Настоящее изобретение относится к технической области перемоточных устройств для производства логов, образованных из бумажного материала, и, в частности, относится к управления устройством для предварительного надрезания в установке, содержащей перемоточную машину для получения логов из бумажного материала, а также к перемоточной машине для получения логов из бумажного материала.
Известно, что производство логов из бумажного материала, из которых получают, например, рулоны туалетной бумаги или рулоны кухонных бумажных полотенец, предусматривает подачу бумажного полотна, образованного из одного или более наложенных друг на друга слоев бумаги, вдоль заданной траектории, на которой выполняют различные операции перед тем, как перейти к образованию логов, включая поперечное надрезание полотна для формирования линий предварительного надреза, которые разделяют полотно на разделяемые листы. Производство логов также предусматривает использование картонных трубок, обычно называемых «сердечниками», на поверхности которых распределяют заданное количество клея для обеспечения возможности приклеивания бумажного полотна к сердечникам при его вводе в машину, в которой изготавливаются логи, и которую обычно называют «перемоточной машиной/перемотчиком». Клей распределяют на сердечниках, когда они проходят вдоль соответствующей траектории, содержащей концевую секцию, общеизвестную как «лотковая опора/люлька» вследствие ее вогнутой формы. Формирование логов дополнительно предусматривает использование намоточных валиков, размещенных по ходу за лотковой опорой, которые обеспечивают вращение каждого сердечника вокруг его продольной оси, вызывая, тем самым, намотку полотна на данный сердечник. Процесс заканчивается, когда заданное количество листов будет намотано на сердечник и клапан последнего листа будет приклеен к нижерасположенному листу рулона, сформированного таким образом (так называемая операция «заделки клапана»). В этот момент лог выгружают из перемоточной машины и перемещают к резальной машине, которая разделяет его на рулоны заданной длины. Полотно бумажного материала перед его намоткой на сердечники подвергают воздействию устройства для предварительного надрезания, то есть подвергают воздействию устройства, которое образует на полотне ряд параллельный линий надреза, соответствующих так называемым «разрывам», обеспечивая формирование в готовом изделии ряда параллельных линий надреза, которые создают возможность отделения листов.
Для выполнения линий предварительного надреза на бумажном полотне, которое подается в перемоточную машину, то же самое полотно пропускают между валиком, выполненным с множеством ножей, выступающих в радиальном направлении, и соответствующим контрножом. Правильное выполнение линий предварительного надреза означает, что имеет место правильное взаимодействие ножей валика с контрножом.
Возможные недостатки при выполнении линий предварительного надреза могут быть связаны с износом одного или более ножей, а также с неправильным взаимным расположением элементов для предварительного надрезания или с неправильной конфигурацией валика и контрножа, не выставленных друг относительно друга, и/или с неправильным расстоянием между валиком и опорным ножом. Действительно, ножи подвергаются износу, и каждый нож может изнашиваться до степени, отличающейся от степени износа остальных ножей одного и того же валика, что вызывает неправильное взаимодействие между элементами для предварительного надрезания; указанное неправильное взаимодействие также может быть обусловлено возможным отклонением от оптимальной конфигурации для предварительного надрезания, заданной во время сборки машины, вследствие различных причин. Следовательно, готовое изделие может иметь дефекты, состоящие в неточных или в любом случае неправильно выполненных линиях предварительного надреза, которые влекут за собой бóльшие затруднения при отделении отдельных листов путем отрыва.
Даже незначительные отклонения при износе элементов для предварительного надрезания или отклонения от их надлежащего положения могут оказывать недопустимое влияние не только на осуществление крупносерийного производства, но и также на достижение нормальных стандартов качества продукции.
Основная задача настоящего изобретения состоит в устранении или по меньшей мере уменьшении вышеупомянутых недостатков.
Этот результат был достигнут в соответствии с настоящим изобретением посредством способа управления устройством для предварительного надрезания и посредством перемоточной машины, имеющих признаки, указанные в независимых пунктах формулы изобретения. Другие признаки настоящего изобретения являются предметом зависимых пунктов формулы изобретения.
