Область изобретения
Изобретение относится к композитным заготовкам, которые используются как входной материал для производства плакированных труб и других плакированных изделий, и к способам производства таких композитных заготовок.
Предпосылки к созданию изобретения
Сплавы, обычно применяемые для изготовления труб, часто обладают объемными структурными свойствами, необходимыми для эксплуатации в обычных условиях, но могут оказаться неподходящими для длительной эксплуатации в контакте с коррозионными или агрессивными средами, включая жидкости, газы и шлам. Другие, менее распространенные сплавы, могут быть более стойкими к коррозии или износу или иметь другие желаемые свойства, но могут иметь сложный состав сплава и дорогие ингредиенты или не обладать достаточными структурными или другими свойствами, чтобы стать практичной альтернативой более распространенным сплавам. Один из способов получения и необходимых структурных свойств, и конкретных специальных свойств является плакирование одного сплава с другим для получения композитного изделия, имеющего связанные слои разных сплавов и обладающее качествами и достоинствами каждого составляющего сплава, в то же время, уменьшая их недостатки. Структурные компоненты иногда связывают с износостойкими и коррозиестойкими компонентами, которые обращены к агрессивной среде, и структурные компоненты поддерживают эти износостойкие и коррозиестойкие компоненты.
Например, в жестких условиях, где требуется повышенная долговечность или другие особые свойства, часто используют плакированную сталь. Стальные сплавы прочны, но не могут длительное время выдерживать некоторые жесткие условия. Бесшовные трубы, изготовленные из мягкой стали и плакированные сверхпрочным сплавом на основе никеля, включая, например, инконель 625 компании Special Metals Corporation, могут обладать повышенной коррозиестойкостью к определенным жидкостям и шламу на стороне этого сплава инконель 625, тогда как сталь обеспечивает необходимую прочность. Плакированные изделия, такие как сталь, плакированная сплавом инконель, обычно стоят дешевле, чем подобные изделия из одного только сплава, и обладают улучшенными эксплуатационными характеристиками по сравнению с изделиями, изготовленными только из стали. Однако, ни сплав инконель, ни сталь, обычно не обладают свойствами, которые необходимы для производства плакированных труб технологией горячего пластического деформирования. Специалисты, занятые в области теории и практики горячей обработки композитных материалов, определили, что напряжение пластического течения для множественных слоев не может различаться больше чем в 2,3 раза. Напряжение пластического течения - это напряжение, необходимое для пластической деформации материала при конкретной температуре горячей обработки.
Композитная заготовка, которая подается в процесс горячей обработки, содержит множество слоев. Каждый слой изначально может быть изготовлен отдельно. Эти компоненты, образующие отдельные слои композитной заготовки, затем собирают для получения композитной заготовки. Соседние слои могут вставляться один в другой или могут связываться друг с другом механическими или металлургическими способами, включая сварку, пайку, диффузионное соединение или инкапсулирование.
Пластическая деформация композитной, многокомпонентной заготовки часто приводит к низкому выходу годных изделий. Срезающие силы, достаточные для постоянного изменения размеров структуры, например, выдавливанием, прокаткой на пильгер-стане или другими способами пластического деформирования, могут привести к структурным разрушениям нескольких типов. К ним относятся, в частности, неравномерное растекание компонента, непропорциональное изменение диаметра компонента или полное отсутствие изменения диаметра, разрушение одного или другого из компонентов.
Предпринимались многочисленные попытки преодолеть ограничения, накладываемые разницей в напряжении пластического течения каждого составляющего слоя при горячей обработке многокомпонентных заготовок. Такие процессы, как выдавливание или прокатка на пилигримовом прокатном стане, являются привлекательными, поскольку позволяют эффективно производить длинные плакированные трубы. Компоненты, которые содержат слои в заготовке, можно выбрать из групп компонентов, которые обладают сходными экструзионными или другими свойствами обработки, чтобы не допустить образования трещин, обрывов и других проблем.
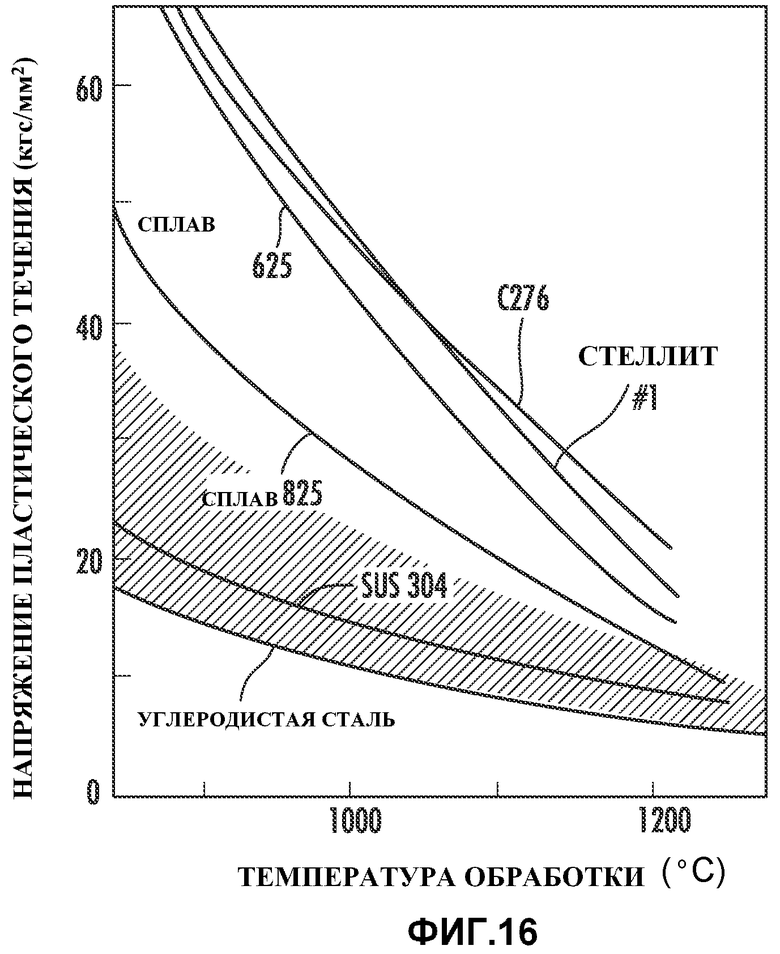
Условия обработки, включая температуру, можно менять для каждого компонента. Как показано затененным участком на фиг.16, обозначенным "прототип", диапазон приемлемых значений напряжения пластического течения для коррозиестойкого или износостойкого сплава, нанесенного на углеродистую сталь, исключает многих кандидатов, даже при модификации температуры компонента. Изменение температуры обусловливает необходимость быстрой обработки заготовки, поскольку температура компонента стремится быстро уравняться с температурой других, находящихся в контакте компонентов. В некоторых случаях деформация многослойной заготовки при относительно высокой температуре обработки может повысить шансы на получение годного изделия, однако высокотемпературная обработка может быть неблагоприятной для обрабатываемых материалов, приводя к росту зерен, огрублению выделившейся фазы, и другим нежелательным последствиям, при этом ограничения налагает и диапазон допустимых параметров. К прототипам относится патент США № 5056209 на имя Oshashi et al, описывающий процесс изготовления плакированных металлических труб из металлов двух разных типов с разным сопротивлением деформации. Металл с более высоким сопротивлением деформации нагревают до более высокой температуры. В патенте США № 3753704 на имя Manilla раскрывается производство плакированных изделий. В примере 1 показан компонент кожуха, содержащий 50% по весу карбонильно-никелевого порошка и 50% порошка хрома, спрессованного в цилиндр, собранного с заготовкой из сплава никеля, хрома и стали, спеченного в кожухе до плотности ∾ 80%, подвергшегося герметизации в металлической оболочке, нагреванию и совместной экструзии. В Европейском патенте № 1632955 раскрыт первый вариант, в котором порошок соединения бора или углерода подвергают вибрационной обработке для получения относительной плотности 50-80%, и используют тонкий наружный слой алюминиевого сплава, чтобы облегчить совместную экструзию. В опубликованной заявке на патент США № 2004/0247477 на имя Chigasaki et al раскрыт способ изготовления металлической детали, имеющей слой сплава, содержащего диспергированные частицы. В примере 1 порошок никелевого сплава, засыпанный в контейнер из углеродистой стали, подвергается компрессионному формованию, горячему изостатическому прессованию и экструзии. В примере 2 сплав на основе никеля заполняет цилиндр из низколегированной стали, прессуется и подвергается экструзии.
