Область техники
Изобретение относится к машиностроительной области, а именно к 3D принтерам, в частности к экструдерам полимеров, предназначенных для установки на 3D принтеры объемной печати различной схемы компоновки с целью изготовления конструкций, в том числе для моделирования в различных отраслях машиностроения, печати макетов, форм и прочих изделий простой и сложной геометрической формы по аддитивной технологии.
Уровень техники
Основой всех известных способов 3D печати являются следующие шаги: формирование поперечных сечений изготавливаемого объекта, послойное наложение этих сечений и комбинирование слоев, с созданием заданной геометрии изделия, соответствующей компьютерной 3D модели.
В зависимости от выбранной технологии трехмерной печати изделий могут использоваться различные материалы: металлические и керамические порошки, жидкие смолы, воск, пластик, различные листовые материалы, композитные материалы (из соединений целлюлозы, специальных волокон и других добавок, смесь литейного песка и добавок), строительные смеси на основе цемента, гипса, шамотной глины. Так для технологии FFF (FDM) характерна печать различными видами пластиков.
3D-печать может осуществляться разными способами и с использованием различных материалов, в основе которых лежит принцип послойного создания (выращивания) твердого объекта, в результате которой объект формируется путем послойной укладки строительного материала на высоту сформированного слоя. Технология FFF (FDM) – послойная укладка расплавленного пластика.
Во всех известных случаях печати полимерными материалами, требующих нагрева и расплава, независимо от конструкции принтера (портальная, с угловыми координатами на базе роботов — манипуляторов), печатающие головки принтеров, как правило, оснащены твердотельными нагревателями патронного типа, либо со спиральными нагревательными элементами в различных вариантах.
Из уровня техники известен способ формирования среды заданной температуры в рабочей камере 3D-принтера с помощью резистивных нагревательных элементов, мощность с которых снимается воздушным потоком, поступающим в рабочую камеру 3D-принтера. (см. [1] US6722872, МПК B29C 41/36; B29C 67/00, опубл. 20.04.2004).
Недостатками такого способа являются изнашиваемость резистивных элементов, например, металлической проволоки, с которой осуществляется съём мощности; при отказе системы подачи воздуха или ошибках регулирования резистивные элементы могут перегреваться и разрушаться.
Из уровня техники известен способ формирования среды заданной температуры в рабочей камере 3D-принтера с помощью нагревательных элементов с положительным температурным коэффициентом сопротивления (PTC; позисторы; полупроводниковые кристаллы), мощность с которых снимается воздушным потоком, поступающим в рабочую камеру 3D-принтера (см. [2] CN106738926, МПК B29C 64/20; B29C 64/295, опубл. 31.05.2017)
Из уровня техники известен способ формирования среды заданной температуры в рабочей камере 3D-принтера с помощью плоских нагревательных элементов с внешним алюминиевым радиатором, мощность с которого снимается воздушным потоком, поступающим в рабочую камеру 3D-принтера (см. [3] US10265941, МПК B29C 67/00; B33Y 10/00, опубл. 23.04.2019).
Недостатками указанных аналога являются:
- неравномерность прогрева в следствии локального расположения нагревателя относительно зоны расплава;
- низкая мощность применяемых нагревателей, что делает невозможным печатать конструкции большого объёма;
- высокая инерционность нагрева.
Альтернативный способ конвекционного нагрева не используется в существующих FFF 3д принтерах, в связи с высокой мощностью нагревателей, требующих больших энергозатрат на охлаждение модели при печати небольших изделий. Однако при печати больших по линейным размерам и объёмам изделий конвекционный нагрев экструдера 3Д принтера оправдан. Кроме того, посредством конвекционного нагрева горячим воздухом возможна печать сыпучими гранулированными пластиками. Из уровня развития техники известны применяемые способы конвекционного нагрева пластиков в сварочных экструдерах.
Наиболее близким аналогом к заявленному изобретению по совокупности признаков, принятым за прототип, является способ и устройство ручного экструдера для сварки пластиков (см. [4] патент РФ на полезную модель №189590, МПК В29С 48/15, опубл. 28.05.2019). В заявке представлено описание ручного экструдера для сварки пластиков. В данном решении предложено нагревать пластик с помощью потока горячего воздуха.
