ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее раскрытие, относится к общем к области материаловедения, более конкретно, способов аддитивного производства и восстановления с помощью лазерного осаждения металлов для суперсплавов с высоким содержанием гамма-штрих фазы с эффекта охлаждения.
УРОВЕНЬ ТЕХНИКИ
[0002] Сварка суперсплавов содержит множество технических вызовов, обусловленных с высокой прочностью (и соответствующей низкой пластичностью), которые должны быть присущи этим сплавам. Источники тепла, такие как лазеры и дуговые разряды, применяются для изготовления деталей, полученных по аддитивной технологии (AM), или восстановления поврежденных компонентов, выполненных из суперсплавов. К сожалению, эти сплавы сильно подвержены горячему растрескиванию в процессе, например, лазерной наплавки (LMD - от laser metal deposition, лазерное осаждение металлов) и последующей тепловой обработки. Горячее растрескивание в процессе сварки при комнатной температуре обычно происходит на границе раздела твердое тело-жидкость в сварочной ванне, что конструктивно нарушает целостность AM-компонента или восстановленного компонента. Таким образом, сохраняется потребность в LMD-системе или технологии, подавляющей образование горячего растрескивания, происходящего в процессе сварки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] Следует понимать, что автор настоящего изобретения осознал вышеуказанные ограничения и ниже раскрывает новую технологию лазерного осаждения металлов, например, суперсплавов с высоким содержанием гамма-штрих фазы, путем использования эффекта охлаждения, то есть эффекта глубокого охлаждения, и последующей пайки.
[0004] В одном примере осуществления представлена система для производства по аддитивной технологии (AMR) или восстановления компонента, выполненного из суперсплава, из основного материала. AMR-система может включать в себя, по меньшей мере, систему для лазерной наплавки (LMD), функционально связанную со средством для охлаждения основного материала в процессе наращивания добавочных материалов путем лазерной обработки на основной материал. LMD-система может включать в себя лазерный источник энергии, выполненный с возможностью направления лазерной энергии к основному материалу для образования на нем сварочной ванны. Лазерная энергия обрабатывает добавочные материалы, осажденные в сварочную ванну (например, на основной материал), для образования слоев добавочных материалов после отверждения.
[0005] Средство для охлаждения основного материала может быть выполнено с возможностью охлаждения основного материала, например посредством охлаждающей среды, до требуемой температуры в диапазоне температур охлаждения, вызывая, например, эффект охлаждения/заморозки основного материала в процессе лазерной обработки, что может привести к сокращению периодов отверждения в процессе лазерной обработки. Следует принять, что требуемый диапазон температур может быть индивидуальным для типа используемой охлаждающей среды, например жидкого азота, жидкого аргона и подобного, и должен обеспечивать температуру в пределах некоторого диапазона температур, позволяющую высвободить сварочное тепло из основного материала в процессе лазерной обработки, по меньшей мере, частично благодаря эффекту охлаждения/заморозки основного материала. Примерами диапазона охлаждения могут служить диапазоны от -100°C до -150°C для жидкого азота, от -100°C до -150°C для жидкого аргона. Кроме того, следует понимать, что в дополнение или вместо того, чтобы диапазон варьировался на основе типа применяемой охлаждающей среды, этот диапазон может зависеть от тепла (например, высокой температуры), прикладываемого к основному материалу, и/или состава основного материала. Например, основной материал с более высокой температурой плавления может требовать больше тепла в процессе лазерной обработки, что может потребовать более глубокого охлаждения, т.е. более низких диапазонов, чтобы высвободить сварочное тепло из основного материала в процессе лазерной обработки. Говоря иными словами, требуемый диапазон охлаждения может быть обусловлен частично типом охлаждающей среды, температурой нагрева от лазерного источника энергии и типом основного материала.
[0006] В другом примере осуществления представлен способ аддитивного производство или восстановления. Способ может включать в себя создание подложки из основного материала (BMS), например, в емкости, и подготовку BMS для обработки путем лазерного напыления (LMD). Способ может также включать в себя охлаждение BMS, например с помощью средства охлаждения, до температуры в диапазоне температур охлаждения, в результате чего BMS подвергается эффекту охлаждения или заморозки, чтобы высвободить сварочное тепло из BMS. Следует понимать, что температура охлаждения может поддерживаться на всем протяжении LMD-процесса, а также регулироваться, если это необходимо, частично на основе температуры BMS и/или охлаждающей среды средства охлаждения. Одновременно с охлаждением BMS, BMS или, по меньшей мере, участки BMS могут подвергаться лазерной обработке для образования слоев добавочных материалов на BMS, чтобы осуществить создание требуемого компонента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0007] Для более полного понимания настоящего изобретения и его преимуществ далее приводится ссылка на нижеследующее описание, представленное в сочетании с сопроводительными чертежами, на которых одинаковые позиции обозначают схожие объекты.
