УРОВЕНЬ ТЕХНИКИ
1. Область техники, к которой относится изобретение
[0001] Настоящая заявка относится в общем к способу производства или осаждения трудно свариваемых материалов, таких как металлический сплав, и в частности, к способу производства трудно свариваемого материала для компонента процессом аддитивного производства при помощи луча.
2. Описание предшествующего уровня техники
[0002] В варианте выполнения материал наносят на компонент, используемый в турбомашине, например, в тракте потока газовой турбины. Компонент может быть лопаткой или лопастью. Таким образом, компонент может содержать суперсплав или материал на основе никеля.
[0003] Технологии аддитивного производства могут содержать способы порошкового слоя, такие как селективное лазерное плавление (SLM), селективное лазерное спекание (SLS) или электронно-лучевое плавление (EBM). Способы лазерного осаждения металла (LMD) и лазерной наплавки также могут быть выполнены в качестве способов аддитивного производства.
[0004] Способ лазерной сварки описан, например, в WO 2015/150019.
[0005] Лопатки газовых турбин обычно подвергаются высоким тепловым нагрузкам во время их эксплуатации по назначению. Таким образом, для этих компонентов требуются термически высокостойкие суперсплавы, обычно на основе никеля. Несмотря на упрочнение оседанием, старением или дисперсией, которые были применены к базовому материалу для этих компонентов, указанные материалы склонны образовывать трещины во время процесса наплавки или осаждения и/или последующих термообработок.
[0006] Упомянутые трещины обычно возникают на границе раздела жидкость-твердое вещество в плавильной ванне соответствующего способа производства или ремонта. Указанные трещины могут - из-за высоких механических нагрузок во время работы компонента - приводить к серьезным повреждениям компонента, а так же и всей турбомашины.
[0007] Поскольку производство лопаток турбины и сопоставимых компонентов из данных суперсплавов является сложным и дорогостоящим, существует потребность дополнительно оптимизировать или улучшать производство упомянутых компонентов и продлевать их жизненный цикл. Это может быть достигнуто новыми улучшенными способами производства, такими как упомянутые аддитивные процессы.
[0008] Турбинные лопатки, работающие в газовых турбинах, составляют запасные части, которые должны регулярно обслуживаться и подвергаться восстановительному ремонту. Для восстановительного ремонта, в основном наконечники лопаток обычно механически обрабатывают обратно, а затем покрывают способами лазерной сварки или лазерной наплавки для восстановления изношенного материала наконечника во время восстановительного ремонта.
[0009] Основным и известным недостатком производства или восстановительного ремонта компонентов турбины является сложность производства термически высокостойких суперсплавов традиционными способами сварки. Даже если осаждение материала сваркой возможно, обеспеченному материалу часто не хватает требуемых свойств конструкционного материала, например, с точки зрения механической (высокотемпературной) прочности, стойкости к трещинам, разрыву, окислению, коррозии или соответствующей усталости. В свою очередь, можно обеспечивать материалы с особенно хорошей высокотемпературной прочностью и, возможно, даже стойкостью к окислению одновременно. Затем, однако, этот материал больше не может быть переработан сварочными технологиями.
[0010] Особенно высокая фракция интерметаллических гамма (ϒ) и гамма-прим (ϒ’) фаз оказалась предпочтительной для придания упомянутым материалам хорошей механической прочности.
[0011] Способ производства, как описано в настоящем документе, может относиться к восходящему производству или к осаждению, например, поверх предварительно произведенной подложки или хвостовика лопатки аддитивным способом производства при помощи луча, таким как LMD, в котором непрерывный лазерный пучок может использоваться для переплавки базового материала. Указанный базовый материал может быть обеспечен соответствующей подачей порошка в луч.
[0012] Задача настоящего раскрытия заключается в том, чтобы аддитивно обеспечивать материал суперсплава с особенно низкой плотностью центров трещин или склонностью обнаруживать трещины или разрыв, чтобы таким образом придавать указанному материалу улучшенное конструктивное качество и в то же время допускать улучшенную свариваемость.
