шнека.
На фиг. 4 показан вид спереди еще одного спирального шнека.
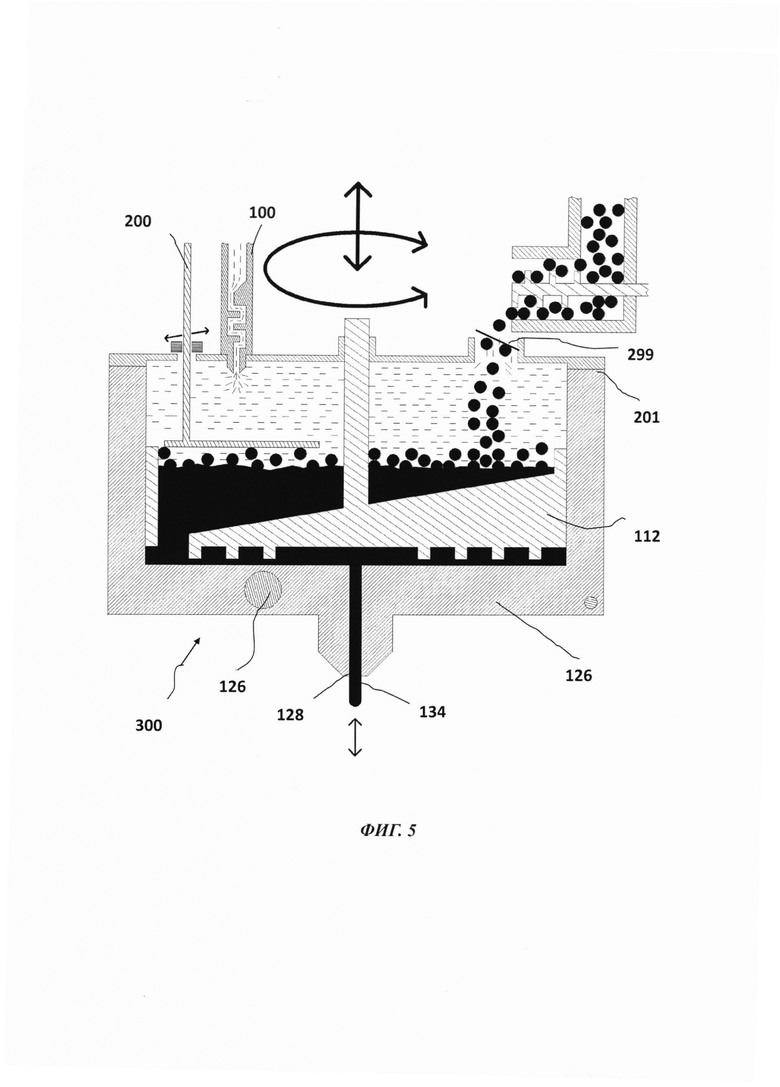
На фиг. 5 показан разрез дальнейшего варианта осуществления устройства регулировки потока гранул для обозначенной позицией 300 печатающей головки 3D-принтера, в которую подаются гранулы.