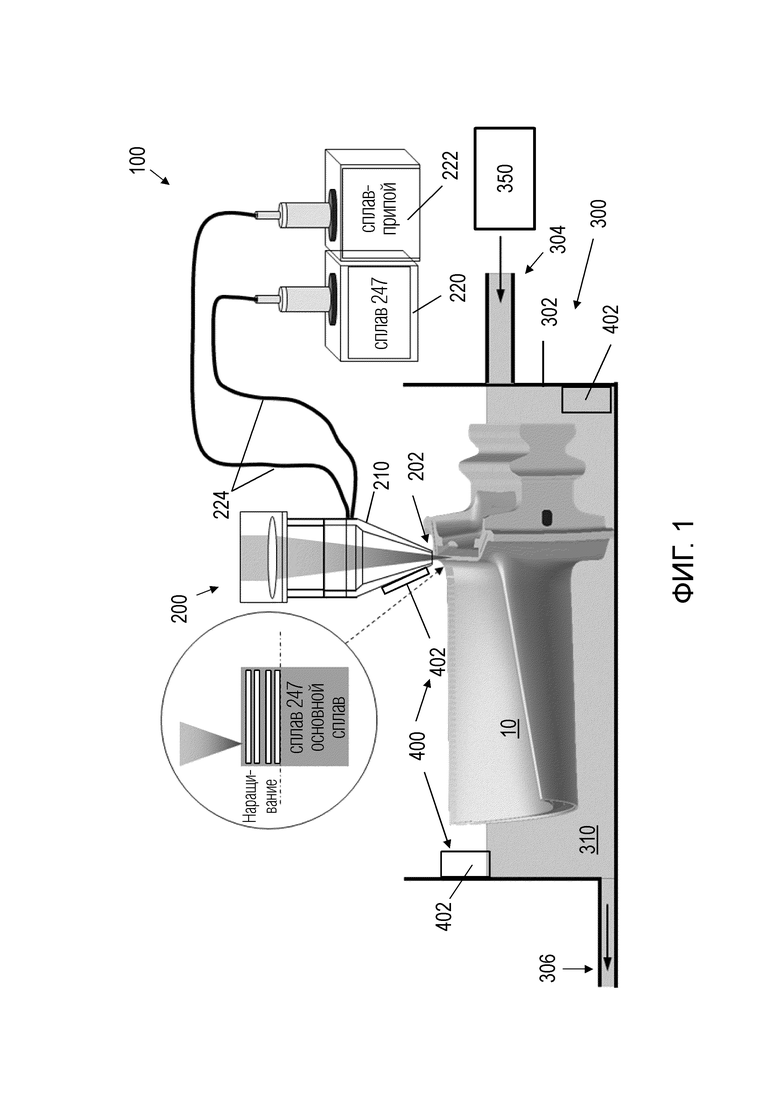
[0008] На Фиг. 1 схематично показана система для производства по аддитивной технологии и/или восстановления компонентов из суперсплава посредством лазерного напыления (LMD) согласно представленному раскрытию;
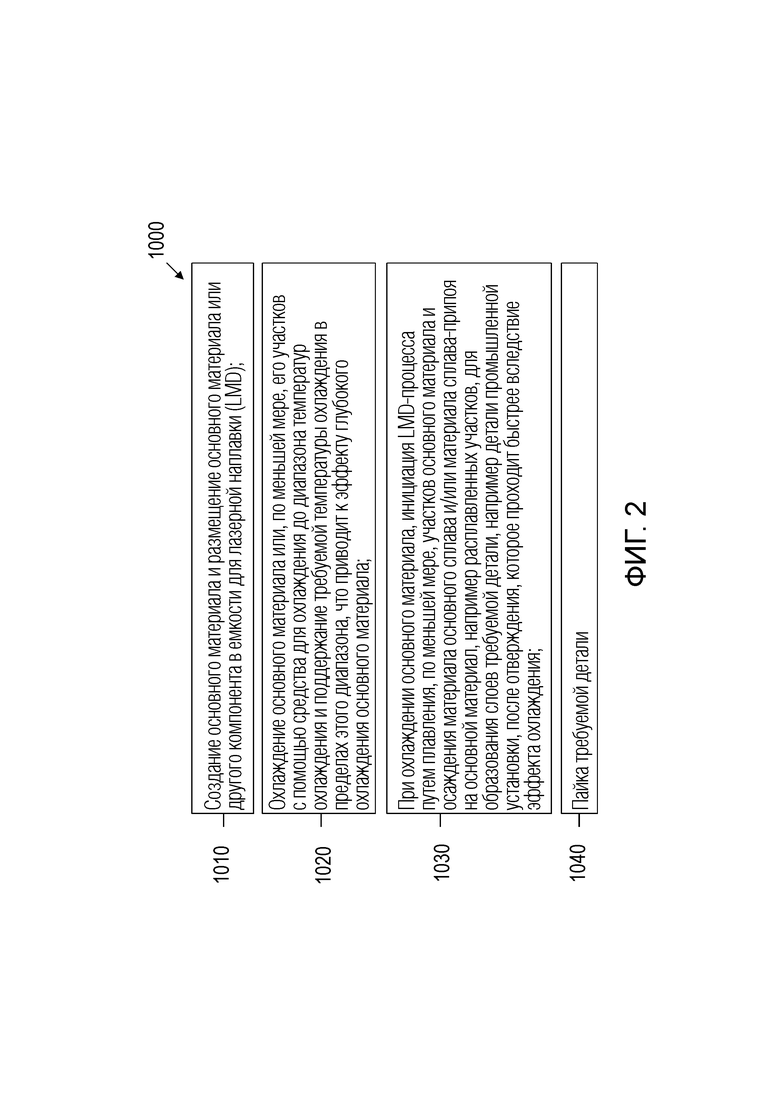
[0009] На Фиг. 2 показана блок-схема процесса аддитивного производства или восстановления согласно представленному раскрытию.
ПОДРОБНОЕ ОПИСАНИЕ
[0010] Компоненты и материалы, описанные далее как составляющие различных вариантов осуществления, носят иллюстративный, но не ограничительный характер. Предполагается, что многие подходящие компоненты и материалы, которые будут выполнять ту же или схожую функцию, что и материалы, представленные в настоящем описании, входят в объем вариантов осуществления настоящего изобретения.
[0011] Авторы настоящего изобретения разработали новый способ аддитивного производства (AM) и/или восстановления, содержащий вариант технологии лазерного напыления (LMD), в котором система охлаждения, например система глубокого охлаждения, объединена с LMD-системой для охлаждения основного материала/подложки/компонента из суперсплава, например лопасти газовой турбины, лопатки, поверхности лопасти и подобного, а также уменьшения или полного устранения образования горячих трещин, происходящего в процессе сварки или последующей тепловой обработки.