Было бы желательно разработать альтернативное, менее проблематичное решение для производства плакированных труб и других изделий из многокомпонентных заготовок путем их пластического деформирования.
Краткое описание изобретения
Согласно настоящему изобретению предлагаются заготовка, в которой по меньшей мере один компонент изготовлен методом порошковой металлургии (ПМ), и способы изготовления заготовки, при которых регулируют количество и характеристики пористости по меньшей мере в одном ПМ-компоненте, включая регулирование объема пор в по меньшей мере одном порошковом компоненте заготовки для получения напряжения пластического течения при пластической деформации, сравнимого с напряжением пластического течения другого компонента. Характеристики пористости в ПМ-компоненте, которые можно регулировать, включают объем пор, размер пор и распределение размера пор. Совместимость напряжений пластического течения позволяет связанным компонентам заготовки подвергаться пластической деформации с уменьшенной вероятностью появления дефектов, а полученным изделиям - сохранить целостность связи между компонентами.
В конкретном варианте плакированная труба может быть изготовлена согласно настоящему изобретению из заготовок, в которых пористость, по меньшей мере, одного ПМ-компонента регулируют, чтобы получить напряжение пластического течения, сравнимое с напряжением пластического течения других компонентов или слоев, образующих заготовку. Характеристики пористости и, таким образом, напряжения пластического течения компонента можно регулировать любым из нескольких способов, включая горячее изостатическое прессование в заранее определенных условиях давления, температуры и времени и холодное изостатическое прессование в заранее определенных условиях давления и времени с последующим спеканием так, чтобы соответствующее напряжение пластического течения, возникшее при пластической деформации, приближалось к соответствующему напряжению пластического течения по меньшей мере одного из остальных компонентов.
Например, углеродистая сталь и инконель 625, супер-сплав на основе никеля, обладающий высокой коррозиестойкостью, имеют настолько разное напряжение пластического течения, что это не позволяет вести обработку пластическим деформированием без образования дефектов. Применяя настоящее изобретение пористость инконель 625 в заготовке с углеродистой сталью можно отрегулировать до заранее определенного уровня для уменьшения напряжения пластического течения в инконель 625 и довести отношение напряжений пластического течения в инконель 625 и в углеродистой стали до величины менее 2,3. Течение инконель 625 во время обработки должно быть концентричным и в таких условиях потенциал для возникновения дефектов во время обработки уменьшается.
В конкретном практическом варианте способа по настоящему изобретению изготавливают пустотелую заготовку из, например, ковкой углеродистой стали, отливки или стали, полученной порошковой металлургией. Изготавливают капсулу из листового металла и приваривают к заготовке для получения внешней и/или внешней кольцевой полости, в зависимости от того, какую поверхность плакированной трубы должна образовать углеродистая сталь - внутреннюю или внешнюю. Сборку заготовки из углеродистой стали и капсулы подвергают воздействию вибрации во время заполнения кольцевой полости порошком сплава, состоящим из сферических частиц сплава, обладающего требуемыми свойствами, включая, например, коррозиестойкостью или износостойкостью. Порошок подвергается вибрации для увеличения плотности заполнения до 62-72% от теоретической полной плотности. Полная плотность - это плотность материала в отсутствии пор между сферическими частицами порошка. Затем из капсулы откачивают воздух, водяной пар и другие газы, нагревают для дальнейшего удаления газообразных примесей и уплотняют. Уплотненные капсулы затем подвергают горячему изостатическому прессованию для уплотнения порошка в условиях температуры давления и времени цикла. Конкретные величины температуры, давления и времени цикла выбирают так, чтобы получить заранее выбранную плотность пор в этом компоненте. Эта величина плотности пор выбирается для получения компонента, который будет иметь напряжение пластического течения, согласованное с напряжением пластического течения других компонентов, которые образуют слои композитной заготовки.
Горячее изостатическое прессование или другие способы приложения регулируемого давления температуры и времени, включая холодное изостатическое прессование, с последующей термообработкой для спекания, создает металлургическую связь между частицами порошка и регулирует объем пор в полученном ПМ-компоненте, тем самым также регулируя напряжение пластического течения в компоненте. Управляя пористостью в конкретных слоях или компонентах, которые образуют заготовку, можно регулировать напряжения пластического течения так, чтобы они были достаточно близки. Затем двухкомпонентную заготовку можно подвергнуть пластическому деформированию и получить требуемое изделие.
Следует понимать, что в альтернативном варианте такие компоненты, полученные методом порошковой металлургии, можно изготавливать отдельно, а не заполнять порошком кольцевое пространство. В этом случае порошковый компонент обрабатывают для получения заранее определенной пористости, и пористый компонент затем помещают рядом с другими компонентами. Например, пористую заготовку из сплава инконель 625 можно обработать и вставить в кованую или литую гильзу, а затем, при желании, провести обработку для соединения этих слоев. Можно использовать горячее изостатическое прессование, холодное изостатическое прессование со спеканием или другие подобные способы соединения, применяемые в условиях, позволяющих соединить компоненты, но избежать дополнительного уплотнения порошкового слоя, если его заранее выбранная плотность уже достигнута. Альтернативно, если нужно дополнительное уплотнение, чтобы достичь заданной плотности, от условия, в которых осуществляется соединение, можно изменить, чтобы достичь заданной плотности. В еще одном альтернативном варианте можно использовать больше чем два компонента, по меньшей мере один из которых является порошковым с регулируемой пористостью. Каждый из компонентов, при желании, может быть получен методами порошковой металлургии.
Настоящее изобретение может быть использовано в отношении кованой или литой заготовки, которая плакируется с двух сторон разными порошковыми компонентами. Эти компоненты могут включать металлы, сплавы, пластмассу, керамические и композитные материалы. Этап соединения и даже этап инкапсулирования на этой стадии процесса можно опустить и соединять компоненты пластической деформацией, если заданная плотность уже была достигнута по меньшей мере в одном отдельно изготовленном порошковом компоненте. Инкапсулирование может быть полезно для удаления газообразных примесей из интерфейса между вставленными один в другой компонентами, даже если на этом этапе соединения не осуществляется.
Таким образом, согласно настоящему изобретению, помимо прочего, предлагается композитная многокомпонентная заготовка, типично двухкомпонентная пустотелая заготовка, из обычного структурного материала, плакированного материалом, обладающим специализированными свойствами, например износостойкостью и коррозиестойкостью. Один или более из слоев может быть получен способом горячего изостатического прессования или другим способом с использованием технологий порошковой металлургии, чтобы получить заранее определенные характеристики пористости, согласованные для получения заранее выбранного отношения напряжений пластического течения, достаточно малого, чтобы получить композитную заготовку, способную без разрушений выдерживать пластическую деформацию, возникающую в процессе формования, например, при экструзии.
Краткое описание чертежей
Эти и другие преимущества и признаки настоящего изобретения и способ, которым они достигаются, будут более понятны из нижеследующего подробного описания изобретения со ссылками на приложенные чертежи, на которых показаны предпочтительный и иллюстративные варианты изобретения.
