ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу для производства пропиленоксида.
УРОВЕНЬ ТЕХНИКИ
[0002] В качестве способа для производства пропиленоксида известен способ вызывания реакции между органической перекисью и пропиленом в присутствии катализатора. В реакционной смеси, получаемой с помощью этой реакции, кислородсодержащие соединения, такие как вода, углеводород, метанол, формальдегид, пропиональдегид, ацетон и метилформиат, обычно содержатся в качестве примесей к пропиленоксиду. Метилформиат в пропиленоксиде ухудшает качество пропиленоксида для его использования в качестве сырья для получения различных химических продуктов.
[0003] В качестве способа для уменьшения содержания метилформиата в пропиленоксиде Патентный документ 1 описывает способ, который применяет экстрактивную дистилляцию в колонне экстрактивной дистилляции к пропиленоксиду, содержащему метилформиат в качестве примеси, путем использования экстрагента для извлечения углеводородов, имеющих 7-10 атомов углерода, добавляет воду к жидкому дистилляту из вершины колонны экстрактивной дистилляции, чтобы разделить его на масляный слой и водный слой, возвращает масляный слой в колонну экстрактивной дистилляции, удаляя водный слой из системы, а затем получает пропиленоксид с уменьшенной концентрацией метилформиата как кубовую жидкость в колонне экстрактивной дистилляции.
[0004] В качестве другого способа для уменьшения содержания метилформиата в пропиленоксиде Патентный документ 2 описывает способ промывки содержащего метилформиат пропиленоксида водой для удаления метилформиата из пропиленоксида, в котором значение pH водного слоя, промытого водой, регулируется в диапазоне 7-9, а затем этот водный слой контактирует с экстрагентом.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0005] Патентный документ 1: Японская непроверенная патентная заявка № 2006-8544.
Патентный документ 2: Японская непроверенная патентная заявка № 2006-124332.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0006] Имея температуру кипения, близкую к температуре кипения пропиленоксида, метилформиат представляет собой одну из самых трудноудаляемых примесей, так что дальнейшее усовершенствование в направлении уменьшения содержания метилформиата в пропиленоксиде является непростым.
[0007] Кроме того, в соответствии с обычным способом, в том случае, когда концентрация метилформиата в очищаемом пропиленоксиде является высокой, количество энергии, требуемой для очистки, увеличивается.
[0008] Целью настоящего изобретения является уменьшить концентрацию метилформиата в реакционной смеси, получаемой на стадии эпоксидирования способа производства пропиленоксида, так, чтобы нагрузка на удаление метилформиата на стадии разделения пропиленоксида (например, количество тепловой энергии, требуемой для удаления), была уменьшена.
РЕШЕНИЕ ПРОБЛЕМЫ
[0009] При таких обстоятельствах авторы настоящего изобретения обнаружили, что при производстве пропиленоксида посредством стадии окисления, стадии дистилляции, стадии эпоксидирования и стадии разделения пропиленоксида таким образом, чтобы вызвать реакцию между гидроперекисью кумола и пропиленом, управление условиями дистилляции на стадии дистилляции реакционной смеси, содержащей гидроперекись кумола, полученную на стадии окисления, и температурой на выходе окончательного реактора на стадии эпоксидирования, выполняемой с использованием одного или более реакторов, позволяет контролировать концентрацию метилформиата в реакционной смеси, содержащей пропиленоксид и кумиловый спирт, полученной на стадии эпоксидирования и тем самым было получено настоящее изобретение.
[0010] Другими словами, настоящее изобретение предлагает любой из следующих способов.
[1] Способ для производства пропиленоксида, содержащий следующие стадии (1) - (4):
(1) Стадия окисления: стадия получения реакционной смеси, содержащей гидроперекись кумола, путем контактирования кумола с кислородсодержащим газом для того, чтобы вызвать реакцию между кумолом и кислородом в этом газе;
(2) Стадия дистилляции: стадия дистилляции реакционной смеси, содержащей гидроперекись кумола, полученную на стадии окисления, для ее разделения на концентрат, содержащий гидроперекись кумола, и дистиллят, на которой реакционная смесь непрерывно дистиллируется при условии, что отношение скорости потока дистиллята (D) к скорости потока дистиллируемой реакционной смеси (F), D/F, составляет 0,037 или больше и 0,13 или меньше, где скорость потока реакционной смеси представляет собой массу реакционной смеси, дистиллируемой за единицу времени, тогда как скорость потока дистиллята представляет собой массу дистиллята, отгоняемого за единицу времени;
(3) Стадия эпоксидирования: стадия получения реакционной смеси, содержащей пропиленоксид и кумиловый спирт, путем контактирования концентрата, содержащего гидроперекись кумола, полученного на стадии дистилляции, с пропиленом в присутствии катализатора в одном или более реакторах для того, чтобы вызвать реакцию между пропиленом и гидроперекисью кумола в концентрате, причем температура на выходе окончательного реактора из этих одного или более реакторов поддерживается в диапазоне 115°C или больше и меньше чем 140°C; и
(4) Стадия разделения: стадия разделения сырого пропиленоксида путем дистилляции реакционной смеси, содержащей пропиленоксид и кумиловый спирт, полученной на стадии эпоксидирования.
[2] Способ для производства пропиленоксида в соответствии с пунктом [1], в котором содержащая пропиленоксид и кумиловый спирт реакционная смесь на стадии эпоксидирования содержит метилформиат, и концентрация метилформиата в этой реакционной смеси составляет 10 массовых частей на миллион или больше и меньше чем 30 массовых частей на миллион по массе пропиленоксида в этой реакционной смеси.