Благодаря настоящему изобретению можно проконтролировать рабочее состояние вращающихся ножей и обеспечить автоматическую выдачу сигнала о любой аномалии по отношению к заданному стандарту, что позволяет операторам или устройствам автоматического регулирования воздействовать на устройство для предварительного надрезания до того, как обнаруженная аномалия вызовет дефекты на изготавливаемых логах. Кроме того, система управления, используемая для выполнения настоящего изобретения, может быть выполнена посредством простой и экономичной конфигурации схем по отношению к обеспечиваемым преимуществам. Другое преимущество настоящего изобретения относится к постоянному контролю взаимодействия ножей и по существу непрерывному регулированию как результату данного контроля, что обеспечивает бóльшую продолжительность работы, поскольку по существу избегают аномального износа ножей. Другими словами, передача сигнала об аномалии больше не обусловлена обнаружением дефектов, имеющихся на полотне, выходящем из устройства для предварительного надрезания, «дальше по ходу», а базируется на контроле фактического состояния ножей в реальном времени, что почти абсолютно исключает ненадлежащие условия работы, которые могут привести к повреждениям машин и/или к изготовлению изделий ненадлежащего качества.
Дополнительное преимущество состоит в том, что способ работы и устройство, являющиеся предметом изобретения, могут быть применены для уже существующих установок без чрезмерных конструктивных и функциональных соответствующих модификаций тех же установок.
Эти и дополнительные преимущества и признаки настоящего изобретения будут лучше поняты любым специалистом в данной области техники благодаря нижеприведенному описанию и приложенным чертежам, которые представлены в качестве примера, но не должны рассматриваться в ограничивающем смысле, в которых:
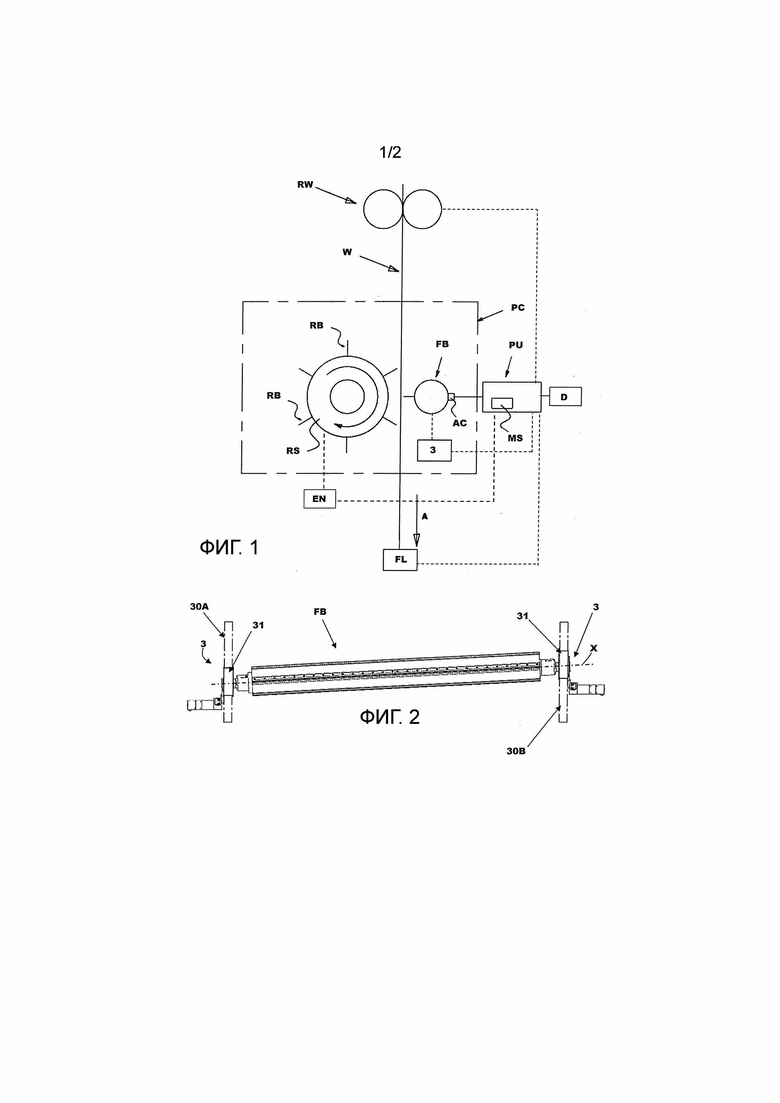
- фиг.1 схематически показывает устройство для предварительного надрезания, снабженное возможным вариантом выполнения устройства контроля согласно настоящему изобретению, при этом компоненты показаны не в масштабе, а только схематически или посредством блоков;
- фиг.2 показывает частичный и схематический вид фрагмента устройства для предварительного надрезания во взаимосвязи с валиком и контрножом;
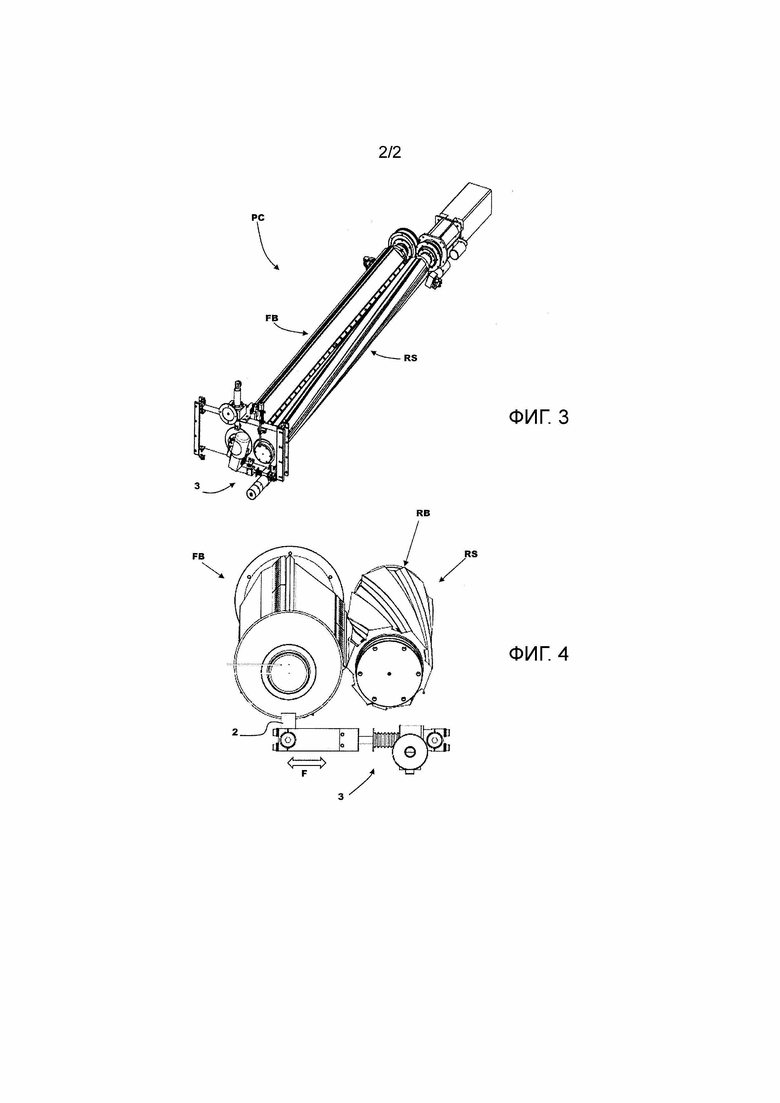
- фиг.3 и 4 схематически показывают возможный вариант выполнения резального валика и контрножа в возможном варианте выполнения устройства для предварительного надрезания согласно изобретению.
При рассмотрении базовой конструкции устройства контроля со ссылкой на сопровождающие иллюстративные чертежи можно указать, что устройство контроля согласно настоящему изобретению может быть размещено в перемоточной машине известного типа.
В частности, устройство контроля расположено и функционирует рядом с устройством (РС) для предварительного надрезания, которое обычно расположено по ходу за станцией (RW) размотки рулонов, которая обеспечивает подачу полотна (W), подлежащего намотке вокруг сердечников для производства логов, и перед средствами (FL), которые обеспечивают намотку полотна вокруг сердечников.
Для простоты на схеме по фиг.1 станция размотки представлена двумя противоположными валиками (RW), полотно (W) показано непрерывной линией, и средства намотки показаны в виде блока (FL), расположенного по ходу за устройством (РС) для предварительного надрезания вдоль траектории, по которой следует полотно (W), направление перемещения которого вперед показано стрелкой (А).