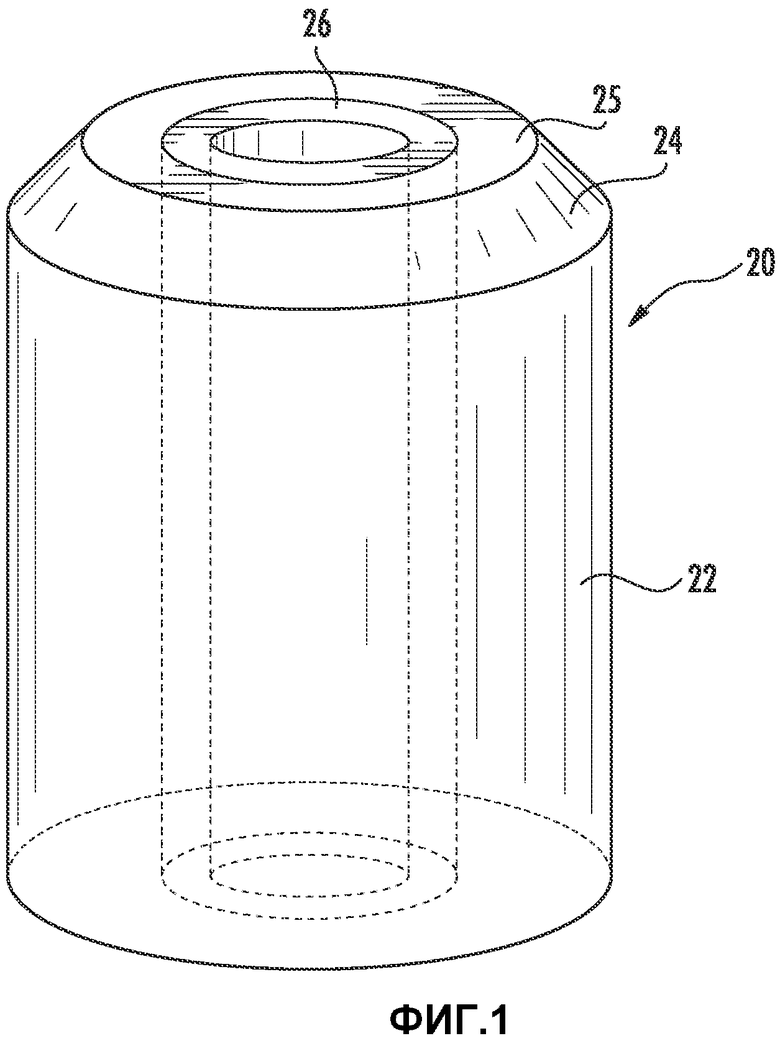
Фиг.1 изображает вид в перспективе пустотелой двухкомпонентной композитной заготовки, изготовленной согласно настоящему изобретению.
Фиг.2 - продольное сечение заготовки по фиг.1, иллюстрирующее внутренний сплошной слой или сердечник пустотелой заготовки с управляемой степенью пористости.
Фиг.3 - вид снизу заготовки по фиг.1.
Фиг.4 - вид сверху заготовки по фиг.1.
Фиг.5 - продольное сечение пустотелой композитной заготовки по настоящему изобретению, содержащей внешний и внутренний слои из компонентов с управляемой степенью пористости, между которыми находится компонент с полной плотностью.
Фиг.6 - продольное сечение инкапсулированной двухкомпонентной заготовки после заполнения порошком до максимальной объемной плотности и перед спеканием, вакуумированием и уплотнением.
Фиг.7 - продольное сечение инкапсулированной двухкомпонентной заготовки после заполнения порошком до максимальной объемной плотности и перед спеканием, вакуумированием и уплотнением.
Фиг.8 - результаты компрессионных испытаний (истинное напряжение против истинной деформации) для сплава инконель 625, консолидированного горячим изостатическим прессованием при разных значениях плотности и для стали 8620 Американского института черной металлургии в ковком состоянии при 1175°C и при скорости деформации 4 в секунду.
Фиг.9 - график для сплава инконель 625, иллюстрирующий среднее напряжение пластического течения при различной относительной плотности для трех разных скоростей деформации и подтверждающий, что горячее изостатическое прессование сплава инконель 625 до меньшей плотности снижает напряжение, необходимое для пластической деформации.
Фиг.10 - график отношения среднего напряжения пластического течения к относительной плотности для сплава инконель 625 относительно стали 8620 Американского института черной металлургии при разной плотности сплава инконель 625.
Фиг.11 - диаграмма последовательности этапов способа по настоящему изобретению для определения требуемой степени пористости компонента и изготовления двухкомпонентной заготовки.
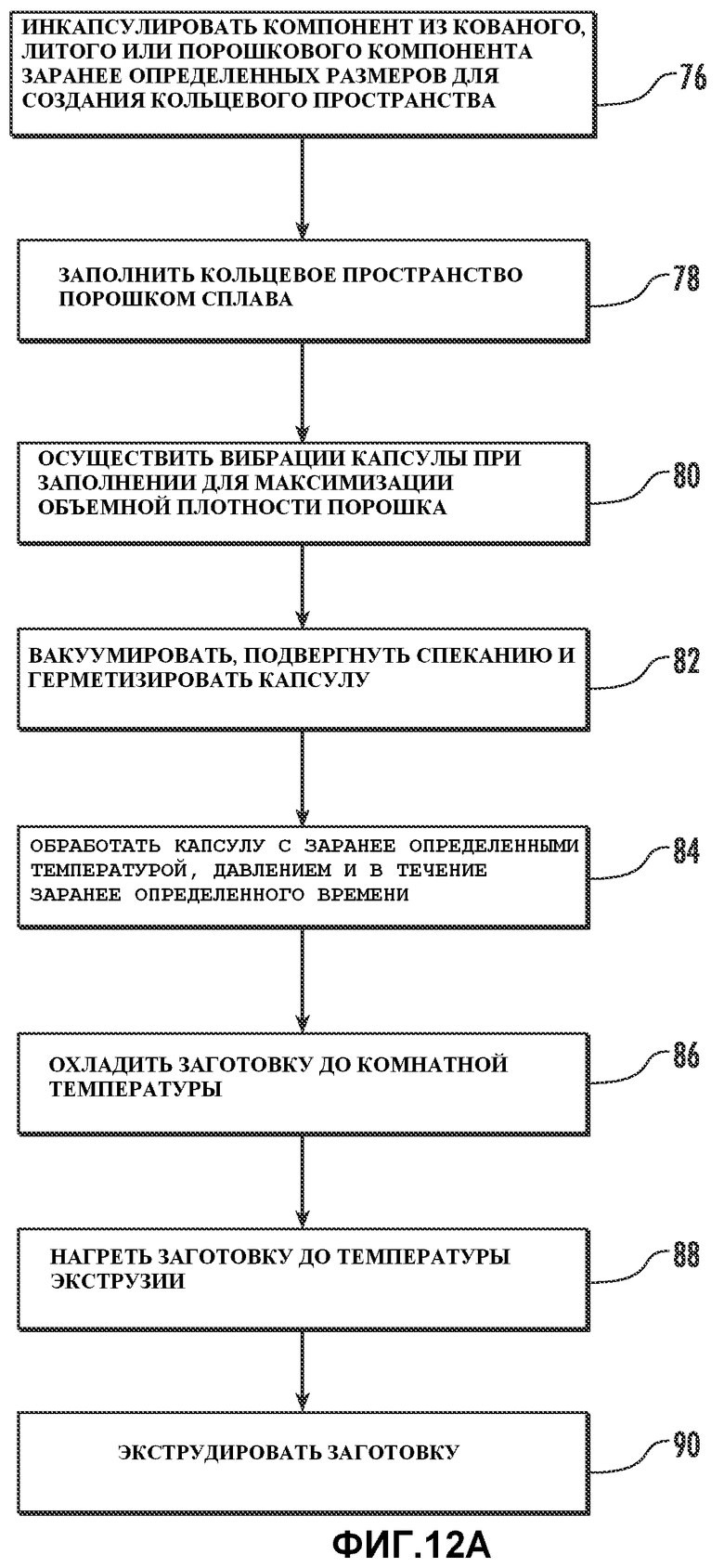
Фиг.12А - диаграмма последовательности этапов одного способа по настоящему изобретению для создания композитной многокомпонентной заготовки и экструзии заготовки для получения плакированной трубы.