[0012] Обратимся теперь к чертежам, служащим лишь для иллюстрации вариантов осуществления изобретения, но не его ограничения, где на Фиг. 1 показана система 100 для производства по аддитивной технологии компонента из основного материала/подложки и/или восстановления компонента 10 из суперсплава посредством лазерного напыления (LMD).
[0013] Система 100 может включать в себя LMD-систему 200 для подачи лазерной энергии посредством лазерного источника 202 энергии на базовую подложку и для осаждения добавочных/наращиваемых материалов в сварочную ванну, расположенную в основании/базовой подложке 10 (или на отвержденный слой наращенного материала) в результате подачи лазерной энергии для образования слоев наращенных материалов с целью изготовления или восстановления требуемого компонента из суперсплава, например, лопасти, боковой стороны плоскости лопасти (показано на Фиг. 1), вершин лопастей, лопаток или других компонентов. Лазерный источник 202 энергии может быть выполнен с возможностью направления или излучения лазерной энергии к основному материалу 10 для плавления участков основного материала 10 (или ранее отвержденного наращенного слоя) для образования сварочной ванны.
[0014] Дополнительно или в качестве альтернативы LMD-система 200 может также включать в себя приспособление 210 для лазерного осаждения, функционально связанное с лазерным источником 202 энергии и расположенное вблизи лазерного источника 202 энергии или функционально соединенное с ним, для осаждения наращиваемых (добавочных) материалов в сварочную ванну, образованную на основном материале 10 путем подачи лазерной энергии.