[0013] Как следствие, турбомашина или компоненты газовой турбины, установленные в такой турбомашине, могут работать более эффективно и, возможно, с меньшими усилиями по поддержанию или обслуживанию.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0014] Вкратце, аспекты настоящего раскрытия относятся к способу производства трудно свариваемого материала для компонента процессом аддитивного производства с помощью луча, к компоненту, производимому согласно способу, и к устройству для производства конструкции компонента лазерным осаждением металла.
[0015] Первый аспект обеспечивает способ производства, включающий в себя этап, на котором осаждают или наращивают трудно свариваемый материал для компонента процессом аддитивного производства с помощью луча. Способ содержит этап, на котором осаждают первый слой материала на подложку, причем первый слой содержит основную или преобладающую фракцию базового материала для компонента и незначительную фракцию припоя. Причем способ дополнительно содержит этап, на котором осаждают второй слой базового материала для компонента. Способ дополнительно содержит этап, на котором термически обрабатывают расположение слоев, содержащих первый и второй слой. Причем этап термической обработки содержит первый цикл термического нагревания при первой температуре выше 1200°C в течение более 2 часов. Первая температура может быть температурой пайки твердым припоем или температурой пайки мягким припоем. Этап термической обработки дополнительно содержит последующий второй термический цикл при второй температуре выше 1000 °С в течение по меньшей мере 2 часов. Вторая температура может быть температурой диффузии. Этап термической обработки дополнительно содержит последующий третий термический цикл при третьей температуре выше 700 °С в течение более 12 часов. Третья температура может быть температурой постдиффузии или температурой релаксации напряжений.
[0016] Второй аспект обеспечивает компонент, в котором компонент производят или выполняют с возможностью производиться согласно описанному способу. Компонент может быть компонентом, применяемым в тракте горячего газа газовой турбины, таким как лопатка или лопасть. Компонент может быть дополнительно составлен из или содержать множество сложенных или последовательно осажденных слоев, как описано. Соответственно, слои могут быть идентифицированы, например, в сечении, посредством соответствующих сварочных валиков каждого из осажденных слоев или подслоев.
[0017] Третий аспект обеспечивает устройство для производства конструкции компонента, такого как лопатка турбины или лопасть, лазерным осаждением металла, причем устройство выполнено с возможностью избирательно обеспечивать множество различных порошкообразных веществ, например, посредством переключателя в подаче порошка, и веществ, например, содержащих суперсплав на основе никеля и аналогичные материалы припоя, как описано выше.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018] Фиг. 1 показывает схематичное указание сечения слоистой конструкции, указывающее этапы способа согласно варианту выполнения,