Фиг.12В - диаграмма последовательности способа, альтернативного способу по фиг.12А, для создания композитной многокомпонентной заготовки и экструзии заготовки для создания плакированной трубы.
Фиг.13 - схематическое представление этапов сборки и обработки двухкомпонентной заготовки по настоящему изобретению.
Фиг.14 - схематическое представление последовательности, альтернативной последовательности по фиг.13, при которой порошковый компонент частично уплотняют перед контактом с другим компонентом.
Фиг.15 - карта горячего изостатического прессования по предшествующему уровню техники, для сплава инконель 625, иллюстрирующая отношение между давлением, температурой и временем с относительной плотностью (степенью пористости).
Фиг.16 - график напряжения пластического течения по прототипу относительно температуры обработки для углеродистой стали и различных сплавов, включая инконель 625, где затененными участками показан диапазон совместимости напряжения пластического течения для совместной экструзии, где одним слоем заготовки является углеродистая сталь полной плотности.
На чертежах одинаковые детали обозначены одинаковыми позициями.
Подробное описание
Настоящее изобретение будет наиболее понятно из описания конкретного варианта, показанного на чертежах, и его модификаций, описанных ниже. Следует понимать, что настоящее изобретение не ограничивается описанными и показанными вариантами. Настоящее изобретение охватывает все альтернативы, модификации и эквиваленты, которые можно включить в изобретательскую идею и объем защиты изобретения, определенного приложенной формулой.
На фиг.1 приведен вид в перспективе пустотелой цилиндрической двухкомпонентной композитной заготовки 20 по настоящему изобретению. Заготовка 20 имеет внешнюю поверхность или гильзу 22 из стали 8620 Американского института черной металлургии (АИЧМ) в ковком состоянии при полной плотности. На одном конце гильзы выполнена фаска для формирования конического участка 24 для ввода в экструдер (не показан) для пластического деформирования. Конический участок переходит в плоскую верхнюю поверхность 25. Слой 26 внутреннего сердечника из сплава инконель 625 (суперсплава с высоким содержанием никеля) показан штриховыми линями внутри гильзы 22 и металлургически связан с внутренней поверхностью гильзы горячим изостатическим прессованием или другими способами соединения. Условия горячего изостатического прессования регулируются для создания или сохранения заранее определенной степени пористости в твердом слое сердечника сплава инконель так, чтобы напряжения пластического течения гильзы 22 и сердечника 26 были совместимы для дальнейшей обработки.
На фиг.2 показана заготовка 20' по фиг.1 в продольном сечении, включающая внешнюю гильзу 22' полной плотности из ковкой стали, и внутренний сердечник 26' из сплава 625 частичной плотности. Линии штриховки на внешней гильзе 22' показывают, что гильза является компонентом полной плотности. Линии штриховки на внутреннем сердечнике 26' показывают, что порошок был консолидирован, а точки указывают на консолидацию до частичной плотности, что означает достижение некоторой степени пористости. Степень пористости можно определить заранее способами компьютерного моделирования на основе температуры, давления и времени цикла горячего изостатического прессования, напряжения пластического течения, возникающего в порошковом компоненте, в котором возникает пластическая деформация, при такой заранее определенной степени пористости, и которым является сплав 625 по фиг.2, и напряжения пластического течения в другом компоненте или в других компонентах сборной заготовки, которым на фиг.2 является внешняя гильза 22' из ковкой стали 8620 Американского института черной металлургии.
На фиг.3 и 4 представлены виды сверху и снизу, соответственно, заготовки по фиг.1. На фиг.3 показана плоская верхняя поверхность 25 стальной гильзы 22 (фиг.1), расположенная между конической поверхностью 24 гильзы и плоской верхней поверхностью сердечника из сплава.
В ходе изготовления многослойных трубчатых изделий методом совместной экструзии, совместной раскатки, совместной прокатки или другим процессом горячей обработки для пластического деформирования материалы входят в процесс пластического деформирования в форме многослойной цилиндрической заготовки, которая короче по длине, но больше по диаметру, чем готовое изделие. Один слой может выбираться исходя из соображений структурной прочности, которую он придает готовому изделию, другой слой может выбираться исходя из соображений высокой износостойкости или коррозиестойкости. Еще один слой может выбираться из соображений его высокой электро- или теплопроводности. Всегда учитывается стоимость материалов, образующих слои в заготовке. Выбор сплава инконель 625 и мягкой стали для иллюстрации настоящего изобретения следует рассматривать в контексте настоящего изобретения и широты диапазона его применения к различным компонентам, процессам пластического деформирования и конфигурации изделий.
На фиг.5 показан альтернативный вариант настоящего изобретения в форме продольного сечения пустотелой композитной заготовки 28, содержащей внешний и внутренний слои 32 и 30, соответственно, из порошковых компонентов, которые имеют регулируемую степень пористости и между которыми расположен компонентный слой 36 полной плотности. Средний слой 36 показан как полностью плотный, сплошной структурный слой, который может содержать, например, кованую или литую сталь 8620 Американского института черной металлургии. Структурный слой 36 расположен между порошковыми слоями 32 и 30, расположенными на внутренней и внешней поверхностях структурного слоя 36, и показанные порошковые слои находятся в частично консолидированном состоянии и имеют заранее определенную степень пористости, при этом степень пористости заранее выбирают так, чтобы получить отношение напряжений пластического течения, совместимое с таким напряжением пластического течения структурного слоя для горячей обработки и пластического деформирования. Один или оба из внутреннего и внешнего слоев могут содержать материалы порошковой металлургии, имеющие одинаковый или разный состав. Например каждый слой может содержать сплав инконель 625 для обеспечения стойкости к коррозии. Компоненты могут быть разными, включая, например, износостойкий сплав в одном внешнем слое и коррозиестойкий или другой сплав в другом слое, в зависимости от требуемых свойств.
Следует понимать, что структурные слои и порошковые слои могут располагаться в заготовке в требуемой конфигурации и в зависимости от применения готового изделия, при условии, что компоненты подвергаются обработке температурой и давлением для получения заранее определенной степени пористости порошковых компонентов, чтобы получить напряжение пластического течения, совместимое с другими компонентами заготовки для процессов горячего пластического деформирования. Заготовка 20, показанная на фиг.1, имеет коррозиестойкий сплав, помещенный на внутреннюю поверхность пустотелой заготовки. Следует понимать, что коррозиестойкий сплав может находиться на внешней стороне, а ковкая углеродистая сталь - внутри заготовки в зависимости от потребностей. Например, в плакированных стальных трубках теплообменника, в котором в качестве охлаждающей или нагревающей среды применяется агрессивная жидкость, коррозиестойкий слой должен находиться снаружи и являться внешней поверхностью. Можно сформировать заготовку, в которой коррозиестойкий слой или другой специальный сплав может находиться и на внешней, и на внутренней поверхностях сплава, выбранного исходя из его структурных свойств, и вновь, в зависимости от среды, в которой будет работать готовое изделие (см. фиг.5).
Следует также понимать, что порошковые слои могут быть изготовлены как твердые тела на месте, в сборке заготовки или перед установкой в сборку заготовки. Заданная плотность может меняться от частичной до полной, в зависимости от требуемых напряжений пластического течения и напряжений пластического течения различных компонентов при разной плотности. Если такие слои готовят заранее с заданной плотностью, то диффузионное соединение осуществляют типично в таких условиях, чтобы предотвратить дальнейшее уплотнение, если это соединение осуществляется как отдельная операция. Если такие слои готовятся заранее с плотностью ниже заданной, то следует выбирать такие условия, чтобы получить заданную плотность. Альтернативно, если заданная плотность достигнута, то соединение можно осуществлять пластическим деформированием, при котором все компоненты в готовом изделии, полученном пластическим деформированием, например экструзией, приобретают полную плотность.
