Изобретение относится к машиностроению и может быть использовано на предприятиях металлообрабатывающей промышленности для оценки работоспособности шлифовальных кругов при шлифовании в конкретных условиях на выбранном оборудовании и режиме обработки.
Для определения работоспособности шлифовальных кругов существуют различные способы их испытаний и критерии ее оценки.
Известен способ оценки работоспособности шлифовального круга, заключающийся в том, что кругу сообщают вынужденные колебания, регистрируют параметры колебательного процесса, по которым судят о стойкости, при этом кругу сообщают вращение, вводят его в контакт с обрабатываемой деталью, увеличивают усилие прижима до возникновения резонанса, регистрируют время затухания резонанса, которое принимают за основной параметр. (Авторское свидетельство СССР 951124, G01N 3/58, д.п. 15.08.1982 г.).
Недостатком способа является необходимость применения специального оборудования и приборов для сообщения кругу колебательного процесса, регистрирования возникающего резонанса и времени его затухания. Кроме того, отсутствует привязка к конкретным условиям шлифования и режиму обработки.
Известен способ оценки работоспособности шлифовального круга по его удельному износу, включающий закрепление кольца, имеющего базовую поверхность, на планшайбе шлифовального круга соосно с его рабочей поверхностью, подвод шлифовального круга до контакта с обрабатываемой поверхностью образца, шлифование образца, определение объема сошлифованного материала образца, и объема израсходованного абразива шлифовального круга с учетом его радиуса и определение удельного износа как частного от деления объема израсходованного абразива на объем сошлифованного материала, при этом обрабатываемый образец устанавливают на поверхности стола станка, используемой в качестве дополнительной базовой поверхности, причем до и после шлифования для определения упомянутых объемов сошлифованного материала и израсходованного абразива выполняют измерение расстояния от базовой наружной поверхности кольца до дополнительной базовой поверхности и по разности величин упомянутых расстояний определяют значение радиуса шлифовального круга до и после шлифования. (Патент РФ 2613254, G01N 3/58, В24В 1/00, д.п. 15.03.2017 г.).
Недостатком известного решения является необходимость измерения расстояния от цилиндрической поверхности кольца до дополнительной базовой поверхности (поверхности стола станка) при контактировании зернистой поверхности круга с поверхностью образца, подлежащего шлифованию, что приводит к погрешности определения удельного износа. К недостатку также следует отнести изготовление специальной планшайбы, установку на ней кольца соосно рабочей поверхности круга и доработку кожуха, закрывающего шлифовальный круг.
Технической задачей изобретения является повышение точности определения работоспособности шлифовального круга и упрощение реализации способа.
Поставленная задача решается испытанием шлифовального круга, состоящем из установки шлифовального круга на планшайбу шлифовальной головки, установки правящего инструмента и образца прямоугольного сечения на поверхность стола плоскошлифовального станка, правки шлифовального круга, измерения длины шлифуемой поверхности образца и расстояния от шлифуемой поверхности образца до поверхности стола станка, шлифования образца, измерения расстояния от прошлифованной поверхности образца до поверхности стола и выбора критерия, по которому определяют работоспособность шлифовальных кругов.
Новым является то, что используют образцы, при установке которых на поверхность стола станка расстояние от шлифуемой поверхности образца до поверхности стола станка меньше расстояния от рабочей поверхности правящего инструмента до поверхности стола станка, при этом в качестве первого шлифуемого образца выбирают образец, при установке которого на поверхность стола станка расстояние от шлифуемой поверхности до поверхности стола станка максимальное, шлифуют первый образец, выдерживая перемещение круга от плоскости, проходящей через вершину рабочей поверхности правящего инструмента и параллельной поверхности стола станка, определенной величины, шлифуют следующие образцы, причем величину перемещения кругов в вертикальном направлении от упомянутой плоскости рассчитывают по формуле
A2=A1+H1-H2; где
A2 - величина вертикального перемещения шлифовального круга при шлифовании каждого образца, за исключением первого;
А1 - величина вертикального перемещения шлифовального круга при шлифовании первого образца;
Н1 - расстояние от шлифуемой поверхности первого образца до поверхности стола станка;
H2 - расстояние от поверхности образца до поверхности стола станка при шлифовании следующих образцов;
а в качестве критерия, определяющего работоспособность шлифовальных кругов, используют отношение разницы между расстоянием от шлифуемой поверхности образца до поверхности стола станка и расстоянием от прошлифованной поверхности образца до стола станка к длине шлифуемой поверхности образца.
Способ иллюстрируется эскизами.
