Настоящее изобретение относится к способу изготовления детали, состоящей, по меньшей мере частично, из металлического сплава. Изобретение также относится к способу оптимизации детали.
Изобретение относится к области изготовления деталей, полностью или частично состоящих из металлического сплава (на основе железа или не содержащих железа), при этом указанное изготовление включает в себя последовательные литейные и ковочные операции.
Компания Saint-Jean Industries разработала способ COBAPRESS (торговая марка) для алюминия и его сплавов более 30 лет назад. Эта технология состоит из ковки литейной заготовки в ходе единственной ковочной операции, как описано в частности в документах EP0119365, EP0586314 и EP2877353.
Было доказано, что способ COBAPRESS очень эффективен в вариантах применения, связанных с подвеской, у большинства производителей автомобилей. В частности, по сравнению с традиционным литейным производством, этот способ обеспечивает возможность заметного улучшения механических свойств и особенно - уменьшения наличия вспомогательных средств. Также этот способ является конкурентоспособным по сравнению с ковкой применительно к цене и достижимой сложности геометрической формы.
В документе EP0586314 описано размещение вставок в литейной заготовке и последующее ударное воздействие на заготовку с целью получения готовой детали. Вставки интегрируют неподвижным и постоянным образом путем деформирования материала, тем самым образуя локально усиленные области. Вставки формируют отдельно и затем добавляют к корпусу детали, образованной заготовкой; именно на исключение этого направлено настоящее изобретение.
Сегодня уменьшение веса конструкций в автомобильной, авиационной и промышленной отраслях является необходимостью, связанной с развитием стандартов безопасности, защиты окружающей среды и других стандартов.
Технические требования направлены на постоянное снижение веса конструкций с увеличением нагрузок на них и с требованием соответствия рыночной стоимости. Сегодня в большинстве случаев эти ограничения ведут к компромиссу, включающему в себя выбор материалов, процессов, веса и затрат.
В качестве примера, если определенная область детали подвержена большим напряжениям, весь материал этой детали будет обусловлен этой областью, что приведет к более высоким затратам, связанным с выбором этого материала.
Целью настоящего изобретения является предложение усовершенствованного способа изготовления.
В связи с этим, изобретение относится к способу изготовления детали, состоящей по меньшей мере частично из металлического сплава, причем способ включает этап a1) металлургического производства, состоящий из изготовления корпуса детали, который характеризуется тем, что способ далее включает этап a2) усиления, состоящий из формирования локального усиления на корпусе, в области детали, находящейся под напряжением.
Таким образом, механические свойства детали, например ее усталостная прочность или твердость могут быть локально улучшены с помощью настоящего изобретения с одновременным сохранением наименьшей возможной массы усиленной детали и без использования добавленной детали. В качестве альтернативы или дополнения, сечение детали можно локально уменьшить, поскольку изобретение приводит к экономии пространства. Кроме этого, с помощью настоящего изобретения можно улучшить общие технические характеристики детали, например ее жесткость.
Согласно первому варианту осуществления этап a1) металлургического производства включает литейную операцию a11), состоящую из изготовления литейной заготовки, и последующую ковочную операцию a12), состоящую из ковки литейной заготовки с целью получения корпуса детали. Этот этап a1) металлургического производства соответствует реализации способа COBAPRESS.
Согласно второму варианту осуществления этап a1) металлургического производства включает литейную операцию a11), состоящую из изготовления корпуса детали. За этой литейной операцией a11) не следует ковочная операция a12).
Согласно третьему варианту осуществления этап a1) металлургического производства включает ковочную операцию a12), состоящую из изготовления корпуса детали. Этой ковочной операции a12) не предшествует литейная операция a11).
Настоящее изобретение также относится к способу оптимизации конструкции существующей детали, содержащей корпус из металлического сплава, причем способ оптимизации включает следующие последовательные фазы:
b1) идентификацию области, находящейся под напряжением, в существующей детали, например путем численного моделирования;
b2) определение оптимизированной детали, содержащей модифицированный корпус, путем предоставления по меньшей мере одного локального усиления, образованного на корпусе в области, подверженной напряжению;
b3) определение инструментов для металлургического производства, соответствующих корпусу оптимизированной детали;
b4) изготовление корпуса оптимизированной детали с помощью инструментов;
b5) формирование локального усиления непосредственно на корпусе, в области оптимизированной детали, подверженной напряжению.
Согласно другим преимущественным признакам настоящего изобретения, рассматриваемым поодиночке или в сочетании:
- Деталь является структурной деталью автомобиля (в частности, деталью для шарнирной подвески, направляющим рычагом, рычагом подвески, деталью подрамника и т.д.), авиационного, промышленного оборудования или медицинского прибора.
