Изобретение относится к машиностроению и может быть использовано на предприятиях металлообрабатывающей промышленности для оценки работоспособности шлифовальных кругов при шлифовании в конкретных условиях на выбранном оборудовании и режиме обработки.
Для определения работоспособности шлифовальных кругов существуют различные способы их испытаний и критерии ее оценки.
Известен способ оценки работоспособности шлифовального круга, заключающийся в том, что кругу сообщают вынужденные колебания, регистрируют параметры колебательного процесса, по которым судят о стойкости, при этом кругу сообщают вращение, вводят его в контакт с обрабатываемой деталью, увеличивают усилие прижима до возникновения резонанса, регистрируют время затухания резонанса, которое принимают за основной параметр. (Авторское свидетельство СССР 951124, д.п. 24.10.1980, G01N 3/58, опуб. 15.08.1982).
Недостатком способа является необходимость применения специального оборудования и приборов для сообщения кругу колебательного процесса, регистрирования возникающего резонанса и времени его затухания. Кроме того, отсутствует привязка к конкретным условиям шлифования и режиму обработки.
Известен способ оценки работоспособности шлифовальных кругов по его удельному износу, заключающийся в том, что производят шлифование образца, измеряют объем сошлифованного материала образца и объем изношенного абразива и вычисляют удельный износ как частное от деления объема изношенного абразива на объем сошлифованного материала, при этом шлифуемую поверхность образца располагают под острым углом к образующей шлифовального круга вдоль всего пути шлифования, а объем изношенного образца определяют по разности между наибольшей и наименьшей высотами образца после шлифования. (Авторское свидетельство СССР №1315867 д.п.29.10.1985, G01N 3/58, опуб. 07.06.1987).
Недостатком его являются необходимость изготовления специального образца, повышенный расход абразива при правке круга для устранения конической поверхности и измерение диаметра круга до шлифования
Известен способ оценки работоспособности шлифовальных кругов по их режущей способности, заключающийся в том, что проводят шлифование образца при постоянной подаче шлифовального круга и увеличивающейся радиальной силе, обработку прекращают в момент достижения радиальной силы заданной величины, а режущую способность оценивают отношением интенсивности съема QM к заданной радиальной силе Рк. При этом шлифуемую плоскость образца располагают под углом по направлению продольной подачи, а интенсивность съема QM определяют отношение величины съема ко времени. (Авторское свидетельство СССР 1442874).
Недостатки. При таком процессе обработки время, при котором происходит достижение радиальной силы заданной величины, и величина съема материала образца зависят от ширины шлифования, являющейся технологическим условием обработки.
Для исключения этого влияния необходимы следующие технологические условия.
При испытании шлифовальных кругов с разной физико-химической характеристикой одинакового диаметра и кругов с одинаковой физико-химической характеристикой разного диаметра при ширине кругов, превышающей ширину образцов, последняя должна быть одинаковой; при ширине образцов, превышающей ширину кругов, последняя должна быть одинаковой. Кроме того для испытания кругов необходимы специальные приборы: динамометр, для определения радиальной силы Рк, ваттметр для измерения допустимой мощности, потребляемой при шлифовании и образцы для экспериментального нахождения радиальной силы Рк.
Технической задачей изобретения являются расширение технических возможностей способа и упрощение его реализации.
Поставленная задача решается поочередным испытанием шлифовальных кругов, состоящим из установки шлифовального круга на планшайбу шлифовальной головки, установки на стол станка правящего инструмента, правки круга, установки на стол станка образца под углом к направлению продольной подачи, шлифования образца и выбора критерия, по которому определяют работоспособность шлифовальных кругов.
Новым является то, что длину шлифуемой поверхности образца рассчитывают по формуле
где L - длина шлифуемой поверхности образца; t - выбранная глубина шлифования от линии пересечения шлифуемой поверхности с торцовой, при этом упомянутая линия расположена на наибольшем расстоянии от поверхности стола станка перпендикулярно направлению продольной подачи; α - угол установки шлифуемой поверхности образца к направлению продольной подачи;
шлифуют образец на выбранную глубину, а в качестве критерия, характеризующего оценку работоспособности шлифовальных кругов, используют отношение длины прошлифованной поверхности к выбранной глубине шлифования.