[3] Способ для производства пропиленоксида в соответствии с пунктом [1] или [2], в котором катализатор на стадии эпоксидирования представляет собой содержащий титан оксид кремния.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0011] В соответствии с настоящим изобретением при производстве пропиленоксида концентрация метилформиата в реакционной смеси, содержащей пропиленоксид и кумиловый спирт, получаемой на стадии эпоксидирования, может быть уменьшена для уменьшения нагрузки на удаление метилформиата на стадии очистки пропиленоксида.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
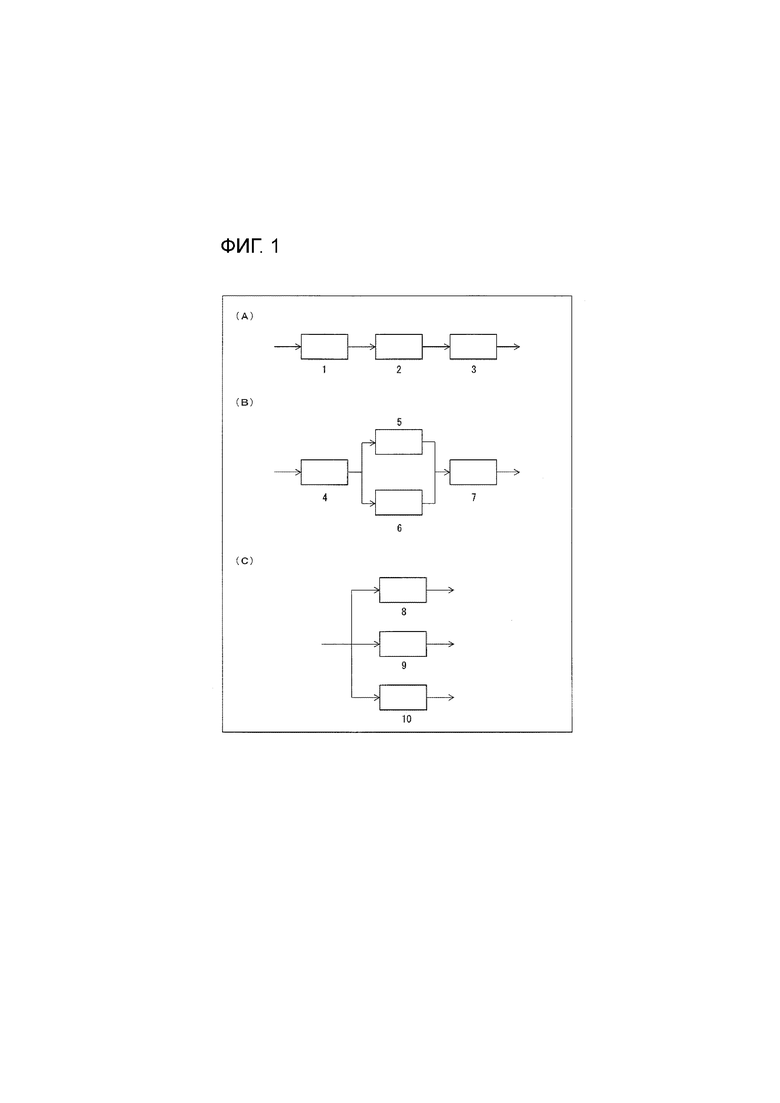
[0012] [Фиг. 1] Фиг. 1 представляет собой диаграмму, показывающую конфигурацию реакторов, в которых реакция эпоксидирования выполняется на стадии эпоксидирования в одном варианте осуществления настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0013] [Способ для производства пропиленоксида]
Способ для производства пропиленоксида по настоящему изобретению содержит: (1) стадию окисления, (2) стадию дистилляции, (3) стадию эпоксидирования и (4) стадию разделения, подробно описываемые следующим образом.
[0014] (1) Стадия окисления
Стадия окисления представляет собой стадию получения реакционной смеси, содержащей гидроперекись кумола, путем контактирования кумола с кислородсодержащим газом для того, чтобы вызвать реакцию между кумолом и кислородом в этом газе.
[0015] Кумол в состоянии смеси, содержащей кумол и примеси, может подаваться на стадию окисления. Содержание кумола в смеси, содержащей кумол и примеси, предпочтительно составляет 90 мас.% или больше на 100 мас.% этой смеси.
[0016] Примеры кислородсодержащего газа включают в себя кислород, воздух и воздух с конденсированным кислородом.
[0017] Содержание гидроперекиси кумола в реакционной смеси предпочтительно составляет 5-80 мас.%, более предпочтительно 5-60 мас.%, еще более предпочтительно 5-40 мас.% на 100 мас.% реакционной смеси.
[0018] Кумол окисляется кислородом, образуя гидроперекись кумола. Окисление кумола является самоокислением, вызываемым кислородсодержащим газом, таким как воздух и воздух с конденсированным кислородом. Это окисление может быть выполнено в присутствии щелочного водного раствора. Щелочной водный раствор может быть любым водным раствором щелочной природы, и может использоваться свежий щелочной раствор, водный раствор со стадии окисления, водный раствор, приготовленный путем смешивания водного раствора со стадии окисления со свежим щелочным раствором, и т.п. Примеры свежего щелочного водного раствора для нормального использования включают в себя водный раствор, приготовленный путем растворения в воде щелочных металлических соединений, таких как NaOH и KOH, соединений щелочноземельного металла, таких как Mg(OH)2 и Ca(OH)2, карбонатов щелочных металлов, таких как Na2CO3 и NaHCO3, или аммиака и (NH4)2CO3 или карбонатов аммония и щелочного металла.
Извлечение водного раствора на стадии окисления может быть выполнено путем разделения жидкой фазы, производимой на стадии окисления, на масляную фазу и водную фазу, и извлечения водной фазы. Температура реакции окисления обычно составляет 50-200°C, предпочтительно 60-180°C, более предпочтительно 70-150°C. Давление реакции обычно составляет от атмосферного до 5000 кПа изб., предпочтительно 10-2000 кПа изб., и более предпочтительно 20-1000 кПа изб.
[0019] Кумол, кумиловый спирт, метилфенилкетон, этилбензол, органические кислоты, такие как фенол, муравьиная кислота, уксусная кислота, пропионовая кислота, бензойная кислота, щавелевая кислота, малоновая кислота и молочная кислота, а также вода содержатся в содержащей гидроперекись кумола реакционной смеси в качестве ее компонентов, отличающихся от гидроперекиси кумола.
[0020] Предпочтительно, чтобы содержащая гидроперекись кумола реакционная смесь подвергалась дистилляции на следующей стадии дистилляции после удаления водной фазы путем разделения масла/воды. Также предпочтительно, чтобы масляная фаза после удаления водной фазы была промыта водным раствором щелочного соединения для удаления органических кислот.
Примеры водного раствора щелочного соединения для нормального использования включают в себя водный раствор, приготовленный путем растворения в воде соединений щелочного металла, таких как NaOH и KOH, соединений щелочноземельного металла, таких как Mg(OH)2 и Ca(OH)2, карбонатов щелочных металлов, таких как Na2CO3 и NaHCO3, или аммиака и (NH4)2CO3 или карбонатов аммония и щелочного металла. Предпочтительно, чтобы используемое щелочное соединение было удалено перед дистилляцией на следующей стадии дистилляции, обычно путем промывки добавочной водой. Концентрация щелочного соединения в содержащей гидроперекись кумола реакционной смеси, подаваемой на следующую стадию дистилляции, предпочтительно составляет 1000 частей на миллион или меньше, более предпочтительно 500 частей на миллион или меньше в пересчете на содержание щелочного металла на 100 мас.% содержащей гидроперекись кумола реакционной смеси.
[0021] (2) Стадия дистилляции
Стадия дистилляции является стадией дистилляции содержащей гидроперекись кумола реакционной смеси, полученной на стадии окисления, для ее разделения на концентрат, содержащий гидроперекись кумола, и дистиллят, на которой реакционная смесь непрерывно дистиллируется при условии, что отношение скорости потока дистиллята (D) к скорости потока дистиллируемой реакционной смеси (F), D/F, составляет 0,037 или больше и 0,13 или меньше. Следует отметить, что скорость потока реакционной смеси представляет собой массу реакционной смеси, дистиллируемой за единицу времени, тогда как скорость потока дистиллята представляет собой массу дистиллята, отгоняемого за единицу времени. Единицы времени и единицы массы для скорости потока (F) и скорости потока (D) являются одними и теми же.
[0022] Дистилляция выполняется для того, чтобы отогнать главным образом воду из содержащей гидроперекись кумола реакционной смеси, полученной на стадии окисления, и получить концентрат, имеющий более высокую концентрацию гидроперекиси кумола, чем в реакционной смеси.