[0019] Фиг. 2 показывает схематическое указание лопатки или лопасти турбины во время ее восходящего производства,
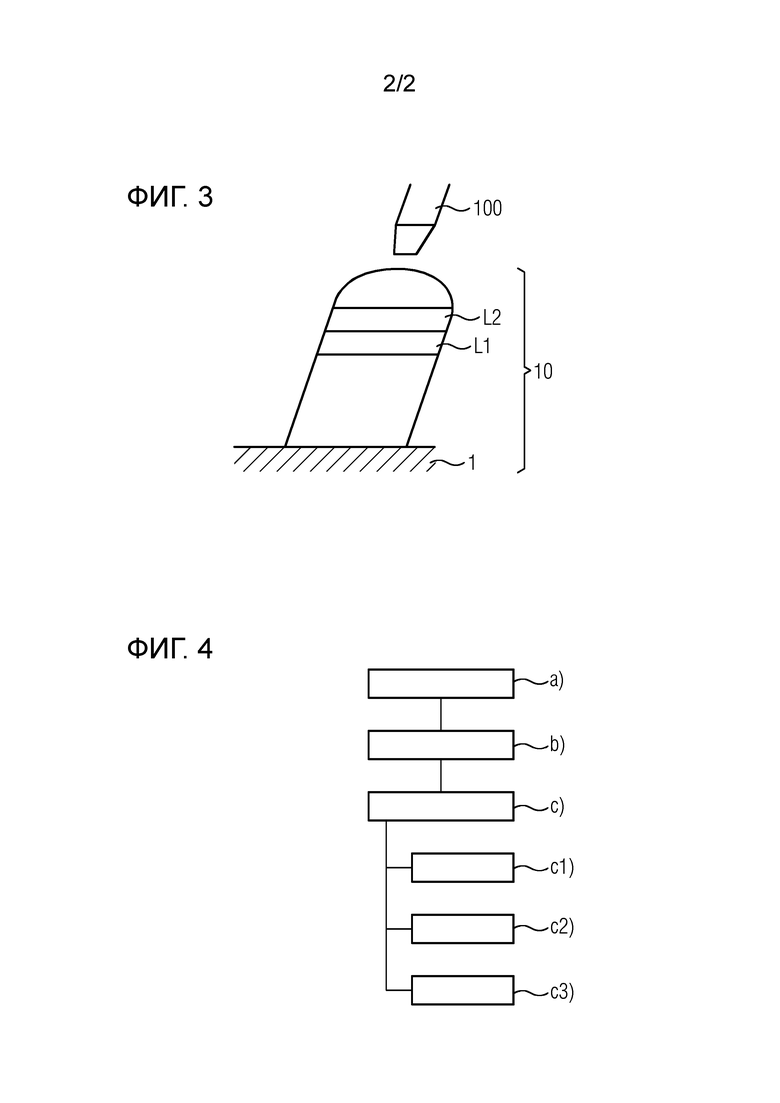
[0020] Фиг. 3 показывает схематичное указание процесс аддитивного ремонта или восстановительного ремонта лопатки или лопасти турбины, и
[0021] Фиг. 4 указывает этапы способа согласно способу производства согласно варианту выполнения.
[0022] Подобные элементы, элементы одинакового типа и идентично действующие элементы могут быть снабжены одинаковыми ссылочными позициями на Фигурах.
ПОДРОБНОЕ ОПИСАНИЕ
[0023] Для облегчения понимания вариантов выполнения, принципов и признаков настоящего раскрытия, их объясняют в настоящем документе со ссылкой на реализацию в иллюстративных вариантах выполнения. Однако варианты выполнения настоящего раскрытия не ограничены использованием в описанных системах или способах.
[0024] Компоненты и материалы, описанные в настоящем документе в виде составляющих различных вариантов выполнения, предназначены для иллюстрации, а не для ограничения. Многие подходящие компоненты и материалы, которые будут выполнять такую же или аналогичную функцию, что и материалы, описанные в настоящем документе, предназначены для включения в объем вариантов выполнения настоящего раскрытия.
[0025] Представленный цикл(ы) термической термообработки может быть настроен на то, чтобы показывать наилучшие конструктивные результаты для множества суперсплавов с точки зрения склонности к трещине или разрыву или пористости.
[0026] Используемый в настоящем документе термин «трудно свариваемый материал» может включать в себя упомянутый базовый материал, а также упомянутый припой или остаток припоя.
[0027] В варианте выполнения термическая обработка описывает пайку твердым припоем или обработку пайкой. Термическая обработка может быть пайкой твердым припоем и/или высокотемпературной пайкой.
[0028] Данными мерами может быть облегчено аддитивное осаждение данных материалов, имеющих особенно низкую склонность обнаруживать трещины, как в случае полностью генеративного производства, так и для ремонтных или восстановительных ремонтных применений. Дополнительно, свариваемость данных сплавов может быть доказана наряду с благоприятным конструктивным качеством.
[0029] В варианте выполнения базовый материал аналогичен материалу припоя. Другими словами, материал припоя может содержать составляющую или основной ингредиент, который равен базовому материалу.
[0030] В варианте выполнения базовый материал содержит значительную фракцию интерметаллической фазы. Базовый материал может содержать ϒ или ϒ’-фазу.
[0031] В варианте выполнения первый слой и/или второй слой осаждают посредством лазерного осаждения металла. В другом варианте выполнения первый слой и/или второй слой осаждают посредством лазерного осаждения металлического порошка. Согласно этим вариантам выполнения осаждение выполняют при комнатной температуре, и оно может выполняться со скоростями, которые не осуществимы процессами на основе порошкового слоя, такими как SLM.