Способ иллюстрируется чертежом, на котором показаны установка образца, шлифуемая поверхность которого расположена под углом α к направлению продольной подачи Sпрод., расположение шлифовального круге при контактировании с образцом, прошлифованная поверхность образца и обозначены
1 испытываемый шлифовальный круг;
2 стол плоскошлифовального станка;
3 шлифуемый образец;
4 шлифуемая поверхность образца;
5 прошлифованная поверхность образца;
L длина шлифуемой поверхности;
А длина прошлифованной поверхности образца;
Sпрод продольная подача стола станка;
Sверт вертикальная подача круга;
α угол установки шлифуемой поверхности образца к направлению продольной подачи стола;
t глубина шлифования.
Оценку работоспособности шлифовальных кругов по предлагаемому способу осуществляют в следующем порядке.
Для кругов, предназначенных для испытания, выбирают глубину шлифования t и угол установки шлифуемой поверхности образца к направлению продольной подачи стола α и рассчитывают длину L шлифуемой поверхности 5 по формуле
Изготавливают образцы с выбранной длиной L шлифуемой поверхности.
Испытание круга можно проводить как продольным шлифованием с вертикальной подачей круга на врезание, так и глубинным шлифованием.
Для обоих вариантов устанавливают на стол 2 плоскошлифовального станка (приспособление не показано) образец 3, шлифуемую поверхность 4 которого располагают под углом α к направлению продольной подачи Sпрод стола 2, и глубину шлифования t задают от линии пересечения шлифуемой поверхности 4 с торцовой поверхностью. При этом упомянутая линия должна быть расположена на наибольшем расстоянии от поверхности стола 2 станка перпендикулярно направлению продольной подачи Sпрод. Включают вращение круга 1 и перемещают его до контактирования с указанной линией.
Шлифуют образец 3 на продольной подаче Sпрод с вертикальной подачей круга 1 на врезание Sверт, выдерживая выбранную глубину шлифования t. Измеряют длину А прошлифованной поверхности 5 образца 3.
При использовании глубинного шлифования на продольной подаче Sпрод стола 2 отводят образец 3 от круга 1, перемещают круг 1 от линии пересечения на глубину t и шлифуют образец 3 за один проход, используя продольную подачу стола Sпрод. Измеряют длину А прошлифованной поверхности 5 образца 3.
Для обоих вариантов шлифования оценка работоспособности шлифовального круга рассчитывается как частное от деления длины прошлифованной поверхности образца на выбранную глубину шлифования. Чем больше указанная величина, тем выше работоспособность шлифовального круга.
Предложенный способ позволяет исключить операцию по определению радиальной силы, применяемые для этой цели специальные приборы и дополнительный образец, а также использовать круги и образцы разной ширины, так как длина прошлифованной поверхности зависит только от износа периферийной поверхности круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2020 |
|
RU2736593C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2398212C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАДИАЛЬНОЙ СОСТАВЛЯЮЩЕЙ СИЛЫ РЕЗАНИЯ ПРИ ГЛУБИННОМ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА | 1994 |
|
RU2086938C1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 2015 |
|
RU2613254C1 |

Изобретение относится к машиностроению и может быть использовано на предприятиях металлообрабатывающей промышленности для оценки работоспособности шлифовальных кругов при шлифовании в конкретных условиях на выбранном оборудовании и режиме обработки. Сущность: осуществляют поочередные испытания шлифовальных кругов, состоящие из установки шлифовального круга на планшайбу шлифовальной головки, установки на стол станка правящего инструмента, правки круга, установки на стол станка образца под углом к направлению продольной подачи, шлифования образца и выбора критерия, по которому определяют работоспособность шлифовальных кругов. Длину шлифуемой поверхности образца рассчитывают по формуле
 где L - длина шлифуемой поверхности образца; t - выбранная глубина шлифования от линии пересечения шлифуемой поверхности с торцовой, при этом упомянутая линия расположена на наибольшем расстоянии от поверхности стола станка перпендикулярно направлению продольной подачи, α - угол установки шлифуемой поверхности образца к направлению продольной подачи. Шлифуют образец на выбранную глубину, а в качестве критерия, характеризующего оценку работоспособности шлифовальных кругов, используют отношение длины прошлифованной поверхности к выбранной глубине шлифования. Технический результат: расширение технических возможностей способа и упрощение его реализации. 1 ил.