[0023] Дистилляция выполняется в дистилляционной колонне. Дистилляционная колонна может быть насадочной либо тарельчатой. При дистилляции содержащая гидроперекись кумола реакционная смесь непрерывно подается в дистилляционную колонну для ее разделения на содержащий гидроперекись кумола концентрат и дистиллят.
[0024] Предпочтительно, чтобы дистилляция выполнялась с регулированием температуры и давления в кубе колонны таким образом, чтобы гидроперекись кумола не испарялась, а вода испарялась. Содержащая гидроперекись кумола реакционная смесь нагревается в кубе колонны так, чтобы вода и т.п., содержащаяся в реакционной смеси, испарялась и в виде пара поднималась к верхней части дистилляционной колонны. Пар, поднимающийся к верхней части дистилляционной колонны, охлаждается в дефлегматоре для непрерывного выпуска дистиллята в жидком состоянии, состоящего главным образом из кумола и воды. С другой стороны, из куба дистилляционной колонны, непрерывно выпускается концентрат. Этот концентрат транспортируется к участку выполнения стадии эпоксидирования. Сумма скорости потока выпускаемого дистиллята (D) и скорости потока концентрата приблизительно равна скорости потока подаваемой реакционной смеси (F). Путем изменения количества тепловой энергии, подводимой к кубу дистилляционной колонны, количество испаряющейся воды и т.п. может регулироваться для изменения отношения между скоростью потока выпускаемого дистиллята (D) и скоростью потока концентрата. Отношение между скоростью потока дистиллята (D) и скоростью потока концентрата может регулироваться независимо от питающего потока реакционной смеси (F).
Путем регулировки отрегулированной таким образом скорости потока дистиллята (D) и скорости питающего потока реакционной смеси (F) соответственно, можно регулировать отношение D/F.
[0025] Вследствие этого, скорость потока (F) является показанием расходомера или значением, измеренным на входе в дистилляционную колонну, а скорость потока (D) является показанием расходомера или значением, измеренным на выходе дистиллята из дистилляционной колонны. Скоростью потока (F) можно управлять путем изменения количества подаваемой содержащей гидроперекись кумола реакционной смеси, а скоростью потока (D) можно управлять путем изменения количества тепловой энергии, подаваемой в куб дистилляционной колонны.
[0026] Концентрация гидроперекиси кумола в содержащем гидроперекись кумола концентрате является более высокой, чем концентрация гидроперекиси кумола в содержащей гидроперекись кумола реакционной смеси, и составляет, например, 10-90 мас.% на 100 мас.% содержащего гидроперекись кумола концентрата.
[0027] Для того, чтобы уменьшить концентрацию метилформиата в реакционной смеси, содержащей пропиленоксид и кумиловый спирт, получаемой на следующей стадии эпоксидирования, отношение D/F предпочтительно составляет 0,040 или больше, более предпочтительно 0,045 или больше. Отношение D/F предпочтительно составляет 0,12 или меньше, более предпочтительно 0,11 или меньше, так что количество энергии, требуемой для дистилляции, не слишком увеличивается.
[0028] На стадии дистилляции температура верха дистилляционной колонны обычно находится в диапазоне 30-150°C, а давление верха колонны обычно находится в диапазоне -100-100 кПа изб., тогда как температура куба колонны обычно находится в диапазоне 30-150°C, а давление в кубе колонны обычно находится в диапазоне -100-100 кПа изб.
[0029] Полученный дистиллят содержит, например, 90-99 мас.% кумола на 100 мас.% дистиллята. Водная фаза удаляется из дистиллята для получения масляной фазы с помощью такого способа, как разделение жидкость/жидкость и т.п., так что масляная фаза может быть возвращена на стадию окисления для использования в качестве сырья.
[0030] (3) Стадия эпоксидирования
Стадия эпоксидирования представляет собой стадию получения реакционной смеси, содержащей пропиленоксид и кумиловый спирт, путем контактирования концентрата, содержащего гидроперекись кумола, полученного на стадии дистилляции, с пропиленом в присутствии катализатора в одном или более реакторах для того, чтобы вызвать реакцию между пропиленом и гидроперекисью кумола в концентрате, причем температура на выходе окончательного реактора из этих одного или более реакторов поддерживается в диапазоне 115°C или больше и меньше чем 140°C.
[0031] На стадии эпоксидирования реакция эпоксидирования выполняется с использованием, например, 1 или больше и меньше чем 10 реакторов. В том случае, когда используются 2 или более реакторов, смежные друг с другом реакторы обычно соединяются соединительной частью, такой как труба. Для того чтобы управлять температурой реакционной смеси, подаваемой в каждый из реакторов, между реакторами может быть установлено оборудование, такое как теплообменник и терморегулятор.
[0032] На стадии эпоксидирования предпочтительно, чтобы количество реакторов составляло 2 или больше, с точки зрения подавления чрезмерного увеличения температуры реакционной смеси и устойчивого проведения реакции эпоксидирования.
[0033] Каждый из реакторов, в которых выполняется реакция эпоксидирования, заполняется катализатором реакции эпоксидирования. В настоящем описании в качестве реактора, в котором выполняется реакция эпоксидирования, используется реактор, заполненный по меньшей мере 10 мас.%, предпочтительно 20 мас.% катализатора по полной массе катализатора. Первый реактор является реактором, в котором содержащий гидроперекись кумола концентрат, полученный на стадии дистилляции, впервые входит в контакт с катализатором. Окончательный реактор среди одного или более реакторов является окончательным реактором, в котором выполняется реакция эпоксидирования, и из которого реакционная смесь, содержащая пропиленоксид и кумиловый спирт, подается на стадию разделения, описываемую следующим образом. В том случае, когда используются 2 или более реакторов, все эти два или более реакторов соединяются последовательно или параллельно.
[0034] Вариант осуществления, в котором 2 или более реакторов используются на стадии эпоксидирования, описывается со ссылкой на Фиг. 1 следующим образом. На этом чертеже стадия дистилляции, описанная в пункте (2), показана слева, а стадия разделения, описываемая в следующем пункте (4), показана справа, и реакторы 1-10 являются реакторами, в которых выполняется реакция эпоксидирования.
[0035] В одном варианте осуществления, показанном в части (A) чертежа, реакторы 1-3 соединены последовательно, и реактор 1 является первым реактором. После реактора 1 в технологической схеме следует реактор 2, а после него - реактор 3. Продукт реакции, полученный в реакторе 1, подается в реактор 2, и продукт реакции, полученный в реакторе 2, подается в реактор 3, соответственно. Реактор 3 является окончательным реактором.
[0036] В варианте осуществления, показанном в части (B) чертежа, реактор 4 является первым реактором. После реактора 4 в технологической схеме следуют реакторы 5 и 6, соединенные параллельно, и продукт реакции, полученный в реакторе 4, подается в реакторы 5 и 6. После реакторов 5 и 6 в технологической схеме следует реактор 7, и продукт реакции, полученный в реакторах 5 и 6, подается в реактор 7. Реактор 7 является окончательным реактором.
