Область техники, к которой относится изобретение
Данное изобретение относится к улучшенному способу получения алкиленоксида эпоксидированием олефина с использованием органического гидропероксида.
Уровень техники изобретения
Разработано много различных способов получения алкиленоксидов. Один из указанных способов предусматривает эпоксидирование олефина в жидкофазной реакции с использованием органического гидропероксида в качестве окислителя. В патенте NL-C-1010372 описан способ, предусматривающий взаимодействие пропена с гидропероксидом этилбензола с получением пропиленоксида и 1-фенилэтанола. Затем 1-фенилэтанол дегидратируют до стирола, который используют в качестве исходного вещества для других химических реакций.
В патенте WO 01/70714, принадлежащем Sumitomo, описан способ, относящийся к окислению изопропилбензола (называемого так же «кумолом») с образованием пероксида изопропилбензола в качестве носителя кислорода для эпоксидирования пропилена для получения пропиленоксида и изопропилбензилового спирта (кумилового спирта). Изопропилфениловый спирт дегидратируют/гидрируют через стадию гидрогенолиза до изопропилбензола (кумола) и рециклизуют для повторного использования без совместного образования стирола. На стадии гидрогенолиза образуются значительные количества изопропилциклогексана и димера кумола в качестве нежелательных побочных продуктов вследствие дальнейшего гидрирования или димеризации кумола и альфа-метилстирола, которые после образования остаются на слое катализатора гидрирования, вызывающего в дальнейшем их гидрирование или димеризацию.
В патенте США номер 6455712, принадлежещем Shell, описан способ получения алкиленоксидных соединений (известных так же как оксираны), таких как пропиленоксид, окислением олефина гидропероксидом алкилбензола, полученного окислением алкилбензола кислородом. Гидропероксид алкилбензола превращают в алкилфениловый спирт, который дегидратируют и гидрируют с последующим фракционированием для отделения алкилбензола от других побочных продуктов для повторного использования при получении гидропероксида алкилбензола. Значительные количества алкилфенилового спирта могут превращаться в алкилциклогексан и/или димеры/олигомеры алкилбензола в качестве побочных продуктов.
Поэтому желательно разработать более эффективный способ, который бы объединил множество стадий способа превращения алкилфенилового спирта в алкилбензол и фракционирование в меньшее количество стадий и, кроме того, накапливал бы меньше нежелательных побочных продуктов превращения алкилбензола, таких как димеры/олигомеры, и алкилциклогексан, чтобы минимизировать потери использованного алкилбензола.
Сущность изобретения
Данное изобретение направлено на способ получения алкиленоксида, который включает:
(i) окисление алкилбензола для получения потока, содержащего гидропероксид алкилбензола,
(ii) взаимодействие по меньшей мере части гидропероксида алкилбензола, полученного на стадии (i), с олефином для получения потока продукта, содержащего алкиленоксид,
(iii) отделение алкиленоксида от потока продукта со стадии (ii) для получения (а) остаточного потока продукта, содержащего алкилфениловый спирт, и (b) алкиленоксида,
(iv) подачу по меньшей мере части остаточного потока продукта, содержащего алкилфениловый спирт, в реактор, снабженный зоной каталитической перегонки, и одновременно в реакторе:
(a) взаимодействие остаточного потока продукта, содержащего алкилфениловый спирт, с водородом в зоне каталитической перегонки для превращения алкилфенилового спирта в остаточном потоке продукта в алкилбензол и образования реакционной смеси, и
(b) выделение алкилбензола из реакционной смеси фракционной перегонкой.
Подробное описание изобретения
В настоящее время обнаружено, что способ данного изобретения дает возможность эффективного эпоксидирования олефина объединением множества стадий способа превращения алкилфенилового спирта в алкилбензол для повторного использования в качестве носителя кислорода, а также накопления меньшего количества нежелательных побочных продуктов превращения алкилбензола, таких как димеры/олигомеры и алкилциклогексан. Более того, в качестве частного варианта осуществления данного изобретения димеры/олигомер алкилбензола, полученные во время процесса, расщепляют до алкилбензола и рециклизуют для повторного использования, и таким образом минимизируют потери алкилбензола.
Как представлено на схеме процесса I ниже, в данном способе в качестве агента эпоксидирования для получения алкиленоксида из олефина используют гидропероксид алкилбензола. Во время процесса эпоксидирования гидропероксид алкилбензола превращают в алкилфениловый спирт и алкиленоксид отделяют от продуктов реакции с получением остаточного потока продукта, содержащего алкилфениловый спирт (известный так же как алкилбензиловый спирт), алкилбензола и, необязательно, алкенилбензола. Остаточный поток продукта дегидратируют и гидрируют для превращения алкилфенилового спирта в алкилбензол. Предпочтительно реакцию дегидратации/гидрирования осуществляют путем подачи остаточного потока продукта в реактор каталитической фракционной перегонки для контактирования с неподвижным слоем катализатора, расположенным в зоне каталитической перегонки, чтобы совместно провести в одну стадию реакцию дегидратации/гидрирования, фракционирование и удаление образовавшегося в зоне каталитической перегонки низкокипящего алкилбензола путем перегонки до превращения его в алкилциклогексан или димеры алкилфенилового спирта. Непревращенный алкилфениловый спирт или алкенилбензол продолжают кипятить в зоне каталитической перегонки до их превращения в алкилбензол. Для подачи тепла, необходимого для реакции с перегонкой, может быть использовано нагревательное устройство с теплоносителем.
В конкретном варианте осуществления изобретения тяжелые димеры или полимеры алкилбензолов, такие как димеры кумола, образованные в режиме каталитической перегонки, с более высокими температурами кипения, чем алкилбензолы и алкилфениловые спирты, оседают в нижней части реактора каталитической перегонки. Димеры или полимеры в нижней части реактора могут быть подвергнуты там гидрокрекингу или могут быть извлечены как часть нижнего потока из реактора каталитической перегонки и направлены в реактор гидрокрекинга для гидрирования, например, в режиме неподвижного слоя для получения дополнительного количества алкилбензолов, таких как кумол.
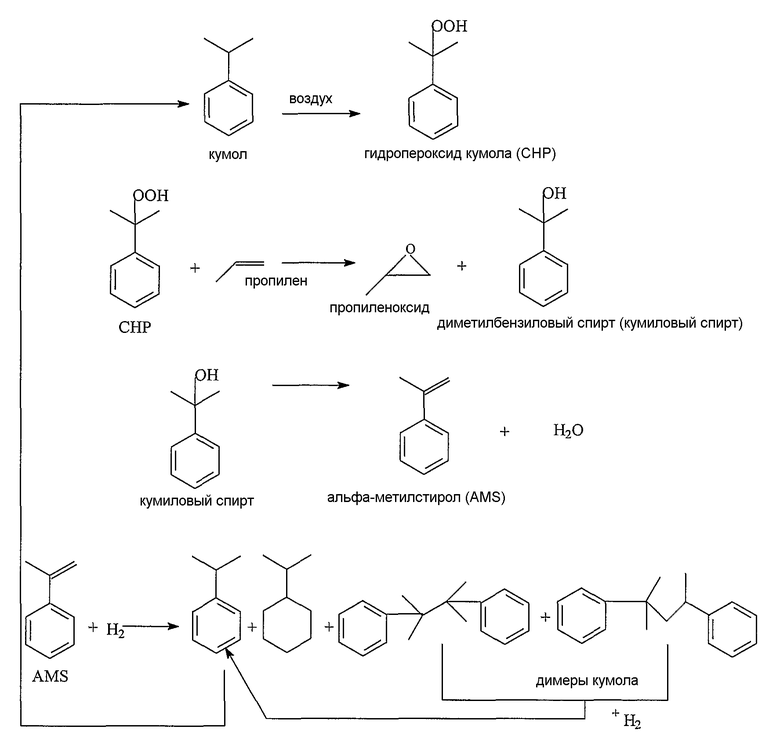
В конкретном варианте осуществления данного изобретения нижний поток из реактора каталитической перегонки может быть направлен в испаритель или перегонную колонну, где алкилбензол, алкилфениловый спирт и алкенилбензол (такой как альфа-метилстирол) отделяют от димеров/олигомеров алкилбензола и рециклизуют обратно в реактор каталитической перегонки. Более тяжелые димеры/олигомеры алкилбензола затем направляют в реактор гидрокрекинга для регенерации алкилбензола. Нелимитирующими иллюстративными примерами побочных димеров, образовавшихся в результате димеризации кумола, являются 2,3-диметил-2,3-дифенилбутан и 2-метил-2,4-дифенилпентан (см. схему процесса II).