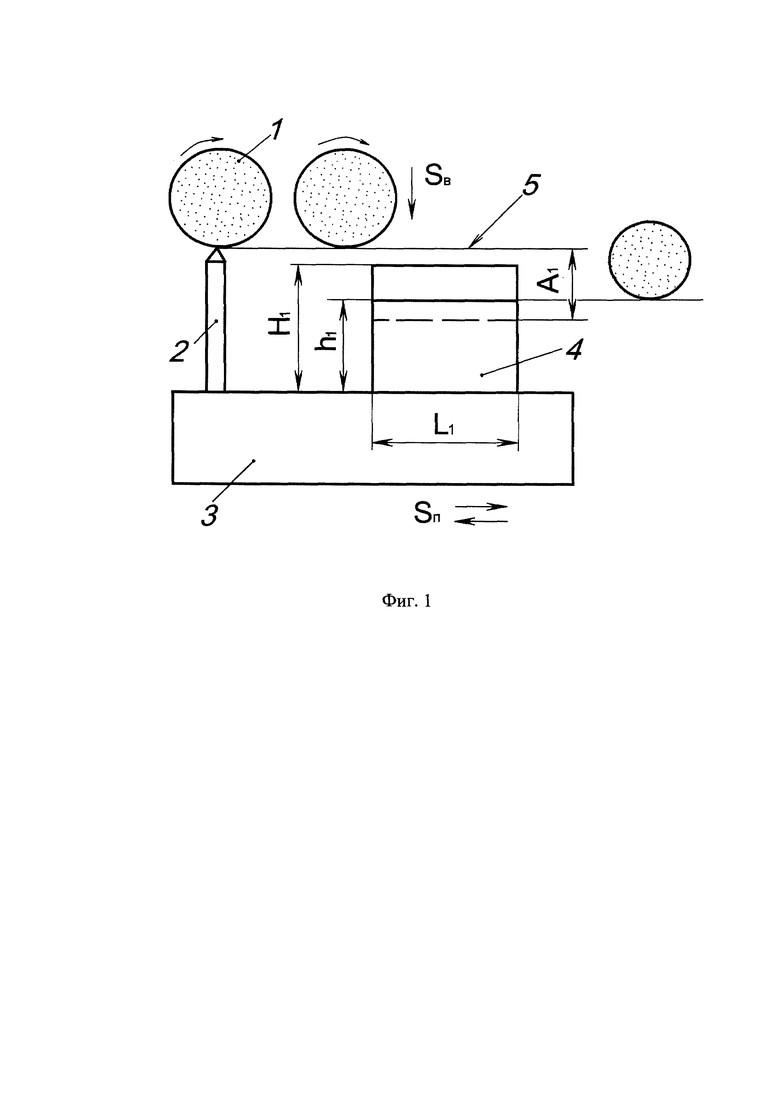
На фиг. 1 изображены: первый испытываемый шлифовальный круг после правки; расположение первого круга и первого образца до шлифования; расположение первого круга после шлифования первого образца, где
1 - первый испытываемый шлифовальный круг;
2 - правящий инструмент;
3 - стол плоскошлифовального станка;
4 - шлифуемый первый образец;
5 - плоскость, проходящая через вершину правящего инструмента, параллельная поверхности стола станка;
H1 - расстояние от шлифуемой поверхности первого образца до поверхности стола станка;
h1 - расстояние от прошлифованной поверхности первого образца до стола станка;
L1 - длина шлифуемой поверхности первого образца;
A1 - величина вертикального перемещения шлифовального круга при шлифовании первого образца;
Sв - вертикальная подача круга;
Sп - продольная подача стола станка.
На фиг. 2 изображены: расположение второго испытываемого круга после правки; расположение второго шлифовального круга до шлифования второго образца; расположение второго круга после шлифования второго образца, где
1 - второй испытываемый круг;
2 - правящий инструмент;
3 - стол станка;
4 - второй шлифуемый образец;
5 - плоскость, проходящая через вершину правящего инструмента, параллельная поверхности стола станка;
H2 - расстояние от шлифуемой поверхности второго образца до поверхности стола;
h2 - расстояние от прошлифованной поверхности второго образца до стола;
L2 - длина шлифуемой поверхности второго образца;
А2 - величина вертикального перемещения второго шлифовального круга при шлифовании второго образца.
Sв - вертикальная подача круга;
Sп - продольная подача стола станка.
Следующие шлифовальные круги испытывают по схеме, представленной на фиг. 2, аналогичным образом.
Способ определения работоспособности цилиндрических шлифовальных кругов при плоском продольном шлифовании периферийной поверхностью шлифовального круга осуществляют следующим образом.
Устанавливают правящий инструмент 2 на стол 3 станка и измеряют расстояние от его вершины до поверхности стола 3. Изготавливают образцы с высотами, меньшими расстояния от вершины правящего инструмента 2 до поверхности стола 3 станка. Выбирают первый образец, при установке которого на поверхность стола 3 расстояние от его шлифуемой поверхности до поверхности стола 3 станка будет максимальным (фиг. 1). При недостаточной высоте правящего инструмента между его основанием и поверхностью стола станка можно вставить прокладки.
