Область техники
Настоящее изобретение относится к листовому материалу для экстракции, способному экстрагировать напиток или ему подобные продукты из экстрагируемого материала, такого как чайные листья, травы или молотый кофе, а также к экстракционному фильтру и к экстракционному пакетику (далее экстракционный фильтр и экстракционный пакетик будут вместе указываться как "фильтр и ему подобные средства для экстракции"), получаемым путем обработки листового материала, такой как резание и склеивание. Более конкретно, настоящее изобретение относится к листовому материалу для экстракции, имеющему превосходные характеристики прозрачности и экстракции, с низкой вероятностью утечки порошка, хорошо поддающемуся машинной обработке для производства фильтров и им подобных средств для экстракции, а также к фильтрам и им подобным средствам, очень удобным в использовании и изготовленных из указанного листового материала для экстракции.
Уровень техники
Традиционно из листового материала для экстракции изготавливают фильтры и пакетики, используемые для экстракции: напитков, таких как черный чай, зеленый чай, травяные настои и кофе; жидких пищевых продуктов, таких как суп; лекарственных средств, таких как травяные настои китайской медицины или средства для ванн. В качестве таких материалов используются многие нетканые полотна, сформированные из синтетических смол, обеспечивающие повышенную скорость экстракции, дешевые и обладающие другими подходящими характеристиками. В последние годы наметилась тенденция к обеспечению привлекательного внешнего вида листовых материалов для экстракции, в частности, таких их характеристик как прозрачность и глянцевитость.
В частности, когда пакетики для экстракции заполнены листьями высококачественного чая, имеющими великолепный зеленый цвет, или травами различных ярких цветов, используемыми в качестве экстрагируемых материалов, необходима высокая прозрачность листового материала, из которого изготовлены пакетики, так чтобы сквозь листовой материал для экстракции можно быть видеть красивые яркие чайные листья и травы.
Для улучшения прозрачности листового материала для экстракции, например, могут быть увеличены зазоры между волокнами путем уменьшения длины волокон, находящихся на единичной площади нетканого полотна, которое формирует листовой материал для экстракции. Для этого может быть уменьшена поверхностная плотность нетканого полотна, а также может быть увеличен диаметр волокон, если поверхностная плотность не изменяется.
Кроме того, при увеличении зазоров между волокнами нетканого полотна, формирующего листовой материал для экстракции, увеличивается величина воздушного потока, и в то же время также увеличивается проницаемость для горячей воды или воды. Поэтому повышается скорость экстракции, то есть, улучшаются экстракционные характеристики материала.
Однако, при увеличении зазоров между волокнами нетканого полотна, формирующего листовой материал для экстракции, и экстракционный фильтр или экстракционный пакетик, изготовленные из такого листового материала, будет повышаться вероятность "утечки порошка", в результате которой тонкий порошок, заключенный в экстракционный материал, будет выходить через зазоры между волокнами. В том случае, когда утечка порошка значительна, ухудшается внешний вид в результате загрязнения поверхности материала или в результате выхода большого количества тонкого порошка в напиток или другой аналогичный продукт, и при этом возникает проблема, связанная с ухудшением вкуса пищевого продукта.
Кроме того, при уменьшении поверхностной плотности нетканого полотна, формирующего листовой материал для экстракции, для улучшения прозрачности или экстракционных характеристик листового материала для экстракции снижается его модуль силы (напряжение растяжения). И тогда, если к листовому материалу для экстракции будет приложено большое растягивающее усилие в процессе его машинной или иной обработки, то этот листовой материал будет подвергаться деформации, такой как растяжение, и не будет восстанавливаться к своей исходной форме, что может привести к выходу дефектных изделий, то есть, возникает проблема ухудшения технологичности (возможности машинной обработки) листового материала для экстракции.
Например, когда экстракционный фильтр и иные аналогичные изделия изготавливают из удлиненного листового материала для экстракции, к этому материалу может быть мгновенно приложено большое растягивающее усилие в начале работы машины или при ее аварийной остановке. Если модуль силы при удлинении листового материала для экстракции мал, то часть этого материала может быть растянута и деформирована, так что может иметь место выход дефектных изделий.
В JP 2015-74838 (патентная публикация 1) раскрывается технология изготовления пищевого фильтра, сформированного из нетканого полотна, содержащего длинные полиэфирные волокна, изготовленные путем вытягиванием нитей через фильеры в воздушном потоке (технология "спанбонд"). Такое нетканое полотно отличается высокой прозрачностью, низкой усадкой под действием кипящей воды, высокой способностью сохранять размеры и великолепными экстракционными характеристиками.
Однако, поскольку такой пищевой фильтр изготавливается из одного слоя нетканого полотна, формируемого методом спанбонд из сравнительно толстых волокон со средним диаметром 15-40 мкм (см. п. 1 формулы патентной публикации 1), то для такого пищевого фильтра характерна тенденция к утечке порошка. Кроме того, отсутствует указание относительно увеличения модуля упругости/силы при удлинении для улучшения технологичности, и этот момент не принимается во внимание.
В JP 3939326 (патентная публикация 2) раскрывается технология изготовления чайного пакетика из листового материала, имеющего многослойную структуру, сформированного из нетканого полотна, изготовленного методом спанбонд. Такой чайный пакетик имеет высокую прозрачность, и вероятность утечки порошка из него меньше.
Однако, поскольку нетканое полотно, из которого изготавливают такой чайный пакетик, имеет низкую величину проницаемости воздушного потока, 140-280 см3/см3/сек по методике JIS-L-1906 Фрейзера (см. Примеры 1-6 патентной публикации 2), то нетканое полотно имеет недостаточные экстракционные характеристики. Кроме того, отсутствует указание относительно увеличения модуля силы при удлинении для улучшения технологичности, и этот момент не принимается во внимание.
В JP 4944545 Японии (патентная публикация 3) раскрывается технология изготовления пищевого фильтра и основной части (тела) пакетика, которые имеют трехслойную конструкцию. В этом случае снижается вероятность утечки порошка, а также улучшается термосвариваемость и повышаются экстракционные характеристики.
Такой пищевой фильтр изготавливают путем укладки слоя нетканого полотна из волокон, формируемых способом раздува расплава горячим воздухом (мелтблаун), имеющих диаметр 1-7 мкм, между первым и третьим слоями, каждый из которых формируется методом спанбонд, с термическим прессованием полученной сборки. Таким образом, поскольку средний диаметр волокон очень мал в нетканом полотне, изготовленном способом мелтблаун, такое полотно имеет низкую прозрачность. Кроме того, отсутствует указание относительно увеличения модуля силы при удлинении для улучшения технологичности, и этот момент не принимается во внимание.
Перечень ссылок
Патентная публикация 1: публикация японской патентной заявки 2015-74838
Патентная публикация 2: японский патент 3939326;
Патентная публикация 3: японский патент 4944545.
Раскрытие изобретения
Изобретение направлено на решение вышеописанных проблем, и целью изобретения является создание листового материала для экстракции, экстракционного фильтра и экстракционного пакетика, имеющих превосходные характеристики прозрачности и экстракции, которые в меньшей степени подвержены утечке порошка, а также материал характеризуется большой величиной модуля силы при удлинении и отличными возможностями машинной обработки.
Решение задачи
Вышеуказанные проблемы решаются следующим образом.
1. Предлагается листовой материал для экстракции, имеющий: первый слой, содержащий нетканое полотно спанбонд, сформированное из волокон на полиэфирной основе со средним диаметром в диапазоне 18-28 мкм, причем нетканое полотно спанбонд имеет поверхностную плотность (или грамматуру от англ. "basis weight") в диапазоне 8-19 г/м2; и второй слой, содержащий нетканое полотно мелтблаун, сформированное из волокон на полиэфирной основе со средним диаметром в диапазоне 16-28 мкм, причем нетканое полотно мелтблаун имеет поверхностную плотность в диапазоне 2-8 г/м2, причем сумма длин всех волокон, находящихся на 1 см2 листового материала для экстракции, находится в диапазоне 3,3-4,8 м, и модуль силы для относительного удлинения 3% равен 5,5 Н или более, где модуль силы определяется как нагрузка при относительном удлинении 3%, когда листовой материал для экстракции, шириной 15 мм, растягивается в продольном направлении для измерения растягивающего усилия.
2. В частном варианте осуществления листовой материал для экстракции, описанный в п. 1, имеет прозрачность 40% или более, а величина воздушного потока равна 400 см3/см3/сек или более, и коэффициент утечки порошка равен 10% или менее.
3. Предлагается также экстракционный фильтр, содержащий листовой материал для экстракции, описанный в п. 1 или 2, сформированный путем складывания листового материала для экстракции, причем второй слой расположен на внутренней стороне, и склеивания листового материала для экстракции в заданных местах.
4. Кроме того предлагается экстракционный пакетик, содержащий листовой материал для экстракции, описанный в п. 1 или 2, сформированный путем складывания листового материала для экстракции, причем второй слой расположен на внутренней стороне, и склеивания листового материала для экстракции в заданных местах для формирования основной части (тела/корпуса пакетика), которая заполнена экстрагируемым материалом.