- Локальное усиление имеет поверхность, по меньшей мере 50% которой находится в контакте с корпусом детали.
- Локальное усиление по существу состыковано с корпусом детали.
- Несколько локальных усилений образованы на корпусе, в одной или более областях детали, подверженных напряжению.
- Способ включает этап подготовки поверхности области, которую необходимо усилить, между этапом a1) металлургического производства и этапом a2) усиления.
- Способ включает этап чистовой обработки детали в усиленной области, после этапа a2) усиления.
- Способ включает этап поверхностной обработки, применяемой к по меньшей мере части корпуса, между этапами a1) и a2).
- Способ включает этап поверхностной обработки, применяемой по меньшей мере к части детали, после этапа a2).
- Корпус и локальное усиление изготовлены из разных металлических сплавов.
- Корпус изготовлен из металлического сплава, в то время как локальное усиление изготовлено из композитного материала.
- Корпус изготовлен из металлического сплава, в то время как локальное усиление изготовлено из керамического материала.
- Локальное усиление образовано путем холодного распыления.
- Локальное усиление образовано путем микроэлектродугового оксидирования.
- Локальное усиление образовано путем приклеивания композита в сборе, принимающего свою окончательную форму на корпусе детали.
- Локальное усиление образовано путем спекания смолы.
- Локальное усиление образовано путем аддитивного производства.
- Локальное усиление заменяет исходную часть корпуса существующей детали.
- Локальное усиление заменяет вставку, посаженную, наплавленную или впрессованную в корпус существующей детали.
- Оптимизированная деталь имеет по существу такие же размеры, что и существующая деталь.
- Оптимизированная деталь имеет локально уменьшенные размеры по сравнению с существующей деталью.