[0037] В варианте осуществления, показанном в части (C) чертежа, реакторы 8-10 соединены параллельно, и содержащий гидроперекись кумола концентрат, полученный на стадии дистилляции, описанной в пункте (2), подается в каждый из этих реакторов. Любой из реакторов 8-10 является первым реактором и одновременно окончательным реактором.
[0038] На стадии эпоксидирования в том случае, когда количество реакторов составляет 2 или больше, температура реакционной смеси на входе каждого из реакторов может произвольно регулироваться посредством теплообменника или терморегулятора, установленного перед входом в реактор.
[0039] На стадии эпоксидирования в том случае, когда количество реакторов составляет 2 или больше, температура реакционной смеси на входе первого реактора предпочтительно составляет 90°C или больше, и более предпочтительно 100°C или больше. Температура реакционной смеси на выходе каждого из реакторов может регулироваться с помощью способа управления температурой реакционной смеси на входе реактора с учетом тепловыделения реакции эпоксидирования, способа использования терморегулятора, установленного в каждом из реакторов, и т.п.
[0040] Для того, чтобы уменьшить концентрацию метилформиата в реакционной смеси, содержащей пропиленоксид и кумиловый спирт, полученной на стадии эпоксидирования, конечная температура окончательного реактора составляет меньше чем 140°C, предпочтительно 139°C или меньше, и более предпочтительно 138°C или меньше. С точки зрения улучшения скорости реакции эпоксидирования конечная температура окончательного реактора составляет 115°C или больше, предпочтительно 117°C или больше, и более предпочтительно 120°C или больше. В настоящем документе выходная температура окончательного реактора является температурой реакционной смеси, содержащей пропиленоксид и кумиловый спирт, полученной на стадии эпоксидирования после прохождения через катализатор в окончательном реакторе, и может быть измерена термометром, установленным на выходе окончательного реактора.
Температура содержащей пропиленоксид и кумиловый спирт реакционной смеси на выходе окончательного реактора измеряется без нагрева или охлаждения реакционной смеси с использованием теплообменника или терморегулятора.
[0041] В одном варианте осуществления выходной температурой окончательного реактора управляют путем управления входной температурой окончательного реактора. В другом варианте осуществления выходной температурой окончательного реактора управляют путем управления температурой в окончательном реакторе. Разность при вычитании входной температуры окончательного реактора из выходной температуры окончательного реактора более предпочтительно составляет 30°C или меньше, еще более предпочтительно 15°C или меньше.
[0042] Предпочтительно, чтобы катализатор, используемый на стадии эпоксидирования, представлял собой содержащий титан оксид кремния с точки зрения получения пропиленоксида с высоким выходом. Содержащий титан оксид кремния является соединением, содержащим титан, химически связанный с оксидом кремния, и примеры катализатора из содержащего титан оксида кремния включают в себя соединение титана на подложке из кремнезема, композит соединения титана и оксида кремния, производимый способом соосаждения или способом золь-гель, а также содержащее титан цеолитное соединение. В настоящем документе термин «цеолитное соединение» означает соединение, структура которого зарегистрирована в «Международной цеолитной ассоциации». Примеры катализатора из содержащего титан оксида кремния включают в себя: катализаторы, описанные в японском патенте № 3731384, японском патенте № 3797107 и т.п.; катализаторы, описанные в документах US 2005/014960A1, US 2007/260074A1 и т.п.; Ti-MCM-41, описанный в патенте US № 5783167 и т.п.; Ti-MCM-48, описанный в японской непроверенной патентной заявке № H7-300312 и т.п.; Ti-HMS, описанный в публикации Nature 368 (1994) p. 321, CN101348472B, CN101307039B, CN101279960B, CN102311363B, CN102872847B, CN103030611B и т.п.; Ti-SBA-15, TS-1 и TS-2, описанные в публикации Chemistry of Material 14, 2002, p. 1657 и т.п.; а также Ti-MWW и его прекурсор, описанные в публикации Chemistry Letters 2000, p. 774, и т.п.
[0043] Реакция эпоксидирования выполняется путем контактирования пропилена и гидроперекиси кумола с катализатором. Реакция эпоксидирования может выполняться в жидкой фазе с использованием растворителя, который должен быть жидкостью при температуре и давлении реакции эпоксидирования, и должен быть по существу инертным к исходным веществам и продуктам реакции. Растворитель может быть материалом, присутствующим в содержащем гидроперекись кумола концентрате, полученном на стадии дистилляции, и, например, в том случае, когда концентрат содержит кумол, кумол может быть растворителем. Примеры растворителей, отличающихся от кумола, включают в себя моноциклические ароматические растворители, такие как бензол, толуол, хлорбензол и ортодихлорбензол, а также алкановые растворители, такие как октан, декан и додекан.
[0044] Давление реакции эпоксидирования регулируется таким образом, чтобы реакционная смесь могла поддерживаться в жидком состоянии, и обычно составляет 100-10000 кПа изб.
[0045] Реакция эпоксидирования в случае крупномасштабного промышленного производства может благоприятно выполняться в режиме неподвижного слоя.
[0046] Содержание пропиленоксида в реакционной смеси, содержащей пропиленоксид и кумиловый спирт, полученной на стадии эпоксидирования, предпочтительно составляет 1-31 мас.%, более предпочтительно 1-23 мас.%, и еще более предпочтительно 1-16 мас.% на 100 мас.% реакционной смеси. Содержание кумилового спирта предпочтительно составляет 5-80 мас.%, более предпочтительно 5-60 мас.%, и еще более предпочтительно 5-40 мас.% на 100 мас.% реакционной смеси.
[0047] На стадии эпоксидирования молярное отношение пропилена к гидроперекиси кумола (пропилен/гидроперекись кумола) обычно составляет 2/1-50/1.
[0048] Непрореагировавший пропилен может быть собран после стадии эпоксидирования, так что далее выполняется стадия рециркуляции собранного пропилена в качестве сырья на стадию эпоксидирования.
[0049] На стадии эпоксидирования в том случае, когда реакционная смесь, содержащая пропиленоксид и кумиловый спирт, содержит метилформиат, предпочтительно, чтобы концентрация метилформиата в реакционной смеси составляла 10 частей на миллион или больше и меньше чем 30 частей на миллион по массе пропиленоксида в реакционной смеси. Концентрация метилформиата может быть напрямую измерена с помощью газовой хроматографии реакционной смеси.
[0050] Поскольку температуры кипения метилформиата и пропиленоксида являются близкими друг к другу, можно предположить, что почти весь метилформиат, содержащийся в реакционной смеси, полученной на стадии эпоксидирования, будет содержаться в смеси, содержащей пропиленоксид, полученной на стадии разделения, которая описывается ниже. Поэтому предполагается, что отношение между пропиленоксидом и метилформиатом, содержащимися в реакционной смеси, полученной на стадии эпоксидирования, и отношение между пропиленоксидом и метилформиатом, содержащимися в смеси, содержащей пропиленоксид, полученной на стадии разделения, являются приблизительно равными. Другими словами, можно считать, что концентрация метилформиата относительно массы пропиленоксида в смеси, содержащей пропиленоксид, полученной на стадии разделения, приблизительно равна концентрации метилформиата относительно массы пропиленоксида в реакционной смеси, полученной на стадии эпоксидирования.