Устройство (РС) для предварительного надрезания содержит валик (RS), который вращается с заданной скоростью вокруг соответствующей оси (Х) и имеет множество ножей (RB), выступающих в радиальном направлении от его наружной поверхности. Ножи (RB) могут представлять собой, например, ножи спиральной формы, проходящие от одной базовой стороны валика (RS) до другой и расположенные на заданном расстоянии друг от друга, как схематически показано на фиг.3 и 4. В соответствии с примером, показанным на сопровождающих чертежах, устройство (РС) для предварительного надрезания дополнительно содержит контрнож (FB), опирающийся на соответствующую опору (2) и выступающий от нее и ориентированный по направлению к валику (RS). Контрнож (FB), показанный на фиг.2, 3 и 4, представляет собой элемент такого типа, который предусмотрен с множеством контрножей, которые могут быть использованы в разные моменты времени, например, во время замены вследствие износа.
Валик (RS) и контрнож (FB) определяют границы прохода для бумажного полотна (W), которое проходит через устройство (РС), как показано стрелкой ʺAʺ на фиг.1. Во время стадии предварительного надрезания нож (RB) валика (RS) взаимодействует с контрножом (FB) в то время, когда полотно (W) проходит между ножом и контрножом. Это взаимодействие, как и в обычных устройствах для предварительного надрезания, вызывает образование линии предварительного надреза на полотне (W), поперечной к направлению (А) перемещения того же полотна, проходящего через устройство (РС).
Устройство (РС) для предварительного надрезания опирается на боковые стороны перемоточной машины, то есть на боковые опоры (которые могут быть образованы боковыми сторонами перемоточной машины или могут представлять собой другие подходящие опоры), на которые опираются ось валика (RS) и контрнож (FB). Следовательно, указанные боковые опоры образуют опорную конструкцию для устройства (РС) для предварительного надрезания.
Взаимодействие между каждым ножом (RB) валика (RS) и контрножом (FB) вызывает вибрацию, которая распространяется по опорной конструкции устройства (РС) для предварительного надрезания и обнаруживается датчиком (АС), выполненным с возможностью преобразования самой вибрации в аналоговый электрический сигнал, который, в свою очередь, преобразуется в цифровой сигнал посредством аналого-цифрового преобразователя и передается в программируемое устройство (PU) обработки данных, которое сравнивает амплитуду сигнала, полученного таким образом, с контрольным значением, хранящимся в блоке (MS) памяти того же программируемого устройства (PU). В общем случае устройство (PU) выдает сигнал неисправности, если амплитуда полученного сигнала меньше или больше заданного контрольного значения. Например, как будет лучше разъяснено ниже в настоящем описании, если амплитуда полученного сигнала меньше заданного контрольного значения, устройство (PU) может связать это состояние с недостаточным взаимодействием между ножом и контрножом, которое может быть обусловлено, например, чрезмерным износом ножа. Если, с другой стороны, амплитуда полученного сигнала больше заданного контрольного значения, устройство (PU) может связать это состояние с чрезмерным взаимодействием между ножом и контрножом, которое может быть обусловлено, например, неправильной установкой ножа на валике или геометрическим дефектом ножа.
Датчик (АС) может содержать акселерометр типа SKF CMSS2200. Тем не менее, может быть предусмотрено измерительное средство (состоящее из одного или более датчиков) другого типа, выполненное с возможностью обнаружения вибраций и выдачи сигнала, соответствующего обнаруженной вибрации. Как правило, может быть использовано устройство, выполненное с возможностью обнаружения вибраций, возникающих в результате взаимодействия между валиками (RS) и (FB), например, посредством определения инерции массы, подвергающейся воздействию соответствующего ускорения, преобразования смещения указанной массы в электрический сигнал, используемый устройством (PU) обработки данных. Другими словами, может быть использован любой датчик, способный преобразовывать вибрации, возникающие в результате взаимодействия между валиком и контрножом, в электрический сигнал.
Кроме того, при соединении кодового датчика (EN) с осью валика (RS) и с устройством (PU) обработки данных также можно установить, какой нож (RB) создает аномальную вибрацию. Действительно, при выполнении данного соединения устройство (PU) обработки данных получает как сигналы, поступающие от устройства (АС) обнаружения, так и сигналы положения валика (RS) и, следовательно, ножей (RB), поступающие от кодового датчика (EN).