Положительные эффекты изобретения
В отношении листового материала для экстракции, сформированного нетканым полотном, необходимо отметить, что если поверхностная плотность нетканого полотна становится малой, или средний диаметр волокон становится большим по сравнению с неткаными полотнами, имеющими такую же поверхностную плотность, то длина волокон на единице площади нетканого полотна становится меньше, и зазоры между волокнами увеличиваются, в результате чего повышается прохождение света и величина воздушного потока. Соответственно, могут быть улучшены характеристики прозрачности и экстракции листового материала для экстракции.
Однако при увеличении зазоров между волокнами нетканого полотна встает проблема утечки порошка, когда тонкий порошок, содержащийся в экстрагируемом материале, выходит через зазоры между волокнами и, соответственно, загрязняет материал снаружи или переходит в состав напитка или иного продукта.
Таким образом, поскольку улучшение характеристик прозрачности и экстракции и снижение утечки порошка противоречат друг другу в листовом материале для экстракции, то обычно трудно обеспечить совместимость двух характеристик.
Кроме того, когда поверхностную плотность нетканого полотна уменьшают для повышения характеристик прозрачности и экстракции листового материала для экстракции, сформированного из этого нетканого полотна, модуль силы при удлинении (напряжение растяжения) листового материала для экстракции становится меньше. Когда модуль силы при удлинении листового материала для экстракции уменьшается, ухудшается способность листового материала для экстракции восстанавливать свою исходную форму, когда на него действует внешняя сила и он деформируется. Поэтому может повышаться количество бракованных изделий на выходе производственной линии.
Для того чтобы повысить модуль силы при удлинении листового материала для экстракции, например, необходимо увеличить поверхностную плотность нетканого полотна мелтблаун, однако в этом случае характеристики прозрачности и экстракции листового материала для экстракции могут ухудшаться.
В результате всесторонних исследований, выполненных авторами настоящего изобретения в отношении листового материала для экстракции, содержащего слой нетканого полотна спанбонд (первый слой) и слоя нетканого полотна мелтблаун (второй слой), причем каждый слой сформирован из волокон на полиэфирной основе, было найдено, что сумму длин волокон, составляющих первый слой, и волокон, составляющих второй слой, на единице площади листового материала для экстракции необходимо регулировать таким образом, чтобы она находилась в заданном диапазоне. Кроме того, модуль силы для относительного удлинения 3% листового материала для экстракции обеспечивают на заданном уровне или выше, в то время как средние диаметры волокон и поверхностную плотность волокон, составляющих соответствующие слои, регулируют соответствующим образом, чтобы они находились в заданном диапазоне. Авторы изобретения обнаружили, что в этом случае можно обеспечить как улучшение характеристик прозрачности и экстракции, так и снижение утечки порошка, и может быть предотвращено изготовление бракованных изделий на производственной линии. Таким образом, авторы осуществили свое изобретение.
А именно, оно реализовано в листовом материале для экстракции, описанном выше в п. 1, поскольку этот материал содержит: первый слой, сформированный нетканым полотном спанбонд, сформированным из волокон на полиэфирной основе со средним диаметром, находящимся в диапазоне 18-28 мкм, причем поверхностная плотность нетканого полотна спанбонд находится в диапазоне 8-19 г/м2; второй слой, сформированный нетканым полотном мелтблаун, сформированным из волокон на полиэфирной основе со средним диаметром, находящимся в диапазоне 16-28 мкм, причем поверхностная плотность нетканого полотна мелтблаун находится в диапазоне 2-8 г/м2, причем сумма длин всех волокон, находящихся на 1 см2 листового материала для экстракции, находится в диапазоне 3,3-4,8 м, в результате чего обеспечивается положительный эффект, заключающийся в получении превосходных характеристик прозрачности и экстракции, а также в снижении вероятности утечки порошка.
Кроме того, поскольку листовой материал для экстракции по настоящему изобретению, описанный выше в п. 1, имеет модуль силы для относительного удлинения 3%, равный 5,5 Н или выше, то листовой материал для экстракции отличается тем, что если он подвергается действию внешней силы и временно деформируется, то он стремится вернуться к своей исходной форме.
Поэтому, например, даже если листовой материал для экстракции подвергается мгновенному воздействию большого растягивающего усилия и временно деформируется, например, растягивается в начале работы оборудования или при его аварийной остановке при изготовлении экстракционного фильтра и аналогичных продуктов из листового материала для экстракции, этот материал немедленно восстанавливает свою исходную форму, и повреждение или постоянная деформация материала не будут происходить. Поэтому такой листовой материал для экстракции обеспечивает положительные эффекты, связанные с машинной обработкой, ввиду существенного снижения уровня бракованных изделий при машинной обработке листового материала.
Модуль силы для относительного удлинения 3% - это напряжение, генерируемое, когда листовой материал для экстракции стремится восстановить свою исходную длину после его растягивания, в результате которого длина материала увеличивается на 3% относительно его исходной длины. Можно сказать, что чем больше это напряжение, тем выше восстанавливаемость материала к своей исходной длине.
В отношении листового материала для экстракции, по настоящему изобретению, описанного выше в п. 2, следует отметить, что поскольку листовой материал для экстракции имеет прозрачность 40% или выше, то экстрагируемый материал внутри экстракционного пакетика может быть четко виден снаружи этого пакетика, вмещающего экстрагируемый материал и изготовленного из такого листового материала для экстракции. Поэтому коммерческая ценность может быть существенно повышена, в частности, для экстракционного пакетика, содержащего в качестве экстрагируемого материала чайные листочки замечательного зеленого цвета или яркие травы.
Кроме того, в отношении листового материала для экстракции по настоящему изобретению, описанного выше в п. 2, следует отметить, что поскольку величина воздушного потока равна 400 см3/см3/сек или более, то горячая вода или вода легко проходит, и экстракционный фильтр или другие подобные изделия, изготовленные из такого листового материала для экстракции, способны достаточно быстро экстрагировать напиток или ему подобный продукт через экстракционный материал. Таким образом, листовой материал для экстракции обеспечивает положительный эффект, заключающийся в обеспечении превосходных характеристик экстракции.
Кроме того, в отношении листового материала для экстракции по настоящему изобретению, описанного выше в п. 2, следует отметить, что поскольку коэффициент утечки порошка равен 10% или менее, то листовой материал для экстракции затрудняет выход тонкого порошка, содержащегося в экстрагируемом материале, из экстракционного пакетика, содержащего экстрагируемый материал и изготовленного из этого листового материала. Соответственно, листовой материал для экстракции обеспечивает положительный эффект, заключающийся в предотвращении загрязнения машины, изготавливающей экстракционные пакетики, тонким порошком, а также в снижении количества тонкого порошка, проходящего в напиток или в иной подобный продукт, так что может быть улучшен внешний вид и вкус.
В отношении экстракционного фильтра по настоящему изобретению, описанного выше в п. 3, следует отметить, что поскольку экстракционный фильтр сформирован путем складывания листового материала для экстракции по настоящему изобретению, описанного выше в п. 1 или 2, причем второй слой находится на внутренней стороне, и склеивания листового материала для экстракции в заданных местах, то характеристики прозрачности и экстракции фильтра превосходны, и вероятность утечки порошка низка.
В отношении экстракционного пакетика по настоящему изобретению, описанного выше в п. 4, следует отметить, что поскольку экстрагируемый материал заключен внутри основной части, сформированной путем складывания листового материала для экстракции по настоящему изобретению, описанного выше в п. 1 или 2, причем второй слой находится на внутренней стороне, и склеивания листового материала для экстракции в заданных местах, то экстрагируемый материал, находящийся внутри основной части, может быть хорошо виден снаружи листового материала, имеющего высокую степень прозрачности, и в то же время экстракционный пакетик имеет превосходные характеристики экстракции, и вероятность утечки порошка низка.
Поэтому, когда в таком экстракционном пакетике в качестве экстрагируемого материала заключены чайные листочки, имеющие прекрасный зеленый цвет или различные яркие травы, то экстракционный пакетик имеет привлекательный вид, и его коммерческая ценность может быть увеличена.