[0015] Дополнительно или в качестве альтернативы лазерный источник 202 энергии может быть выполнен с возможностью функционирования в качестве приспособления для лазерного осаждения, предназначенного для осаждения наращиваемых материалов в сварочную ванну. Говоря иными словами, добавочные материалы могут осаждаться посредством лазерного источника 202 энергии, более конкретно, посредством линий 224 подачи, соединенных с корпусом, в котором находится лазерный источник 202 энергии, в дополнение или вместо осаждения посредством приспособления 210 для осаждения. LMD-система может дополнительно включать в себя одну или более систем (220, 222) принудительной подачи или быть функционально связанной с ними. Системы 220, 222 подачи порошка могут быть выполнены с возможностью подачи (доставки) наращиваемых материалов к лазерному источнику 202 энергии и/или в приспособление 210 для лазерного осаждения для осаждения наращиваемых материалов в сварочную ванну и/или на основной материал 10 для образования слоев добавочного материала с целью формирования требуемого компонента.
[0016] Наращиваемые (добавочные) материалы могут включать в себя, например, порошковый материал основного сплава, который может содержать материалы, из которых образован основной материал 10, или схожие с ними. Порошок основного металла может подаваться через LMD-систему 200 посредством системы (220) принудительной подачи и осаждаться в сварочную ванну или на базовую подложку 10 в ходе LMD-процесса. Наращиваемые материалы также могут включать в себя порошковый материал сплава-припоя и т.п., который может подаваться через лазерный источник 202 энергии посредством той же системы подачи, что и для порошка основного металла, или своей собственной системы (222) принудительной подачи и осаждаться в сварочную ванну или на базовую подложку 10 для лазерной обработки, например, с использованием лазерной энергии в ходе LMD-процесса. Система 220 подачи порошка может быть функционально связана с LMD-системой 200, более конкретно, приспособлением 210 для лазерного осаждения посредством одной или более линий 224 подачи для подачи наращиваемых материалов, например, из контейнера с материалами к базовой подложке 10. Дополнительно или в качестве альтернативы контроллер (не показан) может быть функционально связан с LMD-системой 200 и системой 220 подачи порошка и может быть выполнен с возможностью управления скоростью подачи наращиваемых материалов, например, через лазерное приспособление 210 в ходе LMD-процесса.
[0017] Каждый из наращиваемых материалов, осаждаемых в ходе LMD-процесса, например материал основного сплава и материал сплава-припоя, может подаваться/доставляться своей собственной системой 220 принудительной подачи, т.е. отдельной системой для каждого материала, либо в дополнительном варианте осуществления единственная система 220 подачи порошка может использоваться для подачи наращиваемых материалов обоих типов. Следует понимать, что если используется более двух типов материалов в ходе LMD-процесса, могут использоваться дополнительные системы 220 принудительной подачи для подачи дополнительных материалов, либо единственная система принудительной подачи может быть выполнена с возможностью подачи каждого из материалов по мере необходимости.
[0018] Как опять же показано на фигурах, система 100 может также включать в себя средство охлаждения для охлаждения базовой подложки 10, например, в ходе LMD-процесса для уменьшения или устранения образования горячих трещин, связанного с LMD-процессом, процессом пайки или любым последующим процессом термообработки. В одном примере осуществления средство 300 охлаждения может представлять собой систему охлаждения, например систему глубокого охлаждения, которая может включать в себя емкость, камеру или схожий контейнер 302, размер которого может быть приспособлен, по меньшей мере, для частичного приема в него базовой подложки 10 или другого компонента из суперсплава, требующего восстановления, и который образует объем для содержания в нем и/или протекания через него охлаждающей среды 310 для охлаждения базовой подложки 10 в емкости 302. Емкость 302 может включать в себя входной канал 304, выполненный с возможностью приема охлаждающей среды 310, и выходной канал 306, например, для удаления охлаждающей среды из емкости. Дополнительно или в качестве альтернативы базовая подложка 10 может быть помещена на пути поступления охлаждающей среды 310, например, для обеспечения эффекта глубокого охлаждения при прохождении процесса аддитивного производства или восстановления.
[0019] Система 300 охлаждения может дополнительно включать в себя один или более насосов (не показано) или схожих систем 350 для нагнетания/подачи, предназначенных для доставки охлаждающей среды 310 в емкость 302 для охлаждения в нем подложки 10. Следует понимать, что насос может управляться любым из контроллеров системы 100 или LMD-системы 200, либо дополнительно или в качестве альтернативы насосная система может включать в себя свой собственный контроллер, выполненный с возможностью управления расходом и количеством охлаждающей среды 310, заполняющей емкость 302 или протекающей через него, для поддержания требуемого диапазона температур охлаждения охлаждающей среды в емкость 302 или при поступлении через него в ходе LMD-процесса.