[0051] (4) Стадия разделения
Стадия разделения представляет собой стадию дистилляции реакционной смеси, содержащей пропиленоксид и кумиловый спирт, полученной на стадии эпоксидирования, для отделения сырого пропиленоксида.
[0052] Реакционная смесь, содержащая пропиленоксид и кумиловый спирт, подвергаемая дистилляции на стадии разделения, также содержит реакционную смесь, полученную посредством удаления непрореагировавшего пропилена после стадии эпоксидирования.
[0053] Давление дистилляции обычно составляет 100-5000 кПа изб., предпочтительно 100-3000 кПа изб., и температура верха колонны обычно составляет -50-150°C. Примеры процесса дистилляции включают в себя способ, использующий дистилляционную колонну, и дистилляция может выполняться с использованием множества дистилляционных колонн.
[0054] Содержание пропиленоксида в отделенном сыром пропиленоксиде обычно составляет 99 мас.% или больше на 100 мас.% сырого пропиленоксида.
[0055] Сырой пропиленоксид, отделенный с помощью дистилляции, обычно содержит воду, углеводороды и кислородсодержащие соединения в качестве примесей. Примеры углеводородов включают в себя углеводороды, имеющие 3-7 атомов углерода. Примеры кислородсодержащих соединений включают в себя такие соединения, как метанол, уксусный альдегид, ацетон, пропиональдегид и метилформиат.
[0056] Для того, чтобы удалить эти примеси, известные методики дистилляции могут быть подходящим образом объединены для дополнительной очистки сырого пропиленоксида, и предпочтительно, чтобы эта очистка выполнялась с помощью комбинации экстрактивной дистилляции с экстрагентом углеводородов, имеющих 6-10 атомов углерода, и другой дистилляции с точки зрения эффективного удаления воды, углеводородов и кислородсодержащих соединений.
[0057] Примеры экстрагентов для углеводородов, имеющих 6-10 атомов углерода, включают в себя насыщенные углеводороды с линейной цепью, такие как н-гексан, н-гептан, н-октан, н-нонан и н-декан, а также разветвленные насыщенные углеводороды, такие как 2-метилпентан, 3-метилпентан, 2,3-диметилбутан, 2,2-диметилбутан, 2,2-диметилпентан, 2,3-диметилпентан, 2,2-диметилгексан и 2,3-диметилгексан. Эти экстрагенты могут использоваться по отдельности или в виде смеси двух или более из них.
[0058] Типы и рабочие условия колонны экстрактивной дистилляции и другой дистилляционной колонны, а также количество используемого экстрагента и т.п., могут быть подходящим образом определены в зависимости от требуемого качества продукта пропиленоксида.
[0059] На стадии разделения в качестве остаточного продукта после разделения сырого пропиленоксида дистилляцией получается остаточная смесь, содержащая кумиловый спирт. Эта остаточная смесь по мере необходимости может быть подана на стадию преобразования кумола и т.п., описываемую ниже.
[0060] (5) Другие стадии
В одном варианте осуществления способа для производства пропиленоксида по настоящему изобретению в случае необходимости могут быть дополнительно обеспечены стадия преобразования кумола и стадия восстановления кумола, описываемые ниже.
[0061] (5-1) Стадия преобразования кумола
Стадия преобразования кумола представляет собой стадию получения реакционной смеси, содержащей кумол, путем преобразования в кумол кумилового спирта в остаточной смеси, содержащей кумиловый спирт, полученной на стадии (4) разделения.
В одном аспекте стадия преобразования кумола содержит стадию получения смеси, содержащей α-метилстирол, путем дегидрирования кумилового спирта в остаточной смеси, содержащей кумиловый спирт, полученной на стадии разделения в присутствии катализатора (в дальнейшем называемой «стадией дегидрирования»), и стадию получения реакционной смеси, содержащей кумол, путем контактирования смеси, содержащей α-метилстирол, полученной на стадии дегидрирования, с водородом в присутствии катализатора для того, чтобы вызвать реакцию между α-метилстиролом в смеси и водородом (в дальнейшем, называемой «стадией гидрирования»).
[0062] В другом аспекте стадия преобразования кумола представляет собой стадию получения реакционной смеси, содержащей кумол, путем контактирования остаточной смеси, содержащей кумиловый спирт, полученной на стадии разделения, с водородом в присутствии катализатора для того, чтобы вызвать реакцию между кумиловым спиртом в остаточной смеси и водородом (в дальнейшем называемой «стадией гидрогенолиза»).
[0063] Случай, в котором стадия преобразования кумола содержит стадию дегидрирования и стадию гидрирования, описывается следующим образом.
[0064] Примеры катализатора для использования на стадии дегидрирования (в дальнейшем называемого «дегидрирующим катализатором») включают в себя кислоты, такие как серная кислота, фосфорная кислота и п-толуолсульфокислота, а также оксиды металлов, такие как активированный глинозем, диоксид титана, диоксид циркония, глинозем-кремнезем и цеолит. С точки зрения улучшения эффективности реакции предпочтительным является твердый катализатор, и активированный глинозем является более предпочтительным.
[0065] Реакция дегидрирования на стадии дегидрирования обычно выполняется путем контактирования кумилового спирта с дегидрирующим катализатором. В одном варианте осуществления, поскольку реакция дегидрирования сопровождается реакцией гидрирования на стадии гидрирования, кумиловый спирт может контактировать с дегидрирующим катализатором в присутствии водорода. Реакция дегидрирования может выполняться в жидкой фазе в присутствии растворителя. Растворитель обязан быть по существу инертным к исходным веществам и продуктам реакции. Растворитель может быть веществом, присутствующим в остаточной смеси, содержащей кумиловый спирт. Например, в том случае, когда содержащая кумиловый спирт остаточная смесь содержит кумол, кумол может использоваться в качестве растворителя, и другой растворитель может не использоваться. Температура реакции дегидрирования обычно составляет 50-450°C, предпочтительно 150-300°C. Давление дегидрирования обычно составляет 10-10000 кПа изб., предпочтительно 500-4000 кПа изб., и более предпочтительно 1000-2000 кПа изб.
[0066] Примеры катализатора, используемого на стадии гидрирования (в дальнейшем называемого «катализатором гидрирования»), включают в себя катализаторы, содержащие металлы группы 10 или группы 11 в периодической таблице, в частности катализаторы, содержащие никель, палладий, платину или медь. С точек зрения ингибирования реакции гидрирования ядра ароматического кольца и высокого выхода предпочтительными являются катализаторы, содержащие никель, палладий или медь. В качестве катализаторов, содержащих никель, предпочтительными являются никель, никель-глинозем, никель-кремнезем и никель-углерод; в качестве катализаторов, содержащих палладий, предпочтительными являются палладий-глинозем, палладий-кремнезем и палладий-углерод; и в качестве катализаторов, содержащих медь, предпочтительными являются медь, медь Рене, медь-хром, медь-цинк, медь-хром-цинк, медь-кремнезем и медь-глинозем. Эти катализаторы могут использоваться по отдельности или в виде смеси двух или более из них.