Краткое описание чертежей
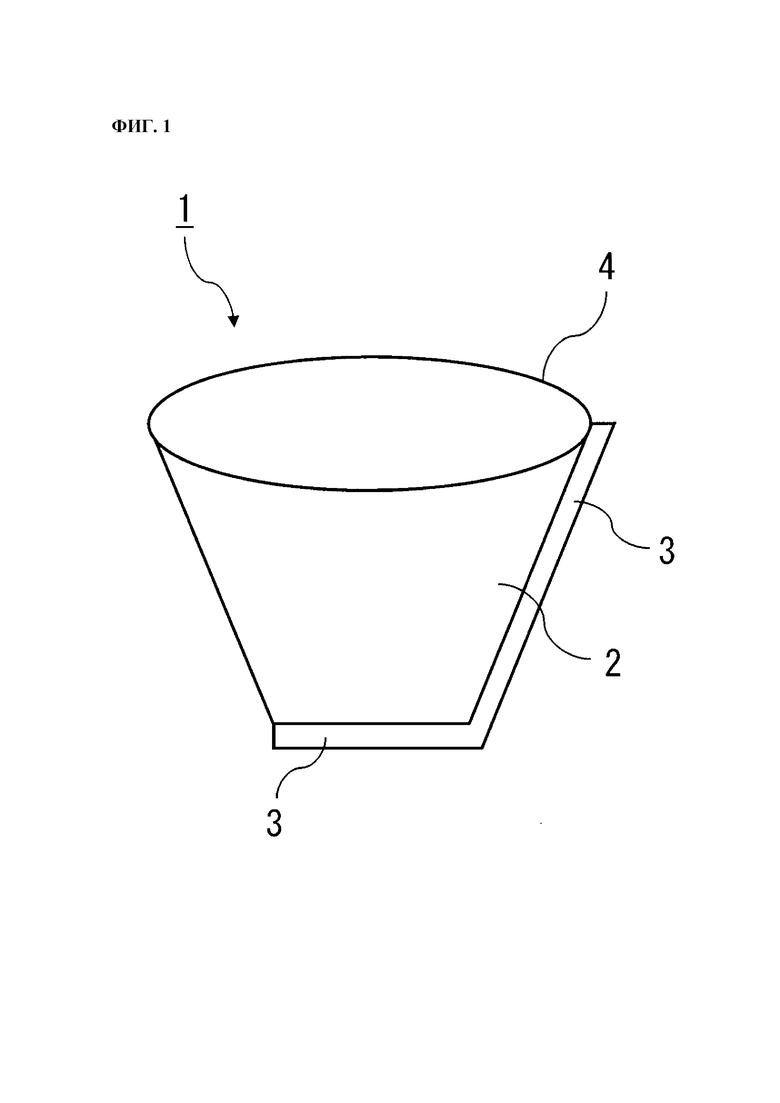
На фиг. 1 - вид в перспективе, иллюстрирующий один из вариантов экстракционного фильтра по настоящему изобретению;
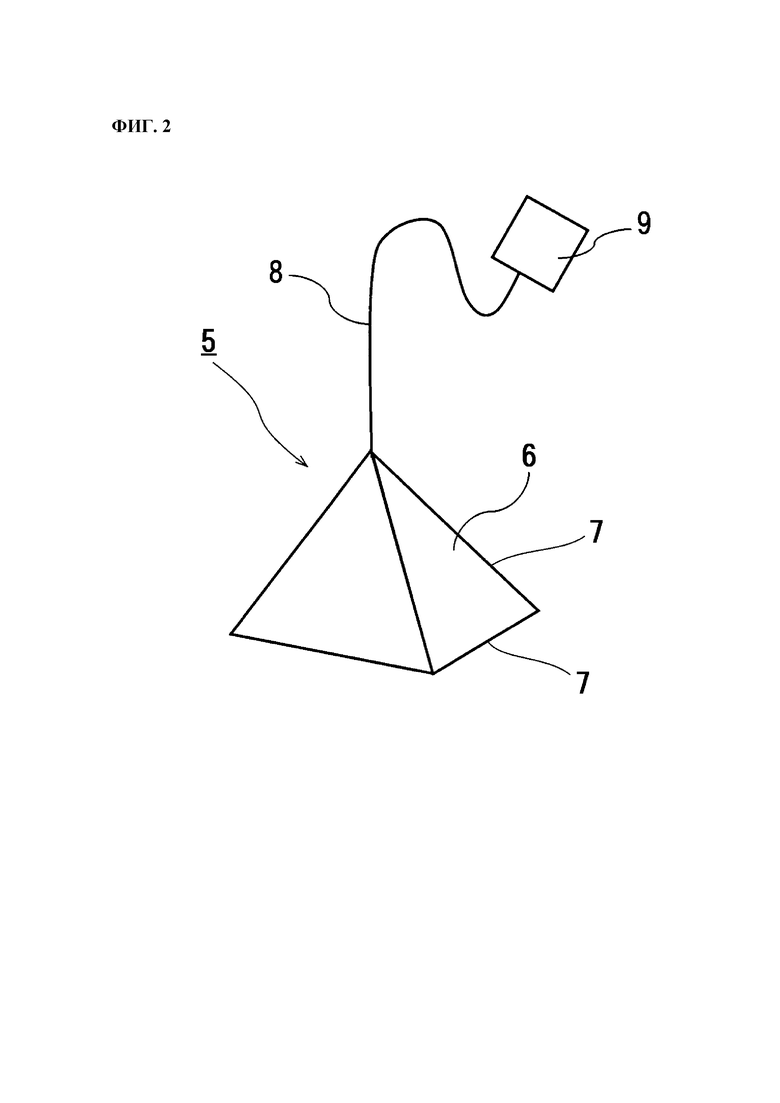
на фиг. 2 - вид в перспективе, иллюстрирующий один из вариантов экстракционного пакетика по настоящему изобретению.
Подробное описание осуществления изобретения
Ниже будут описаны варианты осуществления настоящего изобретения. Однако не следует понимать, что изобретение ограничивается лишь описанными вариантами.
Кроме того, в описании изобретения диапазон численных значений, указанный выражением " - ", означает, что в него включаются и численные величины, указанные перед и после " - " в качестве нижнего и верхнего пределов диапазона.
Листовой материал для экстракции по настоящему изобретению подходит для использования в качестве материала для экстракционного фильтра, используемого путем помещения экстрагируемого материала в фильтр и заливки сверху горячей воды, воды или иной жидкости, которая фильтруется при прохождении через фильтр, как это осуществляется в экстракционном фильтре молотого кофе, когда экстракционный фильтр устанавливают на воронку устройства капельного выпуска. Кроме того, листовой материал для экстракции подходит для использования в качестве материала для экстракционного пакетика, основная часть которого содержит экстрагируемый материал, и пакетик, такой как чайный пакетик, используется путем погружения в горячую воду, в воду или в иную жидкость.
Термин "экстрагируемый материал", как он используется в настоящем описании, включает в широком смысле материал для приготовления напитка, материал для приготовления пищевого продукта, материал для приготовления фармацевтического продукта или продукта лечебно-профилактической косметики и тому подобных продуктов, причем компоненты этих материалов экстрагируют в горячую воду, в воду или в спирт. Примеры таких материалов включают чайные листья, такие как листья зеленого чая, черного чая, обжаренного зеленого чая, чая улунг, чая ду зонг; ячменный чай; цветочный чай; молотый кофе; сушеные стружки рыбы, такой как тунец или копченая скумбрия; сушеные водоросли для супа; сушеные сардины; травяные продукты китайской медицины; и средства для ванны.
Листовой материал для экстракции по настоящему изобретению содержит первый слой, формируемый из нетканого полотна, получаемого по технологии спанбонд, и второй слой, сформированный из нетканого полотна, получаемого по технологии мелтблаун, причем слои спрессованы друг с другом, и нетканые полотна сформированы из волокон, получаемых из смолы на полиэфирной основе.
Смола на полиэфирной основе может быть линейным полиэфиром, сополимером полиэфиров или им подобным соединением, например, полиэтилентерефталатом, полибутилентерефталатом или сополимером полиэтилентерефталата и полиэтиленизофталата, в котором коэффициент полимеризации кислотных компонентов, а именно отношение терефталевая кислота/изофталевая кислота регулируется в соответствующем диапазоне. Кроме того, в качестве смолы на полиэфирной основе может использоваться продукт, получаемый полимеризацией терефталевой кислоты (основной компонент) с 5-сульфоизофталатом натрия, с 4-гидроксибензойной кислотой, с адипиновой кислотой, с фталевой кислотой, с нафталинкарбоновой кислотой, с диэтиленгликолем, с пропиленгликолем, с 1,4-бутандиолом, с пентаэритритолом или другими соединениями в подходящем отношении (вместо изофталевой кислоты).
Кроме того, в смолу на полиэфирной основе, используемой для листового материала для экстракции, могут быть добавлены другие обычно используемые компоненты в той степени, в какой они не будут ухудшать полезное действие изобретения. Например, могут быть введены в подходящих количествах добавки, улучшающие ударную прочность (различные эластомеры), зародышеобразующая добавка, средство, предотвращающее изменение цвета, матирующее средство, замедлитель окисления, добавка, повышающая термостойкость, пластифицирующая добавка, смазывающая добавка, добавка, повышающая погодостойкость, окрашивающая добавка, пигмент или им подобные добавки.
Волокна соответствующих нетканых полотен, формирующих первый слой и второй слой листового материала для экстракции по настоящему изобретению могут быть мононитями, многонитевыми волокнами, композитными волокнами со структурой сердцевина-оболочка, включающими два вида смолы, или им подобными волокнами. Кроме того, волокна не обязательно должны иметь круговую форму в поперечном сечении; их форма может быть любой, например, овальной, треугольной и многоугольной, а также волокна могут быть полыми.
Нетканое полотно спанбонд, формирующее первый слой листового материала для экстракции, представляет собой нетканое полотно, сформированное из сравнительно длинных волокон, полученных с использованием технологии "спанбонд". Обычно под технологией "спанбонд" понимается способ, в котором осуществляют нагрев и плавление исходного материала смолы, выдавливание расплавленной смолы через прядильную фильеру, вытягивание и растяжение получаемого продукта воздухом, выдуваемым с высокой скоростью, и его охлаждение для формирования волокон, с последующей укладкой волокон на сборнике, таком как конвейер, для формирования полотна, с последующей регулировкой толщины получаемого полотна или с частичной термокомпрессионной сваркой с использованием гладкого валка, валка с тиснением или им подобного устройства, которое используется с нагревом или без нагрева, как это будет необходимо.