[0020] Охлаждающая среда 310 может представлять собой, например, жидкий азот, аргон, гелий и т.д., либо любую другую жидкую среду, которая может подаваться в емкость 302 для достижения требуемого диапазона температур охлаждения с целью удаления сварочного тепла из базовой подложки 10 или компонента, подвергаемого обработке.
[0021] Как опять же показано на фигурах, система 100 может дополнительно включать в себя сенсорную систему 400, функционально связанную с LMD-системой 200 и/или средством 300 охлаждения для измерения температур в ходе охлаждения и LMD-процесса, а также отправки или передачи измеренных температур на любой из контроллеров системы для определения, достигнут ли требуемый диапазон охлаждения, и/или для регулировки параметров нагрева и/или охлаждения.
[0022] В одном варианте осуществления сенсорная система 400 может включать в себя один или более датчиков 402, выполненных с возможностью измерения температур и передачи измеренных температур, например, посредством одного или более передатчиков на контроллер датчика или любой из контроллеров системы для использования измеренных температур в процессе LMD и/или охлаждения. Датчики 402 могут быть равномерно расположены или расположены по любой схеме в емкости или вблизи нее для измерения температур охлаждающей среды 310, подложки 10 и/или окружающих областей. Как показано на Фиг. 1, датчики 402 могут располагаться в емкости 302, например, быть прикрепленными к стенке емкости, погруженными (частично или полностью) в охлаждающую среду 310 и/или съемно закрепленными на лазерном источнике 202, корпусе лазерного источника или вблизи него.
[0023] Например, в ходе LMD-процесса, чтобы определить, достигнут и/или поддерживается ли требуемый диапазон температур для охлаждения или глубокого охлаждения подложки 10 в ходе LMD-процесса, датчики могут посылать или как-то иначе передавать измеренные температуры в контроллеры, при этом любой из параметров нагрева и/или охлаждения может регулироваться, по меньшей мере, частично на основе измеренных температур. Например, в системе 300 охлаждения поток и/или количество охлаждающей среды может регулироваться по мере необходимости на основе измеренной температуры, чтобы достичь требуемого диапазона температур охлаждения, например от -100°C до -150°C, по меньшей мере, для суперсплава на основе никеля.
[0024] Следует понимать, что требуемый диапазон температур может варьироваться, например от ±20 до 40°C, в зависимости от типа основного материала 10 суперсплава, с которым проводится работа. Дополнительно или в качестве альтернативы тепло, излучаемое лазерным источником 202 энергии, может регулироваться, т.е. увеличиваться или уменьшаться, на основе измеренных температур.
[0025] На Фиг. 2 представлен вариант осуществления LMD-процесса (способа) 1000. Следует понимать, что не требуется, чтобы этапы, раскрытые в настоящем описании, выполнялись в каком-то определенном порядке, и их последовательность приведена лишь в качестве примера. Например, этапы, связанные с заполнением емкости 302 охлаждающей средой 310, могут выполняться до или после этапов, связанных с размещением и закреплением основного материала 10 в емкости для LMD-обработки.
[0026] Способ 1000 может включать в себя этап размещения основного материала 10 или другого компонента, подлежащего восстановлению, в емкости 302 (1010). На данном этапе основной материал/подложка 10 или поврежденный компонент может закрепляться с возможностью съема в емкости 302, например, на платформе (не показано) для наращивания и/или восстановления. Следует понимать, что в варианте осуществления, в котором компонент подвергается восстановлению, способ 1000 может включать в себя этапы снятия компонента с промышленной установки и подготовки компонента для проведения LMD, например, путем удаления поврежденных участков компонента, а также предварительного нагрева или обработки на твердый раствор компонента, прежде чем поместить компонент в емкость для проведения LMD-процесса.
[0027] После подготовки компонента и/или помещения компонента или базовой подложки 10 в емкость 302 способ 1000 может включать в себя охлаждение базовой подложки 10 или, по меньшей мере, ее участков с помощью средства охлаждения (1020). На данном этапе подложка 10 или ее участки могут погружаться в охлаждающую среду 310, по меньшей мере, частично заполняющую емкость 302. В одном примере осуществления емкость 302 может быть заполнена охлаждающей средой 310 так, что, по меньшей мере, часть подложки 10 может погружаться в охлаждающую среду для глубокого охлаждения подложки в ходе LMD-процесса. Охлаждающая среда 310 может представлять собой жидкий азот или любую другую жидкую среду, способную охлаждать подложку 10 до требуемого диапазона температур, так чтобы сварочное тепло могло высвобождаться или удаляться из подложки 10. Следует понимать, что с помощью жидкого азота основной материал 10 (например, лопасть или лопатка турбины) может охлаждаться внутри емкости до температуры в диапазоне от -100°C до -150°C.