В конструкции ручного экструдера для сварки пластиков не предусмотрено:
- использование принципа конвекционного нагрева горячим воздухом ручного экструдера для сварки пластиков в устройстве для формирования изделий по аддитивной технологии методом послойного выращивания в т.ч. в 3Д принтерах;
- использование в качестве привода подающего шнека шаговых двигателей, сервоприводов или аналогичных регулируемых приводов, что позволяет управлять скоростью экструдирования расплавленного пластика в системах с ЧПУ, в т.ч. в 3д принтерах (FFF);
- автоматического контроля и управления температурой нагрева;
- изменение температуры нагрева посредством систем с ЧПУ.
Сущность изобретения
Технической задачей, стоящей перед изобретением, является устранение недостатков аналогов и расширение функциональных возможностей.
Техническим результатом заявленного изобретения является значительное увеличение производительности 3д принтеров (FFF), возможность печати крупногабаритных изделий (в настоящее время FFF принтеры имеют строительный объём не более 1,5 куб.м.), значительное удешевление стоимости печати, возможность печати различными гранулированными пластиками.
Согласно изобретению, техническая задача решается, а технический результат достигается за счет того, что экструдер 3Д принтера с конвекционным нагревом состоит из корпуса с устройством крепления, позволяющим закрепить экструдер на исполнительных механизмах принтера, транспортной системы для подачи гранулированного пластика, которая служит для подачи гранулированного пластика в камеру расплава пластика, из которой расплав пластика экструдируется шнеком из сопла, при этом камера расплава пластика расположена внутри конвекционной камеры нагрева и нагревается конвекционным способом горячим воздухом, нагреваемым нагревателем и вентилятором и подаваемый в конвекционную камеру нагрева, позволяющим увеличить мощность и скорость нагрева пластика до расплавленного состояния и, соответственно увеличить производительность 3Д принтера, сделать прогрев камеры расплава пластика равномерным.
Также техническая задача решается, а технический результат достигается за счет того, что привод шнека, который экструдирует из сопла расплав пластика, формируя слой печатаемого изделия, во вращение осуществляется приводом ЧПУ (шаговый двигатель, сервопривод или аналогичный регулируемый привод), позволяющим дозировать расплав пластика при экструзии.
Также техническая задача решается, а технический результат достигается за счет того, что температура нагрева в конвекционной камере нагрева контролируется посредством датчика температуры, интегрированного в камеру расплава пластика, что позволяет посредством системы управления с ЧПУ поддерживать, либо изменять температуру нагреваемого воздуха нагревателя воздуха.
Также техническая задача решается, а технический результат достигается за счет того, что экструдеры подобной конструкции могут быть применены на всех типах FFF (FDM) 3Д принтерах, независимо от компоновки (портальная, дельта, с угловыми координатами и принтеров на базе роботов — манипуляторов).
Также техническая задача решается, а технический результат достигается за счет того, что нагревание камеры расплавление пластика осуществляется за счёт конвекционного нагрева её горячим воздухом.
Также техническая задача решается, а технический результат достигается за счет того, что в качестве привода подающего шнека шаговых двигателей, сервоприводов или аналогичных регулируемых приводов, что позволяет управлять скоростью экструдирования расплавленного пластика в системах с ЧПУ, в т.ч. в 3д принтерах (FFF).
Также техническая задача решается, а технический результат достигается за счет того, что регулирование температуры нагрева контролируется с помощью датчика температуры и осуществляется автоматически.
Также техническая задача решается, а технический результат достигается за счет того, что изменение температуры нагрева осуществляется посредством систем с ЧПУ (контролерами различных типов).