Изобретение станет более понятным после прочтения следующего описания, представленного исключительно в качестве неограничивающего примера, и выполненного со ссылками на сопроводительные фигуры, на которых:
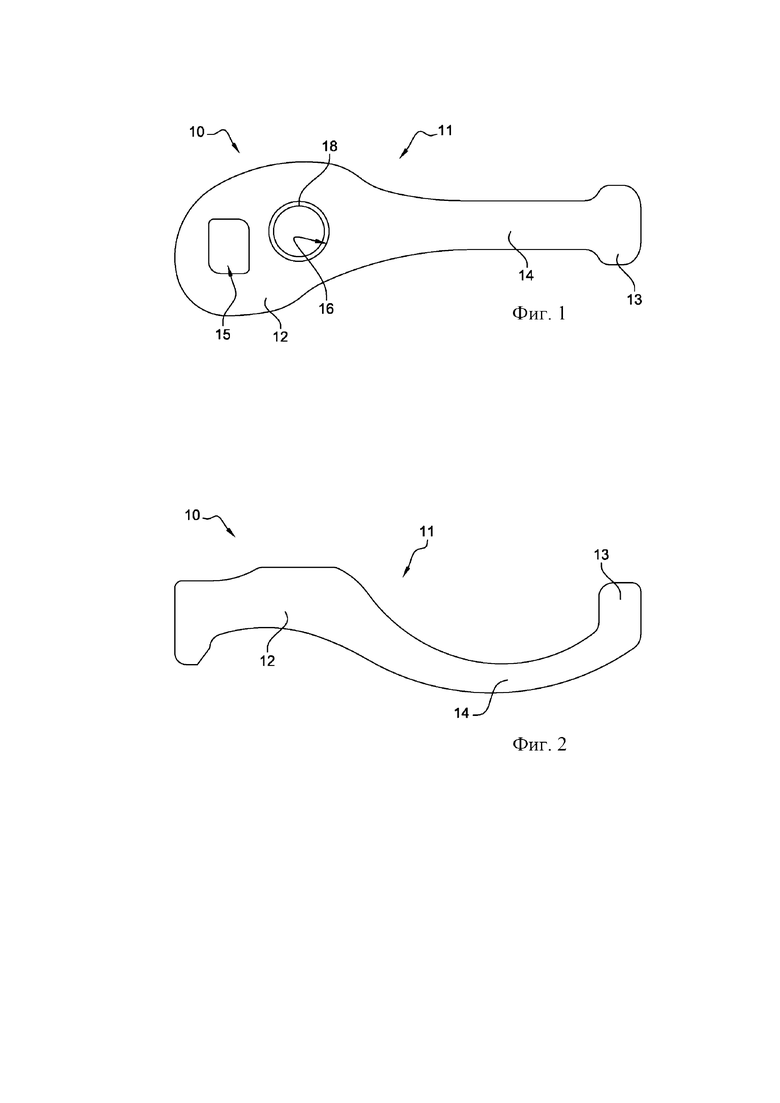
- Фиг. 1 - вид сверху детали, соответствующей известному уровню техники, содержащей корпус из металлического сплава, изготовленный в соответствии с литейной операцией и затем - с ковочной операцией;
- Фиг. 2 - вид сбоку детали по фиг. 1;
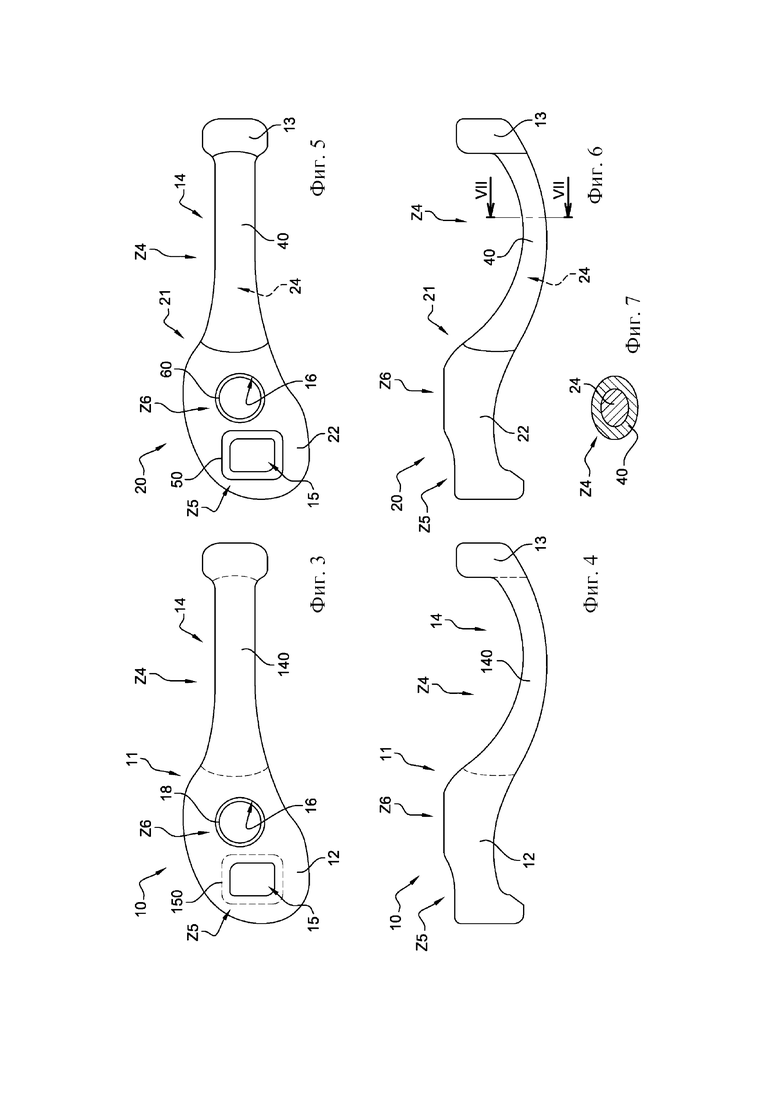
- Фиг. 3 и 4 - виды, аналогичные фиг. 1 и 2, демонстрирующие способ оптимизации конструкции детали;
- Фиг. 5 и 6 - виды, аналогичные фиг. 1 и 2, демонстрирующие деталь, оптимизированную согласно изобретению, содержащую локальные усиления, сформированные на корпусе в областях, подверженных напряжению;
- Фиг. 7 - сечение вдоль линии VII-VII на фиг. 6; и
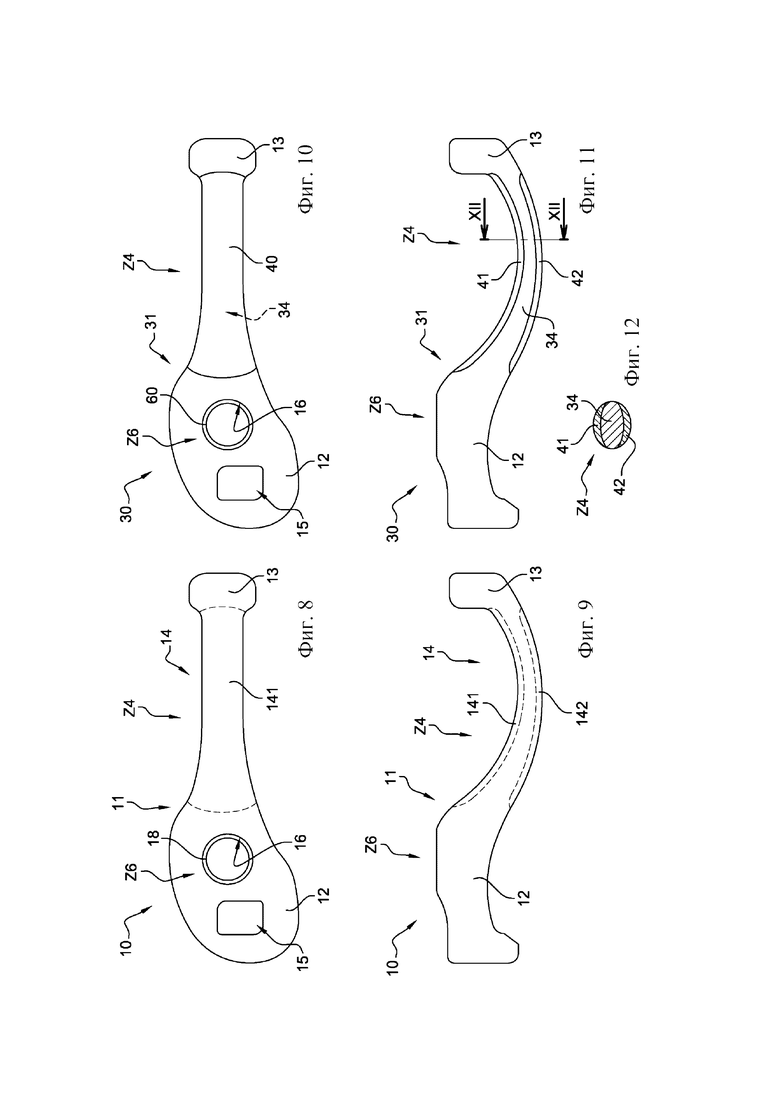
- Фиг. 8 - 12 - виды, аналогичные фиг. 3 - 7, демонстрирующие второй вариант осуществления детали, оптимизированной согласно изобретению.
На фиг. 1 - 4 изображена деталь 10, содержащая цельный корпус 11 и трубчатую вставку 18, вставленную в корпус 11. В качестве примера, деталь 10 представляет собой деталь автомобильной подвески.
Корпус 11 изготовлен из металлического сплава, например алюминиевого сплава, в соответствии с двумя последовательными операциями: литейной и ковочной. Корпус 11 содержит основную часть 12, концевую часть 13 и удлиненную часть 14, соединяющую части 12 и 13. Два сквозных отверстия 15 и 16 расположены в части 12. Отверстие 15 имеет по существу прямоугольное сечение, в то время как отверстие 16 имеет круглое сечение.
Вставка 18 изготовлена из металлического сплава, например стали, и затем вставлена, наплавлена или впрессована (в частности, с помощью способа COBAPRESS) в отверстие 16, образованное в корпусе 11. Вставка 18 обеспечивает различные функции между корпусом 11 и не изображенным элементом, проходящим сквозь отверстие 16: тепловую связь, сопротивление трению, смазку и т.д.