Схема процесса I
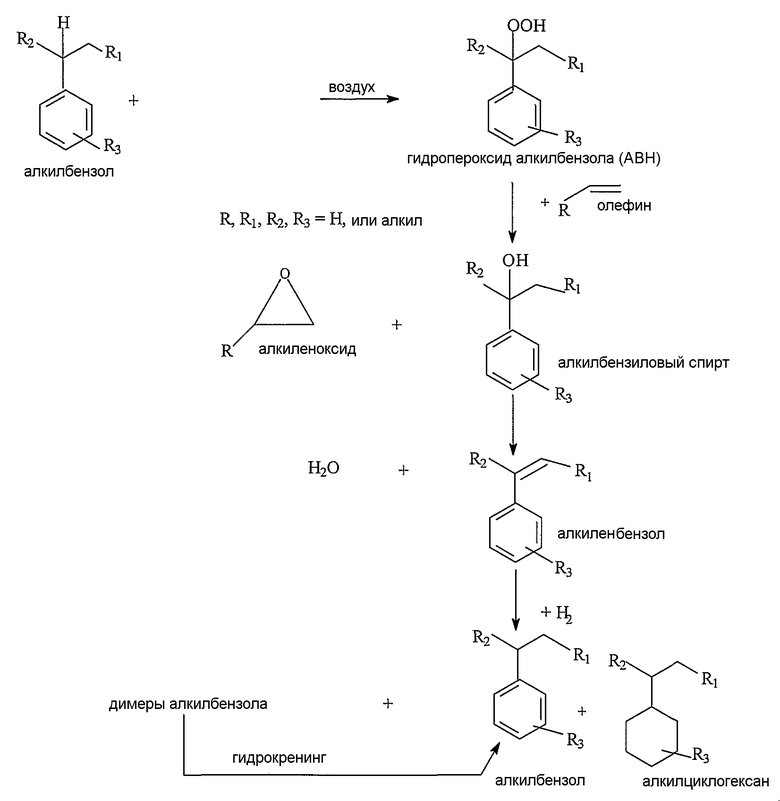
Схема процесса II
Хотя при получении алкиленоксида в настоящее время в качестве алкилбензольного соединения наиболее широко используют этилбензол, обнаружено, что стадия окисления алкилбензола может быть проведена с более высокой степенью конверсии и с большей селективностью, если использованное алкилфенильное соединение представляет собой алкилбензол, в котором алкильным заместителем является разветвленный алкил, содержащий от 3 до 10 атомов углерода. Более предпочтительное алкилфенильное соединение содержит 1 или 2 алкильных заместителя. Алкилфенильное соединение, содержащее несколько заместителей, в частности 2 или 3 алкильных заместителя, имеет то преимущество, что оно может содержать несколько гидропероксидных групп. Особый вариант осуществления данного изобретения относится к реакции, в которой алкилфенильное соединение представляет собой кумол, как показано на схеме II, пара-, мета- или орто-ди(изопропил)бензол или их смеси.
Окисление алкилфенила может быть проведено любым подходящим способом, известным на современном уровне техники. Например, окисление может быть проведено в жидкой фазе в присутствии разбавителя. Разбавителем предпочтительно является соединение, которое в условиях реакции представляет собой жидкость и не реагирует с исходными веществами и полученным продуктом. Однако разбавителем также может быть соединение, безусловно присутствующее в процессе реакции. Например, если алкилфенил представляет собой кумол, то разбавителем с таким же успехом может быть кумол.
Продукт, полученный на стадии окисления алкилбензола, может быть использован сам по себе на стадии эпоксидирования олефина, некоторые соединения могут быть отделены или только часть полученного продукта может быть использована на следующей стадии, а часть может быть использована в различных процессах.
На стадии эпоксидирования олефина алкилфенилгидропероксид, полученный на стадии приготовления гидропероксида алкилбензола, контактирует с олефином в присутствии катализатора для получения алкиленоксида и гидроксиалкилбензола. Катализатор, который может быть приемлем для использования в указанном способе, содержит металл IVB, VB или VIB групп, в частности, это титансодержащий или молибденсодержащий катализатор, такой как титан на оксиде кремния и/или силикате, гетерогенный титановый катализатор или гетерогенный молибденовый катализатор. В частности, подходящий катализатор описан в патенте ЕР-В-345856. Указанный катализатор содержит титан в химическом сочетании с твердым оксидом кремния и/или неорганическим силикатом; указанный катализатор получают а) пропиткой соединения кремния потоком газообразного тетрахлорида титана, b) кальцинированием полученного продукта реакции со стадии а), и с) гидролизом продукта со стадии b). Реакцию обычно ведут при умеренных температурах и давлении, в частности при температурах в интервале от 0°С до 200°С, предпочтительно в интервале от 25°С до 200°С. Точное давление не является критическим, поскольку реакционную смесь поддерживают в жидком состоянии. Подходящим может быть атмосферное давление. Обычно давление может находиться в интервале от 1 до 100·105 N/м2.
Другими нелимитирующими примерами подходящих титансодержащих катализаторов являются титансодержащие катализаторы на оксиде кремния, предложенные в патентах США 6323147, ES 2165771 и WO 01/56693, которые могут быть получены смешением источника кремния, источника титана и иона четвертичного аммония в качестве матрицы в растворителе для получения твердого вещества, содержащего каталитический компонент и матрицу, и экстракцией полученного твердого вещества растворителем для получения катализатора путем удаления матрицы, которая может быть затем силилирована. Другим нелимитирующим примером подходящего катализатора эпоксидирования является синтетический цеолитсодержащий катализатор, как описано в патентах ЕР 100119, ЕР 230949, GB 2071071, США 4410501, США 4666692 и США 4701428. Иллюстративные примеры органических молибденсодержащих катализаторов описаны в патентах США 4772731, США 5017712, США 4593012, США 4590172, США 4661463, США 4687868, США 4607113, ЕР 58473, США 3480563, США 3453218, США 3434975, Re 30642 и США 3351635. Примером подходящего ванадиевого катализатора является катализатор, описанный в патенте США 3350422, и (пример) вольфрамсодержащего катализатора может быть найден в патенте США 33511635.
Выбор олефина, использованного в способе данного изобретения, зависит от того, какой алкиленоксид должен быть получен. Предпочтительно олефин содержит от 2 до 10 атомов углерода, более предпочтительно от 2 до 8 атомов углерода. В конкретном варианте осуществления данного изобретения олефин представляет собой пропен (известный также как пропилен).
По окончании реакции эпоксидирования жидкую смесь, содержащую желаемые продукты, отделяют от катализатора. Соединение алкиленоксид может быть выделено из продукта реакции любым способом, известным специалистам в данной области техники. Жидкий продукт реакции может быть переработан фракционной перегонкой, селективной экстракцией и/или фильтрованием. Катализатор, любой растворитель, который мог бы присутствовать, и любой непрореагировавший олефин или алкилфенилгидропероксид могут быть рециклизованы для дальнейшего использования.
Стадия эпоксидирования предложенного способа может быть проведена с катализатором в форме суспензии, подвижного слоя или псевдоожиженного слоя. Однако для крупномасштабных промышленных применений предпочтителен неподвижный слой. Процесс может быть осуществлен периодически, полупериодически или непрерывно. Жидкость, содержащую реагенты, можно затем пропускать через слой катализатора таким образом, чтобы поток, выходящий из зоны реакции, практически был свободен от катализатора.
В частном варианте воплощения данного изобретения часть продукта со стадии (i) используют в реакции алкилфенилгидропероксида для получения фенольного соединения и кетосодержащего соединения, такого как диметилкетон (известного также как «ацетон»), когда алкилбензол представляет собой кумол. Полученное фенольное соединение может содержать заместители. Реакция алкилфенилгидропероксида может быть катализирована взаимодействием алкилфенилгидроксида с кислотным серосодержащим катализатором. Использованным кислотным катализатором могут быть серная кислота, соляная кислота, хлорная кислота, диоксид серы и триоксид серы; органические кислоты, такие как бензолсульфокислота, пара-толуолсульфокислота, крезолсульфокислота и хлоруксусная кислота; твердые кислоты, такие как алюмосиликат, оксид алюминия и кислотные ионообменные смолы; гетерополикислоты, такие как вольфрамокремневая кислота, вольфрамофосфорная кислота и молибденофосфорная кислота. Предпочтительно используют серную кислоту и/или крезолсульфокислоту. Количество катализатора, которое должно быть использовано, обычно находится в интервале от 0,0001 мас.% до 1 мас.% в расчете на обрабатываемую реакционную смесь. Температура реакции обычно находится в интервале от 30°С до 150°С.