[0032] В варианте выполнения базовый материал представляет собой порошок из суперсплава на основе никеля, такой как «Inconel738», «Rene80» или «Alloy247».
[0033] В одном варианте выполнения базовый материал представляет собой отверждаемый оседанием или дисперсией, или, соответственно, отверждаемый материал.
[0034] В одном варианте выполнения припой содержит по меньшей мере один из материалов: «AmdryBRB», «Amdry DF-4B» и «Ni1248».
[0035] В одном варианте выполнения припой или процесс пайки не содержит агент, подавляющий температуру плавления, такой как бор или кремний. Это обеспечивает преимущество, заключающееся в том, что сходство композиции материала базового материала и припоя может поддерживаться так, чтобы процесс включал в себя оптимальную или целесообразно низкую склонность обнаруживать трещины или разрывы во время производства или любой послепроизводственной термообработки.
[0036] В варианте выполнения толщину слоя первого слоя выбирают между 200 и 400 мкм. В другом варианте выполнения толщину слоя выбирают равной 300 мкм ±20 мкм.
[0037] В варианте выполнения второй слой (пакет слоев) составляют из и/или осаждают посредством трех подслоев базового материала, каждый из которых включает в себя слой толщиной между 200 и 400 мкм. В другом варианте выполнения второй слой (пакет слоев) составляют из и/или осаждают посредством трех подслоев базового материала, каждый из которых включает в себя слой толщиной 300 ±20 мкм.
[0038] В варианте выполнения толщину слоя подслоя второго слоя выбирают между 200 и 400 мкм. В другом варианте выполнения толщину слоя подслоя второго слоя выбирают равной 300 мкм ±20 мкм.
[0039] Для достижения полной высоты конструкции, которая должна быть осаждена для производимого компонента, множество первых и вторых слоев может быть осаждено и сложено поочередно.
[0040] В варианте выполнения первый слой осаждают со скоростью между 2 и 10 см3/ч.
[0041] В другом варианте выполнения первый слой осаждают со скоростью выше 6 см3/ч.
[0042] В варианте выполнения первый слой осаждают непосредственно на подложку, чтобы предотвращать растрескивание, такое как горячее растрескивание или разрыв в базовом материале во время производства или во время термической обработки.
[0043] В варианте выполнения способ представляет собой процесс гибридного производства, ремонта или восстановительного ремонта.
[0044] В варианте выполнения способ представляет собой генеративный, восходящий и/или ab-initio производственный процесс.
[0045] В варианте выполнения компонент содержит микроструктуру без центров растрескивания, или не содержит их, с особенно низкой склонностью обнаруживать трещины или поры.
[0046] В варианте выполнения компонент содержит (остаточную) пористость или диаметр пор менее 300 мкм. Указанный диаметр пор может обозначать максимальный диаметр пор и/или средний диаметр пор соответствующей пористости.
[0047] Фигура 1 показывает схематичный вид в сечении пакета слоев для компонента 10, например, во время его аддитивного производства. Указанное производство может быть выполнено процессом аддитивного производства с помощью луча, такого как лазерное осаждение металла на подложке 1. В варианте выполнения лазерное осаждение металла может представлять собой лазерное осаждение металлического порошка на подложку 1.
[0048] Посредством Фигуры 1 проиллюстрированы по меньшей мере части представленного способа.
[0049] Термин «подложка», используемый в настоящем документе, может относиться к базовой пластине, которая служит только для поддержки конструкции компонента, подлежащего производству. Фигура 2 показывает пример подложки 1, используемой для поддержки конструкции компонента 10, подлежащего производству. Соответственно, представленный способ может относиться к генеративному, восходящему и/или ab initio производственному процессу.
[0050] Альтернативно, подложка может относиться к уже существующему или предварительно произведенному компоненту. В варианте выполнения, как показано на Фигуре 3, подложка 1 может быть уже механически обработанным участком аэродинамического профиля лопатки или лопасти газовой турбины. Соответственно, представленный способ может относиться к гибридному процессу производства, ремонта или восстановительного ремонта.