Области Z4, Z5 и Z6, подверженные напряжению, детали 10, соответствующие элементам 14, 15 и 16 соответственно, изображены на фиг. 3 и 4.
В контексте настоящего изобретения, область, подверженная напряжению, детали 10 определена как область, подверженная большим механическим, тепловым, напряжениям трения и/или абразивным напряжениям, когда деталь 10 находится в эксплуатации. Эти напряжения называют большими, поскольку они требуют особого внимания для сохранения эксплуатационной целостности детали из-за среды, окружающей ее (механической системы, в состав которой входит эта деталь, внешних факторов и т.д.).
В качестве примеров:
- механические напряжения могут быть вызваны усилиями сгибания, скручивания, тяги и/или сжатия, воздействующими на эту область;
- тепловые напряжения могут быть вызваны постоянным или временным локальным повышением температуры, воздействующей на эту область;
- напряжения трения могут быть вызваны электрическим проводом, который проходит вдоль детали и может тереться о поверхность детали в этой области;
- абразивные напряжения могут быть вызваны распылением материалов на эту область с земли, по которой едет автомобиль, оснащенный этой деталью.
На практике, области Z4, Z5 и Z6 детали 10 не подвергаются одинаковым напряжениям при эксплуатации.
В области Z4 является желательным уменьшенный вес части 14, изготовленной из металлического сплава, без ухудшения ее механических характеристик. С этой целью внешнюю часть 140 этой части 14 можно заменить композитным материалом.
В области Z5 является желательным улучшенное сопротивление детали 10 в области отверстия 15, без изменения материала, из которого состоит корпус 11. С этой целью часть 150, расположенную вокруг отверстия 15, можно заменить металлическим сплавом, чье сопротивление больше сопротивления корпуса 11.