Алкилфенилгидропероксид может быть подвергнут вышеуказанным реакциям с образованием фенольного(ых) соединения(й) после отделения других соединений из продукта реакции со стадии получения гидропероксида алкилбензола. Однако предпочтительно часть продукта реакции со стадии образования гидропероксида алкилбензола непосредственно подвергать реакции разложения для получения фенольного соединения.
Реакция алкилфенилгидропероксида с образованием фенольного соединения обычно дает побочные продукты. Часто обнаруживаемыми побочными продуктами являются различно замещенные алкилбензолы, образующиеся в результате побочных реакций, например, этилбензол и 1-метилстирол. С целью дополнительного увеличения выхода в данном способе желаемые продукты, фенольные соединения и кетосодержащее(ие) соединение(я) могут быть отделены от продукта(ов) реакции на стадии образования фенольного соединения, после чего либо весь, либо часть оставшегося продукта реакции гидрируют на стадии превращения алкилфенилового спирта обратно в алкилбензол. Таким образом, способ согласно данному изобретению предпочтительно предусматривает отделение по меньшей мере части фенольного соединения и кетосодержащего соединения от продукта реакции на указанной стадии и контактирование либо всего, либо части остающегося продукта реакции с водородом на стадии превращения алкилфенилового спирта в алкилбензол. Соединениями, которые получают при превращении фенольного алкилфенилового спирта в алкилбензол и которые предпочтительно направляют на стадию гидрирования алкилфенилового спирта, являются этилбензол, 1-метилстирол и т.д. Следовательно, любая фракция продукта со стадии образования фенольного соединения, которую направляют на стадию гидрирования алкилфенилового спирта, содержит побочные продукты превращения алкилбензолов, использованных в процессе, например, этилбензол и/или 1-метилстирол. Продукт реакции со стадии образования фенольного соединения может быть направлен на стадию гидрирования алкилфенилового спирта как таковой или продукт реакции со стадии образования фенольного соединения может быть объединен с продуктом реакции со стадии получения фенольного соединения, от которого отделен алкиленоксид, прежде чем быть направленным на стадию гидрирования алкилфенилового спирта.
Желаемые фенольное соединение и кетосодержащее соединение могут быть отделены от продукта реакции со стадии образования фенольного соединения любым путем, известным специалистам в данной области техники. Предпочтительно фенол и кетон в основном удаляют из продукта реакции со стадии образования фенольного соединения, в то время как по меньшей мере часть продуктов реакции, отличающихся от фенольного соединения и кетосодержащего соединения, направляют обратно в совмещенный процесс.
В конкретном варианте осуществления данного изобретения, если часть алкилфенилгидроксида превращают в фенольное соединение и кетосодержащее соединение, алкилфенилом может быть кумол, который на стадии образования фенольного соединения дает фенол и ацетон.
Затем по меньшей мере часть продукта реакции, содержащего гидроксиалкилфенил, от которого отделен алкиленоксид, гидрируют. Гидрирование ведут в присутствии катализатора гидрирования.
В предпочтительном нелимитирующем варианте осуществления стадию превращения алкилфенилового спирта в остаточном потоке продукта в алкилбензол проводят путем реакции каталитической перегонки. Способ предусматривает подачу исходного потока, содержащего алкилфениловый спирт, в реактор каталитической перегонки в зону питания, контактирование исходного потока, содержащего алкилфениловый спирт, с неподвижным слоем катализатора, одновременно с протекающей в одну стадию реакцией дегидратации/гидрирования, при фракционировании и удалении образовавшихся в зоне каталитической перегонки низкокипящих алкилбензолов путем перегонки прежде их превращения в алкилциклогексан или димеры алкилфенилового спирта, тогда как непревращенные алкилфениловый спирт или диалкилфениловый спирт продолжают кипеть в зоне каталитической перегонки до их превращения в алкилбензол. Для подачи тепла, необходимого для реакции с перегонкой, может быть использовано нагревающее устройство с теплоносителем.
Работа в режиме каталитической перегонки дает преимущество, состоящее в повышении селективности реакции образования алкилбензола, такого как кумол, в результате непрерывного удаления продукта, алкилбензола, фракционной перегонкой в реакторе каталитической перегонки. Непрерывная работа каталитической перегонки, которая объединяет каталитическую реакцию и перегонку продукта, удобна потому, что температуры кипения большинства алкилфениловых спиртов выше, чем у соответствующих алкилбензолов. Данный вариант осуществления дегидратации/гидрирования в режиме каталитической перегонки дает дополнительные преимущества в уменьшении капитальных затрат, требуемых при проведении множества реакций дегидратации и каталитического гидрогенолиза так же, как стадии фракционирования в одном реакторе без отдельного реактора гидрирования с совмещением оборудования теплообмена и регулирования. Объединение каталитической перегонки и, в особенности, реакции каталитического гидрирования приводит к лучшей селективности по отношению к насыщению алкенильной цепи, образованной при дегидратации алкилфенилового спирта без гидрирования ароматических связей.
В специфическом варианте осуществления данного изобретения олефин представляет собой пропен, полученный алкиленоксид является пропиленоксидом, алкилбензол представляет собой кумол (известный так же как i-пропилбензол) и алкилфениловый спирт является кумиловым спиртом (известным так же как 2-фенил-2-пропанол), как показано на схеме процесса II.
В таблице 1 показано, что кумол имеет значительно более низкую температуру кипения, чем кумиловый спирт и димеры кумола, которые представляют собой 2,3-диметил-2,3-дифенилбутан и 2-метил-2,4-дифенилпентан и т.д. Поэтому в ходе каталитической перегонки кумол регенерируют из верхнего или бокового погона выше слоя катализатора из зоны каталитической перегонки, оставляя непревращенным кумиловый спирт в слое катализатора для дальнейшей реакции. Любые димеры кумола, имеющие самые высокие температуры кипения, остаются в нижней секции реактора и не могут быть отогнаны из головной части. Кубовая смесь, содержащая димеры кумола, может быть извлечена в виде нижнего потока.
Алкилфениловым спиртом может также быть этилфениловый спирт (известный так же как 1-гидрокси-1-фенилэтан или гидроксиэтилбензол), где полученным алкилбензолом является этилбензол. В еще другом специфическом варианте осуществления данного изобретения алкилфениловый спирт представляет собой орто-, мета- или пара-ди(2-гидрокси-2-пропил)бензол, 4-(2-гидрокси-2-пропил)кумол, 3-(2-гидрокси-2-пропил)кумол, 2-(2-гидрокси-2-пропил)кумол или их смеси, а алкилбензол представляет собой мета-, орто- или пара-ди(изопропил)бензол или их смеси. В конкретном варианте осуществления алкилфениловым спиртом является пара-ди(2-гидрокси-2-пропил)бензол, а алкилбензолом является пара-ди(изопропил)бензол.
В конкретном варианте осуществления данного изобретения менее чем 1,0%, в частности менее чем 0,5%, и более конкретно менее чем 0,2% по массе полученного алкилбензола превращают в алкилциклогексан (R1CH2R2СН(циклогексан)), и менее примерно 0,1%, в частности, менее примерно 0,05%, и более конкретно менее примерно 0,01% по массе полученного алкилбензола превращают в побочные продукты в виде димера(ов) или полимера(ов) алкилбензола.