[0051] Непосредственно поверх указанной подложки 1, как показано в вариантах выполнения на Фигурах 1 и 2, слой L1 осаждают или производят данными средствами. Таким образом, слой L1 может быть адгезивно или металлургически соединен с подложкой 1.
[0052] Первый слой L1 для материала компонента содержит основную фракцию базового материала BM для компонента 10 и меньшую фракцию материала припоя S или твердого припоя. Припой предназначен для образования адгезивного или металлургического соединения пакета слоев, как показано на Фигуре 1.
[0053] Термин «основная фракция» может относиться к фракции, например, 60% от общего материала первого слоя L1. Термин «меньшая фракция» может относиться соответственно к фракции, например, 40% от общего материала первого слоя L1. Помимо этих процентных соотношений, материал первого слоя L1 может состоять из любых других отношений базового материала BM и припоя S соответственно.
[0054] Непосредственное осаждение слоя L1 на подложку 1 предпочтительно позволяет предотвращать растрескивание или склонность к растрескиванию базового материала BM во время наращивания и любой последующей термической обработки, например.
[0055] В варианте выполнения базовый материал BM может содержать порошок из металла, такого как суперсплав на основе никеля. Эти порошки могут включать Inconel738, Rene80 или Alloy247.
[0056] В одном варианте выполнения припой может содержать по меньшей мере одно из веществ, «AmdryBRB», «Amdry DF-4B» и «Ni1248».
[0057] В варианте выполнения припой S дополнительно не содержит или лишен агента, подавляющего температуру плавления, такого как бор. Кроме того, в варианте выполнения процесс пайки не использует какой-либо агент, подавляющий температуру плавления.
[0058] Базовый материал BM может содержать значительную фракцию интерметаллической фазы, такой как ϒ или ϒ’-фаза.
[0059] Толщина слоя первого слоя L1 может быть выбрана между 200 и 400 мкм. В варианте выполнения толщина слоя первого слоя L1 составляет 300 мкм с точностью или вариацией ±50. В другом варианте выполнения толщина слоя первого слоя L1 составляет 300 мкм с точностью или вариацией ±20.
[0060] Поверх первого слоя 1 осаждают второй слой L2 базового материала BM согласно представленному способу.
[0061] В варианте выполнения второй слой L2 осаждают тем же средством, что и слой L1. Второй слой L2 может дополнительно содержать материал с по меньшей мере частично другой композицией материала по сравнению с материалом слоя 1.
[0062] В варианте выполнения слой L2 дополнительно составляет или содержит под-пакет последовательности подуровней SL1, SL2 и SL3. Подслои последовательно осаждают в виде отдельных слоев, и они могут осаждаться технологиями лазерной сварки или лазерной наплавки. Каждый подслой может осаждаться или снабжаться слоем толщиной между 200 и 400 мкм. В варианте выполнения толщина слоя первого слоя L1 составляет 300 мкм с точностью или вариацией ±50. В другом варианте выполнения толщина слоя первого слоя L1 составляет 300 мкм с точностью или вариацией ±20. Таким образом, общий слой L2 может содержать слой толщиной около 900 мкм.
[0063] Первый L1 и/или второй слой L2 могут осаждаться со скоростью выше 6 см3/ч.
[0064] Компонент 10 или осажденный слой может состоять из чередующихся первого и второго слоев L2, L2, как показано на Фигуре 1. Согласно представленному способу слои могут затем попеременно осаждаться до тех пор, пока будет достигнута конечная высота или конструкция компонента 10.
[0065] Фигура 2 указывает компонент 10 во время его восходящего производства устройством 100. Устройство 100 может быть пригодным для осаждения конструкции для компонента, в данном случае лопатки турбины или ее аэродинамического профиля.
[0066] Устройство 100 может быть дополнительно выполнено с возможностью выборочно обеспечивать множество различных порошкообразных веществ, например, посредством переключателя в подаче порошка. Указанные вещества, например, содержат перечисленные материалы для базового материала BM и припоя S.