[0028] В то время как подложка охлаждается, т.е. удерживается в требуемом диапазоне температур, способ 1000 может включать в себя этап осаждения наращиваемых (добавочных) порошковых материалов (например, подстилающего порошка основного металлического сплава и материала сплава-припоя) на подложку и лазерной обработки наращиваемых материалов на подложке 10 (1030). Для поддержания температуры охлаждения и эффекта глубокого охлаждения градиент температуры/скорость охлаждения может увеличиваться, чтобы достичь минимального образования трещин в ходе, например, сварочного процесса. Следует понимать, что на данном этапе порошковые наращиваемые (добавочные) материалы, например материал основного сплава и материал сплава-припоя, могут подаваться, например, через приспособление лазерного источника посредством системы принудительной подачи и осаждаться на подложку 10 или в сварочную ванну подложки. Следует понимать, что сварочная ванна может быть защищена защитным газом, например, аргоном, гелием или их смесями. Кроме того, следует понимать, что дополнительно или в качестве альтернативы добавочные материалы могут транспортироваться, например, переноситься в сварочную ванну с помощью защитного газа.
[0029] После осаждения лазерная энергия обрабатывает/плавит наращиваемые материалы, которые затем отверждаются для образования слоя (слоев) материала суперсплава для формирования требуемой детали или компонента. Следует понимать, что смесь порошка основного сплава и сплава-припоя может послойно контролироваться, при этом этап осаждения и лазерной обработки может повторяться, пока не будет получена форма и/или геометрия требуемого компонента. Восстановление компонента посредством нового LMD-процесса, предложенного авторами изобретения, позволяет восстанавливать конструкцию компонентов с помощью тех же материалов основного сплава, которые входят в состав основного материала. Говоря иными словами, LMD-процесс предусматривает восстановление компонента с помощью материалов (добавочных материалов), имеющих, например, идентичный или почти тот же самый состав, что и лежащая в основании (базовая) подложка 10.
[0030] Эффект глубокой заморозки, обеспечиваемый системой 300 охлаждения, позволяет подложке 10 оставаться охлажденной в ходе LMD-процесса, что приводит к подавлению образования горячих трещин, например, на границе раздела твердое тело-жидкость в сварочной ванне, которое требуется устранить. Данное подавление обусловлено очень коротким периодом отверждения в результате непосредственно охлаждения подложки до требуемой температуры и/или диапазона температур охлаждения для подложки 10, чтобы достичь эффекта глубокого охлаждения и/или заморозки подложки 10, так чтобы сварочное тепло могло высвобождаться из подложки 10.
[0031] Дополнительно или в качестве альтернативы способ 1000 может включать в себя высокотемпературную пайку подложки 10, например, пайку открытым пламенем, пайку в печи и т.д. (1040). Следует понимать, что в ходе последующего процесса 1040 высокотемпературной пайки может достигаться самовосстановление подложки 10 или требуемого компонента, по меньшей мере, частично вследствие осаждения материала сплава-припоя в ходе LMD-процесса. Это может приводить к устранению минимального растрескивания, которое может происходить в процессе сварки, например, с помощью заключительного процесса высокотемпературной пайки. Дополнительно или в качестве альтернативы способ 1000 может включать в себя этапы финишной обработки требуемого компонента. Следует понимать, что технологии восстановления поврежденного компонента могут потребовать выполнения этапов по снятию поврежденного компонента, например с турбомашины, и, таким образом, способ 1000 восстановления может также включать в себя этапы извлечения компонента в дополнение к предварительному нагреву или обработке компонента на твердый раствор, прежде чем компонент подвергнется LMD-процессу или последующему процессу пайки.
[0032] Следует понимать, что аспекты приведенных в качестве примера систем, раскрытых в настоящем описании, например LMD-системы, системы принудительной подачи и/или насосной системы, сенсорной системы и т.д., могут быть реализованы с помощью любой соответствующей процессорной системы с использованием любого надлежащего языка программирования или способа программирования. Система может принимать форму любой надлежащей схемы, например, содержать вариант осуществления аппаратного обеспечения, вариант осуществления программного обеспечения или вариант осуществления, содержащий одновременно элементы аппаратного обеспечения и программного обеспечения. В одном варианте осуществления система может быть реализована посредством программного обеспечения и аппаратного обеспечения (например, процессора, датчиков и т.д.), которые могут включать в себя, в частности, резидентное программное обеспечение, микрокод и т.д.