При этом в процессе частичной термокомпрессионной сварки, например, вышеуказанное полотно может быть пропущено через два валка, один из которых имеет тиснение, то есть, его поверхность неровная, а второй валок имеет гладкую поверхность для давления с подогревом для формирования части, равномерно распределенной по всей поверхности нетканого полотна, формируемого по технологии спанбонд. При этом отношение площади части, сформированной под действием давления с подогревом (отношение площади термокомпрессионной сварки), ко всей поверхности нетканого полотна, предпочтительно составляет от 5,0% до 30,0%, и размягчение смолы в процессе частичной термокомпрессионной сварки может осуществляться с использованием любого подходящего способа, такого как нагрев нагревателем или размягчение вибрацией, создаваемой ультразвуковыми волнами.
Нетканое полотно спанбонд, формирующее первый слой, содержит волокна со средним диаметром 18-28 мкм. Если средний диаметр волокон превышает 28 мкм, то длина волокон на единицу площади нетканого полотна спанбонд уменьшается, так что зазоры между волокнами становятся слишком большими, в результате чего повышается вероятность утечки порошка. Если средний диаметр волокон меньше 18 мкм, то длина волокон на единицу площади нетканого полотна спанбонд увеличивается, так что зазоры между волокнами становятся слишком малыми, в результате чего ухудшаются характеристики прозрачности и экстракции.
Термин "средний диаметр волокон" понимается здесь как средняя величина толщины волокон, составляющих нетканое полотно. Если волокна имеют в поперечном сечении круговую форму, то средний диаметр волокон - это средняя величина диаметра волокон. Если форма волокон в поперечном сечении отличается от круговой формы, то средний диаметр волокон - это средняя величина диаметра, получаемого при преобразовании профиля сечения в круговой профиль, имеющий такую же площадь.
Нетканое полотно спанбонд, формирующее первый слой, имеет поверхностную плотность в диапазоне 8-19 г/м2. Если поверхностная плотность превышает 19 г/м2, то длина волокон на единицу площади нетканого полотна спанбонд увеличивается, так что зазоры между волокнами становятся слишком малыми, в результате чего ухудшаются характеристики прозрачности и экстракции. Если же поверхностная плотность меньше 8 г/м2, то снижается прочность на растяжение ввиду уменьшения длины волокон на единицу площади нетканого полотна спанбонд, и листовой материал для экстракции легко может быть поврежден.
При этом в нетканом полотне спанбонд, формирующем первый слой, может использоваться другое нетканое полотно, например, получаемое с использованием другого способа прядения, или же в него может быть введен другой материал в такой степени, в которой не будут ухудшаться положительные эффекты настоящего изобретения. Коэффициент смешения такого другого нетканого полотна или ему подобного материала составляет предпочтительно 10% или менее относительно нетканого полотна спанбонд.
Далее, второй слой листового материала для экстракции по рассматриваемому варианту формируется из нетканого полотна мелтблаун (называемый также в литературе как "мельтблаун" или "мелтблоун" от англ. " meltblown"). Термин "нетканое полотно мелтблаун", как он используется в настоящей заявке, означает нетканое полотно, изготавливаемое по технологии "мелтблаун". Обычно под технологией "мелтблаун" понимается способ, в котором осуществляют нагрев и плавление исходного материала смолы, выдавливают расплавленную смолу через прядильную фильеру, подвергают выдавливаемую смолу воздействию высокотемпературного потока воздуха для получения выдавливаемой смолы в форме распределенных волокон, укладывают распределенные волокна на поверхность конвейера или накопителя, такого как другое нетканое полотно, и затем осуществляют отверждение волокон.
Поскольку нетканое полотно мелтблаун получают путем укладки нагретой и расплавленной смолы в форме волокон, прежде чем смола полностью затвердеет, особенностью нетканого полотна мелтблаун является то, что волокна склеиваются во многих местах. Поэтому нетканое полотно мелтблаун имеет сравнительно высокий модуль силы при удлинении, и даже если такое нетканое полотно подвергают действию внешней силы, и оно временно деформируется, то это полотно может легко восстанавливать свою исходную форму после прекращения действия внешней силы.
При этом обеспечивают, чтобы температура размягчения волокон, составляющих нетканое полотно мелтблаун второго слоя, предпочтительно была ниже температуры размягчения волокон, составляющих нетканое полотно спанбонд первого слоя. Затем, в случае изготовления экстракционного фильтра и ему подобных продуктов, в которых используется листовой материал для экстракции по настоящему изобретению, например, когда два листа листового материала для экстракции размещают таким образом, чтобы вторые слои соответствующих листов были обращены друг к другу, и два листа прижимаются в определенных местах и подвергаются операции сварки, нетканое полотно мелтблаун второго слоя, имеющее низкую температуру размягчения, плавится, так что оно действует в качестве склеивающего материала. Кроме того, листы листового материала для экстракции могут быть подвергнуты операции сварки с сохранением формы листового материала для экстракции без размягчения нетканого полотна спанбонд первого слоя, имеющего высокую температуру размягчения.
В частности, когда разница между температурой размягчения волокон, составляющих нетканое полотно спанбонд первого слоя, и температурой размягчения волокон, составляющих нетканое полотно мелтблаун второго слоя, обеспечивается на уровне 30°С или более, и более предпочтительно 40°С или более, то нетканое полотно мелтблаун может быть нагрето до температуры, существенно превышающей температуру его размягчения, в процессе сварки, в результате чего нетканое полотно мелтблаун расплавляется в течение очень небольшого интервала времени. Таким образом, время, которое тратится на сварку, может быть сокращено, и, соответственно, может быть сокращено время, необходимое для изготовления экстракционного фильтра и ему подобных изделий. Таким образом, может быть повышена эффективность производства.
Кроме того, когда нетканое полотно мелтблаун второго слоя расплавляется при высокой температуре, смола может быть достаточно текучей, и, например, такая расплавленная смола может глубоко проникать в зазоры между волокнами нетканого полотна спанбонд под действием усилия сжатия, создаваемого запечатывающей пластиной. Поэтому возникает эффект сцепления, и может быть получена высокая прочность сварных соединений.
При этом для листового материала для экстракции по настоящему изобретению без проблем может использоваться любой способ сварки, такой как склеивание термосваривающей пластиной или склеивание с помощью вибрации, создаваемой ультразвуковыми волнами.
Для регулирования температуры размягчения нетканого полотна спанбонд первого слоя может регулироваться скорость прядения, как это будет необходимо, в процессе прядения составляющих волокон. Кроме того, температура размягчения может регулироваться путем смешивания исходных материалов смол, имеющих разные молекулярные веса, как это будет необходимо, или путем введения различных добавок.
Кроме того, для регулирования температуры размягчения нетканого полотна мелтблаун второго слоя может соответствующим образом регулироваться температура нагрева для плавления исходного материала волокон смолы на полиэфирной основе в процессе прядения составляющих волокон, или может соответствующим образом регулироваться температура потока воздуха, подаваемого на расплавленную смолу в форме волокон. Кроме того, температура размягчения может регулироваться путем смешивания исходных материалов смол, имеющих разные молекулярные веса, как это будет необходимо, или путем введения различных добавок.
Нетканое полотно мелтблаун, формирующее второй слой, содержит волокна со средним диаметром 16-28 мкм. Если средний диаметр волокон превышает 28 мкм, то длина волокон на единицу площади нетканого полотна мелтблаун уменьшается, так что расстояние между волокнами становится слишком большим, в результате чего повышается вероятность утечки порошка, и, соответственно, возникают трудности при производстве нетканого полотна мелтблаун. Если средний диаметр волокон меньше 16 мкм, то длина волокон на единицу площади нетканого полотна спанбонд увеличивается, так что расстояние между волокнами становится слишком малым, в результате чего ухудшаются характеристики прозрачности и экстракции.
Нетканое полотно мелтблаун, формирующее второй слой, имеет поверхностную плотность в диапазоне 2-8 г/м2. Если поверхностная плотность превышает 8 г/м2, то длина волокон на единицу площади нетканого полотна мелтблаун увеличивается, так что расстояние между волокнами становится слишком малым, в результате чего ухудшаются характеристики прозрачности и экстракции. Если же поверхностная плотность меньше 2 г/м2, то длина волокон на единицу площади нетканого полотна мелтблаун уменьшается, так что упомянутый модуль силы снижается, и повышается вероятность постоянной деформации листового материала для экстракции под действием внешней силы.
При этом в нетканом полотне мелтблаун, формирующем второй слой, может использоваться другое нетканое полотно, отличающееся от нетканого полотна мелтблаун, например, получаемое с использованием другого способа прядения, или же в него может быть введен другой материал в такой степени, в которой не будут ухудшаться положительные эффекты настоящего изобретения. Коэффициент смешения такого другого нетканого полотна или ему подобного материала составляет предпочтительно примерно 10% или менее относительно нетканого полотна мелтблаун.