[0067] При полной сборке, наращивании или производстве, компонент 10 может содержать превосходные свойства материала и/или поверхности и улучшенную микроструктуру. В варианте выполнения конструкция компонента 10 - благодаря процессу его производства - по своей природе наделена низкой или отсутствующей склонностью обнаруживать разрыв или трещины. Это, в свою очередь, позволяет наносить осажденный материал или компонент в более жестких условиях, то есть при более высоких рабочих температурах или температурах газа, как в случае традиционных материалов или производимых способов.
[0068] Произведенный компонент 10 может содержать остаточную пористость или диаметр пор менее 300 мкм, менее 200 мкм или менее 150 мкм.
[0069] По сравнению с Фигурой 2 Фигура 3 показывает аналогичную ситуацию, в которой компонент 10 ремонтируют или осуществляют восстановительный ремонт только представленным способом, а не полностью аддитивно производят. Соответственно, компонент может содержать уже существующую «подложку» 1, а дополнительные слои L1 и L2 производят поверх уже существующей части или хвостовика.
[0070] Фигура 4 указывает посредством схематичной схемы производственного процесса этапы способа представленного способа.
[0071] Как упомянуто выше, способ содержит а) этап, на котором осаждают первый слой L1 для материала на подложку 1, причем первый слой 1 содержит основную фракцию базового материала BM для компонента 10 и меньшую фракцию припоя S.
[0072] Способ дополнительно содержит b) этап, на котором осаждают второй слой L2 базового материала BM для компонента 10 и, c) этап, на котором термически обрабатывают расположение слоев.
[0073] В варианте выполнения указанная термическая обработка содержит c1) первый термический цикл при первой температуре выше 1000 °C. В другом варианте выполнения термическая обработка содержит первый термический цикл при первой температуре выше 1100 °С. В дополнительном варианте выполнения термическая обработка содержит первый термический цикл при первой температуре выше 1200 °С. Например, первая температура может составлять 1248 °С ±15 °С в течение более 1,5 часов. В другом примере продолжительность может составлять 2-4 часа.
[0074] Первый термический цикл, как описано, может быть циклом пайки твердым или мягким припоем.
[0075] В одном варианте выполнения указанная термическая обработка дополнительно содержит, c2) (последующий) второй термический цикл при второй температуре выше 800 °C. В другом варианте выполнения указанная термическая обработка происходит при второй температуре выше 900 °С. В дополнительном варианте выполнения указанная термическая обработка происходит при второй температуре выше 1000 °С. Например, термическая обработка может быть при 1160 °С в течение более 1-2 часов. В варианте выполнения термическая обработка длится более 3 часов.
[0076] Второй термический цикл, как описано выше, может быть диффузионным циклом.
[0077] Термическая обработка дополнительно может содержать, с3) последующий третий термический цикл и третью температуру выше 700 °С. В другом варианте выполнения третий термический цикл выполняют при температуре выше 800 °С. Например, термообработка может выполняться при 870 °С в течение более 8 часов. В дополнительном варианте выполнения термообработка может выполняться в течение более 10 часов, например 12 часов или более.
[0078] В варианте выполнения третий цикл может быть двухступенчатым или бинарным термическим циклом с первым нагреванием или отжигом или подциклом компонента 10 при температуре выше 900 °С. Например, температура может быть выше 1000 °C, например, 1080 °C, в течение более 1,5 часов. В варианте выполнения третий цикл может быть выполнен в течение 2 часов.
[0079] Второе нагревание, отжиг или подцикл может содержать нагревание компонента при температуре выше 600 °С. В варианте выполнения второе нагревание может содержать нагревание компонента при температуре выше 700 °С. Например, второе нагревание может содержать нагревание компонента при температуре, такой как 870 °С в течение более 10 часов, например более 12 часов. В дополнительном варианте выполнения продолжительность второго нагревания может составлять 20 часов.
[0080] Третий термический цикл, как описано, может быть постдиффузионным или релаксационным циклом.