Устанавливают первый образец на стол, измеряют расстояние от шлифуемой поверхностью образца до поверхности стола, длину шлифуемой поверхности и шлифуют образец, выдерживая перемещение круга от плоскости, проходящей через вершину рабочей поверхности правящего инструмента и параллельной поверхности стола, определенной величины А1 с продольной подачей Sп стола и вертикальной подачей SR круга.
После окончания шлифования отводят круг от образца и снимают его с планшайбы. Измеряют расстояние от прошлифованной поверхности образца до поверхности стола. Снимают первый образец со стола.
Закрепляют на планшайбе шлифовальной головки следующий (второй) испытываемый круг и производят его правку (фиг. 2). Устанавливают на стол станка второй образец, измеряют расстояние от его шлифуемой поверхности до поверхности стола, длину шлифуемой поверхности и шлифуют образец на тех же режимах Sп и Sв, что и первый образец, выдерживая перемещение круга от плоскости, проходящей через вершину рабочей поверхности правящего инструмента и параллельной поверхности стола, на величину А2, определяемую по формуле:
A2=A1+H1-H2, где
А1 - величина вертикального перемещения шлифовального круга при шлифовании первого образца;
Н1 - расстояние от шлифуемой поверхности первого образца до поверхности стола;
H2 - расстояние от шлифуемой поверхности второго образца до поверхности стола.
После окончания шлифования отводят круг от образца и снимают его с планшайбы. Измеряют расстояние от прошлифованной поверхности образца до поверхности стола.
Аналогично испытанию второго шлифовального круга испытывают остальные круги.
Определяют работоспособность каждого круга как частное от деления разницы между расстоянием от шлифуемой поверхности образца до поверхности стола и расстоянием от прошлифованной поверхности образца до поверхности стола на длину шлифуемой поверхности образца.
Чем больше вычисленная величина, тем выше работоспособность шлифовального круга.
Способ может быть использован для определения работоспособности шлифовальных кругов с одинаковой физико-химической характеристикой, но разного диаметра; кругов одинакового диаметра, но с разной физико-химической характеристикой и также для определения обрабатываемости материалов шлифованием на любом производстве, где имеются плоскошлифовальные станки.
Способ позволяет исключить затраты на изготовление специальной оснастки, а отсутствие измерений, задействованных с контактированием шлифовального круга, повышает точность определения его работоспособности. Установка образцов ниже плоскости, проходящей через вершину правящего инструмента и параллельной поверхности стола, обеспечивает минимальные перемещения круга для шлифования при смене образцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2022 |
|
RU2781807C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2398212C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАДИАЛЬНОЙ СОСТАВЛЯЮЩЕЙ СИЛЫ РЕЗАНИЯ ПРИ ГЛУБИННОМ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА | 1994 |
|
RU2086938C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА, УЧИТЫВАЮЩЕГО ВЛИЯНИЕ СОЖ НА СИЛЫ РЕЗАНИЯ ПРИ ПЛОСКОМ ГЛУБИННОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА | 1994 |
|
RU2099173C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 2015 |
|
RU2613254C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2184025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |

Изобретение относится к машиностроению и может быть использовано на предприятиях металлообрабатывающей промышленности для оценки работоспособности шлифовальных кругов при шлифовании в конкретных условиях на выбранном оборудовании и режиме обработки. Испытание шлифовального круга состоит из установки шлифовального круга на планшайбу шлифовальной головки, установки правящего инструмента и образца прямоугольного сечения на поверхность стола плоскошлифовального станка, правки шлифовального круга, измерения длины шлифуемой поверхности образца и расстояния от шлифуемой поверхности образца до поверхности стола станка, шлифования образца, измерения расстояния от прошлифованной поверхности образца до поверхности стола и выбора критерия, по которому определяют работоспособность