Далее будет описан способ получения слоистого материала, состоящего из первого слоя и второго слоя, для экстракции по рассматриваемому варианту.
Сначала формируют первый слой, содержащий нетканое полотно, получаемое по технологии спанбонд. Это нетканое полотно спанбонд может быть в форме полотна, в котором просто собраны спряденные волокна, или же это может продукт частичной термокомпрессионной сварки, получаемый путем пропускания полотна через нагретые валики с тиснением или через им подобное устройство.
Затем на поверхности этого первого слоя может быть сформирован второй слой, содержащий нетканое полотно мелтблаун, путем распыления, сбора и отверждения расплавленной смолы в форме волокон при высокой температуре в соответствии со способом мелтблаун.
Когда температура размягчения смолы, которая формирует нетканое полотно мелтблаун, обеспечивается ниже температуры размягчения смолы, которая формирует нетканое полотно спанбонд, смола нетканого полотна мелтблаун может быть расплавлена под действием высокой температуры, при которой смола нетканого полотна спанбонд не размягчается. Поэтому, даже в том случае, когда расплавленную смолу в форме волокон наносят по технологии мелтблаун при высокой температуре на поверхность нетканого полотна спанбонд, нетканое полотно мелтблаун может формироваться на поверхности нетканого полотна спанбонд без деформации последнего и может приклеиваться к этому полотну спанбонд.
Кроме того, при таком способе изготовления слоистого материала волокна нетканого полотна мелтблаун проникают в зазоры между волокнами нетканого полотна спанбонд, и после этого они затвердевают. Поэтому возникают точки сцепления, и два нетканых полотна могут быть прочно скреплены друг с другом, и, таким образом, такой способ является предпочтительным.
Что касается листового материала, сформированного вышеописанным образом, то его толщина может регулироваться путем приложения прижимающей силы по всей поверхности с использованием гладкого валика, как это может быть необходимо, или может применяться частичная термокомпрессионная сварка с использованием валика с тиснением.
Следует также отметить, что когда процесс формирования нетканого полотна спанбонд и процесс формирования нетканого полотна мелтблаун осуществляются последовательно на одной производственной линии, эффективность производства повышается, и поэтому такой вариант является предпочтительным.
Кроме того, в другом способе формирования двухслойного материала нетканое полотно спанбонд и нетканое полотно мелтблаун могут быть получены раздельно и затем наложены друг на друга для получения сборки, которая может быть подвергнута частичной термокомпрессионной сварке с использованием валика с тиснением или ему подобного устройства, в результате чего эти два нетканых полотна могут быть объединены в одно целое.
Кроме того, листовой материал для экстракции по настоящему изобретению может быть изготовлен в форме листа, содержащего три или более слоев, с использованием дополнительного наслаивания другого нетканого полотна, тканого полотна и им подобных полотен в той степени, в которой не будут ухудшаться положительные эффекты изобретения.
В вышеописанном листовом материале для экстракции по рассматриваемому варианту, получаемом путем ламинирования, сумма длин всех волокон, находящихся на площади 1 см2 (далее указывается как "суммарная длина волокон"), составляет 3,3-4,8 м. В том случае, когда листовой материал для экстракции составлен только из двух слоев (первый слой и второй слой), суммарную длину волокон 3,3-4,8 м получают путем суммирования длин волокон, находящихся на площади 1 см2 нетканого полотна спанбонд, формирующего первый слой, и длин волокон, находящихся на площади 1 см2 нетканого полотна мелтблаун, формирующего второй слой.
Если суммарная длина волокон листового материала для экстракции находится в диапазоне 3,3-4,8 м, то листовой материал для экстракции может обеспечивать одновременное решение противоречивых задач: улучшение характеристик прозрачности и экстракции и снижение утечки порошка.
Например, поскольку листовой материал для экстракции, составленный из вышеописанных первого слоя и второго слоя, обеспечивается таким образом, чтобы суммарная длина волокон этих двух слоев находилась в вышеуказанном диапазоне, то при увеличении длины волокон, составляющих первый слой, для уменьшения зазоров между волокнами, длина волокон, составляющих второй слой, становится сравнительно малой, и зазоры между этими волокнами увеличиваются. И наоборот, когда длина волокон, составляющих первый слой, уменьшается для увеличения зазоров между волокнами, длина волокон, составляющих второй слой, становится сравнительно большой, и зазоры между волокнами уменьшаются. Поэтому промежутки между волокнами будут сравнительно хорошо сбалансированы по всей площади листового материала для экстракции, так что обеспечивается листовой материал для экстракции с отличными характеристиками прозрачности и экстракции и с пониженной вероятностью утечки порошка.
В этом случае прозрачность листового материала для экстракции составляет предпочтительно 40% или более. Кроме того, величина воздушного потока, которая служит показателем свойств экстракции, составляет предпочтительно 400 см3/см3/сек или более. При этом скорость утечки порошка составляет предпочтительно 10% или менее.
В том случае, когда суммарная длина волокон в листовом материале для экстракции превышает 4,8 м, зазоры между волокнами нетканого полотна, составляющего листовой материал для экстракции, становятся слишком малыми, и характеристики прозрачности и экстракции ухудшаются. Если же суммарная длина волокон в листовом материале для экстракции меньше 3,3 м, зазоры между волокнами нетканого полотна, составляющего листовой материал для экстракции, становятся слишком большими, и повышается вероятность утечки порошка.
Что касается листового материала для экстракции в рассматриваемом варианте, то модуль силы для относительного удлинения 3% должен обеспечиваться на уровне 5,5 Н или выше, предпочтительно 6,0 Н или выше.
Обычно, поскольку волокна, составляющие нетканое полотно, прикрепляются во многих частях в нетканом полотне мелтблаун, то диапазон подвижности соответствующих волокон имеет тенденцию к ограничению. С другой стороны, нетканое полотно спанбонд имеет высокую прочность на разрыв и высокую жесткость, однако поскольку волокна склеены в меньших местах, то диапазон подвижности соответствующих волокон имеет тенденцию к расширению. Такая тенденция особенно четко проявляется в том случае, когда в рассматриваемом варианте поверхностная плотность мала.
Поскольку листовой материал для экстракции по рассматриваемому варианту содержит нетканое полотно мелтблаун и нетканое полотно спанбонд, ламинированные друг с другом, то волокна нетканого полотна спанбонд, имеющего немного склеенных частей, присоединены к нетканому полотну мелтблаун, имеющему много склеенных частей. Поэтому этот листовой материал для экстракции является в целом жестким, и поскольку диапазон подвижности соответствующих волокон узкий, то, соответственно, может быть достигнут высокий модуль силы.
Для дополнительного повышения модуля силы при удлинении листового материала для экстракции, например, следует повысить поверхностную плотность нетканого полотна мелтблаун второго слоя. Для повышения модуля силы, так чтобы он составлял 5,5 Н или более для относительного удлинения 3%, необходимо обеспечивать поверхностную плотность нетканого полотна мелтблаун второго слоя 2 г/м2 или более. Для повышения модуля силы, так чтобы он составлял 6,0 Н или более для относительного удлинения 3%, необходимо обеспечивать поверхностную плотность нетканого полотна мелтблаун второго слоя 4 г/м2 или более.
Однако в зависимости от состояния нетканого полотна спанбонд первого слоя, даже если поверхностная плотность второго слоя обеспечивается на уровне 2 г/м2 или более, модуль силы при удлинении листового материала может быть меньше 5,5 Н для относительного удлинения 3%. Поэтому средний диаметр волокон, поверхностная плотность и другие подобные характеристики нетканого полотна спанбонд первого слоя могут обеспечиваться с учетом вышеуказанного соображения.
Поскольку модуль силы при удлинении листового материала для экстракции по рассматриваемому варианту обеспечивается на уровне 5,5 Н или более для относительного удлинения 3%, то этот листовой материал может легко восстанавливать свою исходную форму, даже если он подвергается действию внешней силы и временно деформируется. Например, даже если листовой материал для экстракции подвергается мгновенному воздействию большой растягивающей силы и временно деформируется, например, растягивается в начале работы оборудования или при его аварийной остановке, когда экстракционный фильтр и аналогичные продукты изготавливаются с использованием листового материала для экстракции, этот материал немедленно восстанавливает свою исходную форму, и повреждение или постоянная деформация скорее всего не будет происходить.
Поэтому в случае использования листового материала для экстракции по рассматриваемому варианту снижается вероятность изготовления бракованных изделий, когда листовой материал для экстракции обрабатывается с использованием оборудования, то есть, этот материал очень подходит для машинной обработки.
Ниже со ссылками на фиг. 1 будет описан вариант экстракционного фильтра, изготавливаемого с использованием листового материала для экстракции по настоящему изобретению.
Экстракционный фильтр 1 представляет собой капельный фильтр для кофе, устанавливаемый и используемый на воронке устройства капельного выпуска (на чертеже не показаны), и плоско склеенные части 3 обеспечиваются на нижней стороне и на боковой стороне фильтровальной части 2, которая имеет в целом форму перевернутой трапеции, причем вторые слои листового материала для экстракции расположены на внутренней стороне. При использовании верхний конец 4 фильтра открыт, причем фильтр имеет форму ступки, молотый кофе засыпают через открытый верхний конец 4, горячую воду подают в него сверху для фильтрации, и таким образом осуществляется экстракция кофейного напитка.