В области Z6 является желательным уменьшенный вес части 12, без ухудшения технических характеристик детали 10 в области отверстия 16. С этой целью стальную вставку 18 можно заменить покрытием, образованным в отверстии 16 путем холодного распыления порошка, содержащего металлические частицы (сплавы алюминия, меди, кобальта, никеля, молибдена, квазикристаллов алюминия и т.д.).
Разумеется, могут быть выбраны другие решения, в зависимости от документа с техническими требованиями, которым необходимо соответствовать.
Деталь 20 согласно настоящему изобретению изображена на фиг. 5 - 7. Деталь 20 является оптимизированной версией детали 10, изображенной на фиг. 1 - 4. Функция и размеры детали 20 подобны функции и размерам детали 10.
Некоторое составные элементы детали 20 сравнимы с составными элементами вышеописанной детали 10 и, в целях упрощения, имеют одинаковые числовые обозначения. Другие составные элементы детали 20 отличаются от детали 10 и имеют числовые обозначения, увеличенные на 10.
Деталь 20 содержит корпус 21, а также различные локальные усиления 40, 50 и 60, сформированные непосредственно на корпусе 21, соответственно в областях Z4, Z5 и Z6 детали 10.
Как упоминалось выше, эти области Z4, Z5 и Z6 подвергаются не одинаковым напряжениям при эксплуатации. В таких условиях выбор материалов, составляющих корпус 21 и локальные усиления 40, 50 и 60, является компромиссом применительно к рабочим характеристикам, весу и стоимости.
Корпус 21 изготовлен из металлического сплава, например алюминиевого сплава, в соответствии с двумя последовательными операциями: литейной и ковочной. Корпус 21 содержит основную часть 22, концевую часть 13 и удлиненную часть 24, соединяющую части 22 и 13. Два сквозных отверстия 15 и 16 расположены в части 22.
В области Z4 корпус 21 включает в себя удлиненную часть 24, предусмотренную в виде локального усиления 40. Часть 24 изготовлена из металлического сплава, в то время как усиление 40 изготовлено из композитного материала. Например, усиление 40 образовано из слоев углерода, стекла или термопластика (в частности, поли(p-фенилентерефталамида), известного под торговой маркой Кевлар), предварительно покрытых смолой и имеющих почти готовое состояние. Усиление 40 имеет форму композитного элемента, приклеенного к корпусу 21 и принимающего свою окончательную форму непосредственно на корпусе 21. Усиление 40 заменено в части 140 корпуса 11, так что части 14 и 24 имеют по существу одинаковые размеры. С помощью усиления 40 деталь 20 может стать легче в области Z4, без ухудшения ее механических свойств.
В области Z5 усиление 50 заменено в части 150 корпуса 11. В этом усилении 50 в части 22 образовано отверстие 15 . Отверстие 15 имеет одинаковые размеры для частей 10 и 20. Усиление 50 выполнено из более прочного металлического сплава, чем сплав корпуса 11, например, путем холодного распыления. Прочность детали 20 повышается у отверстия 15 по сравнению с деталью 10, без изменения материала корпуса 21 по сравнению с корпусом 11.
В области Z6 вставка 18 заменена покрытием 60, образованным холодным распылением в отверстии 16. Часть 22 детали 20 может стать легче с помощью покрытия 60, без ухудшения ее эксплуатационных свойств возле отверстия 16.
Корпус 21 составляет большую часть объема детали, в сравнении с усилениями 40, 50 и 60.
Один вариант детали 10 из фиг. 3 и 4 изображен на фиг. 8 и 9. Области Z4 и Z6, подверженные напряжению, детали 10, соответствующие элементам 14, и 16 соответственно, изображены в этом варианте. В зоне Z4, две внешние части 141 и 142 части 14 можно заменить композитным материалом. В области Z6 стальную вставку 18 можно заменить покрытием, образованным холодным распылением в отверстии 16.
Деталь 30 согласно настоящему изобретению изображена на фиг. 10 - 12. Деталь 30 является оптимизированной версией детали 10, изображенной на фиг. 8 и 9. Функция и размеры детали 30 подобны функции и размерам детали 10.
Некоторое составные элементы детали 30 сравнимы с составными элементами вышеописанной детали 10 и, в целях упрощения, имеют одинаковые числовые обозначения. Другие составные элементы детали 30 отличаются от детали 10 и имеют числовые обозначения, увеличенные на 10.
Деталь 30 содержит корпус 31, а также различные локальные усиления 41, 42 и 60, сформированные непосредственно на корпусе 31.
Корпус 31 изготовлен из металлического сплава, например, алюминиевого сплава, в соответствии с двумя последовательными операциями: литейной и ковочной. Корпус 31 содержит основную часть 12, концевую часть 13 и удлиненную часть 34, соединяющую части 32 и 13. В части 12 расположены два сквозных отверстия 15 и 16.