Таблицы Tab.1 и Tab.2 показывают данные, полученные экспериментально при измерении вибраций, создаваемых при взаимодействии между валиком (RB) и контрножом (FB). В частности, в таблицах показаны максимальные значения/пики, соответствующие частоте (f_blade) и первым четырем левым диапазонам/полосам (от -1 до -4), при получении их из соответствующих спектральных значений, полученных соответственно на основе предварительного измерения, выполненного без использования бумаги (Tab.1), и предварительного измерения, выполненного при использовании бумаги (Tab.2). Предварительное измерение - это измерение, выполняемое на машине при рабочих режимах для определения так называемых контрольных значений, то есть измерение, выполняемое перед эксплуатацией машины, для определения того, какие значения измеряются датчиком (-ами) при заданных рабочих режимах, которые соответствуют по меньшей мере правильной конфигурации и ряду неправильных конфигураций, которые могут быть обусловлены, например, ненадлежащим выставлением валика и контрножа друг относительно друга, неправильным расстоянием между валиком и контрножом и т.д.
В частности, для примеров, представленных в таблицах, были оценены значения для следующих конфигураций: правильного или контрольного значения, чрезмерного взаимодействия, недостаточного взаимодействия, перекоса валика с рабочей стороны, перекоса валика со стороны оператора и взаимодействия без ножей. В верхней части каждой таблицы представлены измеренные значения, в то время как в нижней части таблицы представлены значения в процентах от контрольного значения.
На практике сигналы, принятые измерительными средствами (и предпочтительно преобразованные соответствующим образом), используются для определения своего рода карты аномалий, что создает возможность автоматической переустановки машины в соответствии с правильными значениями.
Любые сигналы неисправностей (на основе величины амплитуды или величины, полученной из нее или связанной с ней), которые могут быть выданы устройством (PU), могут предпочтительно различаться в соответствии с типом обнаруженной аномалии. Эти сигналы неисправностей могут представлять собой как акустические, так и световые сигналы неисправностей и могут включать выдачу текстового сообщения или генерирование определенного графического символа на дисплее (D), соединенном с устройством (PU).
ТАБЛИЦА 1 (TAB.1)
мм/с
взаимодействие
мм/с
взаимодействие
ТАБЛИЦА 2 (TAB.2)
мм/с
взаимодействие
мм/с
взаимодействие
Способ функционирования, являющийся предметом изобретения, предусматривает этап задания контрольных значений, которые, будучи сохраненными (например, в одном или более файлах) в памяти (MS), будут использованы устройством (PU) обработки данных для проверки правильности расположения элементов устройства (РС) для предварительного надрезания.
В частности, сенсорные средства могут содержать датчики вибраций, размещенные на станции предварительного надрезания в подходящем месте. Например, они могут быть прикреплены к стенке станции предварительного надрезания, сбоку или в промежуточной точке по отношению к валикам (RS) и (FB).
На практике после монтажа установки и станции (РС) предварительного надрезания ту же установку запускают для измерения параметров вибраций при «нормальных» условиях, то есть при обеспечении взаимодействия валиков, например, без бумажного полотна (W) или (предпочтительно, но не только) с бумажным полотном (W), которое проходит между указанными валиками и подвергается предварительному надрезанию.
Обнаруженные вибрации обусловлены контактами (или соударениями), которые возникают вследствие взаимодействия валиков. Измеренные значения/параметры могут быть использованы непосредственно устройством (PU) обработки данных, или они могут быть преобразованы, например, при использовании соответствующих гармоник, как в таблицах, описанных выше. Например, контрольные значения могут содержать сумму нескольких кривых, связанных со следующими друг за другом гармониками, чтобы сделать спектр полученных значений настолько полным, насколько это возможно. На практике способ и устройство по изобретению обеспечивают получение своего рода «отпечатка» вибрации, который может быть получен непосредственно из обнаруженных вибраций или посредством соответствующего преобразования и который запоминают для последующего сравнения во время стадии производства, выполняемой машиной.
После запуска элементов для предварительного надрезания и задания контрольных значений управление системой осуществляют в рабочем режиме, и средства обнаружения приводят в действие для передачи соответствующих данных устройству обработки данных.
Предпочтительно те же самые средства обнаружения, которые использовались для получения контрольных значений во время предварительного измерения, также используются для мониторинга правильности работы машины. Таким образом, обнаружение является настолько точным, насколько это возможно, поскольку средства, используемые для предварительного измерения, соответствуют тем, которые используются для мониторинга рабочего режима.