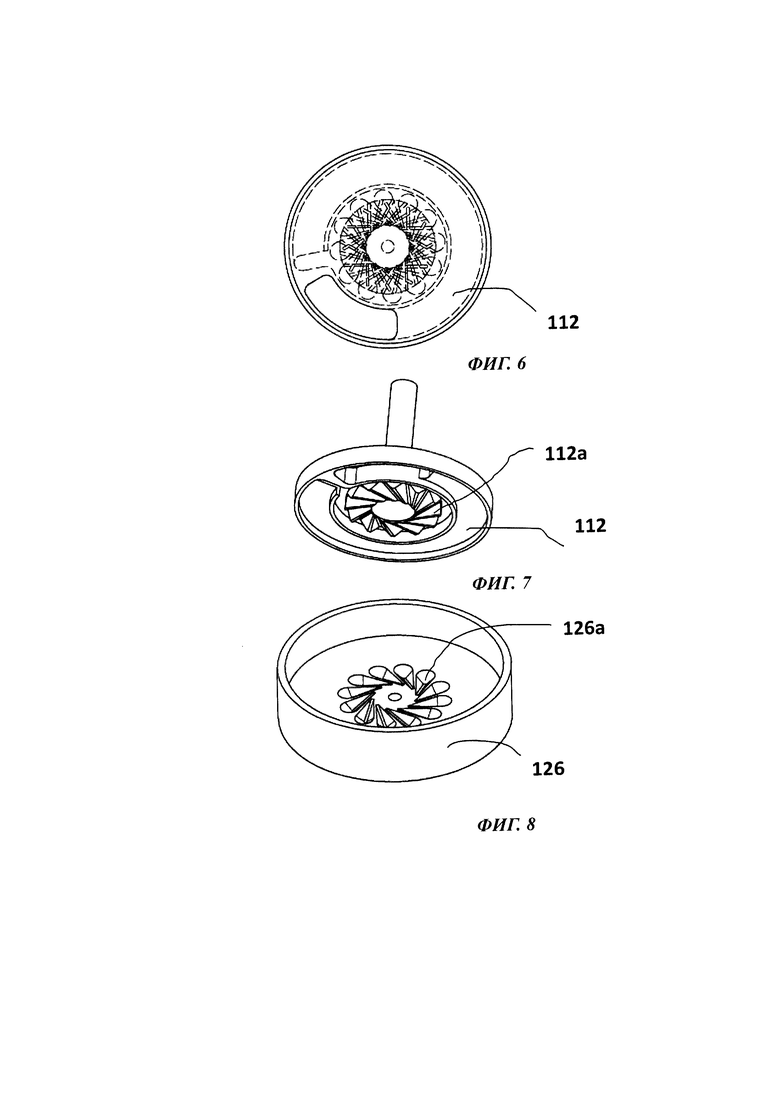
На фиг. 6 показан вид снизу еще одного спирального шнека.
На фиг. 7 показан в аксонометрической проекции спиральный шнек с фиг. 6.
На фиг. 8 показана в аксонометрической проекции нагревательная плита.
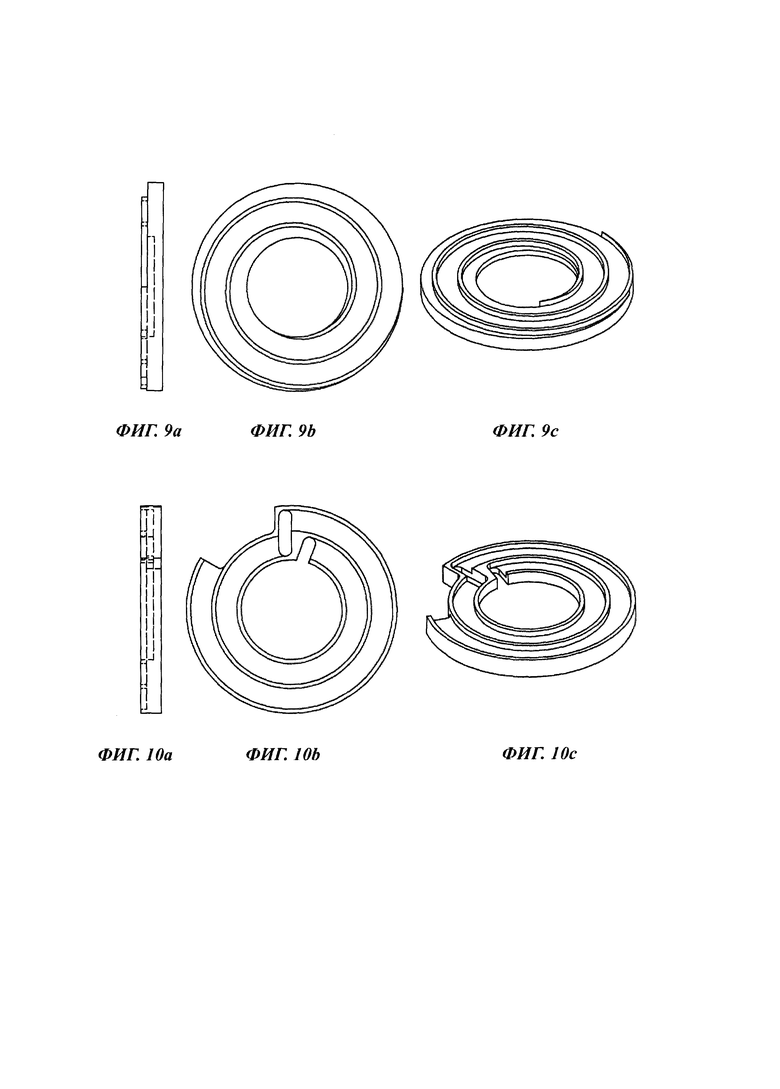
На фиг. 9a показан вид сбоку, 9b - вид спереди и 9c - вид сверху еще одного спирального шнека.