[0081] Объем охраны изобретения не ограничен приведенными в настоящем документе примерами. Изобретение воплощено в каждом новом свойстве и каждой совокупности свойств, которая, в частности, включает в себя каждую совокупность любых признаков, которые приведены в формуле изобретения, даже если этот признак или эта совокупность признаков не установлена явно в формуле изобретения или в примерах.
[0082] Хотя варианты выполнения настоящего раскрытия раскрыты в примерных формах, для специалиста в области техники будет очевидно, что в него можно внести множество модификаций, дополнений и удалений без отклонения от сущности и объема изобретения и его эквивалентов, как изложено в последующей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНОЕ ОСАЖДЕНИЕ МЕТАЛЛОВ ДЛЯ СУПЕРСПЛАВОВ С ВЫСОКИМ СОДЕРЖАНИЕМ γ'-ФАЗЫ С ЭФФЕКТОМ ОХЛАЖДЕНИЯ | 2017 |
|
RU2738121C1 |
| СПОСОБ И СИСТЕМА ДЛЯ АДДИТИВНОГО ПРОИЗВОДСТВА И ВОССТАНОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ ИЗГОТОВЛЕНИЯ И ПОДАЧИ IN SITU СПЕЧЕННОЙ ПРОВОЛОКИ | 2018 |
|
RU2750316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННОГО СИЛОВОГО МОДУЛЯ ПОСРЕДСТВОМ АДДИТИВНОЙ ТЕХНОЛОГИИ И СООТВЕТСТВЕННЫЕ ПОДЛОЖКА И МОДУЛЬ | 2018 |
|
RU2750688C2 |
| Способ металлизации термокомпенсирующей изолирующей подложки припоем AuSn для пайки полупроводниковых лазерных диодов | 2022 |
|
RU2818934C2 |
| СЛОЙ БАРЬЕРА, ПРЕПЯТСТВУЮЩЕГО ПРОНИКАНИЮ ВОДОРОДА | 2009 |
|
RU2488645C2 |
| Способ аддитивного формирования изделия с комбинированной структурой из жаропрочного никелевого сплава с высокотемпературным подогревом | 2023 |
|
RU2821638C1 |
| СТАЛЬНОЙ ПЛОСКИЙ ПРОКАТ И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ТОНКОГО ПРОКАТА | 2007 |
|
RU2429084C2 |
| Способ производства деталей малоразмерного газотурбинного двигателя с тягой до 150 кгс методом селективного лазерного сплавления | 2021 |
|
RU2767968C1 |
| СПОСОБ МОНТАЖА КРИСТАЛЛОВ VCSEL НА КРИСТАЛЛОДЕРЖАТЕЛЕ | 2012 |
|
RU2610339C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОЭЛЕМЕНТА НА ОСНОВЕ GaAs | 2015 |
|
RU2607734C1 |

Представлен способ производства трудно свариваемого материала процессом аддитивного производства с помощью луча. Способ включает в себя этап, на котором осаждают первый слой материала на подложку, причем первый слой включает в себя основную фракцию базового материала для компонента и незначительную фракцию припоя, этап, на котором осаждают второй слой базового материала для компонента, и этап, на котором термически обрабатывают расположение слоев. Термическая обработка включает в себя первый термический цикл при первой температуре выше 1200°C в течение более 3 часов, последующий второй термический цикл при второй температуре выше 1000°C в течение более 2 часов и последующий третий термический цикл и третью температура выше 700°С в течение более 12 часов. Достигается улучшенное конструктивное качество и в то же время улучшенная свариваемость. 14 з.п. ф-лы, 4 ил.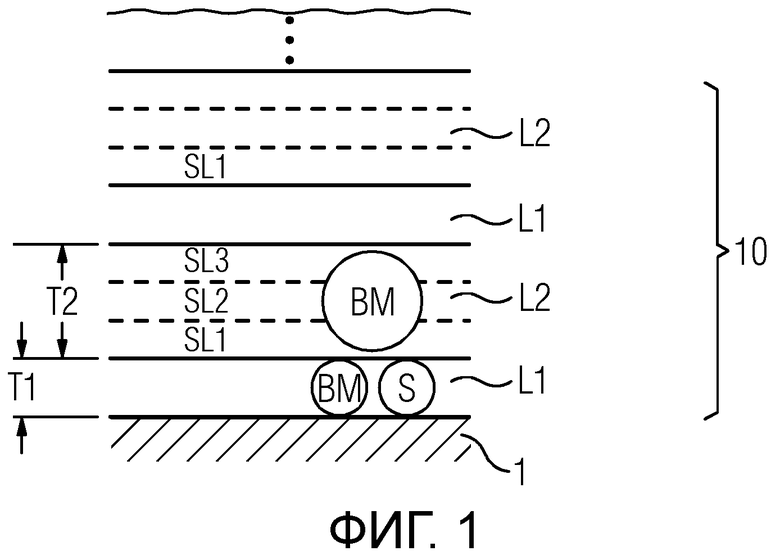