На фиг.6 в продольном сечении представлен вариант двухкомпонентной заготовки 38 по фиг.1 и 2 перед обработкой горячим изостатическим прессованием. Заготовка 38 инкапсулирована в кожух 40, который представляет собой тонкий слой металла полной плотности, используемый для хранения порошкового компонента 42, примыкающего к компоненту 43 из сплошной стали и определяющий пространство, из которого можно откачать пар и загрязняющие газообразные примеси. Кожух или капсула 40 является лишь одной из нескольких возможных конфигураций контейнеров для заготовки. На фиг.1 показана заготовка, с которой капсула 40 была снята перед экструзией, однако, следует понимать, что капсулы при обычной обработке иногда остаются на заготовке и могут быть полезны для содействия экструзии или другим технологическим операциям. Некоторые операции экструзии, такие как гидростатическая экструзия, обычно требуют наличия капсулы. Капсулы обычно удаляют механической обработкой или травлением до или после экструзии или другой операции пластического деформирования.
Капсула 40 имеет внутренние стенки 44, создающие кольцевое пространство, в котором находится порошок 42. Порошок 42 проходит в кольцевое пространство через порт или трубку 46. Типично, для заполнения капсулы заготовки порошком, капсулу помещают на вибростенд и порошок подается в порт 46 из бункера. Вибрация позволяет уплотнить порошок до максимальной плотности, которая для порошка со сферическими частицами теоретически составляет от 62 до 72% от теоретической полной плотности, а полная плотность - это отсутствие пор. Заполненную капсулу переносят на станцию спекания, например, содержащую печь с открытым колошником, нагретую до 550-750°C и имеющую систему вакуумирования. Во время спекания на порт 46 подают вакуум для откачки воздуха, водяного пара и других газов, присутствующих в порошке и внутри капсулы. Вакуумированную заготовку затем уплотняют в условиях вакуума, загибая трубку 46, и трубку 46 удаляют, а отверстие заваривают для обеспечения герметичного уплотнения.
На фиг.7 в продольном сечении представлен вариант многокомпонентной заготовки 46 по фиг.5, перед горячим изостатическим прессованием для диффузионного соединения слоев, которая в этом отношении аналогична фиг.6. Заготовка 46 инкапсулирована аналогичным способом в капсулу 47 и имеет независимые загрузочный и вакуумирующий порты 48 и 50 для внутреннего порошкового слоя 52 и внешнего порошкового слоя 54 соответственно. Между внутренним и внешним порошковыми слоями 52 и 54 расположен плотный металлический слой 56, как описано со ссылками на фиг.5. Следует понимать, что металлический слой 56 может быть создан методами порошковой металлургии перед инкапсулированием как компонент частичной плотности или полностью плотный компонент, а затем подвергаться обработке для диффузионного соединения и получения требуемой плотности.
На фиг.8 представлен график, иллюстрирующий результаты испытаний на сжатие четырех образцов суперсплава инконель 625, консолидированного горячим изостатическим прессованием до разных уровней плотности, в сравнении с ковкой стали 8610 Американского института черной металлургии полной плотности при температуре 1175°C и при скорости деформации 4 в секунду. Эти четыре образца сплава инконель 625 имеют четыре уровня плотности: 83%, 92%, 98% и 99,9% от плотности в состоянии отсутствия пор. На графике показано истинное напряжение относительно истинной деформации. Для получения образцов для механических испытания металлический порошок сплава 625 вводили в капсулы из нержавеющей стали 304 Американского института черной металлургии (внешний диаметр 38,1 мм; длина 152,4 мм; толщина стенки 1,5875 мм). Во время заполнения капсулы подвергались вибрации для достижения максимальной объемной плотности 0,65. Затем капсулы вакуумировались, спекались и уплотнялись.
Было определено, что четыре уровня плотности (83%, 92%, 98% и 99,9%) достаточны для описания соотношения пористости и напряжения пластического течения. Такое описание позволяет идентифицировать идеальный уровень заданной плотности для одновременной обработки сплава 625 и стали 8620 Американского института черной металлургии. Для определения условий горячего изостатического прессования для достижения таких разных уровней плотности применялось программное средство "HIP 6.0", именуемое "Программа для построения карт для спекания и горячего изостатического прессования" (1990), разработанное профессором M.F. Ashby в университете Кембриджа и доступное в литературе. Эти рабочие параметры горячего изостатического прессования приведены в Таблице I и определены по картам горячего изостатического прессования, аналогичным показанным на фиг.15. После горячего изостатического прессования капсулу из нержавеющей стали снимали с консолидированного порошка суперсплава механической обработкой.
(% от теоретической)
(Бар)
(ч)
Испытания на сжатие проводились с тремя уровнями скорости деформации, используя дилатометр для определения напряжений пластического течения стали 8620 Американского института черной металлургии в ковком состоянии и сплава 625 при четырех уровнях плотности. Образцы для испытаний на сжатие вырезались из кованого прутка стали 8620 Американского института черной металлургии и прутков консолидированного горячим изостатическим прессованием сплава 625. Тестовая матрица для испытаний на сжатие приведена в Таблице II.
АИЧМ
Для каждого тестового условия, перечисленного в Таблице II, образцы нагревались до 1175°C±5°C с номинальной скоростью 10°C/мин.
Тестовые образцы выдерживались при этой температуре в течение 5 мин и затем подвергались сжатию до полной деформации по меньшей мере 0,5. Важно отметить, что испытательная машина работала в режиме управления деформацией, чтобы выдерживать постоянной скорость истинной деформации на протяжении всего испытания, и данные собирались с высокой частотой, чтобы оценить все изменения кривой напряжение/деформация во время испытаний. Каждое условие испытаний, указанное в Таблице II, повторялось трижды, чтобы обеспечить достоверность результатов.
На фиг.8 показаны данные, собранные в одной серии испытаний, проведенных при 1175°C и скорости деформации 4 в секунду. Из этого графика видно, что напряжение пластического течения, необходимое для пластического деформирования сплава 625, уменьшается в образцах с уменьшением плотности, и наоборот, с увеличением пористости. Напряжение пластического течения стали 8620 Американского института черной металлургии остается ниже, чем в сплаве 625 при 83% теоретической плотности. Эти наблюдения справедливы для всех других скоростей деформации, указанных в Таблице II.
Для количественного выражения отношения напряжения пластического течения к плотности сплава 625 из кривой истинного напряжения/истинной деформации при каждом тестовом условии при их повторении оценивают среднее напряжение пластического течения, используя равенство 1:

где εa и εb - верхняя и нижняя границы пластических деформаций, соответственно. Расчет среднего напряжения пластического течения по равенству 1 схематически представлен на графике, приведенном ниже. Заштрихованная область под кривой напряжений и деформаций представляет собой интеграл в равенстве 1 и оценивается методами численного интегрирования:
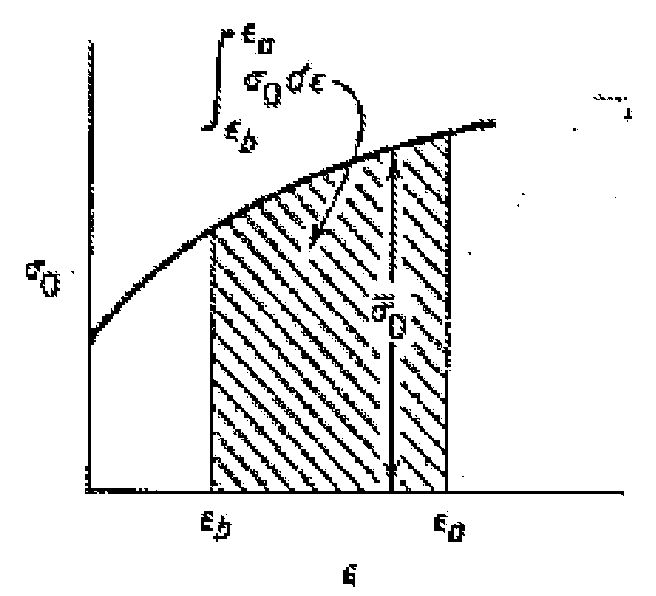
Схематическое представление напряжения пластического течения по равенству 1
На фиг.8 представлен график для сплава инконель 625, показывающий среднее напряжение при разной плотности для трех разных скоростей деформации и подтверждающий, что горячее изостатическое прессование сплава инконель 625 до пониженной плотности уменьшает напряжение, необходимое для пластической деформации. Среднее напряжение пластического течения для сплава инконель 625 изменяется при трех скоростях деформации. Фиг.9 подтверждает, что среднее напряжение пластического течения, необходимое для необратимой деформации сплава инконель 625, можно существенно уменьшить, при всех скоростях деформации, подвергая сплав горячему изостатическому прессованию до более низкой плотности.