На фиг. 10a показан вид сбоку, 10b - вид спереди и 10c - вид сверху еще одного спирального шнека.
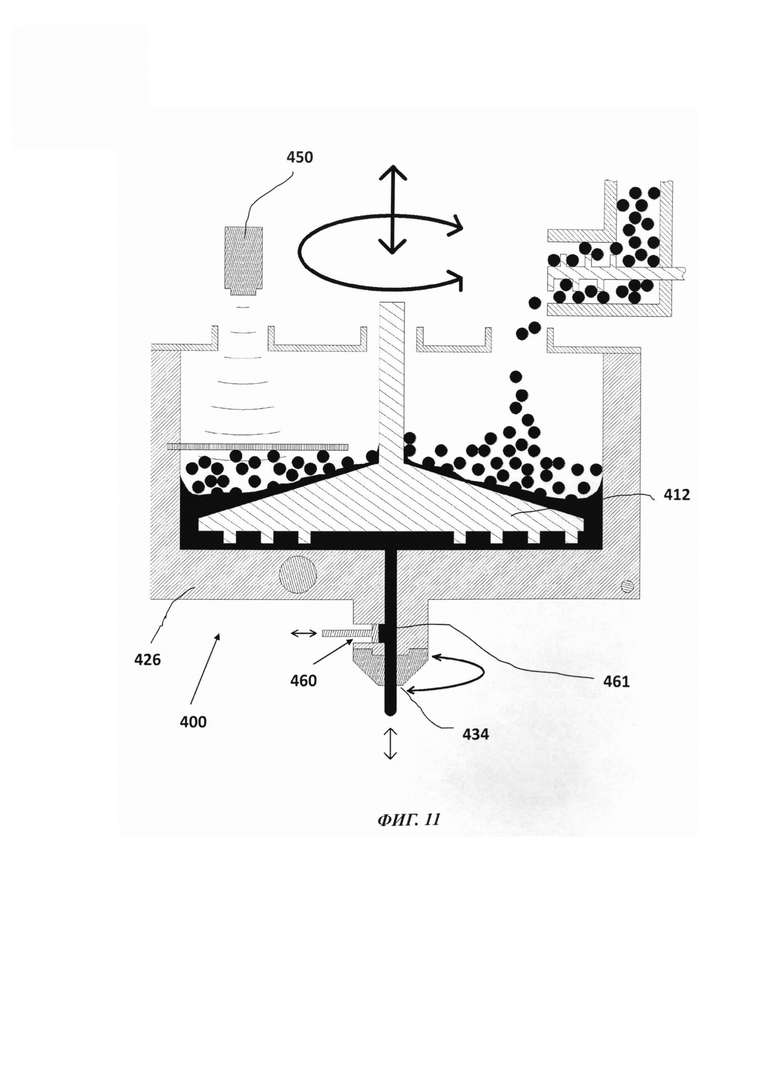
На фиг. 11 показан разрез еще одного варианта осуществления устройства регулировки потока гранул для обозначенной позицией 400 печатающей головки 3D-принтера, в которую подаются гранулы.
Осуществление изобретения
Для транспортировки и перемешивания экструдируемого полимера в случае данной экструзионной установки предусмотрен не цилиндрический, а спиральный шнек, по спиральному каналу которого подается материал. Спиральный шнек 10 образован радиальной выборкой в диске 12. Этот диск 12 связан с муфтой 14, зафиксированной зубцами 16 и осевыми выемками диска 12 так, что диск 12 соединен с муфтой 14 фиксировано относительно вращения, но подвижно в осевом направлении. Между муфтой 14 и торцевой поверхностью диска сжата винтовая пружина 24. Муфта 14 жестко соединена с приводным валом 18 схематически изображенного привода 60. Кроме того, муфта 14 может сдвигаться по кожуху 20 с помощью скользящего соединения 22, которое воспринимает осевую нагрузку и позволяет отводить тепло на кожухе 20.