В конкретном варианте осуществления любые тяжелые димеры или полимеры алкилбензолов, такие как димеры кумола, полученные в режиме каталитической перегонки, имеющие более высокие температуры кипения, чем алкилбензолы и алкилфениловые спирты, оседают в кубовой части реактора каталитической перегонки. Димеры или олигомеры в кубовой части реактора могут быть извлечены как часть нижнего потока и могут быть фракционированы для регенерации алкилбензола, алкилфенилового спирта и алкенилбензола для возвращения в колонну каталитической перегонки; поток с большим содержанием димеров или олигомеров затем может быть прогидрирован, например, на неподвижном слое катализатора, для получения большего количества алкилбензолов, таких как кумол. Возможно димеры или олигомеры могут быть подвергнуты гидрированию/гидрокрекингу в нижней части реактора. Нелимитирующими иллюстративными примерами побочных продуктов, димеров, полученных в результате димеризации кумола, являются 2,3-диметил-2,3-дифенилбутан и 2-метил-2,4-дифенилпентан, как показано на схеме процесса II. Иллюстративными и нелимитирующими примерами подходящих катализаторов гидрокрекинга для превращения димеров алкилбензолов в алкилбензол, такого как превращение 2,3-диметил-2,3-дифенилбутана и 2-метил-2,4-дифенилпентана в кумол, являются катализаторы, содержащие металл VIII группы или металл IB группы на носителе, в частности катализаторы, содержащие медь, палладий, платину и никель на носителе. Нелимитирующими иллюстративными примерами носителей являются оксид кремния, алюмосиликат и цеолит, такой как морденит, Na/H-морденит, Н-морденит, бета-цеолит, Н-бета-цеолит, Y-цеолит, H-Y-цеолит и подобные. В одном из конкретных вариантов осуществления данного изобретения катализаторы содержат от примерно 0,1 мас.% до примерно 5 мас.%, в частности от примерно 0,2 мас.% до 2 мас.% металла, вычисленного как масса металла, в расчете на общую массу катализатора металла VIII группы или соединения металла VIII группы в качестве основного каталитического компонента, одного или с промоторами и модификаторами, такими как палладий/золото, палладий/серебро, кобальт/цирконий, никель, предпочтительно нанесенные на кислотный носитель, который предпочтительно находится в форме кислотного водорода. Термин «форма кислотного водорода» означает, что по меньшей мере 50% или более ионообмениваемых катионов представляют собой ионы водорода(+) (известные так же как «Н+» или «протон»). Катализаторы, содержащие металл IB группы, содержат от 10% до 80%, в частности от 30% до 70%, более конкретно от 50% до 60% по массе оксида в расчете на общую массу катализатора, металла IB группы, в частности на кислотном носителе, более конкретно на носителе в форме кислотного водорода. Специфическими нелимитирующими примерами указанных катализаторов являются катализаторы, содержащие медь, медь Ренея, медь/хром, медь/цинк, медь/цинк/хром, медь/цинк/цирконий, медь/оксид кремния, медь/цинк/алюминий, медь/оксид алюминия, хромит меди, палладий/углерод, палладий/Н-морденит, палладий/оксид алюминия, палладий/оксид кремния, палладий/алюмосиликат или другие каталитические системы на основе меди. От 86,0% до 100,0%, в частности от 90,0% до 100,0%, более конкретно от 94,0% до 100,0%, еще более конкретно от 97,5% до 100,0% и еще более конкретно от 98,0% до 100,0% по массе димеров алкилбензолов превращаются в алкилбензол при температуре от 140°С до 300°С, конкретно от 185°С до 235°С и более конкретно от 185°С до 225°С.
В иллюстративном нелимитирующем примере слой каталитической перегонки (известный так же как зона каталитической перегонки) размещают в центральной части реактора каталитической перегонки ниже верхнего (где алкилбензол регенерируют в виде верхнего погона) или бокового отвода потока продукта, алкилбензола, тогда как поток сырья и водородсодержащий поток подают в реактор под слой каталитической перегонки. Указанная конфигурация позволяет потоку сырья и водороду двигаться снизу вверх через неподвижный слой и контактировать с катализатором в описанных выше условиях для гидрирования боковой цепи. В качестве альтернативы поток сырья может быть введен в реактор каталитической перегонки выше слоя каталитической перегонки и может двигаться сверху вниз через слой каталитической перегонки и контактировать с потоком водорода снизу слоя каталитической перегонки; или поток сырья может также быть введен в слой катализатора. Возможно, место входа потока сырья в реактор может регулироваться в соответствии с концентрацией сырья в потоке, например, чем выше концентрация алкилфенилового спирта в потоке сырья, тем выше может быть место подачи потока сырья. Как нелимитирующий иллюстративный пример, подходящий реактор каталитической перегонки имеет внешний диаметр от 0,01 метра до 20 метров, и в частности, от 0,5 метра до 10 метров; и высоту от 0,2 метра до 200 метров, и в частности, от 1 метра до 100 метров.
Плотность катализатора такова, что позволяет пару проходить через слой каталитической перегонки, в то же время обеспечивая достаточную площадь поверхности для контакта с катализатором и эффективного фракционирования продуктов реакции. В нелимитирующем иллюстративном примере катализаторы могут быть загружены/нанесены на различные ситчатые тарелки/тарелки-насадки и подобные предназначенные для обеспечения успешного фракционирования и поддержания в режиме захлебывания, так как жидкость в реакторе пропускают сверху вниз через ситчатые тарелки/тарелки-насадки к более низкой ситчатой тарелке/тарелке-насадке в зоне каталитической перегонки. Вещество затем фракционируют на нижней тарелке как в обычной перегонной колонне. Возможно, используют дополнительные тарелочные насадки без катализатора ниже слоя каталитической перегонки для улучшения разделения реагентов и продуктов, особенно алкилфенилового спирта и димеров/олигомеров алкилбензола, уменьшая таким образом содержание алкилфенилового спирта в нижней части реактора. Водород и остаточный поток продукта в качестве потока сырья может поступать в реактор либо выше, либо ниже указанных некаталитических тарелок. Поток сырья, содержащий более высококипящие реагенты, алкилфениловые спирты, такие как кумиловый спирт, в реакторе каталитической перегонки непрерывно контактирует с катализатором, в зоне реакции каталитической перегонки, и одновременно получаемую реакционную смесь фракционируют на неподвижном слое катализатора; более низкокипящие продукты, алкилбензолы, такие как кумол, пропускают вверх через слои катализатора и регенерируют как часть (обычно большую) верхнего погона или бокового отвода, расположенного выше слоя катализатора. Реакция гидрирования (в сочетании с дегидратацией) и фракционирование происходят одновременно на неподвижном слое катализатора, который используется как катализатор и перегонная насадка в реакторе каталитической перегонки. Непрореагировавшие алкилфениловые спирты и алкенилбензолы, оставшиеся в нижней части слоя катализатора, контактируют с катализатором для превращения в алкилбензол. Наибольшая часть алкилфениловых спиртов дегидратируется с образованием алкенилбензолов, которые существуют только как промежуточный продукт и немедленно гидрируются в слое катализатора до алкилбензолов. Выше зоны каталитической перегонки возможно использование дополнительных тарелочных насадок для обеспечения кипения алкилбензола. Потоки верхнего или бокового отвода, содержащие высокую концентрацию алкилбензола, выше слоя катализатора могут быть рециклизованы обратно для повторного использования путем стадии окисления во влагосодержащей среде для получения гидропероксида алкилбензола без стадии обезвоживания. Такой поток с большим содержанием алкилбензола может быть подвергнут стадии отделения водорода и/или воды для регенерации водорода и/или удаления воды, имеющей более высокую плотность и, возможно, сушки таким осушителем, как молекулярные сита, и затем возвращен в реактор каталитической перегонки выше слоя катализатора для дополнительного орошения/очистки. Регенерированный алкилбензол может иметь достаточно высокую степень чистоты, чтобы быть реализованным на рынке или может быть рециклизован для повторного использования при получении гидропероксида алкилбензола. Поток верхнего или бокового отвода, возможно содержащие удаленную воду и водород, содержат от 90% до 100%, в частности от 98% до 100%, и более конкретно от 99,5% до 100% по массе алкилбензола; от 0% до 10%, в частности от 0% до 5% и более конкретно от 0% до 1% по массе алкилфенилового спирта, менее примерно 5%, в частности менее 1%, и более конкретно менее 0,1% по массе алкенилбензолов; менее 5%, в частности менее 1% и более конкретно менее 0,1% по массе димеров или олигомеров алкилбензола; менее 5%, в частности менее 1%, и более конкретно менее 0,2% по массе алкилциклогексана.
Если поток сырья, содержащий кумиловый спирт, вводят в данный реактор каталитической перегонки, поток из верхнего или бокового выпусков выше слоя катализатора после удаления воды и/или водорода содержит от 90% до 100%, в частности от 98% до 100%, и более конкретно от 99,5% до 100% по массе кумола; от 0 до примерно 10%, в частности от 0% до 5%, и более конкретно от 0% до 1% по массе кумилового спирта, менее 5%, в частности менее 1%, более конкретно менее примерно 0,1% по массе альфа-метилстирола; менее примерно 5%, в частности менее 1%, и более конкретно менее 0,1% по массе димеров или олигомеров кумола; менее 5%, в частности менее 1%, и более конкретно менее 0,2% по массе изопропилциклогексана.