[0067] Реакция гидрирования на стадии гидрирования выполняется путем контактирования α-метилстирола и водорода с катализатором гидрирования. В одном варианте осуществления реакция дегидрирования сопровождается реакцией гидрирования, и в этом аспекте часть воды, образующейся в реакции дегидрирования, может быть отделена путем выполнения разделения масло-вода, или может не отделяться, а сразу контактировать с катализатором гидрирования вместе с α-метилстиролом. Хотя количество водорода, требуемое для реакции гидрирования, может соответствовать эквимолярному количеству α-метилстирола, используется избыточное количество водорода, потому что обычно в сырье содержатся отличающиеся от α-метилстирола компоненты, потребляющие водород. Поскольку реакция протекает быстрее при увеличении парциального давления водорода, молярное отношение водород/α-метилстирол обычно поддерживается равным 1/1-20/1, предпочтительно 1/1-10/1, и более предпочтительно 1/1-3/1. Избыточное количество водорода, остающееся после реакции гидрирования, может быть возвращено для использования после отделения от реакционной жидкости. Реакция гидрирования может выполняться в жидкой фазе в присутствии растворителя или в газовой фазе. Растворитель обязан быть по существу инертным к исходным веществам и продуктам реакции. Растворитель может быть веществом, присутствующим в смеси, содержащей α-метилстирол. Например, в том случае, когда содержащая α-метилстирол смесь содержит кумол, кумол может использоваться в качестве растворителя, и другой растворитель может не использоваться. Температура реакции гидрирования обычно составляет 0-500°C, предпочтительно 30-400°C, и более предпочтительно 50-300°C. Давление реакции гидрирования обычно составляет 100-10000 кПа изб., предпочтительно 500-4000 кПа изб., и более предпочтительно 1000-2000 кПа изб.
[0068] Реакция дегидрирования и реакция гидрирования предпочтительно могут выполняться в густой суспензии или в неподвижном слое. В крупномасштабных промышленных установках предпочтительно использовать неподвижный слой. Кроме того, реакция дегидрирования и реакция гидрирования могут выполняться в периодическом процессе, полунепрерывном процессе и непрерывном процессе. Реакция дегидрирования и реакция гидрирования могут выполняться в отдельных реакторах или в одном реакторе. Среди реакторов непрерывного действия, включающих в себя адиабатические реакторы и изотермические реакторы, предпочтительными являются адиабатические реакторы, потому что изотермические реакторы требуют оборудования для отвода тепла.
[0069] Примеры катализатора для использования на стадии гидрогенолиза (в дальнейшем, называемого «катализатором гидрогенолиза») включают в себя катализаторы, содержащие металлы группы 10, группы 11 или группы 12 периодической таблицы, в частности кобальт, никель, палладий, медь и цинк. С точки зрения ингибирования образования побочных продуктов предпочтительными являются катализаторы, содержащие никель, палладий или медь. Примеры катализаторов, содержащих никель, включают в себя никель, никель-глинозем, никель-кремнезем и никель-углерод; примеры катализаторов, содержащих палладий, включают в себя палладий-глинозем, палладий-кремнезем и палладий-углерод; и примеры катализаторов, содержащих медь, включают в себя медь, медь Рене, медь-хром, медь-цинк, медь-хром-цинк, медь-кремнезем и медь-глинозем. Реакция гидрогенолиза может выполняться в жидкой фазе в присутствии растворителя или в газовой фазе. Растворитель обязан быть по существу инертным к исходным веществам и продуктам реакции. Растворитель может быть веществом, присутствующим в остаточной смеси, содержащей кумиловый спирт. Например, в том случае, когда содержащая кумиловый спирт остаточная смесь содержит кумол, кумол может использоваться в качестве растворителя, и другой растворитель может не использоваться. Хотя количество водорода, требуемое для реакции гидрогенолиза, может соответствовать эквимолярному количеству кумилового спирта, используется избыточное количество водорода, потому что обычно в сырье содержатся отличающиеся от кумилового спирта компоненты, потребляющие водород. Поскольку реакция протекает быстрее при увеличении парциального давления водорода, молярное отношение водород/кумиловый спирт обычно поддерживается равным 1/1-20/1, предпочтительно 1/1-10/1, и более предпочтительно 1/1-3/1. Избыточное количество водорода, остающееся после реакции гидрогенолиза, может быть возвращено для использования после отделения от реакционной жидкости. Температура реакции гидрогенолиза обычно составляет 0-500°C, предпочтительно 50-450°C, и более предпочтительно 150-300°C. Давление реакции гидрогенолиза обычно составляет 100-10000 кПа изб., предпочтительно 500-4000 кПа изб., и более предпочтительно 1000-2000 кПа изб. Реакция гидрогенолиза предпочтительно может выполняться в густой суспензии или в неподвижном слое. В крупномасштабных промышленных установках предпочтительно использовать неподвижный слой. Кроме того, реакция гидрогенолиза может выполняться в периодическом процессе, полунепрерывном процессе и непрерывном процессе.
[0070] Содержание кумола в реакционной смеси, содержащей кумол, обычно составляет 90 мас.% или больше на 100 мас.% реакционной смеси, содержащей кумол.
[0071] (5-2) Стадия извлечения кумола
Стадия извлечения кумола представляет собой стадию получения смеси, содержащей кумол с более высокой чистотой, чем перед дистилляцией, путем дистилляции реакционной смеси, содержащей кумол, полученной на стадии гидрирования. Полученная таким образом содержащая кумол смесь может быть возвращена на стадию окисления в качестве сырья.
[0072] Условия для дистилляции содержащей кумол реакционной смеси, полученной на стадии гидрирования, обычно являются следующими: количество теоретических тарелок 10-100, давление -100-10000 кПа изб. и температура 0-500°C; предпочтительно количество теоретических тарелок 10-95, давление -100-5000 кПа изб. и температура 0-400°C; и более предпочтительно количество теоретических тарелок 10-90, давление -100-3000 кПа изб. и температура 0-300°C.
Примеры
[0073] Далее настоящее изобретение будет более подробно описано со ссылками на следующие Примеры.
[0074] [Пример 1]
В соответствии со способом, описанным в настоящем описании, стадия окисления, стадия дистилляции, стадия эпоксидирования и стадия разделения пропиленоксида были выполнены для того, чтобы произвести пропиленоксид.
[0075] На стадии окисления кумол контактировал с воздухом, чтобы получить содержащую гидроперекись кумола реакционную смесь. После этого на стадии дистилляции содержащая гидроперекись кумола реакционная смесь, полученная на стадии окисления, была дистиллирована при условиях отношения скорости потока дистиллята (D) к скорости потока содержащей гидроперекись кумола реакционной смеси (F), D/F, равного 0,037, для ее разделения на содержащий гидроперекись кумола концентрат и дистиллят. Следует отметить, что скорость потока реакционной смеси представляет собой массу реакционной смеси, дистиллируемой за единицу времени, тогда как скорость потока дистиллята представляет собой массу дистиллята, отгоняемого за единицу времени. Единицы времени и единицы массы для скорости потока (F) и скорости потока (D) являются одними и теми же.