где L - длина шлифуемой поверхности образца; t - выбранная глубина шлифования от линии пересечения шлифуемой поверхности с торцовой, при этом упомянутая линия расположена на наибольшем расстоянии от поверхности стола станка перпендикулярно направлению продольной подачи, α - угол установки шлифуемой поверхности образца к направлению продольной подачи. Шлифуют образец на выбранную глубину, а в качестве критерия, характеризующего оценку работоспособности шлифовальных кругов, используют отношение длины прошлифованной поверхности к выбранной глубине шлифования. Технический результат: расширение технических возможностей способа и упрощение его реализации. 1 ил.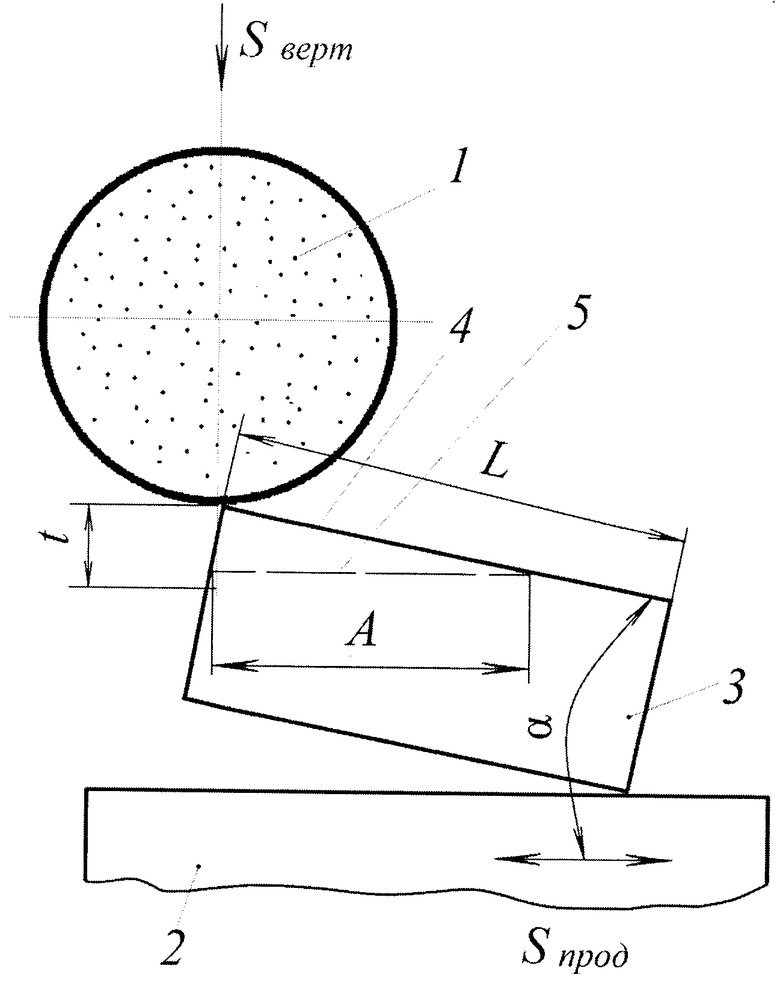
Способ определения работоспособности шлифовальных кругов при плоском продольном шлифовании периферийной поверхностью, заключающийся в их поочередном испытании, состоящем из установки шлифовального круга на планшайбу шлифовальной головки, установки на стол станка правящего инструмента, правки круга, установки на стол станка образца под углом к направлению продольной подачи, шлифования образца и выбора критерия, по которому определяют работоспособность шлифовальных кругов, отличающийся тем, что длину шлифуемой поверхности образца рассчитывают по формуле
шлифуют образец на выбранную глубину, а в качестве критерия, характеризующего оценку работоспособности шлифовальных кругов, используют отношение длины прошлифованной поверхности к выбранной глубине шлифования,
где L - длина шлифуемой поверхности образца; t - выбранная глубина шлифования от линии пересечения шлифуемой поверхности с торцовой, при этом упомянутая линия расположена на наибольшем расстоянии от поверхности стола станка перпендикулярно направлению продольной подачи;
α - угол установки шлифуемой поверхности образца к направлению продольной подачи.
| Способ определения режущей способности шлифовального круга | 1986 |
|
SU1442874A1 |
| СПОСОБ ВЫБОРА ОПТИМАЛЬНЫХ РЕЖИМОВ ШЛИФОВАНИЯ ДЕТАЛИ | 2013 |
|
RU2569606C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭКСПЛУАТАЦИОННОЙ ХАРАКТЕРИСТИКИ ЕДИНИЧНЫХ АБРАЗИВНЫХ ЗЕРЕН | 2008 |
|
RU2375693C1 |
| Способ определения удельного износа цилиндрического абразивного круга | 1985 |
|
SU1315867A1 |
| US 10677700 B2, 09.06.2020. | |||