Краткое описание чертежей
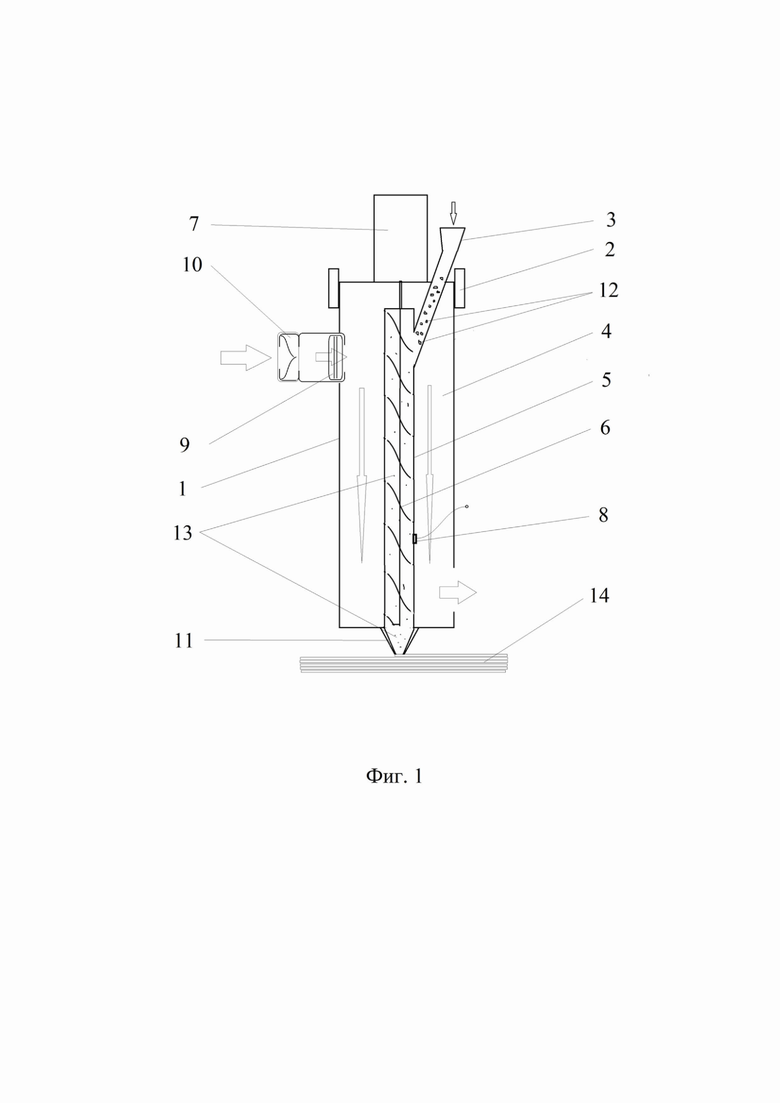
На фиг. 1 – вид сбоку (в разрезе) экструдера 3Д принтера с конвекционным нагревом.
На фигурах обозначены следующие позиции:
1 — корпус;
2 — устройство крепления;
3 — транспортная система для подачи гранулированного пластика;
4 — конвекционная камера нагрева;
5 — камера расплава пластика;
6 — шнек;
7 — привода ЧПУ (шаговый двигатель, сервопривод или аналогичный регулируемый привод);
8 — датчик температуры;
9 — нагревателя воздуха;
10 — вентилятор;
11 — сопло с выходным отверстием для экструдирования расплавленного пластика.
12 — гранулированный пластик;
13 — расплав пластика;
14 — печатаемое изделие.
Осуществление изобретения
Экструдер 3Д принтера с конвекционным нагревом предназначен для разогрева пластика до температуры плавления с высокой производительностью, дозирования его за счёт управления скоростью вращения привода (шагового двигателя, сервопривода или аналогичного регулируемого привода) шнека посредством систем с ЧПУ (контролерами различных типов) и экструдирования расплавленного пластика через сопло, поддержания, регулирования и изменения температуры нагрева посредством систем с ЧПУ (контролерами различных типов).
Экструдер 3Д принтера с конвекционным нагревом состоит из корпуса (1) с устройством крепления (2), транспортной системы для подачи гранулированного пластика (3), которая служит для подачи гранулированного пластика (12) в камеру расплава пластика (5), расположенную внутри конвекционной камеры нагрева (4) горячим воздухом. Нагретый нагревателем (9) воздух вентилятором (10) подается в конвекционную камеру нагрева (4) и разогревает расположенную внутри конвекционной камеры нагрева (4) камеру расплава пластика (5). Внутри камеры расплава пластика (5) расположен подающий расплав пластика (13) шнек (6), приводимый во вращение приводом ЧПУ (шаговый двигатель, сервопривод или аналогичный регулируемый привод) (7). Расплав пластика (13) экструдируется из сопла (11), формируя слой печатаемого изделия (14). Температура нагрева контролируется посредством датчика температуры (8), интегрированного в камеру расплава пластика (5), что позволяет посредством системы управления с ЧПУ (контролерами различных типов) поддерживать, либо изменять температуру нагреваемого воздуха нагревателя воздуха (9).
Устройство работает следующим образом.