В случае некорректных измеренных значений, которые, тем не менее, включены в диапазон «стандартных» значений, которые соответствуют неоптимальному функционированию, но которые могут быть скорректированы, устройство (PU) выдает сигнал неисправности, который может вызвать - даже автоматически - переустановку элементов (РС) для предварительного надрезания, пока не будут определены стандартные контрольные значения.
Напротив, во время операций обнаружения, не включенных в данный диапазон, устройство (PU) выдает сигнал неисправности, который может вызвать - даже автоматически - останов элементов (РС) для предварительного надрезания, если значения превышают заранее установленные пороговые значения.
На чертежах средства, обеспечивающие возможность автоматической переустановки устройства (РС) для предварительного надрезания, показаны в виде приводных средств (3), воздействующих на контрнож (FB), и выполнены с возможностью его перемещения в двух направлениях, например, в соответствии с двунаправленной стрелкой (F). Экспериментальные проверки показали, что может быть более эффективным перемещение данного элемента (FB), который схематически показан на чертежах опирающимся на два подвижных кронштейна (31) вдоль соответствующих направляющих элементов или предпочтительно опирается на кулачковые средства, позволяющие более эффективно регулировать положение указанного валика, удерживающего ножи.
В частности, в неограничивающем примере, показанном на чертежах, переустановка/изменение положения элементов для предварительного надрезания может происходить за счет передачи управляющих сигналов средствам позиционирования валика (FB), удерживающего ножи, действующим с двух противоположных сторон, обозначенных (30А) и (30В) на чертежах. Другими словами, управляющее устройство (PU) выполнено с возможностью приведения в действие приводных средств, предназначенных для позиционирования/ориентирования данного валика.
На схеме по фиг.1 управляющее устройство также соединено со станцией (RW) размотки и со средствами (FL) намотки, расположенными дальше по ходу. Это означает, что в случае обнаружения неисправности, которая не может быть устранена посредством переустановки/изменения положения валиков для предварительного надрезания, система управления может остановить работу перемоточной машины как перед, так и за устройством для предварительного надрезания. Другими словами, система мониторинга имеет возможность автоматического устранения аномалий определенного типа, например, таких как «неприлегание» двух валиков или неправильное расстояние между ними, в то время как возникновение аномалий, которые не могут быть устранены за счет действия средств (3) для позиционирования валиков (например, поломка или чрезмерный «расход» (износ) ножа), может вызвать передачу сигнала останова как средствам предварительного надрезания, так и остальным компонентам перемоточной машины.
Тем не менее, на практике детали исполнения могут различаться эквивалентным образом по отношению к отдельным элементам, описанным и проиллюстрированным, без отхода от идеи выбранного решения и, следовательно, остаются в пределах объема охраны, гарантируемого данным патентом.