Ранее проведенные исследования показали, что для успешной горячей обработки заготовки из коррозиестойкого сплава/углеродистой стали отношение напряжений пластического течения должно быть менее 2,3. На фиг.10 показано изменение при трех разных скоростях деформации, равных 4, 8 и 12 в секунду, отношения среднего напряжения пластического течения сплава 625, к среднему напряжению пластического течения стали 8620 Американского института черной металлургии при плотности сплава 625 на каждой скорости деформации. Граничное отношение для успешной экструзии, равное 2,3, также показано на фиг.7 для сравнения, в форме горизонтальной сплошной прямой. Успешная горячая обработка биметаллической заготовки в области, выше этой прямой, маловероятна. Этот график четко показывает, что путем подбора конечной плотности сплава 625 во время горячего изостатического прессования можно получить напряжение пластического течения существенно меньше 2,3. Стоит также отметить, что влияние скорости деформации на отношение напряжений пластического течения минимально. При скоростях деформации от 4 до 12 в секунду слой сплава 625, имеющий плотность 92% от полной или менее, должен быть пригоден для обработки по настоящему изобретению.
На фиг.11 показана диаграмма последовательности этапов способа по настоящему изобретению для определения требуемой степени пористости компонента заготовки. Сначала на этапе 60 выбирают компоненты заготовки и на основе подобранных компонентов определяют требуемые величины напряжения пластического течения. Например, материалы для гильзы (кожуха) и сердечника и дополнительных слоев, если они имеются, типично выбирают в зависимости от таких факторов, как структурные свойства, коррозиестойкость, износостойкость и стоимость. Важную роль могут играть и другие факторы в зависимости от условий эксплуатации готового изделия. Затем на этапе 62 определяют величины напряжений пластического течения для предложенных компонентов в состоянии полной плотности, т.е. в отлитом или прокованном состоянии, или компонентов из материалов порошковой металлургии, консолидированных до полной плотности, включая те компоненты, которые предлагались для использования в настоящем изобретении в кованом или литом состоянии, такие как мягкая ковкая сталь. Следует понимать, что все компоненты или большинство компонентов многокомпонентной заготовки, при желании, могут быть изготовлены из порошка. Если отношение таких напряжений пластического течения полностью плотных сплошных компонентов не превышает 2,0-2,3, то на этапе 64 осуществляют обычную операцию экструзии или другую известную операцию пластического деформирования либо осуществляют способ по настоящему изобретению. Если отношение напряжений пластического течения превышает 2,0-2,3, то на этапе 66 проводят корреляцию различных величин напряжений пластического течения со степенью пористости в компонентах, полученных способами порошковой металлургии. Степень пористости определяют на этапе 68 на основе соответствующих напряжений пластического течения, идентифицированных по корреляции, и на этапе 70 подбирают величины температуры, давления и времени для достижения необходимой степени пористости. Эти величины могут быть достигнуты горячим изостатическим прессованием, холодным изостатическим прессованием с последующим спеканием или другими способами. Затем композитную заготовку на основе этой информации на этапе 72 можно собирать и готовить, как описано ниже со ссылками на фиг.12А и 12В.
На фиг.12А приведена диаграмма последовательности этапов способа по настоящему изобретению для создания и экструзии композитной многокомпонентной пустотелой заготовки, имеющей по меньшей мере один компонент, выполненный из порошка, и один - из сплошного металла, в котором порошковый компонент не уплотняют до сборки заготовки. Следует понимать, что на фиг.1, к которой относится фиг.12А, представлена двухкомпонентная пустотелая заготовка, не являющаяся исключительной, указывающая на широкий диапазон материалов и конфигураций, которые можно использовать в настоящем изобретении. Используя информацию, определенную в соответствии с фиг.11, порошковые компоненты можно предварительно консолидировать, при желании, собрать в заготовку и подвергнуть обработке для соединения методом оплавления слоев с требуемыми свойствами и отношением напряжений пластического течения, как было описано выше и показано на фиг.12В.
Как показано на фиг.12А, на этапе 76 инкапсулируют сплошной компонент, включая, например, кованую сталь, заранее определенных размеров, соответствующих заготовке для экструзии. Капсула создает кольцевое пространство для заполнения порошковым компонентом на этапе 78. На этапе 80 капсулу подвергают вибрации для доведения до максимума объемной плотности порошка и затем вакуумируют, подвергают спеканию и герметизируют, как описано выше со ссылками на фиг.6. На этапе 84 капсулу подвергают горячему изостатическому прессованию или другим способом подвергают воздействию температуры, давления и времени для диффузионного соединения компонентов и для приведения компонентов к совместимым плотностям для совместной экструзии или другой технологической операции. Обычно порошковый компонент уплотняют до плотности, меньшей чем полная плотность. Собранную и подвергшуюся горячему изостатическому прессованию заготовку затем охлаждают на этапе 86 до комнатной температуры, затем на этапе 88 вновь нагревают до температуры экструзии и на этапе 90 подвергают экструзии.
Для повторного нагрева заготовки можно использовать обычную электрическую, нефтяную или газовую печь. Можно использовать дополнительные этапы, такие как выдерживание повторно нагретой заготовки при высокой температуре в течение определенного периода времени для растворения интерметаллических соединений на границе диффузно соединенных поверхностей. Для сплава инконель 625 и кованой стали температура выдержки составит от 900 до 1200°C в течение времени, соответствующего диаметру заготовки, от получаса до четырех часов.
На фиг.12В представлена диаграмма последовательности, иллюстрирующая этапы раздельной подготовки компонентов заготовки и сборки этих компонентов, где по меньшей мере один компонент уплотнен частично. На этапе 77 из кованого, литого или порошкового материала готовят первый компонент. На этапе 79 готовят второй компонент из порошкового материала и подвергают воздействию температуры и давления для получения нужной степени пористости. При необходимости, второй компонент можно обрабатывать до пористости, меньшей чем требуемая. Со второго компонента удаляют капсулу. Далее на этапе 81 первый и второй компонент или большее количество компонентов, если нужна многокомпонентная заготовка, содержащая более двух слоев, вставляют один в другой. На этом этапе сборку заготовки факультативно можно инкапсулировать, а пространство между компонентами - вакуумировать. Сборку заготовки, также при необходимости, на этапе 85 можно подвергнуть обработке для достижения заданной плотности и для диффузионного соединения компонентов или для поддержания ранее достигнутой заданной плотности и диффузионного соединения компонентов, после чего охладить до комнатной температуры. Затем сборку заготовки нагревают до температуры экструзии и экструдируют или подвергают другой операции пластического деформирования.