После этого на стадии эпоксидирования содержащий гидроперекись кумола концентрат, полученный на стадии дистилляции, контактировал с пропиленом в присутствии катализатора из содержащего титан оксида кремния, произведенного способом, описанным в Примере 1 японского патента № 3797107, в реакторе при условиях входной температуры окончательного реактора 130°C, для того, чтобы получить реакционную смесь, содержащую пропиленоксид и кумиловый спирт. Температура на входе в окончательный реактор регулировалась теплообменником, расположенным перед входом в окончательный реактор. В этом случае выходная температура окончательного реактора была равна 130°C. После этого на стадии разделения реакционная смесь, содержащая пропиленоксид и кумиловый спирт, полученная на стадии эпоксидирования, подвергалась дистилляции для отделения сырого пропиленоксида. Концентрация метилформиата в отделенном сыром пропиленоксиде по результатам газовой хроматографии составляла 25 частей на миллион на 100 мас.% пропиленоксида.
[0076] [Пример 2]
Производство пропиленоксида было выполнено тем же самым образом, что и в Примере 1, за исключением того, что на стадии дистилляции содержащая гидроперекись кумола реакционная смесь, полученная на стадии окисления, была дистиллирована при значении D/F, равном 0,062, а на стадии эпоксидирования содержащий гидроперекись кумола концентрат, полученный на стадии дистилляции, контактировал с пропиленом в реакторе при входной температуре окончательного реактора 130°C. В этом случае выходная температура окончательного реактора была равна 131°C. На стадии разделения концентрация метилформиата в отделенном сыром пропиленоксиде по результатам газовой хроматографии составляла 26 частей на миллион на 100 мас.% пропиленоксида.
[0077] [Пример 3]
Производство пропиленоксида было выполнено тем же самым образом, что и в Примере 1, за исключением того, что на стадии дистилляции содержащая гидроперекись кумола реакционная смесь, полученная на стадии окисления, была дистиллирована при значении D/F, равном 0,084, а на стадии эпоксидирования содержащий гидроперекись кумола концентрат, полученный на стадии дистилляции, контактировал с пропиленом в реакторе при входной температуре окончательного реактора 135°C. В этом случае выходная температура окончательного реактора была равна 136°C. На стадии разделения концентрация метилформиата в отделенном сыром пропиленоксиде по результатам газовой хроматографии составляла 27 частей на миллион на 100 мас.% пропиленоксида.
[0078] [Пример 4]
Производство пропиленоксида было выполнено тем же самым образом, что и в Примере 1, за исключением того, что на стадии дистилляции содержащая гидроперекись кумола реакционная смесь, полученная на стадии окисления, была дистиллирована при значении D/F, равном 0,099, а на стадии эпоксидирования содержащий гидроперекись кумола концентрат, полученный на стадии дистилляции, контактировал с пропиленом в реакторе при входной температуре окончательного реактора 132°C. В этом случае выходная температура окончательного реактора была равна 133°C. На стадии разделения концентрация метилформиата в отделенном сыром пропиленоксиде по результатам газовой хроматографии составляла 19 частей на миллион на 100 мас.% пропиленоксида.
[0079] [Пример 5]
Производство пропиленоксида было выполнено тем же самым образом, что и в Примере 1, за исключением того, что на стадии дистилляции содержащая гидроперекись кумола реакционная смесь, полученная на стадии окисления, была дистиллирована при значении D/F, равном 0,11, а на стадии эпоксидирования содержащий гидроперекись кумола концентрат, полученный на стадии дистилляции, контактировал с пропиленом в реакторе при входной температуре окончательного реактора 104°C. В этом случае выходная температура окончательного реактора была равна 119°C. На стадии разделения концентрация метилформиата в отделенном сыром пропиленоксиде по результатам газовой хроматографии составляла 13 частей на миллион на 100 мас.% пропиленоксида.
[0080] [Пример 6]
Производство пропиленоксида было выполнено тем же самым образом, что и в Примере 1, за исключением того, что на стадии дистилляции содержащая гидроперекись кумола реакционная смесь, полученная на стадии окисления, была дистиллирована при значении D/F, равном 0,13, а на стадии эпоксидирования содержащий гидроперекись кумола концентрат, полученный на стадии дистилляции, контактировал с пропиленом в реакторе при входной температуре окончательного реактора 109°C. В этом случае выходная температура окончательного реактора была равна 120°C. На стадии разделения концентрация метилформиата в отделенном сыром пропиленоксиде по результатам газовой хроматографии составляла 24 частей на миллион на 100 мас.% пропиленоксида.
[0081] [Сравнительный пример 1]
Производство пропиленоксида было выполнено тем же самым образом, что и в Примере 1, за исключением того, что на стадии дистилляции содержащая гидроперекись кумола реакционная смесь, полученная на стадии окисления, была дистиллирована при значении D/F, равном 0,033, а на стадии эпоксидирования содержащий гидроперекись кумола концентрат, полученный на стадии дистилляции, контактировал с пропиленом в реакторе при входной температуре окончательного реактора 121°C. В этом случае выходная температура окончательного реактора была равна 136°C. На стадии разделения концентрация метилформиата в отделенном сыром пропиленоксиде по результатам газовой хроматографии составляла 147 частей на миллион на 100 мас.% пропиленоксида.
[0082] [Сравнительный пример 2]
Производство пропиленоксида было выполнено тем же самым образом, что и в Примере 1, за исключением того, что на стадии дистилляции содержащая гидроперекись кумола реакционная смесь, полученная на стадии окисления, была дистиллирована при значении D/F, равном 0,035, а на стадии эпоксидирования содержащий гидроперекись кумола концентрат, полученный на стадии дистилляции, контактировал с пропиленом в реакторе при входной температуре окончательного реактора 114°C. В этом случае выходная температура окончательного реактора была равна 132°C. На стадии разделения концентрация метилформиата в отделенном сыром пропиленоксиде по результатам газовой хроматографии составляла 140 частей на миллион на 100 мас.% пропиленоксида.
[0083] [Сравнительный пример 3]
Производство пропиленоксида было выполнено тем же самым образом, что и в Примере 1, за исключением того, что на стадии дистилляции содержащая гидроперекись кумола реакционная смесь, полученная на стадии окисления, была дистиллирована при значении D/F, равном 0,063, а на стадии эпоксидирования содержащий гидроперекись кумола концентрат, полученный на стадии дистилляции, контактировал с пропиленом в реакторе при входной температуре окончательного реактора 129°C. В этом случае выходная температура окончательного реактора была равна 141°C. На стадии разделения концентрация метилформиата в отделенном сыром пропиленоксиде по результатам газовой хроматографии составляла 123 частей на миллион на 100 мас.% пропиленоксида.
[0084] [Сравнительный пример 4]
Производство пропиленоксида было выполнено тем же самым образом, что и в Примере 1, за исключением того, что на стадии дистилляции содержащая гидроперекись кумола реакционная смесь, полученная на стадии окисления, была дистиллирована при значении D/F, равном 0,073, а на стадии эпоксидирования содержащий гидроперекись кумола концентрат, полученный на стадии дистилляции, контактировал с пропиленом в реакторе при входной температуре окончательного реактора 135°C. В этом случае выходная температура окончательного реактора была равна 142°C. На стадии разделения концентрация метилформиата в отделенном сыром пропиленоксиде по результатам газовой хроматографии составляла 127 частей на миллион на 100 мас.% пропиленоксида.