Без ограничения объема данного изобретения, предполагают, что механизм, который обеспечивает эффективность данного процесса, состоит в конденсации части алкилфенилового спирта или паров, содержащих алкенилбензол, в системе реакции, в которой достаточное количество водорода поглощает конденсированная жидкость и обеспечивает необходимый тесный контакт между водородом и алкилбензолом, таким как альфа-метилстирол, в присутствии катализатора, что приводит к гидрированию боковых цепей алкенилбензола.
В конкретном варианте осуществления в систему включают дефлегматор. Флегмовое число может варьироваться при скорости от 1 до 20:1. На практике для компенсации короткого слоя катализатора может быть использован более высокий коэффициент. Размер установок, доступных на рынке, обычно предусматривают длинный слой катализатора и более низкое флегмовое число и поэтому обычно получают более высокую производительность установки.
Температуру в реакторе каталитической перегонки определяет температура кипения алкилбензола при любом данном давлении. Перегонный реактор работает под таким давлением, чтобы реакционная смесь кипела в слое катализатора. Обычно может быть использовано давление в интервале от 0 фунтов/кв. дюйм до 400 фунтов/кв. дюйм, в частности от 0 фунтов/кв. дюйм до 140 фунтов/кв. дюйм (или 1-10 бар).
Для конверсии потока сырья, содержащего кумиловый спирт, давление может составлять от 0 фунтов/кв. дюйм до 400 фунтов/кв. дюйм, в частности от 5 фунтов/кв. дюйм до 300 фунтов/кв. дюйм, и более конкретно от 0 фунтов/кв. дюйм до 140 фунтов/кв. дюйм (или 1-10 бар). Понятно, что кумол кипит при примерно 152-154°С при 0 фунтов/кв. дюйм (1 бар), а при более высоком давлении температура кипения кумола будет повышаться. В иллюстративном нелимитирующем примере данный способ работает при верхнем давлении ниже 50 фунтов/кв. дюйм. Предпочтительно реактор работает при низком давлении, чтобы снизить температуру для предупреждения нежелательной полимеризации, для достижения более высокой селективности. При примерно 0 фунтов/кв. дюйм (атмосферное давление) температура в нижней части реактора выше 200°С, в верхней его части близка к 155°С и равна от 150 до 210°С в зоне каталитической перегонки. Объемная скорость подачи сырья в час (WHSV) может варьироваться в очень широких пределах в соответствии с другими параметрами и может составлять от 0,1 до примерно 10, в частности от 0,2 до 2 литров в час. WHSV, как использовано здесь, означает единицу массы сырья в час, поступающего в реактор дистилляционной реакции, на единицу массы катализатора в реакторе.
В иллюстративном примере остаточный поток продукта, подаваемый на каталитическую перегонку или в реактор с неподвижным слоем катализатора для гидрирования, содержит от 0% до 100%, в частности от 5% до 75%, и более конкретно от 10% до 40% по массе алкилфенилового спирта; от 0% до 99%, в частности от 25% до 95%, и более конкретно от 60% до 90% по массе алкилбензола; от 0% до 20%, в частности от 0% до 5% и более конкретно от 0% до 1% по массе алкенилбензола; и от 0% до 25%, в частности от 0% до 10%, и более конкретно от 0% до 5% по массе гидропероксида алкилбензола. В специфическом иллюстративном примере конкретного варианта осуществления данного изобретения остаточный поток продукта, подаваемый в реактор гидрирования, содержит от 1% до 100%, в частности от 5% до 75%, и более конкретно от 10% до 40% по массе кумилового спирта; от 0% до 99%, в частности от 25% до 95%, и более конкретно от 60% до 90% по массе кумола; от 0% до 20%, в частности от 0% до 5%, и более конкретно от 0% до 1% по массе альфа-метилстирола; от 0% до 5 мас.% в этилбензола; от 0% до 5 мас.% ди-, триизопропилбензола, этилбензола, пропилбензола, этилизопропилбензола и т.д. или их смесей; и от 0% до 25%, в частности от 0% до 10%, и более конкретно от 0% до 5% по массе пероксида кумола.
Если поток сырья в реактор каталитической перегонки, такой как остаточный поток продукта, содержит диизопропилбензол (DIPB), он может содержать малые количества, например менее 5 мас.% кумола, триизопропилбензола, этилбензола, пропилбензола, этилизопропилбензола и т.д. или их смесей. Потоки, которые совершают цикл к реакторам пероксидирования, эпоксидирования, гидрирования, имеют аналогичные свойства, вследствие побочных реакций. Обнаружено, что соединения, содержащие ортозамещенные алкилфенилы, менее предпочтительны для использования в способе согласно данному изобретению, так как они обычно менее реакционноспособны. Предпочтительно, по меньшей мере 80 мас.% алкилбензолов для использования на стадии (i) способа данного изобретения являются мета-замещенными или пара-замещенными алкилфенилами. Более предпочтительно, по меньшей мере 90 мас.%, более специфично по меньшей 95 мас.% алкилфенилов для использования в способе данного изобретения являются мета-замещенными или пара-замещенными алкилбензолами.
Для предупреждения образования менее реакционноспособных алкибензолов в способе согласно данному изобретению особенно предпочтительно, чтобы способ предусматривал дополнительную стадию, путем которой удалялась бы по меньшей мере часть менее реакционноспособных алкилбензолов. Предпочтительно указанная стадия процесса предусматривает перегонку по меньшей мере части продукта со стадии (i). Остаточный продукт может быть использован на стадии (ii). Отогнанный продукт будет содержать относительно большое количество менее реакционноспособных алкиларилов. Указанный продукт может быть направлен на установку переалкилирования, как описано выше. На установке переалкилирования продукт может быть превращен в продукт, содержащий более реакционноспособные соединения, или он может быть превращен в соединения, содержащие единственный алкильный заместитель в ароматической группе.
Должна быть установлена такая скорость гидрирования, чтобы она была достаточной для поддержания реакции гидрирования и возмещения потерь водорода из катализатора. В системе должно присутствовать по меньшей мере стехиометрическое количество водорода по отношению к алкенилбензолу (полученному промежуточно перед превращением в алкилбензол), чтобы быть доступным для реакции. В нелимитирующем примере небольшой избыток потока водорода обеспечивает поглощение водорода жидкостью и приводит в соответствие с указанным характером реакции между газом и жидкостью.
Гидрирование, проводимое в реакторе каталитической перегонки, требует меньшего парциального давления водорода, необходимого в прежних жидкофазных способах для потоков указанного типа, но дает такой же или лучший результат. Таким образом, капиталовложения и эксплуатационные расходы для данного способа гидрирования значительно ниже, чем для способов на прежнем уровне техники. Более низкое парциальное давление водорода позволяет использовать более активный катализатор при более низких температурах без избыточного гидрирования ароматической части продукта.
Данная реакция каталитической перегонки имеет преимущество также вследствие того, что реакция идет одновременно с перегонкой, благодаря чему начальные продукты реакции и другие компоненты потока удаляют из зоны реакции так быстро, как только возможно, уменьшая вероятность побочной(ых) реакции(й). Более того, поскольку все компоненты кипят, температуру реакции регулирует температура кипения смеси, в системе, находящейся под давлением. Теплота реакции просто приводит к большему выкипанию, но не повышает температуру при данном давлении. В результате эффективный контроль за скоростью реакции и распределением продуктов может быть достигнут путем регулирования давления системы. Таким образом, отлаживание производительности дает дополнительный контроль распределения продукта и до некоторой степени контроль за побочными реакциями, такими как гидрирование ароматического кольца, димеризация и олигомеризация. Дополнительное преимущество состоит в том, что в указанной реакции в результате каталитической перегонки достигается моющий эффект благодаря горячему орошению катализатора, уменьшая таким образом образование полимера и спекание катализатора. Горячее орошение может варьироваться в интервале 0,2-20 L/D (масса жидкости ниже слоя катализатора/масса дистиллята).