Пружина 24 прижимает диск 12, а следовательно и шнек 10, к нагревательной плите 26, которая известным способом нагревается источником тепла и температура которой отслеживается термометром. Когда шнек 10 приводится во вращение, происходит проталкивание полимера. В зависимости от направления вращения, полимер может подаваться в направлении выпускного отверстия 28 или от него. Упругая сила демпфирует колебания на выходе 34 материала; этот выход предпочтительно образует сопло, известное специалистам в области обычных экструдеров. Если давление между шнеком 10 с его диском 12 и нагревательной плитой 26 чрезмерно возрастает и выводится слишком много полимера 32, то диск 12 поднимает шнек 10, при этом производительность шнека 10 снижается. При подъеме шнека 10 его диском 12 полимер получает возможность затечь в самый наружный участок 30 канала, что приводит к снижению давления. Упругое давление, скорость вращения и размеры выпускного отверстия 28 должны выбираться так, чтобы шнек 10 с его диском 12 при среднем давлении легко поднимался от поверхности упора, так что при падении давления будет возможно увеличение производительности. Шнек 10 с его диском 12 и нагревательная плита 26 могут также иметь коническую форму.
Полимер 32 плавится уже на верхней стороне 36 диска и/или сбоку от шнека 10 с диском 12 и течет оттуда в направлении входа 38 канала. Плоская конструкция шнека 10 в зоне наружного входа 38 канала, где собирается расплавленный полимер, имеет наружный диаметр, существенно превышающий диаметр соответственного цилиндрического шнека, что улучшает подачу полимера, если полимер 32 перед этим уже был расплавлен.
При литье под давлением или в стандартных конструкциях печатающих головок 3D-принтера полимер плавится между питающим шнеком и цилиндром. Плавление на сравнительно большой поверхности перед входом в шнек имеет преимущество облегченного оттока содержащейся в полимере воды, при этом снижается образование пузырей.
Над плавильной ванной течет охлаждающий поток 40, уносящий влагу и, в то же время, охлаждающий гранулят перед его погружением в плавильную ванну 42, так что не образуются комки, которые могли бы затруднить подачу полимерного гранулята 44.
Этот поток воздуха охлаждает также кожух или камеру над плавильной ванной, чтобы теплота нагревательной плиты 26 и полимера 32 не передавалась целиком тем элементам, нагрев которых может быть нежелателен. Охлаждающий эффект может усиливаться расположенными с внутренней стороны ребрами 46 охлаждения. Зона выхода воздушного потока 40 из кожуха сконструирована так, чтобы полимерный гранулят 44 оставался в кожухе 20, например, эта зона снабжена решеткой 48.
Полимерный гранулят 44 может вводиться непосредственно из кожуха 40.
К полимерному грануляту 44 может быть подмешан такой материал, как волокно, например стекловолокно. Таким образом можно повысить прочность или другие свойства конечного продукта.
Зона, где воздушный поток 40 выходит из кожуха 20 (выход потока 50 воздуха), может также быть сконструирована с возможностью обеспечения рециркуляции полимерного гранулята 44. В кожухе 20 над плавильной ванной 42 остается требуемое количество полимерного гранулята 44, остальной гранулят выдувается и подается в накопитель гранулята, где его может вновь подхватывать воздушный поток, ранее перемещавший гранулят в направлении кожуха 20. Преимущество такой конструкции в том, что можно обеспечить передачу на большое расстояние между накопителем гранулята и экструдером без больших колебаний подачи полимерного гранулята 44 и охлаждающего воздуха 52, которые естественным образом могли бы происходить, например, при возникновении пробки полимерного гранулята 44 на решетке 48.
Охлаждаемый кожух 20 и разогреваемая нагревательная плита 26 выполнены из материала высокой теплопроводности, но термически разделены теплоизолятором 54. Вблизи внутренней стенки кожуха 20 расположена нагревательная плита 24, чтобы полимер 32 в жидком состоянии контактировал с этой плитой или не прилипал при расплавлении и не приваривался. Чтобы используемые для изоляции термоизоляционные прокладки могли быть достаточно широкими, кожух 20 и нагревательная плита 26 могут в месте стыка иметь закраины с внутренней стороны.