[0085] Как было описано выше, предложен способ для производства пропиленоксида, содержащий стадию окисления, стадию дистилляции, стадию эпоксидирования и стадию разделения, который имеет превосходные особенности и который позволяет управлять концентрацией метилформиата в содержащей пропиленоксид реакционной смеси и концентрацией кумилового спирта, получаемого на стадии эпоксидирования, посредством управления условиями дистилляции содержащей гидроперекись кумола реакционной смеси, получаемой на стадии окисления, на стадии дистилляции, а также конечной температурой окончательного реактора на стадии эпоксидирования.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0086] Настоящее изобретение может использоваться в производстве пропиленоксида.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПРОПИЛЕНОКСИДА И СПОСОБ ПОЛУЧЕНИЯ ПРОПИЛЕНОКСИДА | 2021 |
|
RU2825310C1 |
| СПОСОБ ПОЛУЧЕНИЯ КУМОЛА | 2020 |
|
RU2809251C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛБЕНЗОЛА | 2004 |
|
RU2340587C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛЕНОКСИДА | 2004 |
|
RU2333206C2 |
| УЛУЧШЕНИЯ, ОТНОСЯЩИЕСЯ К ОЧИСТКЕ ПРОПИЛЕНОКСИДА | 2014 |
|
RU2672591C1 |
| ПОЛУЧЕНИЕ СОЕДИНЕНИЙ ОКСИРАНА | 2001 |
|
RU2282625C2 |
| СПОСОБ ВЫДЕЛЕНИЯ ПРОПИЛЕНГЛИКОЛЯ ИЗ ВОДНЫХ КОМПОЗИЦИЙ | 2006 |
|
RU2412929C2 |
| ОЧИСТКА ОКИСИ ПРОПИЛЕНА | 2011 |
|
RU2569848C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОПИЛЕНОКСИДА | 2010 |
|
RU2528385C2 |
| СПОСОБ ЭПОКСИДИРОВАНИЯ ПРОПЕНА | 2006 |
|
RU2388755C2 |
Настоящее изобретение относится к способу производства пропиленоксида, включающему стадии (1) - (4): (1)-cтадию окисления: стадия получения реакционной смеси, содержащей гидроперекись кумола, путем контактирования кумола с кислородсодержащим газом для того, чтобы вызвать реакцию между кумолом и кислородом в этом газе; (2)-cтадию дистилляции: стадия дистилляции реакционной смеси, содержащей гидроперекись кумола, полученную на стадии окисления, для ее разделения на концентрат, содержащий гидроперекись кумола, и дистиллят, на которой реакционная смесь непрерывно дистиллируется при условии, что отношение скорости потока дистиллята (D) к скорости потока дистиллируемой реакционной смеси (F), D/F, составляет 0,037 или больше и 0,13 или меньше, где скорость потока реакционной смеси представляет собой массу реакционной смеси, дистиллируемой за единицу времени, тогда как скорость потока дистиллята представляет собой массу дистиллята, отгоняемого за единицу времени; (3)-cтадию эпоксидирования: стадия получения реакционной смеси, содержащей пропиленоксид и кумиловый спирт, путем контактирования концентрата, содержащего гидроперекись кумола, полученного на стадии дистилляции, с пропиленом в присутствии катализатора в одном или более реакторах для того, чтобы вызвать реакцию между пропиленом и гидроперекисью кумола в концентрате, причем температура на выходе окончательного реактора из этих одного или более реакторов поддерживается в диапазоне 115°C или больше и меньше чем 140°C; и (4)-стадию разделения: стадия разделения сырого пропиленоксида путем дистилляции реакционной смеси, содержащей пропиленоксид и кумиловый спирт, полученной на стадии эпоксидирования. Предлагаемый способ позволяет уменьшить концентрацию метилформиата в реакционной смеси, получаемой на стадии эпоксидирования. 2 з.п. ф-лы, 10 пр., 1 ил.
1. Способ производства пропиленоксида, содержащий стадии (1) - (4):
(1)-cтадию окисления: стадия получения реакционной смеси, содержащей гидроперекись кумола, путем контактирования кумола с кислородсодержащим газом для того, чтобы вызвать реакцию между кумолом и кислородом в этом газе;
(2)-cтадию дистилляции: стадия дистилляции реакционной смеси, содержащей гидроперекись кумола, полученную на стадии окисления, для ее разделения на концентрат, содержащий гидроперекись кумола, и дистиллят, на которой реакционная смесь непрерывно дистиллируется при условии, что отношение скорости потока дистиллята (D) к скорости потока дистиллируемой реакционной смеси (F), D/F, составляет 0,037 или больше и 0,13 или меньше, где скорость потока реакционной смеси представляет собой массу реакционной смеси, дистиллируемой за единицу времени, тогда как скорость потока дистиллята представляет собой массу дистиллята, отгоняемого за единицу времени;
(3)-cтадию эпоксидирования: стадия получения реакционной смеси, содержащей пропиленоксид и кумиловый спирт, путем контактирования концентрата, содержащего гидроперекись кумола, полученного на стадии дистилляции, с пропиленом в присутствии катализатора в одном или более реакторах для того, чтобы вызвать реакцию между пропиленом и гидроперекисью кумола в концентрате, причем температура на выходе окончательного реактора из этих одного или более реакторов поддерживается в диапазоне 115°C или больше и меньше чем 140°C; и
(4)-стадию разделения: стадия разделения сырого пропиленоксида путем дистилляции реакционной смеси, содержащей пропиленоксид и кумиловый спирт, полученной на стадии эпоксидирования.
2. Способ для производства пропиленоксида по п. 1, в котором содержащая пропиленоксид и кумиловый спирт реакционная смесь на стадии эпоксидирования содержит метилформиат, и концентрация метилформиата в этой реакционной смеси составляет 10 массовых частей на миллион или больше и меньше чем 30 массовых частей на миллион по массе пропиленоксида в этой реакционной смеси.
3. Способ для производства пропиленоксида по п. 1 или 2, в котором катализатор на стадии эпоксидирования представляет собой содержащий титан оксид кремния.
| JP 2003327576 A, 19.11.2003 | |||
| JP 2003261552 A, 19.09.2003 | |||
| ЭЛЕКТРИЧЕСКАЯ СКОРОВАРКА | 2014 |
|
RU2612849C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОРГАНИЧЕСКОГО ГИДРОПЕРОКСИДА, ПРОМЫШЛЕННАЯ УСТАНОВКА ДЛЯ ТАКОГО ПОЛУЧЕНИЯ И СПОСОБ, В КОТОРОМ ИСПОЛЬЗУЕТСЯ ТАКОЙ ОРГАНИЧЕСКИЙ ГИДРОПЕРОКСИД В ПРИГОТОВЛЕНИИ АЛКИЛЕНОКСИДА | 2007 |
|
RU2433120C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОКСИДА ПРОПИЛЕНА | 1989 |
|
RU1638995C |