Сборка, уплотнение и экструзия заготовки из порошка, как описано со ссылками на фиг.12А, схематически показаны на фиг.13. Сборка может начинаться с кованой или литой заготовки 92 или другой сплошной, полностью плотной металлической детали заранее определенных размеров, подходящих для запланированной заготовки. Альтернативно сборка может начинаться с узла 94, состоящего из порошка стали или другого металла и капсулы, при этом капсула 93 содержит порошковый металл 95 с максимальной объемной плотностью. Узел из порошковой стали подвергают горячему изостатическому прессованию или обрабатывают иным способом при давлении, температуре и времени, необходимых для получения сплошной детали 96, имеющей заранее определенную степень пористости, включая полностью плотную сплошную деталь, в каком случае получают сплошную заготовку 92. Капсулу с заготовки 96 типично удаляют перед сборкой заготовки по настоящему изобретению либо механической обработкой, либо травлением.
Капсула 97, предназначенная для заготовки 98, создает кольцевое пространство для порошка, в данном случае порошка 99 коррозиестойкого сплава, и заготовку 98 собирают, как описано выше со ссылками на фиг.6. Собранную заготовку подвергают горячему изостатическому прессованию, как показано позицией 100, или обрабатывают другим способом при температуре, давлении и времени, необходимых для диффузионного соединения порошкового слоя с кованым или ранее уплотненным слоем и для создания требуемой степени пористости в порошке коррозиестойкого сплава. Подвергнутая горячему изостатическому прессованию заготовка затем повторно нагревается и выдерживается, как показано позицией 102, и подвергается экструзии, как показано позицией 104, типично с нанесением смазки. Экструзия или другая операция горячей пластической деформации приводит к созданию полной плотности в слоях при их деформации, и на фиг.13 показано, что слой 103 частичной плотности приобретает полную плотность, как показано позицией 105 после прохождения через выходную часть канала мундштука экструдера. На фиг.13 показана прямая экструзия пресс-штоком 106 пустотелой двухкомпонентной заготовки 102 на оправке 108 через выходную часть 110 канала мундштука экструдера для формирования плакированной трубы 104.
Прямая экструзия является лишь одним примером из широкого разнообразия способов пластического деформирования, которые можно использовать в связи с настоящим изобретением для получения разнообразных форм. Некоторые процессы пластического деформирования, полезные для эксплуатации настоящего изобретения, включают периодическую прокатку бесшовных труб на пильгер-стане, прямую и обратную экструзию, также можно использовать волочение, прошивку и некоторые другие способы, хотя и необязательно с эквивалентными результатами.
Пластическую деформацию можно определить, как необратимое изменение формы или размера объекта в результате приложенной силы или напряжения, включая силу растяжения, силу сжатия, срезания, изгиб или скручивание. Если материал разрушается под действием растяжения, значит, были превышены его пределы пластической деформации. Одна из проблем, возникающих при создании плакированных бесшовных труб, была описана как дефект, вызванный разрушением гильзы или сердечника либо неравномерным или непропорциональным течением, и эту проблему можно также описать в терминах наличия у компонентов слишком разных реакций на приложенное напряжение. Типично предел пластической деформации одного из компонентов превышается прежде чем будет превышен предел другого компонента. Согласно настоящему изобретению предлагается заготовка, которую можно успешно подвергать пластическому деформированию для создания изделия, не имеющего таких дефектов.
На фиг.14 чрезвычайно схематично представлен способ, являющийся альтернативой способу по фиг.13 и соответствующий последовательности операций по фиг.12В, где порошковый компонент частично уплотняют перед контактом с другим компонентом. Как и в случае с фиг.13, сборку можно начинать либо с кованой или литой стальной заготовки 9, либо заготовки из другого плотного металла, либо с порошковой и по меньшей мере частично уплотненной заготовки 95. Однако, как показано на фиг.14, порошок 112 коррозиестойкого или другого сплава инкапсулируют и уплотняют отдельно от сборки для формирования заготовки 114. Эта заготовка 114 может потребовать механической обработки ее внутренней и внешней поверхностей перед установкой в заготовку 116. Заготовка 114 затем факультативно подвергается горячему изостатическому прессованию при давлении, температуре и времени, необходимых для диффузионного соединения слоев и для получения заданной плотности порошкового слоя. Следует понимать, что порошковый слой может быть уже доведен до заданной плотности при первом горячем изостатическом прессовании или другой технологической операцией. В этом случае может потребоваться инкапсулировать заготовку для вакуумирования интерфейса между компонентами и для перехода к нагреванию и выдержке и экструзии, которая приведет к соединению компонентов. При желании, соединение можно осуществлять на этапе 116, на котором условия обработки регулируют так, чтобы создать диффузионное соединение, сохраняя степень пористости. Повторное нагревание, выдержка и экструзия осуществляются так же, как показано на фиг.13.
Следует понимать, что принципы настоящего изобретения могут быть применены к различным металлическим, керамическим или термопластичным компонентам, в зависимости от требуемых свойств готового изделия, хотя и необязательно с эквивалентными результатами. Заготовки, созданные согласно настоящему изобретению и для получения плакированных труб, нормально можно описать как композитные многокомпонентные пустотелые или сплошные цилиндрические блоки как и типично двухкомпонентные блоки, состоящие из двух концентричных слоев из разных металлических сплавов. В многокомпонентные структуры могут быть включены дополнительные концентричные слои разных сплавов или других материалов для усиления металлургической связи или улучшения конкретных механических характеристик. Эти дополнительные слои можно называть "промежуточными слоями", их типично размещают между гильзой и сердечником. К ним также относятся многокомпонентные структуры, в которых выбрано множество слоев, как описано со ссылками на фиг.5.
Настоящее изобретение существенно расширяет количество комбинаций материалов для производства плакированных труб. Описанное изобретение расширяет номенклатуру компонентов за счет регулирования пористости по меньшей мере одного из компонентов композитной заготовки, полученных способами порошковой металлургии. Изобретение было описано со ссылками на предпочтительные варианты. Однако в них могут быть внесены различные изменения, не выходящие за пределы изобретательской идеи и объема защиты, как описано выше и определено в приложенной формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства изделий из порошков высоколегированных сплавов на основе никеля | 2015 |
|
RU2606360C2 |
| Способ изготовления распыляемой композитной мишени из сплава Гейслера CoMnSi | 2017 |
|
RU2678354C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСПЫЛЯЕМОЙ КОМПОЗИТНОЙ МИШЕНИ ИЗ СПЛАВА ГЕЙСЛЕРА CoFeSi | 2016 |
|
RU2644223C1 |
| Способ изготовления распыляемой композитной мишени, содержащей фазу сплава Гейслера CoFeSi | 2016 |
|
RU2637845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСПЫЛЯЕМОЙ КОМПОЗИТНОЙ МИШЕНИ, СОДЕРЖАЩЕЙ ФАЗУ СПЛАВА ГЕЙСЛЕРА CoMnSi | 2017 |
|
RU2678355C1 |
| Способ получения плотного материала из порошка титана | 2023 |
|
RU2822495C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ИЗ ЖАРОПРОЧНЫХ ГРАНУЛИРОВАННЫХ СПЛАВОВ | 2014 |
|
RU2583564C1 |
| НАНОСТРУКТУРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ЧИСТОГО ТИТАНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2492256C9 |
| Способ получения композиционного материала на основе быстрорежущей стали | 1990 |
|
SU1747526A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ ПОРОШКОВЫХ СПЛАВОВ | 2006 |
|
RU2316413C1 |














Изобретение относится к металлургии, в частности к изготовлению плакированной заготовки для пластического деформирования горячей обработкой. Может использоваться для изготовления плакированных труб. Многокомпонентная композитная заготовка содержит структурный компонент полной плотности и компонент с заранее определенной степенью пористости больше нуля для создания напряжения пластического течения, совместимого с напряжением пластического течения структурного компонента. Компоненты подвергаются диффузионному соединению, и в пористом компоненте поддерживают заранее определенную степень пористости путем приложения температуры и давления в течение определенного времени, включая горячее изостатическое прессование компонентов заготовки. Обеспечена возможность пластической деформации связанных компонентов со сниженной вероятностью появления дефектов, увеличены прочность соединения и качество изделий. 5 н. и 22 з.п. ф-лы, 16 ил., 2 табл.