Материал катализатора, использованного в процессе гидрирования, зависит как от катализатора, так и от перегонной насадки. Конкретный материал катализатора может быть любой формы, структуры или размера, которые дают достаточную площадь поверхности для обеспечения приемлемой скорости реакции. Это может быть порошок, маленькие комки или фрагменты неправильной формы, мелкие шарики и подобные и их композиции. Нелимитирующими примерами структуры слоев для каталитической перегонки являются распределение частиц материала катализатора внутри пористой пластинки или сетки для размещения катализатора и обеспечения перегонных поверхностей в форме проволочной сетчатой структуры, такой как проволочная сетчатая трубчатая структура или любая другая подобная структура. Это также может быть гибкий, полужесткий открытый сетчатый трубчатый материал, такой как проволочная сетка из нержавеющей стали, наполненная частицами каталитического вещества. Специфические примеры структуры катализатора могут быть найдены в патентах США №№ 5266546, 4242530, 4443559 и 5348710.
Может быть использован любой подходящий катализатор гидрирования. Как иллюстративный вариант осуществления данного изобретения, катализатор гидрирования содержит металл, катализирующий гидрирование на твердом носителе. В одном конкретном варианте осуществления данного изобретения катализатор состоит из от примерно 0,1% до примерно 5 мас.%, в частности от примерно 0,2% до 2 мас.% металла VIII группы или соединения металла VIII группы в качестве основного каталитического компонента, одного или с промоторами и модификаторами, такой как палладий/золото, палладий/серебо, кобальт/цирконий, никель, предпочтительно нанесенные на носитель, такой как цеолит, другие молекулярные сита, оксид алюминия, огнеупорный кирпич, пемза, уголь, оксид кремния, алюмосиликат, термостойкая смола или подобное. Один иллюстративный пример подходящего каталитического материала содержит оксид палладия или палладий, предпочтительно от 0,1% до 5,0 мас.%, нанесенный на соответствующий материал носителя, такой как оксид алюминия, уголь, цеолит (такой как морденит или Н-морденит) или оксид кремния. Также может быть использован катализатор на основе меди, нанесенной на гамма-оксид алюминия, предложенный в патенте США № 4822936.
В другом конкретном варианте осуществления данного изобретения в качестве основного компонента катализатора гидрирования используют металлы IB группы Периодической таблицы элементов, такие как медь, одни или с промоторами и модификаторами, такими как хром, цинк, цирконий, алюминий, магний, редкоземельный металл, металлы VIII группы и т.д., в частности, нанесенные на носитель. Катализаторы, содержащие металл IB группы, предпочтительно содержат от 10% до 80%, в частности от 30% до 70%, более конкретно от 50% до 60% по массе оксида в расчете на общую массу катализатора, металла IB группы, в частности, на носителе. Некоторыми специфическими иллюстративными примерами являются коммерчески доступные катализатор медь на оксиде кремния Т-366 (содержащий приблизительно 54 мас.% меди на оксиде кремния в виде прессованного или отформованного экструдата), доступный из Sud Chemie; медно-хромитный катализатор G-22/2, доступный из Sud Chemie; и катализатор Cu/Zn/Zr, полученный согласно примеру 3 патента США 5475159, и подобные. Также могут быть использованы комбинации указанных катализаторов. Найдено, что указанные катализаторы дают хорошие результаты при относительно низкой температуре. В одном нелимитирующем иллюстративном варианте осуществления данного изобретения на стадии превращения алкилфенилового спирта в алкилбензол указанные катализаторы предпочтительно используют при температуре от 100°С до 250°С. Указанные катализаторы могут содержать от 5 мас.% до 80 мас.% меди, вычисленных как оксид, в расчете на общую массу катализатора. Дополнительно указанные катализаторы предпочтительно содержат от 10 мас.% до 80 мас.% цинка, вычисленных как оксид, в расчете на общую массу катализатора. Конкретный пример катализатора содержит от 10 мас.% до 80 мас.% меди, вычисленных как оксид, в расчете на общую массу катализатора, от 10 мас.% до 80 мас.% цинка, вычисленных как оксид, в расчете на общую массу катализатора, и от 0,1 мас.% до 20 мас.% редкоземельного элемента, вычисленных как оксид, в расчете на общую массу катализатора. Дополнительный предпочтительный катализатор содержит от 10 мас.% до 80 мас.% меди, вычисленных как оксид, в расчете на общую массу катализатора, от 10 мас.% до 80 мас.% цинка, вычисленных как оксид, в расчете на общую массу катализатора, и от 0,05 мас.% до 30 мас.% алюминия, вычисленных как оксид, в расчете на общую массу катализатора. Дополнительный предпочтительный катализатор содержит от 10 мас.% до 80 мас.% меди, вычисленных как оксид, в расчете на общую массу катализатора, от 10 мас.% до 80 мас.% цинка, вычисленных как оксид, в расчете на общую массу катализатора, и от 0,05 мас.% до 30 мас.% циркония, вычисленных как оксид, в расчете на общую массу катализатора. Другой предпочтительный катализатор содержит от 10 мас.% до 80 мас.% меди, вычисленных как оксид, в расчете на общую массу катализатора, от 10 мас.% до 80 мас.% цинка, вычисленных как оксид, в расчете на общую массу катализатора, от 0,05 мас.% до 30 мас.% циркония в расчете на общую массу катализатора и от 0,05 мас.% до 30 мас.% алюминия, вычисленных как оксид, в расчете на общую массу катализатора. Дополнительный предпочтительный катализатор содержит от 10 мас.% до 80 мас.% меди, вычисленных как оксид, в расчете на общую массу катализатора, от 10 мас.% до 80 мас.% цинка, вычисленных как оксид, в расчете на общую массу катализатора, от 0,05 мас.% до 30 мас.% магния в расчете на общую массу катализатора и от 0,1 мас.% до 20 мас.% редкоземельного элемента, вычисленных как оксид, в расчете на общую массу катализатора.
Катализатор в зоне каталитического окисления может быть измельчен, подготовлен и предварительно активирован следующим нелимитирующим иллюстративным способом. Катализатор измельчают и частицы сортируют по соответствующим размерам, например 6-20 меш. Катализатор медленно восстанавливают нагреванием до температуры, например, примерно 150-180°С/мин со скоростью от примерно 1°С/мин до примерно 10°С/мин, в частности от примерно 1,5°С/мин до примерно 5°С/мин при пропускании от примерно 0,001% до примерно 0,1%, в частности от примерно 0,02% до 0,10 мас.% водорода в азоте со скоростью 1-200, в частности, 2-30 л/час. Катализатор восстанавливают при 150-180°С 1-10 часов и затем содержание водорода в азоте удваивают каждые 1-5 часов, пока газ не достигнет 1-10, в частности 2-5 мас.%-ного содержания водорода в азоте. Катализатор окончательно восстанавливают от одного до пяти часов и затем охлаждают в потоке газа. После охлаждения реактор закрывают, исключая доступ воздуха и поток газа прекращают. Реактор открывают в атмосфере, наполненной азотом, и катализатор и карбид кремния отделяют просеиванием через сито.
Частицы восстановленного катализатора размером 6-20 меш, полученные вышеописанным способом, загружают на слой носителя, изготовленный в виде пористой пластины или сита, в перегонный реактор в атмосфере, наполненной азотом. Для нанесения частиц катализатора может быть также использована стеклянная вата. Для поддерживания давления от 0 до 450 фунтов/кв. дюйм (обычно от 0 до 150 фунтов/кв. дюйм) через регулятор подачи добавляют газообразный водород. Скорость потока регулируют таким образом, чтобы поддерживать двойное количество водорода по отношению к требуемому для реакции стехиометрическому количеству. Поток сырья, содержащий алкилфениловый спирт, такой как поток, содержащий (например, 10-40 мас.%) 2-фенил-2-пропанола (кумилового спирта), вводят в дистилляционный реактор ниже слоев катализатора. Нижнюю секцию дистилляционного реактора погружают в нагреватель и затем температуру поднимают до закипания жидкости в зоне дистилляционной реакции, содержащей катализатор. Более низкокипящий алкилбензол, такой как кумол, и воду, отгоняют из верхней части колонны. Дополнительный алкилфениловый спирт, такой как поток, содержащий кумиловый спирт, непрерывно прибавляют с небольшим избытком водорода, чтобы заместить количество алкилфенилового спирта, такого как кумиловый спирт, который превращается в алкилбензол, такой как кумол, и отгоняется. Продукт, алкилфенол, такой как кумол, легко отделяют от водной фазы, имеющей более высокую плотность. Он может быть затем высушен молекулярными ситами или другими подходящими осушителями. Полученный алкилбензол, такой как кумол, имеет чистоту более 98 мас.%, предпочтительно более 99 мас.%. В алкилбензоле, таком как продукт кумол, не обнаружено определяемых количеств алкилфенилового спирта, такого как кумиловый спирт (<0,01 мас.%). При желании, осадки могут быть удалены, возможно, разбавлены кумолом и направлены на неподвижный слой реактора гидрирования для получения дополнительного количества алкилбензола, такого как кумол.