По сравнению с головкой, печатающей из материала в виде полимерного филамента, к преимуществам предлагаемой головки относится то, что закупочная цена полимера в виде гранулята существенно ниже, а выбор различных полимеров существенно шире. К примеру, можно рассмотреть усиленный стекловолокном полиамид, который очень устойчив, существенно меньше усаживается при охлаждении и дает улучшенные результаты при литье под давлением. Сырье может быть предварительно просушено, что в случае филамента может привести к разрыву, а это, при достижении подающей шестерни, ведет к разлому в печати. Сушка полимера уменьшает образование пузырей при обработке. Процесс печати не ограничен длиной филамента, которая обеспечивает лишь несколько килограммов. Принтеры, перерабатывающие промышленный гранулят, практически отсутствуют на рынке, так как, в основном, изготавливаются на месте и, как правило, перерабатывают полимеры с низкой температурой обработки, имеющие невысокие механические характеристики. Существует проблема теплоизоляции, связанная с нежелательным прилипанием гранулята. Оно может приводить к перерывам подачи материала. Следующая проблема - неравномерный выпуск материала, в особенности полимеров с относительно высокой температурой обработки; такая неравномерность может быть вызвана многими факторами зоны плавления и, как правило, приводит к неудовлетворительным результатам.
В одном из предпочтительных вариантов осуществления 300 в печатающую головку введен контактный датчик 200. Этот контактный датчик 200 измеряет высоту материала внутри печатающей головки и, при превышении заранее заданной высоты, снижает подачу материала. К примеру, снижается скорость работы или полностью прекращается работа устройства 201 подачи материала.
В одном из предпочтительных вариантов осуществления на камере в устройстве 201 подачи материала в камеру расположен по меньшей мере один затворный элемент 299 для уменьшения утечки газа.
В одном из предпочтительных вариантов контактный датчик 200 представляет собой L-образный элемент, установленный в печатающей головке с возможностью вращения.
В одном из дальнейших вариантов осуществления с помощью устройства 100 подачи в печатающую головку может подаваться газ, например аргон. Благодаря этой подаче газа разогретый гранулят изолируется от контакта с окружающим воздухом. Такая изоляция предотвращает реакцию гранулята с воздухом. Кроме того, упомянутый газ может обладать предпочтительными свойствами в плане теплопроводности.
В одном из предпочтительных вариантов осуществления 300 в печатающей головке установлены один или более затворных элементов 299 в устройстве подачи материала. Они могут быть расположены последовательно для предотвращения проникновения воздуха в камеру печатающей головки.
На фиг. 5 показан такой вариант осуществления диска 112, при котором диск имеет подъем не в середине, а с одного края. Таким образом, вращение диска 112 создает непрерывный поток и предотвращает контакт полимера с боковой стенкой камеры. Контакт материала с наружной стенкой может привести к образованию комков или выделению добавляемого к грануляту материала, например стекловолокон.
Диск может как вращаться, так и перемещаться в вертикальном направлении. Это вертикальное перемещение согласно настоящему изобретению идет от нагревательной плиты 126, когда на жидкий полимер воздействует слишком большое давление, а следовательно, из печатающей головки выходит слишком много материала 134; и это перемещение идет к нагревательной плите 126, когда давление на жидкий полимер падает.
На фиг. 6 и 7 показан особенно предпочтительный диск 112. Выступы 112a непрерывно продвигают материал в направлении выпускного отверстия 128.
На фиг. 8 показаны выемки 126a в нагревательной плите. Эти выемки предпочтительны, так как позволяют улучшить подачу материала к выпускному отверстию.
На фиг. 9a, 9b, 9c и 10a, 10b, 10c показаны дальнейшие предпочтительные конструкции диска 112. Эти диски оптимизируют подачу материала к выпускному отверстию по имеющимся в них каналам, которые, благодаря их спиральной форме, улучшают регулировку количества выпускаемого материала.