Корпус экструдера (1) 3Д принтера с конвекционным нагревом закрепляется посредством устройства крепления (2) на исполнительных механизмах перемещения 3Д принтера. Гранулированный пластик (12) загружается (подаётся) посредством транспортной системы для подачи гранулированного пластика (3) в камеру расплава пластика (5), где расплавляется до состояния жидкого расплава пластика (13), позволяющего экструдировать расплав через сопло с выходным отверстием для экструдирования расплавленного пластика (11) в слой изделия, который формируется посредством управления исполнительными механизмами 3Д принтера, управляемыми системой управления с ЧПУ (контролерами различных типов). Камера расплава пластика (5) расположена внутри конвекционной камеры нагрева (4), обдувается и разогревается горячим воздухом, который от нагревателя воздуха (9) подается в конвекционную камеру нагрева (4) вентилятором (10). Подающий расплав пластика (13) шнек (6), расположен внутри камеры расплава пластика (5) и приводится во вращение приводом ЧПУ (шаговый двигатель, сервопривод или аналогичный регулируемый привод) (7). Расплав пластика (13) под давлением витков шнека (6) экструдируется из сопла (11), формируя слой печатаемого изделия (14). Температура нагрева контролируется посредством датчика температуры (8), интегрированного в камеру расплава пластика (5), и позволяет посредством системы управления с ЧПУ (контролерами различных типов) поддерживать, либо изменять температуру нагреваемого воздуха нагревателя воздуха (9).
Причинно-следственная связь между техническим результатом и существенными признаками формулы изобретения заключается в следующем:
- увеличении производительности 3д принтеров (FFF) за счет применения конвекционного способа нагрева в экструдере 3Д принтера, что позволило увеличить мощность и скорость нагрева пластика до расплавленного состояния, сделать прогрев камеры расплава пластика (5) равномерным;
- получении возможности печати крупногабаритных изделий за счет увеличения производительности 3д принтеров (FFF) при применении конвекционного способа нагрева в экструдере 3Д принтера;
- значительном удешевление стоимости печати за счёт возможности печати гранулированными пластиками, в том числе гранулированными пластиками вторичной переработки, стоимость которых в среднем в 8-20 раз дешевле филамента, обычно применяемого в FFF - (FDM) 3д принтерах
| название | год | авторы | номер документа |
|---|---|---|---|
| 3D-принтер | 2022 |
|
RU2800191C1 |
| Способ изготовления приёмной гильзы для протезов конечностей на базе технологии трёхмерной FGF-печати | 2024 |
|
RU2841471C1 |
| СПОСОБ АДДИТИВНОЙ ЭКСТРУЗИИ ОБЪЁМНЫХ ИЗДЕЛИЙ И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750995C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛАМЕНТА | 2024 |
|
RU2840751C1 |
| Экструдер для изготовления продукции методом FDM-печати | 2020 |
|
RU2740693C1 |
| Способ упрочнения 3D-печатных конструкций | 2020 |
|
RU2750426C1 |
| Способ трехмерной печати термопластичным композиционным материалом | 2019 |
|
RU2722944C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| Способ получения градиентного полимерного композита методом 3D-печати (варианты) и градиентный полимерный композит, полученный указанным способом | 2023 |
|
RU2812548C1 |