[0033] Кроме того, части процессорной системы могут принимать форму компьютерного программного продукта, доступного на используемом процессором или считываемом процессором носителе, предоставляющем программный код для использования процессором или в сочетании с процессором либо любой системой выполнения команд. Примеры носителей, считываемых процессором, могут включать в себя энергонезависимые материальные носители, считываемые процессором, например полупроводниковое или твердотельное ЗУ, магнитную ленту, съемную компьютерную дискету, ЗУ с произвольной выборкой (RAM), постоянное ЗУ (ROM), жесткий магнитный диск и оптический диск. Примерами современных оптических дисков служат ПЗУ на компактных дисках (CD-ROM), компакт-диск с многократной записью (CD-R/W) и DVD.
[0034] В то время как подробно описаны конкретные варианты осуществления, средние специалисты в данной области техники поймут, что в них могут быть внесены различные изменения и предложены альтернативные решения в свете общей идеи изобретения. Например, элементы, описанные в связи с разными вариантами осуществления, могут быть объединены. Таким образом, подразумевается, что раскрытые конкретные схемы носят лишь иллюстративный характер и их не следует толковать как ограничивающие объем изобретения, определяемый прилагаемой формулой изобретения и ее эквивалентами. Следует отметить, что термин "содержащий" не исключает наличия других элементов или этапов, а артикль "a" или "an" не исключает множественности.
Изобретение относится к системе (100) и способу (1000) для производства по аддитивной технологии или восстановления компонента из основного материала (10). Система включает в себя систему (200) для лазерной наплавки (LMD), функционально связанную со средством (300) для охлаждения основного материала в процессе лазерной обработки добавочных материалов, осажденных в сварочную ванну на основном материале. LMD-система включает в себя лазерный источник (202) энергии, выполненный с возможностью направления лазерной энергии к основному материалу для образования на нем сварочной ванны и для обработки осажденных добавочных материалов для образования слоев на основном материале после отверждения. Средство для охлаждения может быть выполнено с возможностью охлаждения основного материала до температуры в диапазоне температур охлаждения в ходе LMD-процесса, что вызывает, например, эффект охлаждения/заморозки. Технический результат изобретения состоит в сокращении периода отверждения в процессе лазерной обработки, что приводит к высвобождению сварочного тепла из основного материала. 2 н. и 17 з.п. ф-лы, 2 ил.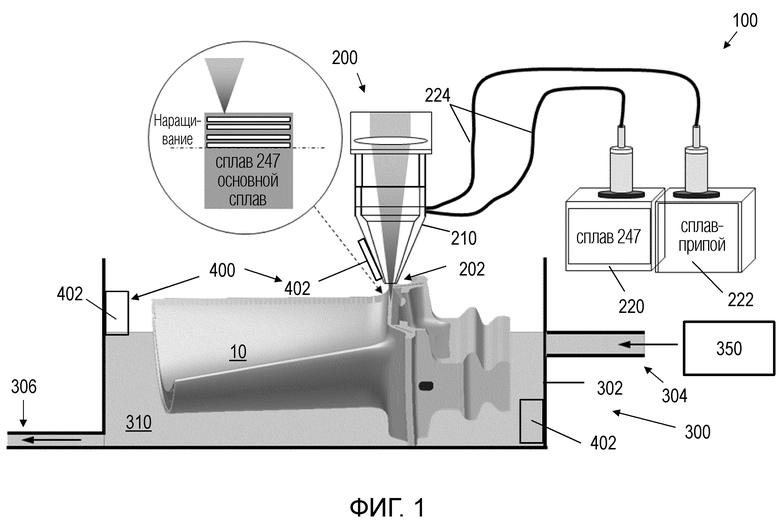
1. Система (100) для производства по аддитивной технологии или восстановления компонента, выполненного из суперсплава, из основного материала (10), содержащая
систему (200) для лазерной наплавки (LMD), содержащую
лазерный источник (202) энергии, выполненный с возможностью направления лазерной энергии к основному материалу для образования на нем сварочной ванны и для лазерной обработки добавочных материалов, осажденных в сварочную ванну, для образования слоя добавочных материалов на основном материале, и
средство (300) для охлаждения основного материала в процессе лазерной обработки,
причем средство (300) для охлаждения включает в себя жидкую охлаждающую среду для частичного погружения в упомянутую жидкую охлаждающую среду основного материала.
2. Система по п.1, в которой добавочный материал содержит по меньшей мере основной металлический порошок или металлический порошок припоя.