Для изготовления экстракционного фильтра 1 может использоваться в качестве исходного полотна непрерывная лента листового материала для экстракции, которая разрезается по заданной схеме с использованием известной формирующей машины с последующим склеиванием плоских частей листового материала для экстракции.
Однако вместо склеивания плоских частей могут использоваться и другие способы склеивания, такие как склеивание с использованием ультразвуковых волн или склеивание-резка-сварка, когда операции резки и склеивания листа для экстракции осуществляются одновременно.
Экстракционный фильтр 1, изготавливаемый вышеуказанным образом, имеет отличные экстракционные характеристики для получения кофейного напитка и отличается пониженной утечкой порошка.
Однако форма экстракционного фильтра 1 не ограничивается формой, показанной на фиг. 1 (в целом форма перевернутой трапеции), и может иметь любую произвольную форму, такую как в целом перевернутый треугольник, или форму диска. Кроме того, отсутствуют особые ограничения на размеры фильтра или на способ его использования.
Ниже со ссылками на фиг. 2 будет описан вариант экстракционного пакетика, изготавливаемого с использованием листового материала для экстракции по настоящему изобретению.
Экстракционный пакетик 5 представляет собой изделие, которое обычно называют "чайный пакетик" и который содержит основную часть 6, имеющую форму тетраэдра, в которой используется вышеописанный листовой материал для экстракции, этикетку 9 для удерживания экстракционного пакетика 5 при его использовании, а также нить 8, один конец которой прикреплен к верхнему концу основной части 6, а другой конец прикреплен к этикетке 9. Основная часть 6 формируется таким образом, чтобы вторые слои листового материала для экстракции находились на внутренней стороне, при этом с использованием ультразвуковых волн формируется линейная склейка 7 по краевой части соответствующих сторон, и высушенные листочки зеленого чая, используемого в качестве экстрагируемого материала (не показан), помещаются во внутреннее пространство основной части.
При использовании такого экстракционного пакетика 5, например, этикетка 9 может удерживаться пальцами пользователя, основная часть 6 может быть погружена в чашку с горячей водой на время от нескольких секунд до нескольких минут, и высушенные чайные листочки внутри основной части 6 могут настаиваться в горячей воде для извлечения компонентов зеленого чая.
Что касается способа формирования основной части 6, она может быть сформирована, например, из вышеописанного листового материала для экстракции, имеющего форму непрерывной ленты в качестве исходного полотна, путем резки и линейного склеивания этого материала с использованием известных формовочных и фасовочных машин, обеспечивающих заполнение основной части высушенными чайными листочками и ее запечатывание. Линейное склеивание основной части 6 может осуществляться путем воздействия вибрации, создаваемой ультразвуковыми волнами, на края листового материала, подлежащие склеиванию, и повышения их температуры.
Однако могут использоваться и другие способы склеивания, такие как склеивание в плоскости с помощью термокомпрессионной запечатывающей пластины и склеивание-резка-сварка, когда операции резки и склеивания листа для экстракции осуществляются одновременно.
Основная часть 6, формируемая вышеуказанным образом, имеет отличную прозрачность, и прекрасный зеленый цвет чайных листочков, находящихся внутри основной части 6, хорошо виден снаружи. Кроме того, основная часть 6 имеет отличные характеристики экстракции для зеленого чая и низкую вероятность утечки порошка.
Однако форма основной части 6 не ограничивается тетраэдром, показанным на фиг. 2, и может использоваться любая произвольная форма, такая как форма подушки, пирамиды, диска или бруска. Кроме того, отсутствуют какие-либо особые ограничения на размеры и объем основной части 6 и на способ ее использования. Кроме того, также возможно временное прикрепление нити 8 и этикетки 9 к поверхности основной части 6 таким образом, чтобы их можно было легко отделить от поверхности при использовании пакетика.
После изготовления экстракционных пакетиков 5 их основные части 6 упаковывают (по одной или по несколько частей) в пакет, сформированный из пленки на основе смолы, из бумаги или из иных подобных материалов (на чертеже не показано), или в контейнер для сохранения аромата чайных листочков внутри основной части 6 и для предотвращения загрязнения или повреждения.
ПРИМЕРЫ
Изобретение будет описано ниже на конкретных Примерах, однако не следует считать, что изобретение ограничивается этими Примерами.
Прежде всего будут описаны способы измерения или контроля различных показателей по настоящему изобретению.
1. Средний диаметр волокон (единица: мкм)
Диаметры волокон нетканого полотна как объекта испытаний измерялись в десяти местах путем визуального контроля с использованием оптического микроскопа, после чего определялась средняя величина.
2. Поверхностная плотность (единица: г/м2)
В качестве испытуемого объекта для измерений по стандарту JIS L-1906 из нетканого полотна отбирался четырехугольный образец с длиной каждой стороны, равной 10 см, масса которого измерялась, и после чего вычислялась поверхностная плотность.
3. Суммарная длина волокон (сумма длин волокон, находящихся на 1 см2 листового материала для экстракции, единица: м)
Сначала вычислялась сумма I1 (м) длин волокон нетканого полотна первого слоя, находящихся на 1 см2 листового материала для экстракции (испытуемый объект), с использованием нижеприведенной формулы, содержащей средний диаметр d1 (мкм) волокон нетканого полотна первого слоя, поверхностную плотность w1 (г/м2) нетканого полотна первого слоя и плотность 1,38 г/см3 полиэтилентерефталата.
I1=(4×102×w1)/(1,38×π×d12)
Затем вычислялась сумма I2 (м) длин волокон нетканого полотна второго слоя, находящихся на 1 см2 листового материала для экстракции (испытуемый объект), с использованием нижеприведенной формулы, содержащей средний диаметр d2 (мкм) волокон нетканого полотна второго слоя, поверхностную плотность w2 (г/м2) нетканого полотна второго слоя и плотность 1,38 г/см3 полиэтилентерефталата.
I2=(4×102×w2)/(1,38×π×d22)
Определялась сумма величин I1 и I2, вычисленных, как это было указано, и эта сумма указывалась как суммарная длина волокон.
4. Модуль силы для относительного удлинения 3% (единица: Н)
Из длинной полосы листового материала для экстракции в качестве испытуемого объекта отбирали образец, представляющий собой полоску длиной 100 мм и шириной 15 мм. Для этого образца измеряли растягивающие усилие в продольном направлении листового материала для экстракции с использованием цифрового динамометра (модель ZTA-50N, изготовленная компанией IMADA CO., LTD.) и измерительного стенда (модель MX2-500N, изготовленная компанией IMADA CO., LTD.), причем были установлены следующие параметры испытаний: 50 мм образца между губками держателей и скорость 100 мм/мин. С использованием программы приводного механизма измерялась нагрузка, когда относительное удлинение достигало 3% (1,5 мм), и эта нагрузка указывалась как модуль силы для относительного удлинения 3%.
5. Прозрачность (единица: %)
Образец, отобранный из листового материала для экстракции в качестве испытуемого объекта, облучали видимым светом (длина волны 380-780 нм) и измеряли долю (в %) проходящего света к свету, падающему на нетканое волокно, с помощью спектрофотометра (модель U-3900H, изготовленная компанией Hitachi High-Technologies Corporation).
6. Величина воздушного потока (единица: см3/см3/сек)
Образец, отобранный из листового материала для экстракции в качестве испытуемого объекта, устанавливали на приспособлении с диаметром 36 мм для использования с испытательной установкой для измерения воздухопроницаемости (производство компании YASUDA SEIKI SEISAKUSHO, LTD.), и измеряли величину воздушного потока по методу Фрейзера (стандарт JIS-L-1906).
7. Коэффициент утечки порошка (единица: %)
Образец, отобранный из листового материала для экстракции в качестве испытуемого объекта, устанавливали на ситовую рамку диаметром 7,2 см, и примерно 10 грамм стеклянных шариков BZ-04 (размеры частиц 350-500 мкм, компания AS-ONE Corporation), взвешенных с точностью 0,001 г, были помещены на вышеописанное нетканое полотно и в течение 14 минут встряхивались на скорости 213 об/мин с использованием вибрационного аппарата (модель Digital Shaker HS501 компании IKA Japan). Затем взвешивали стеклянные шарики, прошедшие через нетканое полотно, с точностью 0,001 г.
Масса стеклянных шариков, взвешенных перед испытанием, была указана как W1 (г), и масса взвешенных стеклянных шариков, прошедших через нетканое полотно, была указана как W2 (г). Таким образом, коэффициент утечки порошка, вычислялся по следующей формуле:
Коэффициент утечки порошка (%) = (W2/W1) × 100
Пример 1: Листовой материал для экстракции.
Полиэтилентерефталат, после нагрева и плавления, экструдировали через прядильную фильеру для получения волокон, и смолу в форме волокон вытягивали и растягивали на скорости прядения 5000 м/мин с использованием эжектора для формирования длинных волокон (после охлаждения). Эти длинные волокна собирались на ленточном конвейере, движущемся с постоянной скоростью, и, таким образом, формировалось нетканое полотно спанбонд (первый слой).