В области Z4 корпус 31 включает в себя удлиненную деталь 34, оснащенную двумя локальными усилениями 41 и 42. Деталь 34 изготовлена из металлического сплава, в то время как усиления 41 и 42 изготовлены из композитного материала. Усиления 41 и 42 заменены в соответствующих частях 141 и 142 корпуса 11, так что части 14 и 34 имеют по существу одинаковые размеры. С помощью усилений 41 и 42 деталь 30 может стать легче в области Z4, без ухудшения ее механических свойств.
В области Z6 вставка 18 заменена покрытием 60, образованным холодным распылением в отверстии 16. Часть 22 детали 20 может стать легче с помощью покрытия 60, без ухудшения ее эксплуатационных свойств возле отверстия 16.
Кроме этого, деталь 10/20/30 может иметь другую форму, чем на фиг. 1 - 12, не выходя за пределы объема изобретения.
В примерах из фиг. 5 - 7 и 10 - 12, каждое из усилений 40/41/42/50/60 стыкуется с корпусом 21/31 детали 20/30. Другими словами, каждое из усилений 40/41/42/50/60 имеет поверхность, которая полностью находится в контакте с корпусом 21/31.
В качестве не изображенного варианта, поверхность усиления, которая находится в контакте с корпусом, может располагаться таким образом, чтобы по меньшей мере 50% этой поверхности (и до 100%) находилось в контакте с корпусом. Предпочтительно, по меньшей мере 90% поверхности усиления находится в контакте с корпусом.
Независимо от варианта осуществления изобретения, деталь 20/30 по меньшей мере частично состоит из металлического сплава и содержит:
- корпус 21/31 из металлического сплава, изготовленный на этапе a1) металлургического производства; и
- по меньшей мере одно локальное усиление, сформированное непосредственно на корпусе 21/31 в области, находящейся под напряжением, детали 20/30 в ходе этапа a2) усиления, следующего за этапом a1) металлургического производства.
Корпус 21/31 составляет большую часть объема детали 20/30 по сравнению с усилениями. Корпус 21/31 может целиком состоять из единственной функциональной детали, в то время как характеристики этой детали могут быть локально улучшены усилениями. Объем каждого усиления меньше 20% объема корпуса 21/31 и предпочтительно меньше 10%.
В контексте настоящего изобретения, локальное усиление может быть выполнено путем холодного распыления, микроэлектродугового оксидирования, аддитивного производства, спекания смолы в форме, приклеивания композита в сборе (который приобретает свою окончательную форму на корпусе детали, когда клей высыхает), или с помощью любой другой подходящей технологии.
Изобретение исключает усиление деталями, добавленными к корпусу, например, путем сварки, привинчивания или прессовки.
Изобретение также исключает усилительные детали, интегрированные в корпус путем наплавления.
Целью изобретения также является способ изготовления детали 20/30, состоящей, по меньшей мере частично, из металлического сплава.
Способ включает следующие последовательные этапы a1) и a2):
a1) этап металлургического производства, состоящий из изготовления корпуса 21/31 детали 20/30; и
a2) этап усиления, состоящий из формирования локального усиления непосредственно на корпусе 21/31, в области, находящейся под напряжением, детали 20/30.
Согласно первому варианту осуществления этап a1) включает литейную операцию и последующую ковочную операцию, согласно способу COBAPRESS.
Согласно второму варианту осуществления этап a1) включает лишь литейную операцию.
Согласно третьему варианту осуществления этап a1) включает лишь литейную операцию.
Способ может включать этап подготовки поверхности области, которую необходимо усилить, между этапами a1) и a2), в зависимости от технологии, используемой на этапе a2). В качестве неограничивающих примеров, этот этап подготовки поверхности может включать обработку щеткой, обезжиривание, дробеструйную обработку, механическую обработку или нанесение материала. В случае композитного усиления, нанесение материала может состоять из нанесения клея на корпус 21/31 детали 20/30.
Способ также может включать этап чистовой обработки детали 20/30 в усиленной области, после этапа a2) усиления. В качестве неограничивающих примеров, этот этап чистовой обработки может включать в себя механическую обработку, полировку или обработку поверхности.
Способ также может включать этап обработки поверхности. Обработка поверхности может применяться по меньшей мере к части корпуса 21/31 между этапами a1) и a2), или по меньшей мере к части поверхности детали после этапа a2).