3. Система по п.1, в которой средство для охлаждения основного материала представляет собой систему охлаждения, содержащую емкость (302), выполненную с возможностью удерживания основного материала в процессе лазерной обработки и функционально связанную со средством для выдачи охлаждающей среды в емкость для охлаждения основного материала до требуемой температуры охлаждения.
4. Система по п.3, в которой емкость содержит входной канал (304) и выходной канал (306) для управления потоком охлаждающей среды в емкости.
5. Система по п.4, в которой средство для выдачи охлаждающей среды представляет собой насосную систему (350), функционально связанную по меньшей мере с входным каналом емкости для выдачи в нее охлаждающей среды.
6. Система по п.5, в которой насосная система содержит насос, соединенный с входным каналом для выдачи охлаждающей среды, и контроллер для управления потоком и количеством охлаждающей среды для достижения требуемой температуры охлаждения.
7. Система по п.6, дополнительно содержащая сенсорную систему (400), функционально связанную с насосной системой для измерения температуры по меньшей мере основного материала или охлаждающей среды в емкости, и для подачи измеренной температуры на контроллер для управления потоком и количеством для достижения требуемой температуры охлаждения и для поддержания требуемой температуры охлаждения с целью высвобождения сварочного тепла из основного материала.
8. Система по п.1, в которой LMD-система дополнительно содержит приспособление (210) для осаждения, функционально связанное с системой принудительной подачи и выполненное с возможностью доставки добавочных материалов для лазерной обработки после их осаждения.
9. Система по п.8, в которой приспособление для осаждения функционально связано с лазерным источником энергии для лазерной обработки доставленных добавочных материалов.
10. Способ аддитивного производства или восстановления компонента, содержащий
подготовку подложки из основного материала (BMS) для обработки путем лазерной наплавки (LMD),
частичное погружение подложки из основного материала (BMS) в жидкую охлаждающую среду,
охлаждение BMS с использованием упомянутой жидкой охлаждающей среды до температуры в диапазоне температур охлаждения, вызывая эффект охлаждения BMS,
поддержание температуры в этом диапазоне температур охлаждения, и
при поддержании упомянутой температуры BMS или после достижения диапазона температур охлаждения инициацию LMD-обработки BMS путем плавления по меньшей мере участков BMS и осаждение добавочных материалов в расплавленные участки для образования наращенного слоя добавочных материалов на BMS.
11. Способ по п.10, в котором этап подготовки BMS включает в себя помещение BMS в емкость, при этом средство охлаждения функционально связано с емкостью для охлаждения BMS до температуры в диапазоне температур охлаждения.
12. Способ по п.11, в котором средство охлаждения содержит систему распределения охлаждающей среды, функционально связанную с емкостью и выполненную с возможностью выдачи охлаждающей среды в емкость для охлаждения BMS и для управления потоком и количеством охлаждающей среды для достижения требуемой температуры в диапазоне температур охлаждения.
13. Способ по п.12, в котором система распределения охлаждающей среды содержит насосную систему, выполненную с возможностью выдачи охлаждающей среды и управления потоком и количеством охлаждающей среды в емкости.
14. Способ по п.13, в котором система распределения охлаждающей среды функционально связана с сенсорной системой, выполненной с возможностью измерения температуры охлаждающей среды и/или температуры BMS, при этом насосная система регулирует поток и количество охлаждающей среды частично на основе температур, измеренных сенсорной системой.
15. Способ по п.12, в котором охлаждающую среду выбирают из жидкого азота, жидкого аргона и жидкого гелия.
16. Способ по п.10, в котором добавочные материалы содержат, по меньшей мере основной металлический порошок или металлический порошок припоя.
17. Способ по п.16, в котором добавочные материалы имеют схожий или тот же химический состав, что и BMS.
18. Способ по п.10, дополнительно содержащий
пайку BMS или по меньшей мере ее участков для получения требуемого компонента.
19. Способ по п.10, в котором основной материал представляет собой основной материал суперсплава.
| EP 3132885 A1, 22.02.2017 | |||
| EP 1637274 A1, 22.03.2006 | |||
| WO 2015109102 A1, 23.07.2015 | |||
| RU 2015131829 A, 10.03.2017 | |||
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ | 2012 |
|
RU2533572C2 |
| СПОСОБ ФЕДОРОВА Л.Е. ЗАЩИТЫ МЕТАЛЛОВ ОТ ОКИСЛЕНИЯ | 1996 |
|
RU2105084C1 |