Затем сложный полиэфир (соотношение кислых компонентов полимеризации, терефталевая кислота/изофталевая кислота, составляло 86/14), после нагрева и плавления, экструдировали через прядильную фильеру для получения волокон, и смолу в форме волокон подвергали действию потока воздуха, нагретого до 370°С, для их рассредоточения. Смола в форме волокон наносилась, накапливалась и отвердевала на поверхности нетканого полотна спанбонд, которое двигалось с постоянной скоростью, и в результате на нем формировалось нетканое полотно мелтблаун (второй слой). Одновременно эти два нетканых полотна склеивались, и затем обеспечивалась толщина порядка 80 мкм после пропускания склеенных нетканых полотен между гладкими валками, в результате чего получали длинную полосу листового материала для экстракции.
В листовом материале для экстракции, получаемом таким образом, средний диаметр волокон нетканого полотна спанбонд, формирующего первый слой, был равен 21 мкм, и поверхностная плотность была равна 16 г/м2. При этом средний диаметр волокон нетканого полотна мелтблаун, формирующего второй слой, был равен 18 мкм, и поверхностная плотность была равна 4 г/м2.
Далее, сумма длин всех волокон (суммарная длина волокон), находящихся на 1 см2 этого листового материала для экстракции, была равна 4,49 м, модуль силы для относительного удлинения 3% был равен 6,3 Н, прозрачность была равна 43,1%, величина воздушного потока была равна 445 см3/см3/сек, и коэффициент утечки порошка был равен 7,5%.
Пример 2: Экстракционный пакетик, показанный на фиг. 2.
Вышеописанную длинную ленту листового материала для экстракции Примера 1 помещали на упаковочно-фасовочную машину, которая формировала основную часть 6, имеющую форму тетраэдра, путем линейного склеивания определенных частей листового материала для экстракции с помощью вибрации, создаваемой ультразвуковыми волнами, и внутрь основной части вводились высушенные листочки зеленого чая. Таким образом, изготавливался экстракционный пакетик 5.
В процессе изготовления экстракционного пакетика 5 не происходила частичная деформация листового материала для экстракции, такая как растягивание, в результате чего предотвращалось изготовление бракованных изделий, вызванное деформацией листового материала для экстракции.
Кроме того, экстракционный пакетик 5 изготавливался таким образом, что внутри основной части 6, имеющей форму тетраэдра с длиной каждой стороны 55 мм, с линейно склеенными частями 7, сформированными по краям соответствующих сторон, были заключены чайные листочки весом 2 г. Таким образом, высушенные чайные листочки внутри основной части 6 были хорошо видны сквозь листовой материал для экстракции, формирующий основную часть 6, и зеленый цвет чайных листиков выглядел привлекательно для потребителей.
Этот экстракционный пакетик 5 погружали на 1 минуту в горячую воду с температурой примерно 95°С, и в течение этого времени экстракционный пакетик встряхивали примерно 10 раз для получения зеленого чая. Настаивание в горячей воде высушенных чайных листочков могло обеспечивать быстрое извлечение зеленого чая в достаточной концентрации, и в этом случае почти не было утечки порошка.
Тестовые Примеры
Были изготовлены образцы a-t двадцати видов листового материала для экстракции, характеристики которых приведены в Таблице 1 и в Таблице 2. Выполнялись измерения полученных образцов для получения величин среднего диаметра волокон и поверхностной плотности нетканого полотна в первом слое, среднего диаметра волокон и поверхностной плотности нетканого полотна во втором слое, а также суммарной длины волокон, модуля силы для относительного удлинения 3%, прозрачности, воздушного потока и коэффициента утечки порошка в листовом материале для экстракции. Полученные результаты представлены в Таблице 1 и в Таблице 2.
Образцы a-i, представленные в Таблице 1, - это "образцы Примеров", которые удовлетворяют требованиям изобретения, а образцы j-t, представленные в Таблице 2. - это "образцы Сравнительных Примеров", которые не удовлетворяют требованиям изобретения.
Для изготовления соответствующих образцов использовались нижеуказанные способы.
Образец а: Этот образец эквивалентен продукту, изготовленному тем же способом, что и листовой материал для экстракции вышеописанного Примера 1.
Образцы b, q и r: Соответствующим образом изменяли эжектором скорость прядения и скорость движения ленточного конвейера для формирования нетканого полотна спанбонд первого слоя при изготовлении листового материала для экстракции Примера 1. Другие условия изготовления были такими же, что и в Примере 1.
Образцы d, е, g, k и n: Соответствующим образом изменяли температуру нагрева для плавления исходного полиэфирного материала, температуру воздушного потока, подаваемого на расплавленную смолу, экструдируемую через прядильную фильеру, и скорость движения нетканого полотна спанбонд первого слоя для формирования нетканого полотна мелтблаун второго слоя при изготовлении листового материала для экстракции Примера 1. Другие условия изготовления были такими же, что и в Примере 1.
Образцы с, f, h, i, j, l, m, о и p: Соответствующим образом изменяли скорость прядения эжектором и скорость движения ленточного конвейера для формирования нетканого полотна спанбонд первого слоя при изготовлении листового материала для экстракции Примера 1. Кроме того, изменяли соответствующим образом температуру нагрева для плавления исходного полиэфирного материала, температуру воздушного потока, подаваемого на расплавленную смолу, экструдируемую через прядильную фильеру, и скорость движения нетканого полотна спанбонд первого слоя для формирования нетканого полотна мелтблаун второго слоя. Другие условия изготовления были такими же, что и в Примере 1.
Образцы s and t: Соответствующим образом изменяли скорость прядения эжектором и скорость движения ленточного конвейера для формирования нетканого полотна спанбонд первого слоя при изготовлении листового материала для экстракции Примера 1. Нетканое полотно мелтблаун второго слоя не ламинировали, и другие условия изготовления были такими же, что и в Примере 1.
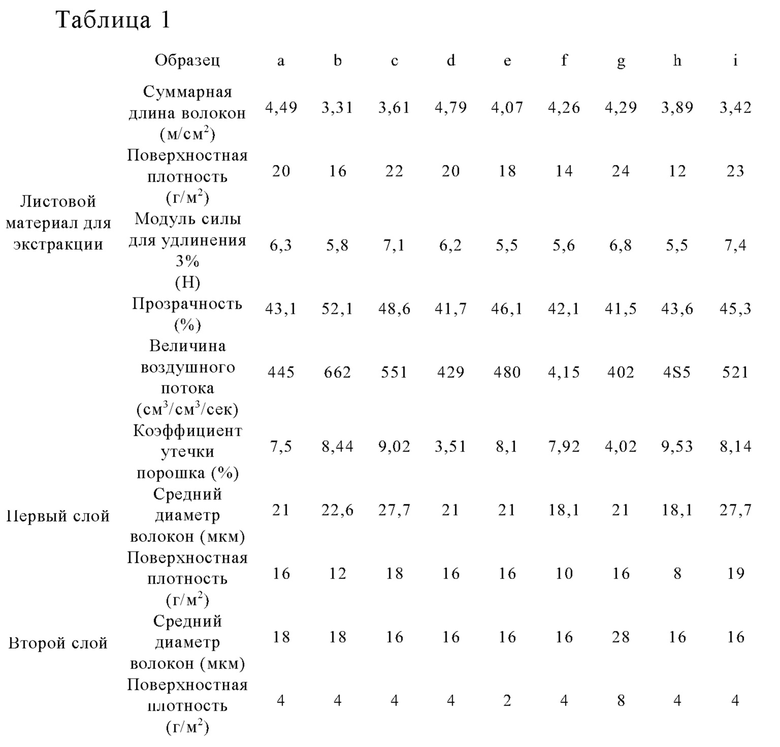
Из вышеприведенной Таблицы 1 можно сделать следующие выводы. Если средний диаметр волокон нетканого полотна спанбонд первого слоя листового материала для экстракции находится в диапазоне 18-28 мкм, его плотность находится в диапазоне 8-19 г/м2, средний диаметр волокон нетканого волокна мелтблаун второго слоя находится в диапазоне 16-28 мкм, его плотность находится в диапазоне 2-8 г/м2, и суммарная длина волокон листового материала для экстракции находится в диапазоне 3,3-4,8 м, то модуль силы для относительного удлинения 3% составляет 5,5 Н или более для листового материала для экстракции, прозрачность составляет 40% или более, величина воздушного потока составляет 400 см3/см3/сек или более, и коэффициент утечки порошка составляет 10% или менее (образцы a-i Примеров).