1. Способ производства трудно свариваемого материала для компонента (10) процессом аддитивного производства с помощью луча, содержащий:
осаждение первого слоя (L1) для материала на подложку (1), причем первый слой содержит основную фракцию базового материала (BM) для компонента (10) и меньшую фракцию припоя (S);
осаждение второго слоя (L2) базового материала (BM) для компонента (10); и
термическую обработку первого слоя и второго слоя (L1, L2), содержащую
первый термический цикл при первой температуре выше 1200°C в течение более 2 часов,
второй термический цикл при второй температуре выше 1000°C в течение более 2 часов, и
третий термический цикл при третьей температуре выше 700°С в течение более 12 часов.
2. Способ по п. 1, в котором первый (L1) и/или второй слой (L2) осаждают посредством лазерного осаждения металла.
3. Способ по п. 2, в котором первый (L1) и/или второй слой (L2) осаждают посредством лазерного осаждения металлического порошка.
4. Способ по п. 1, в котором базовый материал (ВМ) представляет собой порошок из суперсплава на основе никеля, выбранный из группы, состоящей из Inconel738, Rene80 и Alloy247.
5. Способ по п. 1, в котором припой (S) содержит по меньшей мере один из материалов, выбранных из группы, состоящей из AmdryBRB, Amdry DF-4B и Ni1248.
6. Способ по п. 1, в котором припой (S) или процесс пайки не содержит агент, снижающий температуру плавления.
7. Способ по п. 6, в котором снижающим температуру агентом является бор.
8. Способ по п. 1, в котором толщину первого слоя (L1) выбирают между 200 и 400 мкм.
9. Способ по п. 8, в котором толщина первого слоя (L1) составляет 300 мкм ±20 мкм.
10. Способ по п. 1, в котором второй слой (L2) составляют и/или осаждают из трех подслоев (SL1-SL3) базового материала (BM), каждый из которых включает в себя слой толщиной между 200 и 400 мкм.
11. Способ по п. 10, в котором второй слой (L2) составляют из и/или осаждают из трех подслоев (SL1-SL3) базового материала (BM), каждый из которых включает в себя слой толщиной, составляющей 300 мкм ±20 мкм.
12. Способ по п. 1, в котором первый (L1) и/или второй слой (L2) осаждают со скоростью более 6 см3/ч.
13. Способ по п. 1, в котором первый слой осаждают непосредственно на подложку (1), чтобы предотвращать растрескивание в базовом материале (BM) во время термической обработки.
14. Способ по п. 1, в котором способ представляет собой генеративный или восходящий производственный процесс.
15. Способ по п. 1, в котором трудно свариваемый материал представляет собой металлический сплав.
| DE 102015219345 A1, 13.04.2017 | |||
| Способ изготовления катодного покрытия на основе электропроводящего полимера и твердотельный электролитический конденсатор с улучшенными емкостными характеристиками | 2022 |
|
RU2790858C1 |
| US 2016167172 A1, 16.06.2016 | |||
| ЛОКАЛИЗОВАННЫЙ РЕМОНТ КОМПОНЕНТА ИЗ СУПЕРСПЛАВА | 2014 |
|
RU2624884C2 |
| WO 2016075423 A1, 19.05.2016. | |||