Изобретение относится к технической области перемоточных устройств для производства логов, образованных из бумажного материала. Способ управления устройством для предварительного надрезания в установке для получения логов из бумажного материала, содержащей перемоточную машину для получения логов из бумажного материала. При этом упомянутое устройство выполнено по меньшей мере с первым вращающимся элементом или первым валиком (RS), который взаимодействует со вторым элементом или контрножом (FB) для образования последовательности линий предварительного надреза на полотне бумажного материала посредством по меньшей мере одного ножа (RB). Способ включает следующие рабочие этапы: выполнение и монтаж устройства для предварительного надрезания при установке относительно друг друга и регулировке указанных первого (RS) и второго (FB) элементов; приведение в действие устройства для предварительного надрезания при измерении возникающих вибраций, связанных с взаимодействием между указанным первым и указанным вторым элементами; запоминание по меньшей мере значения или набора значений, относящихся к указанному измерению вибраций, соответствующих оптимальной или базовой рабочей конфигурации устройства. Во время работы указанной установки измерение параметров вибраций, возникающих в результате взаимодействия между указанными первым (RS) и вторым (FB) элементами, и сравнение с указанным значением или набором значений, относящимся к базовой рабочей конфигурации, с выдачей сигнала, если имеется несоответствие между измеренным параметром и контрольным значением или набором контрольных значений. В результате обеспечивается уменьшение дефектов в изготавливаемых логах, увеличение продолжительности работы машины за счет уменьшения износа ножей. 2 н. и 10 з.п. ф-лы, 4 ил., 2 табл.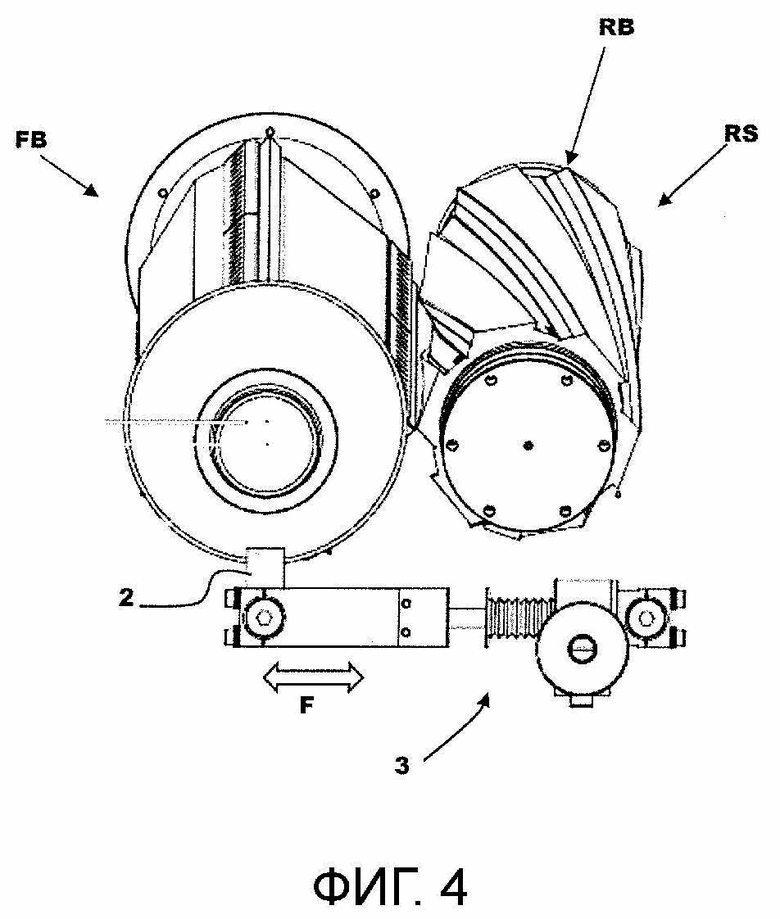
1. Способ управления устройством (РС) для предварительного надрезания в установке для получения логов из бумажного материала, содержащей перемоточную машину для получения логов из бумажного материала, включающий
осуществление монтажа устройства (РС) для предварительного надрезания в установке для получения логов из бумажного материала, содержащей перемоточную машину для получения логов из бумажного материала, где указанное устройство выполнено по меньшей мере с первым вращающимся элементом или первым валиком (RS), который взаимодействует со вторым элементом или контрножом (FB), для образования последовательности линий предварительного надреза на полотне бумажного материала посредством по меньшей мере одного ножа (RB),
установку относительно друг друга и регулировку указанных первого (RS) и второго (FB) элементов,
приведение в действие устройства (РС) для предварительного надрезания при измерении возникающих вибраций, связанных с взаимодействием между указанным первым и указанным вторым элементами во время тестового этапа, который предшествует рабочему применению указанного устройства,
запоминание по меньшей мере значения или набора значений, относящихся к указанному измерению вибраций, соответствующих оптимальной или базовой рабочей конфигурации устройства (РС) для предварительного надрезания, при этом указанное запоминание выполняют во время указанного тестового этапа,
измерение, во время работы указанной установки для получения логов из бумажного материала, параметров вибраций, возникающих в результате взаимодействия между указанными первым (RS) и вторым (FB) элементами, и сравнение с указанным значением или набором значений, относящимся к базовой рабочей конфигурации, с выдачей сигнала, если имеется несоответствие между измеренными значениями и контрольным значением или набором контрольных значений.
2. Способ по п. 1, отличающийся тем, что указанный набор значений составляет диапазон контрольных значений и указанное сравнение определяет, находится ли значение в данном диапазоне.
3. Способ по п. 1 или 2, отличающийся тем, что указанный выданный сигнал при несоответствии между измеренным значением и контрольным значением или набором контрольных значений передают в автоматические средства (3) для регулирования положения одного из указанных первого (RS) и второго (FB) элементов, выполненные с возможностью изменения расстояния и/или наклона одного из данных двух элементов относительно другого.