Как нелимитирующий конкретный вариант осуществления, гидрирование на неподвижном слое ведут в режиме без одновременной перегонки, то есть не может быть использован режим каталитической перегонки, который предусматривает контактирование продукта реакции с водородом при температуре от 100°С до 330°С, предпочтительно от 140°С до 300°С, предпочтительно от 160°С до 280°С, предпочтительно от 180°С до 260°С, и давлении от 0,1 до 100·105 N/м2, более предпочтительно от 0,1 до 50·105 N/м2, наиболее предпочтительно от 0,1 до 30·105 N/м2. Отношение контактируемых (моль/моль) водорода к алкилфениловому спирту предпочтительно составляет по меньшей мере 0,5, более предпочтительно по меньшей мере 1,0, наиболее предпочтительно по меньшей мере 1,4.
После гидрирования продукт гидрирования, содержащий алкилбензол, такой как кумол или диизопропилбензол, может быть целиком или частично рециклизован для повторного использования. Если рециклизуют только часть продукта гидрирования, желаемая фракция может быть отделена любым известным способом, приемлемым для конкретного специалиста в данной области.
Изобретение будет проиллюстрировано следующими иллюстративными вариантами осуществления, которые даны только для иллюстративных целей и не имеют в виду ограничить объем данного изобретения.
Иллюстративные варианты осуществления
Иллюстративный вариант осуществления I - Получение алкиленоксида и кумилового спирта
IA.
Катализатором эпоксидирования был катализатор, содержащий титан на оксиде кремния, который был получен, как описано в примере согласно указанию патента ЕР-А-345856.
Катализатором гидрирования был катализатор, содержащий медь, цинк и цирконий, полученный согласно примеру 3 патента США-А-5475159.
Свежий кумол и рециклизованный кумол подавали в реактор. В течение 8 часов в нижнюю часть реактора барботировали воздух, выходивший из верхней части реактора. Во время реакции реактор охлаждали. Полученный продукт реакции содержал 28 мас.% гидропероксида кумола, 70 мас.% кумола и 2 мас.% других соединений.
Реакционную смесь, содержащую примерно 6 молей 1-октена на моль гидропероксида кумола, подавали в реактор, содержавший свежий катализатор эпоксидирования, описанный выше, при температуре 40°С. Оксид октена отделяли. Было обнаружено, что 55 мас.% 1-октена было превращено в оксид октена.
IB.
Свежий этилбензол и рециклизованный этилбензол подавали в реактор. В течение 8 часов нижнюю часть реактора барботировали воздухом, выходившим из верхней части реактора. Во время реакции реактор охлаждали вследствие экзотермического характера окисления. Полученный продукт реакции содержал 10 мас.% гидропероксида этилбензола, 88 мас.% этилбензола и 2 мас.% других соединений.
Реакционную смесь, содержащую примерно 6 молей 1-октена на моль гидропероксида этилбензола, подавали в реактор, содержащий свежий катализатор эпоксидирования, описанный в примере 1, при температуре 40°С. Оксид октена отделяли. Было найдено, что 41 мас.% 1-октена был превращен в оксид октена.
II. Иллюстративный вариант осуществления II - Каталитическая перегонка кумилового спирта с образованием кумола
IIA. Получение катализатора гидрирования
IIA(i). Получение катализатора гидрирования, катализатора Т-366
Коммерчески доступный катализатор медь на оксиде кремния, Т-366, доступный из Sud Chemie, дополнительно обрабатывали для экспериментов в режиме каталитической перегонки следующим образом.
Пять грамм катализатора Sud Chemie T-366 медь на оксиде кремния (таблетки 3 мм) размельчали и сортировали в частицы размером 6-20 меш. Катализатор смешивали с 45 граммами карбида кремния размером 80 меш и помещали в центр трубки реактора из нержавеющей стали длиной 69 см между гранулами SiC размером 20 меш и стеклянной ватой. Трубка реактора имела внутренний диаметр 1,5 см. Катализатор медленно восстанавливали нагреванием частиц катализатора со скоростью 3°С в минуту от 20°С до 180°С при пропускании 0,05 мас.%-ного водорода в азоте со скоростью 10 л/час. Катализатор восстанавливали при 180°С в течение 2 часов и затем содержание водорода в азоте удваивали каждые 2 часа до достижения 3,2 мас.%. Катализатор восстанавливали в течение последнего двухчасового периода, а затем охлаждали, поддерживая поток газа. После охлаждения реактор закрывали без доступа воздуха ко входу и прекращали подачу потока газа. Реактор открывали в наполненном азотом отводном боксе и катализатор и карбид кремния отделяли просеиванием на сите.
IIA(ii). Получение катализатора гидрирования, катализатора Pd-морденит
Смесь 1500 грамм морденита натрия (имеющего следующие параметры: площадь поверхности 430 квадратных метров на грамм; средний размер кристаллита около 1 микрона; адсорбционное поглощение циклогексана 7,6 см3/г; и молярное отношение оксида кремния к оксиду алюминия 11,1), 9000 грамм нитрата аммония и 15 литров 1,5 М азотной кислоты нагревали до 50°С и перемешивали в течение пяти часов. Твердое вещество отфильтровывали и промывали 25 литрами деионизированной воды. Указанную обработку морденита нитратом аммония в азотной кислоте повторяли дважды, каждый раз со свежими нитратом аммония и азотной кислотой. После каждой обработки твердое вещество отфильтровывали, промывали водой и сушили в течение ночи при 120°С. К цеолиту прибавляли палладий до уровня 0,35 мас.% обработкой водным раствором, содержащим нитрат тетрааминопалладия и избыток нитрата аммония, полученный растворением 6,55 грамма нитрата тетрааминопалладия в 308 граммах деионизированной воды и прибавлением к указанному раствору 4,92 грамма нитрата аммония. В растворе палладия затем размельчали 1083 грамма деалюминированного морденита, характеризующегося LOI (потери при сжигании при 750°С за 2 часа) 10,6%. Морденит, содержащий палладий, равномерно перемешивали и затем прибавляли 338 грамм оксида алюминия псевдобоемита (Catapal B, коммерчески доступный из Vista Chemical Company) c LOI 28,4% и продолжали перемешивать. Смесь экструдировали, 1,6 мм экструдаты сушили на воздухе в течение 16 часов при 125°С и затем кальцинировали в потоке воздуха при 500°С в течение двух часов. Катализатор измельчали, сортировали до частиц (размером) 6-20 меш и затем дополнительно гидрировали, используя способ, описанный в IIA(i) выше для экспериментов в режиме каталитической перегонки.
II(B). Каталитическая перегонка
II(B)(i). Использование катализатора Т-333
Частицы (размером) 6-20 меш восстановленного катализатора Т-366, полученные способом, описанным в иллюстративном варианте осуществления II(A)(i), вводили в зону орошения толстостенной колонки Вигре длиной 31 см с внутренним диаметром 1,5 см внутри наполненного азотом рукавного бокса. Для нанесения частиц катализатора использовали маленький кусочек стеклянной ваты. Колонку присоединяли к толстостенной круглодонной колбе емкостью 250 мл, которая служила нижней частью реактора каталитической перегонки. Через регулятор подачи в аппарат добавляли газообразный водород для поддерживания давления от 1 до 10 бар. Устанавливали такую скорость потока, чтобы поддерживать двойное количество водорода от требуемого для реакции стехиометрического количества. В круглодонную колбу емкостью 250 мл, содержащую на дне брусок магнитной мешалки, прибавляли 50 грамм 2-фенил-2-пропанола (кумилового спирта) из Avacado Chemical. Колбу, содержащую кумиловый спирт, опускали в нагреватель и затем поднимали температуру до закипания жидкости в колонке Вигре, содержащей катализатор. Более низкокипящие кумол и воду отгоняли из верхней части колонки. Непрерывно дополнительно прибавляли кумиловый спирт со слабым молярным избытком водорода, чтобы возмещать то количество кумилового спирта, которое превращали в кумол и отгоняли. Продукт кумол легко отделяли от водной фазы, имеющей более высокую плотность. Он мог быть затем высушен молекулярными ситами 3Å. Результаты приведены в таблице 2 ниже. Как показано, полученный верхний поток продукта (после удаления воды) представлял собой кумол с чистотой >99,5 мас.%. В кумоле-продукте не было найдено следов кумилового спирта (<0,1 мас.%). При желании, осадки могут быть удалены, возможно разбавлены кумолом и направлены на неподвижный слой реактора гидрирования для получения дополнительного количества кумола.