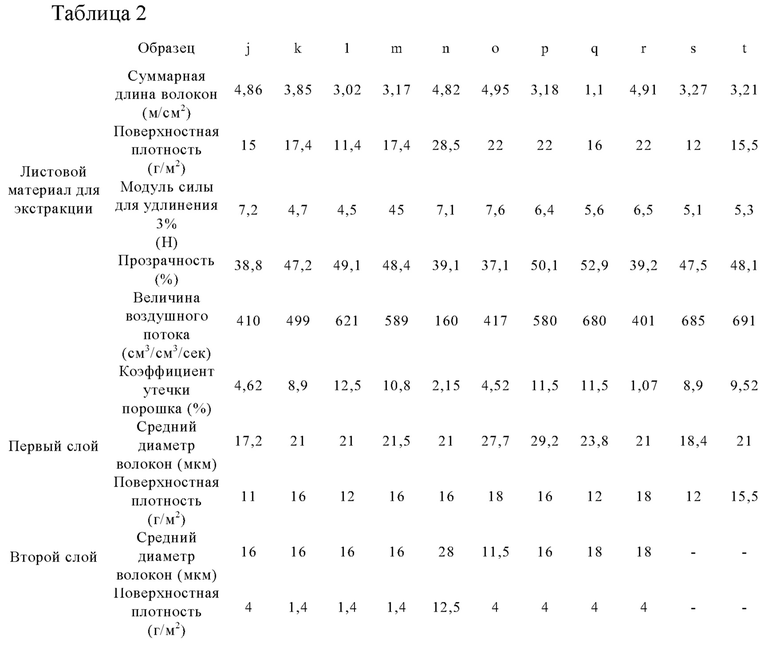
Из вышеприведенной Таблицы 2 можно сделать следующие выводы.
Если средний диаметр волокон в нетканом полотне спанбонд первого слоя, превышает 28 мкм то коэффициент утечки порошка через листовой материал для экстракции превышает 10%, и, соответственно, вероятность утечки порошка более высокая (образец р Сравнительных Примеров).
Если средний диаметр волокон в нетканом полотне спанбонд первого слоя меньше 18 мкм, то прозрачность листового материала для экстракции снижается и становится меньше 40% (образец j Сравнительных Примеров).
Если средний диаметр волокон в нетканом полотне мелтблаун второго слоя меньше 16 мкм, то прозрачность листового материала для экстракции снижается и становится меньше 40% (образец о Сравнительных Примеров).
Если поверхностная плотность нетканого полотна мелтблаун второго слоя меньше 2 г/м2, то модуль силы для относительного удлинения 3% листового материала для экстракции снижается и становится ниже 5,5 Н (образцы k, l, m, s и t Сравнительных Примеров). Кроме того, коэффициент утечки порошка через листовой материал для экстракции превышает 10%, и, соответственно, повышается вероятность утечки порошка (образцы l и m Сравнительных Примеров).
Если поверхностная плотность нетканого полотна мелтблаун второго слоя превышает 8 г/м2, то прозрачность листового материала для экстракции снижается и становится меньше 40%. Кроме того, величина воздушного потока снижается и становится меньше 400 см3/см3/сек, и характеристики экстракции становятся недостаточными (образец n Сравнительных Примеров).
Если суммарная длина волокон в листовом материале для экстракции превышает 4,8 м, то его прозрачность снижается и становится меньше 40% (образцы], о и r Сравнительных Примеров).
Если суммарная длина волокон в листовом материале для экстракции меньше 3,3 м, то его коэффициент утечки порошка превышает 10%, и, соответственно, повышается вероятность утечки порошка (образцы l, m, р и q Сравнительных Примеров).
Промышленная применимость
Листовой материал для экстракции, экстракционный фильтр и экстракционный пакетик по настоящему изобретению имеют превосходную прозрачность и отличные характеристики экстракции, а также у них меньше вероятность утечки порошка. Поэтому они могут подходить для использования в областях изготовления листовых материалов для экстракции, экстракционных фильтров и экстракционных пакетиков, которые используются для экстракции: напитков, таких как черный чай, зеленый чай и кофе; жидких пищевых продуктов, таких как суп; медицинских средств, таких как средства китайской медицины на основе трав; или средств лечебно-профилактической медицины, таких как средства для ванны.
Перечень ссылочных обозначений
1 - экстракционный фильтр;
2 - фильтрующая часть;
3 - плоско склеенная часть;
4 - верхний конец;
5 - экстракционный пакетик;
6 - основная часть (тело);
7 - линейно склеенная часть;
8 - нить этикетки;
9 - этикетка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ НЕТКАНОГО МАТЕРИАЛА И ЭКСТРАГИРУЮЩИЕ ФИЛЬТР И ПАКЕТ ИЗ НЕГО | 2015 |
|
RU2654183C2 |
| ЭКСТРАКЦИОННЫЙ ПАКЕТИК | 2021 |
|
RU2824897C2 |
| НЕТКАНЫЙ МАТЕРИАЛ И ЧАЙНЫЙ ПАКЕТИК ИЗ ТАКОГО МАТЕРИАЛА | 2003 |
|
RU2283908C2 |
| ВОЛОКНИСТЫЙ ЛИСТОВОЙ МАТЕРИАЛ | 2009 |
|
RU2493964C2 |
| Экстракционный пакет | 2020 |
|
RU2802464C2 |
| ЭКСТРАКЦИОННЫЙ ПАКЕТИК | 2020 |
|
RU2780387C1 |
| БИОРАЗЛАГАЕМЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2017 |
|
RU2728163C1 |
| СВЯЗАННЫЕ БЕЗ РАСТЯЖЕНИЯ ЭЛАСТИЧНЫЕ МАТЕРИАЛЫ, СОДЕРЖАЩИЕ НИТИ И ПЛЕНКУ | 2016 |
|
RU2707774C1 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С УЛУЧШЕННЫМ УПЛОТНЕНИЕМ | 2017 |
|
RU2747478C2 |
| ОБРАЗОВАНИЕ РИСУНКА НА ИЗДЕЛИИ СПАНБОНД-МЕЛТБЛАУН-СПАНБОНД (СМС) | 2005 |
|
RU2401892C2 |
Изобретение относится к листовому материалу для экстракции, пригодному для приготовления напитка, пищевого продукта, фармацевтического продукта или продукта лечебно-профилактической косметики и тому подобных продуктов. Листовой материал для экстракции состоит из первого слоя, содержащего нетканое полотно спанбонд, сформированное из волокон на полиэфирной основе, со средним диаметром волокон от 18 до 28 мкм и с поверхностной плотностью от 8 до 19 г/м2, и второго слоя, содержащего нетканое полотно мелтблаун, сформированное из волокон на полиэфирной основе, со средним диаметром волокон от 16 до 28 мкм и с поверхностной плотностью от 2 до 8 г/м2. Причем сумма длин всех волокон, находящихся на 1 см2 листового материала для экстракции, составляет от 3,3 до 4,8 м, а модуль силы для относительного удлинения 3% составляет 5,5 Н или более, где модуль силы определяется как нагрузка при относительном удлинении 3%, когда листовой материал для экстракции, шириной 15 мм, растягивается в продольном направлении для измерения растягивающего усилия. Описаны также экстракционный фильтр и экстракционный пакетик, изготовленные из этого листового материала для экстракции. Технический результат - превосходные характеристики прозрачности и экстракции, причем вероятность утечки порошка через этот материал низка. Листовой материал с высоким модулем силы обладает отличными возможностями для машинной обработки. 3 н. и 1 з.п. ф-лы, 2 ил., 2 табл., 2 пр.
1. Листовой материал для экстракции, состоящий из:
первого слоя, содержащего нетканое полотно спанбонд, сформированное из волокон на полиэфирной основе, со средним диаметром волокон от 18 до 28 мкм и с поверхностной плотностью от 8 до 19 г/м2, и
второго слоя, содержащего нетканое полотно мелтблаун, сформированное из волокон на полиэфирной основе, со средним диаметром волокон от 16 до 28 мкм и с поверхностной плотностью от 2 до 8 г/м2,
причем сумма длин всех волокон, находящихся на 1 см2 листового материала для экстракции, составляет от 3,3 до 4,8 м, а модуль силы для относительного удлинения 3% составляет 5,5 Н или более, где модуль силы определяется как нагрузка при относительном удлинении 3%, когда листовой материал для экстракции, шириной 15 мм, растягивается в продольном направлении для измерения растягивающего усилия.
2. Листовой материал для экстракции по п. 1, прозрачность которого составляет 40% или более, величина воздушного потока составляет 400 см3/см3/сек или более, а коэффициент утечки порошка составляет 10% или менее.
3. Экстракционный фильтр, включающий листовой материал для экстракции по п. 1 или 2, сформированный путем складывания листового материала для экстракции, так что второй слой расположен на внутренней стороне, и склеивания листового материала для экстракции в заданных местах.
4. Экстракционный пакетик, включающий листовой материал для экстракции по п. 1 или 2, сформированный путем складывания листового материала для экстракции, так что второй слой расположен на внутренней стороне, и склеивания листового материала для экстракции в заданных местах для формирования тела пакетика, заполняемого экстрагируемым материалом.
| JP 5933149 B2, 08.06.2016 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| JP 3939326 B2, 04.07.2007 | |||
| JP 4944545 B2, 06.06.2012 | |||
| JP 2004270081 A, 30.09.2004 | |||
| УПАКОВКА | 2013 |
|
RU2614324C2 |
| WO 2015124669 A1, 27.08.2015 | |||
| Прибор для поверки прицельной линии орудия | 1927 |
|
SU9550A1 |
| Методы определения модуля упругости при растяжении, сжатии и изгибе | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