4. Способ по п. 3, отличающийся тем, что регулировку указанных первого (RS) и второго (FB) элементов выполняют посредством по меньшей мере двух средств позиционирования, расположенных и/или функционирующих с противоположных сторон по отношению к продольной протяженности указанных элементов.
5. Способ по одному из пп. 1-4, отличающийся тем, что определение указанного контрольного значения или набора контрольных значений выполняют посредством пропускания полотна бумажного материала между указанными первым (RS) и вторым (FB) элементами и измерения параметров соответствующих вибраций.
6. Способ по одному из пп. 1-5, отличающийся тем, что параметры обнаруженных вибраций используют в виде функции времени или соответствующих преобразований.
7. Способ по одному из пп. 1-6, отличающийся тем, что действие указанного первого вращающегося элемента или первого валика (RS) выполняют ножами (RB), а определение положения первого элемента с помощью средства (EN), выполненного с возможностью выдачи сигнала положения валика для установления взаимосвязи с измерением, выполненным для ножа (RB).
8. Способ по одному из пп. 1-7, отличающийся тем, что устройство (АС) обнаружения, используемое для определения указанного контрольного значения, является тем же, что и используемое во время работы перемоточной машины.
9. Способ по одному из пп. 1-8, отличающийся тем, что действие устройства (РС) для предварительного надрезания осуществляют по ходу за станцией (RW) размотки и перед средствами (FL) намотки, при этом останавливают указанную станцию (RW) размотки и/или указанные средства (FL) намотки, когда измеренная величина превышает пороговое значение.
10. Перемоточная машина для получения логов из бумажного материала, содержащая средства (RW) для подачи бумажного полотна (W), образованного одним или более наложенными друг на друга полотнами, вдоль заданной траектории подачи, устройство (РС) для предварительного надрезания, расположенное вдоль указанной траектории подачи и выполненное с возможностью образования последовательности поперечных линий (PL) предварительного надреза на проходящем бумажном полотне (W), средства (FL) намотки, расположенные по ходу за устройством (РС) для предварительного надрезания и предназначенные для намотки бумажного полотна (W) в виде лога, имеющего предварительно заданную длину, на станции намотки, и средства для выгрузки лога из станции намотки, при этом устройство (РС) для предварительного надрезания содержит заданное количество ножей (RB), которые при взаимодействии с контрножом (FB) образуют указанные линии (PL) предварительного надреза на бумажном полотне (W), отличающаяся тем, что она содержит устройство (АС) обнаружения, предназначенное для обнаружения вибраций, образующихся при взаимодействии между ножами (RB) и контрножом (FB) на стадии образования линий предварительного надреза, и выполненное с возможностью генерирования электрических сигналов, характеризующих указанные вибрации, и программируемое устройство (PU) обработки данных, выполненное с возможностью получения сигналов, генерируемых устройством (АС) обнаружения, и сравнивания значения обнаруженных сигналов с контрольными значениями, полученными во время тестового этапа, на котором задействовано устройство для предварительного надрезания, для выдачи сигнала неисправности, если одно из указанных измеренных значений находится за пределами интервала, границы которого определяются контрольными значениями.
11. Перемоточная машина по п. 10, отличающаяся тем, что указанное программируемое устройство (PU) обработки данных соединено со средствами (3) позиционирования опорного валика указанного контрножа (FB) и/или указанного заданного количества ножей (RB) для автоматического регулирования их положения в зависимости от операций обнаружения, выполняемых указанным устройством (АС) обнаружения.
12. Перемоточная машина по п. 10, отличающаяся тем, что указанное программируемое устройство (PU) обработки данных соединено с указанными средствами (RW) для подачи бумажного полотна (W) и указанными средствами (FL) намотки для прекращения работы в зависимости от операций обнаружения, выполняемых указанным устройством (АС) обнаружения.
| Способ отвода газов из конвертера | 1970 |
|
SU382689A1 |
| DE 202005003279 U1, 16.06.2005 | |||
| СТАНОК ДЛЯ РЕЗКИ ЛОГОВ БУМАГИ | 2007 |
|
RU2413606C1 |
| ПЕРЕМОТОЧНАЯ МАШИНА И СПОСОБ ПРОИЗВОДСТВА БУМАЖНЫХ ЛОГОВ РАЗНОГО РАЗМЕРА | 2003 |
|
RU2293700C2 |