На фиг. 11 показана еще одна соответствующая настоящему изобретению печатающая головка 400. Эта головка содержит, например, ультразвуковое или инфракрасное устройство 450 для замера высоты материала и соответственной регулировки подачи. Печатающая головка 400 содержит отсасывающий узел 460. Последний располагается непосредственно над выпускным отверстием 434. Отсасывающий узел 460 содержит камеру 461, которая вместе с выпускным каналом 462 соединяет внутренний объем печатающей головки 400 с выпускным отверстием 434.
В камере 461 с возможностью перемещения установлен поршень 463. Этот поршень соединен с приводом. По окончании процесса печати он активируется, чтобы предотвратить стекание капель материала; соответственно, поршень перемещается и позволяет камере 461 принимать материал. При возобновлении процесса печати материал снова продвигается в канал. Материал в камере 461 находится в контакте с нагревательной плитой 426 и поэтому остается жидким.
В одном из дальнейших предпочтительных вариантов осуществления настоящего изобретения выпускное отверстие 434 выполнено так, что может вращаться вокруг своей оси. Благодаря этому материал, выходящий через выпускное отверстие 434, приводится во вращение. Это может улучшать использование струи материала, например, при печати дуговых форм.
Кроме того, упомянутое вращение скручивает материал в шнур, что позволяет избежать образования струй.
Благодаря вращению выпускного отверстия при окончании процесса печати создается заданное место разрыва.
В одном из не показанных вариантов осуществления вместо гранулята используется жидкий двухкомпонентный полимер. Он также подается к выпускному отверстию шнеком.
В одном из предпочтительных вариантов осуществления на печатающей головке расположен ультрафиолетовый излучатель. С его помощью может производиться отверждение полимера, выходящего из печатающей головки.
Наконец, должно быть понятно, что в вышеописанные устройства регулировки потока гранул/жидкости для использования гранул и/или жидкости могут быть внесены дополнения, изменения или самоочевидные для специалистов вариации, не отступающие от защищаемого объема прилагаемой формулы изобретения.
Ссылочные обозначения
Печатающая головка 1
Подвод 2 газа
Внутренний объем 3
Спиральный шнек 10
Диск 12
Муфта 14
Зубцы 16
Приводной вал 18
Кожух 20
Скользящее соединение 22
Пружина 24
Нагревательная плита 26
Выпускное отверстие 28
Участок 30
канала Полимер 32
Выход 34
Верхняя сторона 36 диска
Вход 38 канала
Охлаждающий поток 40
Плавильная ванна 42
Полимерный гранулят 44
Ребра 46 охлаждения
Решетка 48
Поток 50 воздуха
Охлаждающий воздух 52
Теплоизоляторы 54
Привод 60
Устройство 100 подачи газа
Диск 112
Выступ 112a
Нагревательная плита 126
Выемка 126a
Выпускное отверстие 128
Материал 134
Контактный датчик 200
Устройство 201 подачи материала
Затвор 299
Печатающая головка 300
Печатающая головка 400
Шнек 412
Нагревательная плита 426
Выпускное отверстие 434
Ультразвуковое/инфракрасное устройство 450