шлифовальных кругов. Используют образцы, при установке которых на поверхность стола станка расстояние от шлифуемой поверхности образца до поверхности стола станка меньше расстояния от рабочей поверхности правящего инструмента до поверхности стола станка, при этом в качестве первого шлифуемого образца выбирают образец, при установке которого на поверхность стола станка расстояние от шлифуемой поверхности до поверхности стола станка максимальное, шлифуют первый образец, выдерживая перемещение круга от плоскости, проходящей через вершину рабочей поверхности правящего инструмента и параллельной поверхности стола станка, определенной величины, шлифуют следующие образцы, причем величину перемещения кругов в вертикальном направлении от упомянутой плоскости рассчитывают по формуле A2=A1+H1-H2; где A2 - величина вертикального перемещения шлифовального круга при шлифовании каждого образца, за исключением первого; A1 - величина вертикального перемещения шлифовального круга при шлифовании первого образца; H1 - расстояние от шлифуемой поверхности первого образца до поверхности стола станка; Н2 - расстояние от поверхности образца до поверхности стола станка при шлифовании следующих образцов. В качестве критерия, определяющего работоспособность шлифовальных кругов, используют отношение разницы между расстоянием от шлифуемой поверхности образца до поверхности стола станка и расстоянием от прошлифованной поверхности образца до стола станка к длине шлифуемой поверхности образца. Технический результат - повышение точности определения работоспособности шлифовального круга и упрощение реализации способа. 2 ил.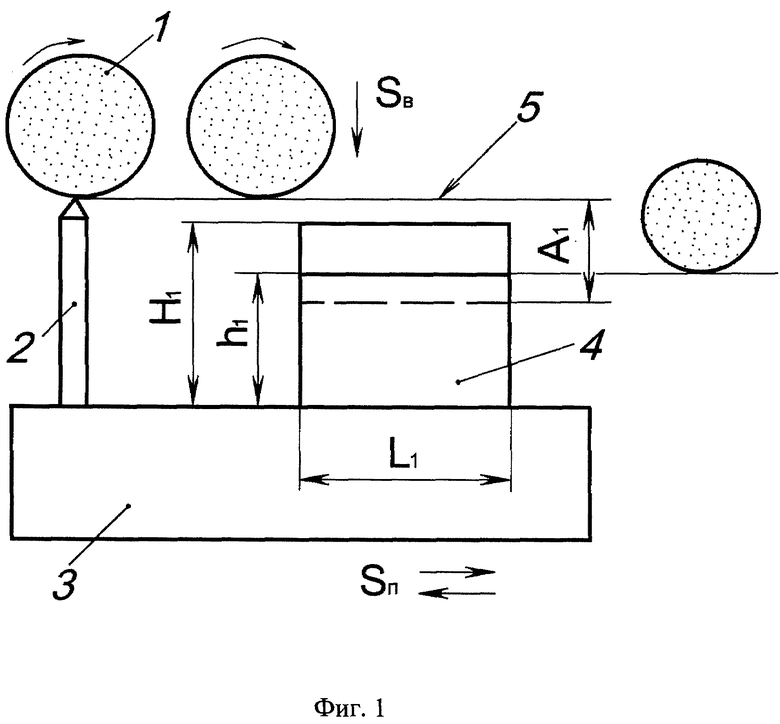
Способ определения работоспособности цилиндрических шлифовальных кругов при плоском продольном шлифовании периферийной поверхностью, заключающийся в их последовательном испытании, состоящем из установки шлифовального круга на планшайбу шлифовальной головки, установки правящего инструмента и образца прямоугольного сечения на поверхность стола плоскошлифовального станка, правки шлифовального круга, измерения длины шлифуемой поверхности образца и расстояния от шлифуемой поверхности образца до поверхности стола станка, шлифования образца, измерения расстояния от прошлифованной поверхности образца до поверхности стола и выбора критерия, по которому определяют работоспособность шлифовальных кругов, отличающийся тем, что используют образцы, при установке которых на поверхность стола станка расстояние от шлифуемой поверхности образца до поверхности стола станка меньше расстояния от рабочей поверхности правящего инструмента до поверхности стола станка, при этом в качестве первого шлифуемого образца выбирают образец, при установке которого на поверхность стола станка расстояние от шлифуемой поверхности до поверхности стола станка максимальное, шлифуют первый образец, выдерживая перемещение круга от плоскости, проходящей через вершину рабочей поверхности правящего инструмента и параллельной поверхности стола станка, определенной величины, шлифуют следующие образцы, причем величину перемещения кругов в вертикальном направлении от упомянутой плоскости рассчитывают по формуле
A2=A1+H1-H2; где
A2 - величина вертикального перемещения шлифовального круга при шлифовании каждого образца, за исключением первого;
A1 - величина вертикального перемещения шлифовального круга при шлифовании первого образца;
H1 - расстояние от шлифуемой поверхности первого образца до поверхности стола станка;
Н2 - расстояние от поверхности образца до поверхности стола станка при шлифовании следующих образцов;
а в качестве критерия, определяющего работоспособность шлифовальных кругов, используют отношение разницы между расстоянием от шлифуемой поверхности образца до поверхности стола станка и расстоянием от прошлифованной поверхности образца до стола станка к длине шлифуемой поверхности образца.
| СПОСОБ ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 2015 |
|
RU2613254C1 |
| Способ определения удельного износа цилиндрического шлифовального круга | 1989 |
|
SU1693455A1 |
| DE 102011113295 A1, 14.03.2013 | |||
| CN 107631953 A, 26.01.2018 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2398212C1 |