II(B)(ii). Каталитическая перегонка с использованием катализатора Pd-морденит
Восстановленный катализатор Pd-морденит, полученный по приведенному выше способу иллюстративного варианта осуществления II(A)(ii), вводили в зону орошения толстостенной колонки Вигре длиной 31 см с внутренним диаметром 1,5 см внутри наполненного азотом рукавного бокса. Проводили те же процедуры, что описаны в II(A)(i) и II(A)(ii) выше для установки и проведения каталитической перегонки. Результаты приведены в таблице 3 ниже. Как показано, полученный головной поток продукта после удаления воды представлял собой кумол с чистотой >99,6 мас.%. В продукте-кумоле не было найдено следов кумилового спирта (<0,1 мас.%). При желании, осадки могут быть извлечены, возможно перегнаны для удаления легкокипящих соединений (которые могут быть рециклизованы обратно в реактор каталитической перегонки) и затем возможно разбавлены свежим кумолом или продуктом-кумолом и направлены на неподвижный слой реактора гидрирования для получения дополнительного количества кумола, как показано в иллюстративном варианте осуществления III ниже.
III. Иллюстративный вариант осуществления III(A) - гидрокрекинг димеров кумола
Нижний поток из приведенного выше II(B)(i) перегоняли для получения смеси с большим содержанием димера кумола, которую разбавляли кумолом и подавали на неподвижный слой гидрирования, наполненный катализатором Т-366, как описано в II(A)(i) выше для гидрокрекинга в условиях, представленных в таблице 4. Результаты приведены в таблице 5.
III. Иллюстративный вариант осуществления III(B) - Гидрокрекинг димеров кумола
Нижний поток из приведенного выше II(B)(i) перегоняли, получая смесь с большим содержанием димера кумола, которую разбавляли кумолом и подавали на неподвижный слой гидрирования, наполненный подкисленным катализатором палладий на Н-мордените, как описано в II(B)(i) выше для гидрокрекинга в условиях, указанных в таблице 6. Результаты приведены в таблице 7.
Интервалы и ограничения, указанные в данном описании и формуле изобретения, считаются конкретными указаниями и четко подтверждают данное изобретение. Однако понятно, что другие интервалы и ограничения, которые осуществляют, по существу, те же функции, по существу, таким же образом для получения тех же или, по существу, тех же результатов, входят в область данного изобретения, определенную описанием и формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛБЕНЗОЛА | 2004 |
|
RU2340587C2 |
| ГИДРОКРЕКИНГ ДИФЕНИЛАЛКАНОВ | 2004 |
|
RU2331622C2 |
| СПОСОБ ПОЛУЧЕНИЯ КУМОЛА | 2020 |
|
RU2809251C2 |
| ПОЛУЧЕНИЕ СОЕДИНЕНИЙ ОКСИРАНА | 2001 |
|
RU2282625C2 |
| Способ получения фенола | 1989 |
|
SU1839668A3 |
| СПОСОБ ДЛЯ ПРОИЗВОДСТВА ПРОПИЛЕНОКСИДА | 2017 |
|
RU2738231C2 |
| БЕЗОТХОДНЫЙ ЭКОНОМИЧНЫЙ СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛА И АЦЕТОНА | 1996 |
|
RU2125038C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛЕНОКСИДОВ | 2003 |
|
RU2320651C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТИРОЛА | 2003 |
|
RU2315760C2 |
| УСОВЕРШЕНСТВОВАНИЯ В ОТНОШЕНИИ ПРОИЗВОДСТВА АЛКИЛЕНОКСИДА | 2014 |
|
RU2655160C2 |
Изобретение относится к способу получения алкиленоксида. Предложенный способ получения алкиленоксида включает следующие стадии: (i) окисление алкилбензола с образованием потока, содержащего гидропероксид алкилбензола; (ii) контактирование, по меньшей мере, части гидропероксида алкилбензола, полученного на стадии (i), с олефином с образованием потока продукта, содержащего алкиленоксид; (iii) выделение соединения алкиленоксида из потока продукта со стадии (ii) с образованием (а) остаточного потока продукта, содержащего алкилфениловый спирт, и (b) алкиленоксида; (iv) подачу, по меньшей мере, части остаточного потока продукта, содержащего алкилфениловый спирт, в реактор, снабженный зоной каталитической перегонки, и одновременно в реакторе: (а) контактирование остаточного потока продукта, содержащего алкилфениловый спирт, с водородом в зоне каталитической перегонки для превращения алкилфенилового спирта в остаточном потоке продукта в алкилбензол и образования реакционной смеси; и (b) выделение алкилбензола из реакционной смеси фракционной перегонкой; (v) извлечение потока, содержащего алкилбензол и имеющего более низкую концентрацию алкилфенилового спирта, чем поток сырья из реактора в месте выше зоны каталитической реакции; извлечение из реактора в месте ниже зоны каталитической перегонки нижнего потока, содержащего димер(ы) алкилбензола; и (viii) рециклизацию, по меньшей мере, части алкилбензола, полученного из (iv)(b) и/или (vi) на стадию (i). Технический результат - разработка более эффективного способа, объединяющего множество стадий процесса превращения алкилфенилового спирта в алкилбензол. 2 н. и 9 з.п. ф-лы, 7 табл.
(i) окисление алкилбензола с образованием потока, содержащего гидропероксид алкилбензола,
(ii) контактирование по меньшей мере части гидропероксида алкилбензола, полученного на стадии (i), с олефином с образованием потока продукта, содержащего алкиленоксид,
(iii) отделение соединения алкиленоксида от потока продукта со стадии (ii) с образованием (а) остаточного потока продукта, содержащего алкилфениловый спирт, и (b) алкиленоксида,
(iv) подачу по меньшей мере части остаточного потока продукта, содержащего алкилфениловый спирт, в реактор, снабженный зоной каталитической перегонки, и совместно в реакторе:
(a) контактирование остаточного потока продукта, содержащего алкилфениловый спирт, с водородом в зоне каталитической перегонки для превращения алкилфенилового спирта в остаточном потоке продукта в алкилбензол и образования реакционной смеси, и
(b) выделение алкилбензола из реакционной смеси фракционной перегонкой.
(v) извлечение потока, содержащего алкилбензол и имеющего меньшую концентрацию алкилфенилового спирта, чем поток сырья из реактора в месте, расположенном выше зоны каталитической реакции;
(vi) извлечение из реактора в месте, расположенном ниже зоны каталитической перегонки, нижнего потока, содержащего димер(ы) алкилбензола;
(vii) превращение димера(ов) алкилбензола в нижнем потоке из (vi) в алкилбензол; и
(viii) рециклизацию по меньшей мере части алкилбензола, полученного из (v) и/или (vii) на стадию (i).
(a) подача потока сырья, содержащего алкилфениловый спирт, в реактор, снабженный зоной каталитической перегонки;
(b) совместно в реакторе:
(i) контактирование потока сырья, содержащего алкилфениловый спирт, с водородом в присутствии катализатора, содержащего металл VIII группы или IB группы, в зоне каталитической перегонки для превращения алкилфенилового спирта в алкилбензол и образования реакционной смеси; и
(ii) выделение алкилбензола из реакционной смеси фракционной перегонкой с образованием в месте выше зоны каталитической перегонки потока, содержащего алкилбензол, имеющего меньшую концентрацию алкилфенилового спирта, чем поток сырья из реактора в месте выше зоны каталитической реакции;
(c) извлечение из реактора в месте ниже зоны каталитической перегонки нижнего потока, содержащего димер(ы) алкилбензола; и
(d) превращение димера(ов) алкилбензола в нижнем потоке из (с) в алкилбензол в присутствии катализатора, содержащего металл, выбранный из группы, состоящей из металла VIII группы и металла IB группы.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Фильтр водозаборной скважины | 1983 |
|
SU1208155A1 |
| ЕР 1243585 А, 25.09.2002 | |||
| US 5905178 А, 18.05.1999 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ГИДРИРОВАНИЯ αМЕТИЛСТИРОЛА | 1998 |
|
RU2138475C1 |