Отсасывающий узел 460
Камера 461
Выпускной канал 462
Поршень 463
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА 3D-ПРИНТЕРА ДЛЯ ИСПОЛЬЗОВАНИЯ В 3D-ПРИНТЕРЕ, 3D-ПРИНТЕР С ТАКОЙ ГОЛОВКОЙ 3D-ПРИНТЕРА, СПОСОБ ЭКСПЛУАТАЦИИ ТАКОГО 3D-ПРИНТЕРА И ПЕЧАТНОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ С ПОМОЩЬЮ ТАКОГО 3D-ПРИНТЕРА | 2018 |
|
RU2765291C1 |
| 3D-принтер | 2022 |
|
RU2800191C1 |
| СПОСОБ 3D-ПЕЧАТИ ЭЛАСТОМЕРНО ДЕФОРМИРУЕМОГО КАУЧУКОВОГО ТЕЛА, В ЧАСТНОСТИ КАУЧУКОВОГО УПЛОТНЕНИЯ | 2019 |
|
RU2784451C1 |
| СПОСОБ СУШКИ И ДЕГАЗАЦИИ ПОЛИМЕРНЫХ ГРАНУЛ | 2018 |
|
RU2720314C1 |
| РЕГУЛЯТОР, ИМЕЮЩИЙ ИЗОЛИРОВАННУЮ ЗАГРУЗОЧНУЮ КАМЕРУ И УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ВЫБРОСОВ | 2012 |
|
RU2613619C2 |
| ЭКСТРУДЕР 3Д ПРИНТЕРА C КОНВЕКЦИОННЫМ НАГРЕВОМ | 2020 |
|
RU2745944C1 |
| Промышленный 3D-принтер для высокотемпературной печати | 2021 |
|
RU2770997C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭКСТРУЗИОННОГО ГРАНУЛИРОВАНИЯ И ГРАНУЛЯТ, ПОЛУЧЕННЫЙ С ИХ ИСПОЛЬЗОВАНИЕМ | 2012 |
|
RU2597613C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ МЕТОДОМ 3D-ПЕЧАТИ | 2022 |
|
RU2791611C1 |
| СПОСОБ АДДИТИВНОЙ ЭКСТРУЗИИ ОБЪЁМНЫХ ИЗДЕЛИЙ И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750995C2 |
Раскрыто устройство регулировки потока гранул/жидкости для печатающей головки 3D-принтера, в которую подаются гранулы и/или жидкость, расположенное в питаемой по каналу (2) печатающей головке (1) 3D-принтера, содержащей камеру (3) с плоскостью (26), в которой имеется по меньшей мере одно выпускное отверстие (28). Согласно настоящему изобретению внутри камеры (3) располагается по меньшей мере один шнек (12, 112, 412), подающий полимер (32, 34) к по меньшей мере одному выпускному отверстию (28, 128, 434), причем к шнеку (12, 112, 412) приложена сила в направлении плоскости (26), а расстояние между шнеком (12, 112, 412) и плоскостью (26) регулируется посредством давления материала (32, 34). Техническим результатом изобретения является обеспечение равномерной толщины наносимого слоя полимера. 2 н. и 13 з.п. ф-лы, 15 ил.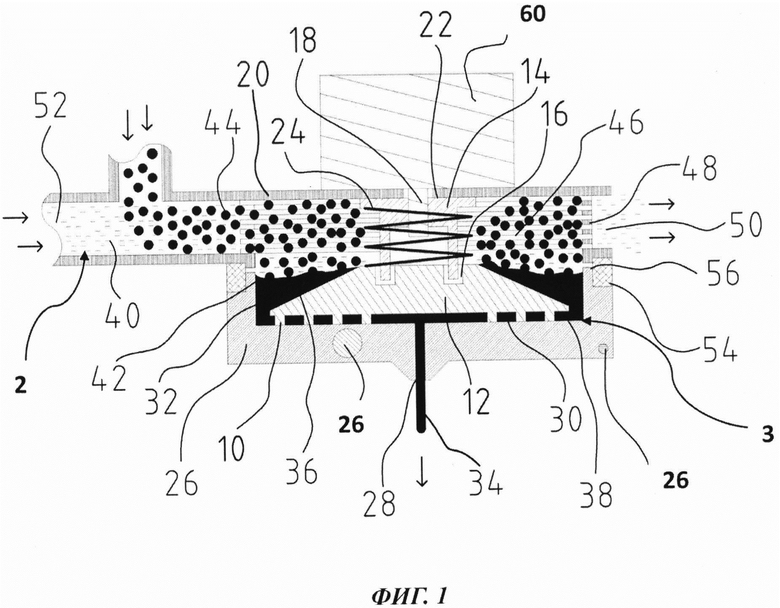
1. Устройство регулировки потока гранул/жидкости для печатающей головки 3D-принтера, в которую подаются гранулы и/или жидкости, расположенное в питаемой по каналу (2) печатающей головке (1) 3D-принтера, содержащей камеру (3) с плоскостью (26), причем плоскость (26) имеет по меньшей мере одно выпускное отверстие (28, 128, 434), отличающееся тем, что внутри камеры (3) расположен по меньшей мере один спиральный шнек (10, 12, 112, 412), выполненный с возможностью подачи полимера (32, 34), к по меньшей мере одному выпускному отверстию (28, 128, 434), причем предусмотрено средство создания силы, выполненное с возможностью приложения силы к спиральному шнеку (10, 12, 112, 412) в направлении плоскости (26), а расстояние между спиральным шнеком (10, 12, 112, 412) и плоскостью (26) регулируется посредством давления подаваемого полимера (32, 34).