1. Многокомпонентная плакированная заготовка, содержащая, по меньшей мере, первый и второй компоненты, по меньшей мере, один из которых изготовлен способом порошковой металлургии, и которые имеют различные, первое и второе напряжения пластического течения соответственно, создаваемые в ответ на пластическую деформацию при температуре горячей обработки, при этом, по меньшей мере, один компонент частично уплотнен до предварительно определенного объема пор, превышающего ноль, и согласован с соответствующим напряжением пластического течения, выбранным на основе напряжения пластического течения, по меньшей мере, одного другого компонента при указанной температуре горячей обработки для предотвращения разрушения при деформации.
2. Заготовка по п.1, которая является пустотелой двухкомпонентной заготовкой, первый компонент выполнен из углеродистой стали полной плотности, и второй компонент является порошком сплава на основе никеля, уплотненным до плотности 92% от теоретической полной плотности или менее.
3. Заготовка по п.2, в которой указанная плотность составляет от 83 до 92% от полной плотности.
4. Заготовка по п.1, в которой компонент, имеющий предварительно определенный объем пор, частично уплотнен от максимальной объемной плотности, составляющей не менее 62-72% от теоретической полной плотности для порошка со сферическими частицами.
5. Заготовка по п.1, которая подвергнута горячему изостатическому прессованию, и объем пор определен параметрами времени, температуры и давления.
6. Заготовка по п.1, в которой объем, концентрация и распределение пор в компоненте обеспечивают отношение напряжений пластического течения первого и второго компонентов, составляющее не более 2,3.
7. Заготовка по п.1, в которой отношение напряжений пластического течения первого и второго компонентов не превышает 2,0.
8. Заготовка по п.1, в которой пластическая деформация является горячей обработкой.
9. Заготовка по п.1, в которой пластическая деформация является процессом изготовления труб, выбранным из группы, содержащей волочение, прямую экструзию, обратную экструзию, периодическую прокатку на пилигримовом прокатном стане и прокатку на стане Маннесманна.
10. Заготовка по п.1, которая является предварительной заготовкой для плакированной трубы.
11. Заготовка по п.1, в которой другой из указанных компонентов плакирован снаружи, изнутри или с обеих сторон одним из указанных компонентов, имеющим объем пор больше нуля.
12. Заготовка по п.1, в которой указанный компонент с объемом пор больше нуля выбран из группы, содержащей компоненты, обладающие коррозионной стойкостью, износостойкостью, прочностью, электропроводностью, теплопроводностью и их комбинациями.
13. Заготовка по п.1, в которой указанный компонент с объемом пор больше нуля является сплавом на основе никеля, а другой компонент является сталью.
14. Заготовка по п.1, которая является биметаллической.
15. Плакированная заготовка, содержащая структурный компонент, соединенный с компонентом из износостойкого или коррозионно-стойкого сплава, полученным способами порошковой металлургии и имеющим предварительно определенный объем пор, превышающий нуль, согласованный с напряжением пластического течения при температуре горячей обработки, при этом напряжение пластического течения, создаваемое в ответ на пластическую деформацию при указанной температуре горячей обработки, по существу, аналогично напряжению пластического течения структурного компонента при указанной температуре горячей обработки для сохранения соединения после пластического деформирования.
16. Способ изготовления плакированной заготовки для пластической деформации, содержащий следующие этапы:
создание первого компонента заготовки;
создание второго компонента заготовки, примыкающего к первому компоненту заготовки;
регулировка пористости одного из компонентов заготовки до предварительно определенной величины, согласованной для получения напряжения пластического течения в ответ на пластическую деформацию при предварительно заданной температуре горячей обработки, выбранной на основе напряжения пластического течения другого компонента при указанной температуре горячей обработки.
17. Способ по п.16, в котором этап создания первого компонента заготовки содержит создание кованой заготовки из углеродистой стали предварительно определенных размеров и с предварительно определенным напряжением пластического течения в ответ на пластическую деформацию.
18. Способ по п.16, в котором этап создания второго компонента заготовки, примыкающего к первому компоненту, содержит следующие этапы:
приваривание капсулы к первому компоненту заготовки для создания кольцевой полости;
заполнение кольцевой полости порошком коррозионно-стойкого или износостойкого сплава;
осуществление вибрации при заполнении полости указанным порошком;
вакуумирование, спекание и герметизация капсулы.
19. Способ по п.18, в котором этап регулирования пористости одного из компонентов заготовки дополнительно содержит создание соединения между компонентами заготовки посредством горячего изостатического прессования капсулы в течение предварительно определенного времени при предварительно определенных условиях температуры и давления для создания указанного соединения и получения предварительно определенной пористости.
20. Способ по п.19, дополнительно содержащий этап растворения интерметаллических элементов, сформированных на границе компонентов заготовки.
21. Способ по п.20, в котором этап растворения интерметаллических компонентов содержит нагрев плакированной заготовки до температуры экструзии и выдерживание заготовки при этой температуре.
22. Способ по п.21, дополнительно содержащий этап смазки и экструзии заготовки с предварительно определенной скоростью экструзии.
23. Способ по п.16, дополнительно содержащий этап проверки целостности заготовки ультразвуком.
24. Способ изготовления плакированной трубы, содержащий следующие этапы:
создание заготовки из ковкой стали;
приваривание к заготовке капсулы для создания кольцевой полости;
заполнение кольцевой полости порошком коррозионно-стойкого или износостойкого сплава;
осуществление вибрации при заполнении полости указанным порошком;
вакуумирование, спекание и герметизация капсулы;
горячее изостатическое прессование инкапсулированной сборки из стальной заготовки и порошка сплава при давлении и температуре и в течение предварительно определенного времени для создания в сплаве пористости, согласованной с предварительно определенным напряжением пластического течения, для соединения порошка сплава со стальной заготовкой;
охлаждение инкапсулированной сборки до комнатной температуры и удаление капсулы из сборки;
удаление интерметаллических элементов с границы подвергнутых горячему изостатическому прессованию компонентов; и
экструдирование подвергнутых горячему изостатическому прессованию компонентов с предварительно определенной скоростью экструзии.
25. Способ по п.24, в котором этап экструзии подвергнутых горячему изостатическому прессованию компонентов содержит нагрев компонентов.
26. Многокомпонентная плакированная заготовка, содержащая первый и второй компоненты, соединенные друг с другом интерметаллическим соединением, при этом в состоянии полной плотности отношение напряжений пластического течения компонентов превышает 2,3, и, по меньшей мере, один из компонентов имеет предварительно определенный объем пор больше нуля для создания отношения напряжений пластического течения при пластической деформации, не превышающего 2,3.
27. Заготовка по п.26, в которой отношение напряжений пластического течения первого и второго компонентов не превышает 2,0.
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА МОЛИБДЕНА ИЛИ ЕГО КОМПОЗИТОВ С ВОЛЬФРАМОМ | 2005 |
|
RU2285586C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ИЗ ВОЛЬФРАМСОДЕРЖАЩЕГО МИНЕРАЛЬНОГО СЫРЬЯ НА ОСНОВЕ ШЕЕЛИТОВОГО КОНЦЕНТРАТА | 1995 |
|
RU2098233C1 |
| Способ получения порошков дисперсно-упрочненных сплавов | 1978 |
|
SU865533A1 |
| WO 9007012 A1, 28.06.1990 | |||
| Горизонтально-замкнутый тележечныйКОНВЕйЕР | 1979 |
|
SU821336A1 |