| Печатающая головка для аддитивного производства изделий | 2017 |
|
RU2662015C1 |
Изобретение относится к машиностроительной области, а именно к 3D принтерам, в частности к экструдерам полимеров, предназначенным для установки на 3D принтеры объемной печати различной схемы компоновки с целью изготовления конструкций, в том числе для моделирования в различных отраслях машиностроения, печати макетов, форм и прочих изделий простой и сложной геометрической формы по аддитивной технологии. Экструдер включает корпус с устройством крепления, транспортную систему для подачи гранулированного пластика, которая служит для подачи гранулированного пластика в камеру расплава пластика, из которой расплав пластика экструдируется шнеком из сопла. Камера расплава пластика расположена внутри конвекционной камеры нагрева и нагревается конвекционным способом горячим воздухом, нагреваемым нагревателем и вентилятором и подаваемым в конвекционную камеру нагрева. Увеличивается мощность и скорость нагрева пластика до расплавленного состояния, производительность 3Д принтера, обеспечивается равномерный прогрев камеры расплава, печать крупнеогабаритных изделий с различными гранулированными пластиками. 2 з.п. ф-лы, 1 ил.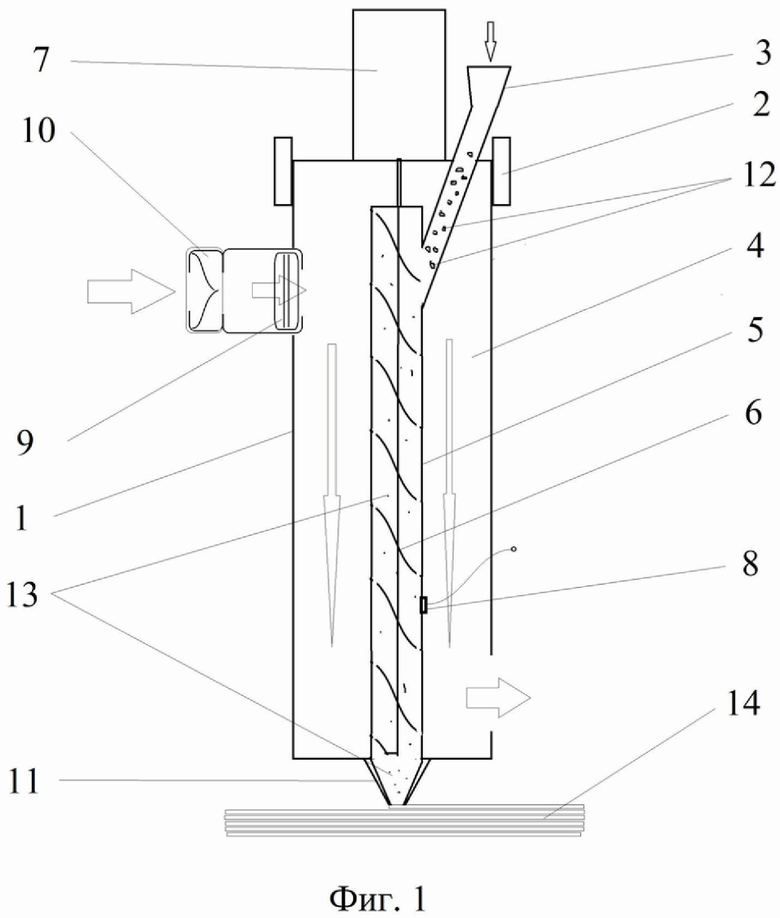
1. Экструдер 3Д принтера с конвекционным нагревом, состоящий из корпуса (1) с устройством крепления (2), транспортной системы для подачи гранулированного пластика (3), которая служит для подачи гранулированного пластика (12) в камеру расплава пластика (5), из которой расплав пластика (13) экструдируется шнеком (6) из сопла (11), отличающийся тем, что камера расплава пластика (5) расположена внутри конвекционной камеры нагрева (4) и нагревается конвекционным способом горячим воздухом, нагреваемым нагревателем (9) и вентилятором (10) и подаваемым в конвекционную камеру нагрева (4), позволяющим увеличить мощность и скорость нагрева пластика до расплавленного состояния и соответственно увеличить производительность 3Д принтера, сделать прогрев камеры расплава пластика (5) равномерным.
2. Экструдер 3Д принтера с конвекционным нагревом по п. 1, отличающийся тем, что привод шнека (6), который экструдирует из сопла (11) расплав пластика (13), формируя слой печатаемого изделия (14), во вращение осуществляется приводом ЧПУ (7), позволяющим дозировать расплав пластика (13) при экструзии.
3. Экструдер 3Д принтера с конвекционным нагревом по п. 1, отличающийся тем, что температура нагрева в конвекционной камере нагрева контролируется посредством датчика температуры (8), интегрированного в камеру расплава пластика (5), что позволяет посредством системы управления с ЧПУ поддерживать либо изменять температуру нагреваемого воздуха нагревателя воздуха (9).
| US 2019134972 A1, 09.05.2019 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОК ИЗ ТЕРМОПЛАСТИЧНЫХ ПЛАСТМАСС | 2008 |
|
RU2486057C2 |
| Способ трехмерной печати термопластичным композиционным материалом | 2019 |
|
RU2722944C1 |
| ЭКСТРУЗИОННОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПОЛЫХ ПРОФИЛЕЙ ПО МЕНЬШЕЙ МЕРЕ С ОДНОЙ ЗАПОЛНЕННОЙ ПЕНОЙ ПОЛОЙ КАМЕРОЙ | 2000 |
|
RU2243094C2 |
| 0 |
|
SU190068A1 | |
| US 10525692 B2, 07.01.2020 | |||
| DE 102018102731 A1, 08.08.2019 | |||
| US 10569466 B2, 25.02.2020 | |||
| CN 111590915 A, 28.08.2020 | |||
| WO 2020104532 A1, 28.05.2020. | |||