Настоящее изобретение также относится к способу оптимизации конструкции существующей детали 10, содержащей корпус 11 из металлического сплава. Изначально этот корпус 11 изготовлен, например, в ходе литейной операции и/или ковочной операции
Способ оптимизации включает следующие последовательные фазы b1, b2, b3, b4 и b5:
b1) Идентификацию одной или более областей Z4/Z5/Z6, подверженных напряжению, существующей детали 10, например путем численного моделирования;
b2) Определение оптимизированной детали 20/30, содержащей модифицированный корпус 21/31, путем предоставления по меньшей мере одного локального усиления 40, 41, 42, 50 и/или 60, образованного на корпусе 21/31 в области Z4/Z5/Z6, подверженной напряжению.
b3) Определение металлургических производственных инструментов (обычно литейных и/или ковочных) для изготовления корпуса 21/31 оптимизированной детали 20/30. Производственные инструменты для корпуса 21/31 детали 20/31 отличаются от производственных инструментов для исходного корпуса 11 детали 10. В некоторых случаях, литейные формы и литейные материнские формы, которые использовались для изготовления корпуса 11, можно просто модифицировать, чтобы использовать их для изготовления корпуса 21/31.
b4) Изготовление корпуса 21/31 оптимизированной детали 20/30 с помощью инструментов. Эта фаза может включать литейную операцию и последующую ковочную операцию, согласно реализации способа COBAPRESS. В качестве альтернативы, эта фаза может включать в себя лишь литейную операцию.
b5) Формирование локального усиления 40, 41, 42, 50, 60 непосредственно на корпусе 21/31, в области Z4/Z5/Z6, находящейся под напряжением, оптимизированной детали 20/30.
Технические характеристики различных вариантов осуществления и разновидностей, упомянутых выше, могут, в целом или для некоторых из них, сочетаться друг с другом. Таким образом, деталь 20/30 может быть приспособлена применительно к цене, функциональности и техническим характеристикам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ДЕТАЛИ | 2013 |
|
RU2584842C1 |
| СПОСОБ ГИДРАВЛИЧЕСКОЙ ИНТЕНСИФИКАЦИИ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО ГИДРАВЛИЧЕСКОЙ ИНТЕНСИФИКАЦИИ | 2015 |
|
RU2689936C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНЫХ ДЕТАЛЕЙ ИЗ ЛЕГКОГО СПЛАВА, ИМЕЮЩИХ ПОЛЫЕ ИЛИ УТОНЧЕННЫЕ ПО ТОЛЩИНЕ УЧАСТКИ | 2011 |
|
RU2578282C2 |
| СХЕМА ДЛЯ СИСТЕМЫ КОММУТАЦИИ | 1994 |
|
RU2120197C1 |
| МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ, ПОДХОДЯЩИЕ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2281861C2 |
| УСТРОЙСТВО ОБНАРУЖЕНИЯ И КОРРЕКЦИИ ОШИБОК В КОДАХ ПОЛИНОМИАЛЬНОЙ СИСТЕМЫ КЛАССОВ ВЫЧЕТОВ НА ОСНОВЕ НУЛЕВИЗАЦИИ | 2005 |
|
RU2300801C2 |
| УСТРОЙСТВО ДЛЯ ВЫЧИСЛЕНИЯ КОЭФФИЦИЕНТОВ ОБОБЩЕННОЙ ПОЛИАДИЧЕСКОЙ СИСТЕМЫ С КОРРЕКЦИЕЙ ОШИБОК | 2015 |
|
RU2584495C1 |
| СПОСОБ ЛИТЬЯ МОНОКРИСТАЛЛИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2012 |
|
RU2605023C2 |
| ЛИТАЯ ДЕТАЛЬ, ИМЕЮЩАЯ МЕТАЛЛИЧЕСКУЮ ФУНКЦИОНАЛЬНУЮ ОБЛАСТЬ | 2016 |
|
RU2683678C2 |
| СПОСОБ СКАЛЯРНОГО УПРАВЛЕНИЯ (3×3)-ФАЗНЫМ МАТРИЧНЫМ ПРЕОБРАЗОВАТЕЛЕМ ЧАСТОТЫ | 2010 |
|
RU2414800C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении деталей (20), состоящих, по меньшей мере частично, из металлического сплава. Способ включает этап a1) металлургического производства, на котором изготавливают корпус (21) детали (20). Далее следует этап a2) усиления, на котором формируют локальное усиление (40, 50, 60) непосредственно на корпусе (21), в области (Z4, Z5, Z6) детали (20), которая находится под напряжением. В результате обеспечивается улучшение механических свойств детали без существенного увеличения ее веса. 2 н. и 15 з.п. ф-лы, 12 ил.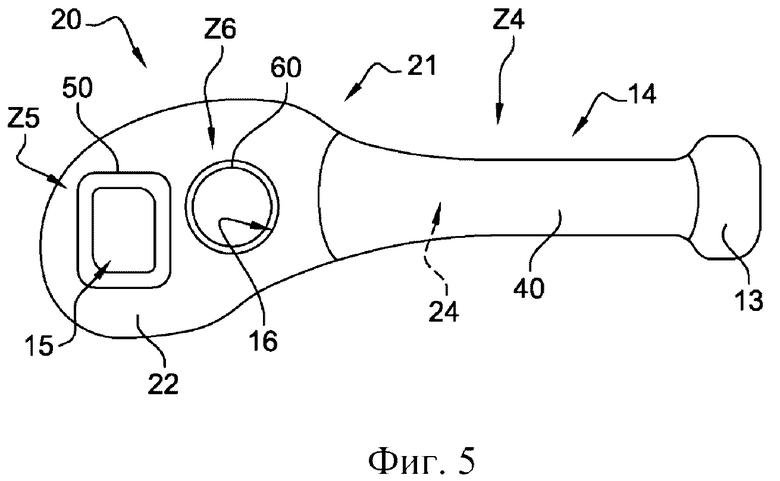
1. Способ изготовления детали, состоящей, по меньшей мере частично, из металлического сплава, причем способ включает этап a1) металлургического производства, на котором изготавливают корпус детали, отличающийся тем, что способ далее включает этап a2) усиления, на котором осуществляют формирование по меньшей мере одного локального усиления непосредственно на корпусе детали по меньшей мере в одной области детали, находящейся под напряжением, без формирования локального усиления отдельно и последующего добавления к корпусу путем интегрирования неподвижным и постоянным образом деформированием материала.