2. Устройство по п. 1, отличающееся тем, что полимер представляет собой гранулят, и обеспечена возможность нагрева плоскости (26), или полимер представляет собой жидкий двухкомпонентный полимер.
3. Устройство по любому из предшествующих пунктов, отличающееся тем, что средство создания силы выполнено в виде пружины, действующей на спиральный шнек (10, 12, 112, 412), или средство создания силы выполнено как вес и/или собственный вес привода (60) спирального шнека (10, 12, 112, 412).
4. Устройство по п. 1 или 2, отличающееся тем, что средство создания силы выполнено в виде магнитного или электромагнитного элемента, действующего на спиральный шнек (10, 12, 112, 412).
5. Устройство по любому из предшествующих пунктов, отличающееся тем, что относительная скорость между нижней плоскостью (26) и спиральным шнеком (10, 12, 112, 412) регулируется в зависимости от давления полимера (32, 15, 34).
6. Устройство по любому из предшествующих пунктов, отличающееся тем, что на печатающей головке установлен ультрафиолетовый излучатель для отверждения полимера.
7. Устройство по любому из предшествующих пунктов, отличающееся тем, что спиральный шнек со своим диском (12) и плоскостью (26) камеры (3) имеет коническую форму.
8. Устройство по любому из предшествующих пунктов, отличающееся тем, что над выпускным отверстием расположен по меньшей мере один отсасывающий узел (460), причем отсасывающий узел (460) содержит камеру (461), соединяющую внутренний объем печатающей головки, содержащей спиральный шнек (10, 12, 112, 412), с выпускным отверстием посредством выпускного канала (462), при этом в камере (461) с возможностью перемещения установлен поршень (463), соединенный с приводом.
9. Устройство по любому из предшествующих пунктов, отличающееся тем, что содержит по меньшей мере один датчик для измерения высоты полимера во внутреннем объеме (3).
10. Устройство по п. 9, отличающееся тем, что датчик представляет собой контактный датчик (200).
11. Устройство по п. 9, отличающееся тем, что датчик представляет собой ультразвуковое устройство или инфракрасное устройство (450).
12. Устройство по любому из предшествующих пунктов, отличающееся тем, что содержит устройство (100) подачи газа для подачи газа во внутренний объем (3).
13. Устройство по п. 11, отличающееся тем, что на камере в устройстве (201) подачи полимера расположен по меньшей мере один затворный элемент (299) для уменьшения утечки газа.
14. Устройство по любому из предшествующих пунктов, отличающееся тем, что выпускное отверстие (28, 128, 434) выполнено с возможностью вращения.
15. Способ подачи гранул и/или жидкостей в печатающую головку 3D-принтера, включающий следующие шаги:
обеспечивают подачу гранул и/или жидкостей через канал подачи в камеру с плитой, имеющей отверстие, при этом обеспечена возможность выхода расплавленного или жидкого полимера, полученного из гранул и/или жидкостей, через указанное отверстие,
прикладывают по оси силу к спиральному шнеку, расположенному в камере,
подводят полимер в направлении к отверстию или подводят полимер повторно в направлении от отверстия за счет вращения спирального шнека относительно плиты, при этом спиральный шнек поднимается в направлении, противоположном приложенной силе, при чрезмерно высоком давлении полимера, и производительность спирального шнека снижается.
| US 5656230 A, 12.08.1997 | |||
| US 2012237631 A1, 20.09.2012 | |||
| ВОЗДУХООЧИСТИТЕЛЬ С ПОЛЯРИЗУЕМЫМ ПОД ДЕЙСТВИЕМ ЭЛЕКТРИЧЕСКОГО ПОЛЯ МАТЕРИАЛОМ С ЭЛЕКТРОПРОВОДНЫМИ УТОЛЩЕНИЯМИ | 2006 |
|
RU2418636C2 |
| СПОСОБ ПОСЛОЙНОГО ПРОИЗВОДСТВА ТРЕХМЕРНОГО ОБЪЕКТА | 2008 |
|
RU2469851C2 |