2. Способ по п. 1, отличающийся тем, что этап a1) металлургического производства включает литейную операцию a11), состоящую из изготовления литейной заготовки, и последующую ковочную операцию a12), состоящую из ковки литейной заготовки с получением корпуса детали.
3. Способ по п. 1, отличающийся тем, что этап a1) металлургического производства включает литейную операцию a11) или ковочную операцию a12), состоящие из изготовления корпуса детали.
4. Способ по п. 1, отличающийся тем, что локальное усиление имеет поверхность, по меньшей мере 50% которой находится в контакте с корпусом детали.
5. Способ по п. 1, отличающийся тем, что локальное усиление по существу состыковано с корпусом детали.
6. Способ по п. 1, отличающийся тем, что он включает этап подготовки поверхности области, которую необходимо усилить, между этапом a1) металлургического производства и этапом a2) усиления.
7. Способ по п. 1, отличающийся тем, что он включает этап чистовой обработки детали в усиленной области, после этапа a2) усиления.
8. Способ по п. 1, отличающийся тем, что корпус и локальное усиление изготовлены из разных металлических сплавов.
9. Способ по п. 1, отличающийся тем, что корпус изготовлен из металлического сплава, а локальное усиление изготовлено из композитного материала.
10. Способ по п. 8, отличающийся тем, что локальное усиление образовано путем холодного распыления.
11. Способ по п. 8, отличающийся тем, что локальное усиление образовано путем микроэлектродугового оксидирования.
12. Способ по п. 9, отличающийся тем, что локальное усиление образовано путем приклеивания композита в сборе, принимающего свою окончательную форму на корпусе детали.
13. Способ по п. 9 или 12, отличающийся тем, что локальное усиление образовано путем спекания смолы.
14. Способ по одному из пп. 1-9, отличающийся тем, что локальное усиление образовано путем аддитивного производства.
15. Способ изготовления детали, содержащей корпус из металлического сплава, причем способ включает следующие последовательные фазы:
b1) идентификацию области, находящейся под напряжением, в детали;
b2) определение оптимизированной детали, содержащей модифицированный корпус, путем предоставления по меньшей мере одного локального усиления, образованного на корпусе в области, подверженной напряжению;
b3) определение инструментов для металлургического производства, соответствующих корпусу оптимизированной детали;
b4) изготовление корпуса оптимизированной детали с помощью инструментов; и
b5) формирование по меньшей мере одного локального усиления непосредственно на корпусе оптимизированной детали, по меньшей мере в одной области, находящейся под напряжением, путем холодного распыления, или микроэлектродугового оксидирования, или аддитивного производства, или спекания смолы в форме, или приклеивания композита в сборе, без формирования локального усиления отдельно и последующего добавления к корпусу путем интегрирования неподвижным и постоянным образом деформированием материала.
16. Способ по п. 15, отличающийся тем, что идентификацию области, находящейся под напряжением, в детали осуществляют путем численного моделирования.
17. Способ по п. 15 или 16, отличающийся тем, что локальное усиление заменяет исходную часть корпуса детали.
| EP 0 586 314 A1, 09.03.1994 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТЯГИ, УСИЛЕННОЙ ВОЛОКНАМИ, И ПОЛУЧЕННАЯ ТЯГА | 2010 |
|
RU2495286C1 |
| КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2548548C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ПРЕИМУЩЕСТВЕННО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2036047C1 |

