Область изобретения
Настоящее изобретение относится к способу получения алкилбензола из алкиларилового спирта. В частности, настоящее изобретение относится к способу получения кумола из кумилового спирта.
Уровень техники
Известно, что алкилбензолы можно получать из алкилариловых спиртов дегидратацией и гидрогенолизом. При этом в результате дальнейших превращений алкилбензола в ходе процесса образуются заметные количества нежелательных побочных продуктов.
Известно также, что кумол можно получать из кумилового спирта (известного также как 2-фенил-2-пропанол) многостадийным способом, который включает его дегидратацию в α-метилстирол с последующим гидрированием до кумола гидрогенолизом в неподвижном слое и фракционную дистилляцию с выделением кумола. В качестве нежелательных побочных продуктов образуются значительные количества изопропилциклогексана и димера кумола, поскольку альфа-метилстирол («AMS») и кумол после их получения могут задерживаться в слое катализатора гидрирования (перед тем, как покинуть слой катализатора), что приводит к их дальнейшему гидрированию или димеризации.
Патенты US 6455712, WO 02/48126, WO 02/48125 и WO 02/48127, Shell Oil Company, раскрывают способ взаимодействия с олефином алкиларилгидропероксидов (типа получаемых из кумола или диалкиларилов) с образованием потока продуктов, содержащих оксирановое соединение и алкиларилгидроксильное соединение, например кумиловый спирт (также известный как 2-фенил-2-пропанол) или п-ди-(2-гидрокси-2-пропил)бензол или 2-пропил-3-(2-гидрокси-2-пропил)бензол. Алкиларилгидроксильные соединения дегидратируют и гидрируют с образованием алкиларилов с последующей фракционной дистилляцией для выделения алкиларилов, таких как кумол или диалкиларил. В качестве нежелательного побочного продукта образуется 0,1-10 мас.% изопропилциклогексана. Эту примесь трудно отделить от кумола фракционной дистилляцией из-за близости их температур кипения.
WO 01/70714, Sumimoto, описывает способ окисления кумола до пероксида изопропилбензола как переносчика кислорода для эпоксидирования пропилена с образованием пропиленоксида и кумилового спирта. Кумиловый спирт дегидратируют и гидрируют через стадию гидрогенолиза до кумола и возвращают для повторного использования. В ходе гидрогенолиза до 5 мас.% кумола димеризуется с образованием нежелательного побочного продукта - димера кумола.
Поэтому желательно разработать более эффективный способ, который позволит осуществить многостадийный процесс с меньшим числом стадий и при этом получать более чистый кумол с меньшим количеством нежелательных побочных продуктов.
Краткое описание изобретения
Настоящее изобретение относится к способу получения алкилбензола со структурой R1R2CH(Ph) из алкилфенилового спирта (также известного как алкилариловый спирт) со структурой R1R2C(Ph)OH, в которой R1 и R2 представляют водород или углеводородную группу с 1-10 атомами углерода и по меньшей мере один из R1 и R2 не является водородом, причем способ включает стадии:
(а) подача исходного потока, содержащего алкилфениловый спирт со структурой R1R2C(Ph)OH, в реактор с зоной каталитической дистилляции;
(b) одновременно в реакторе:
(i) контактирование с водородом исходного потока, содержащего R1R2C(Ph)OH, в зоне каталитической дистилляции для превращения R1R2C(Ph)OH в R1R2C(Ph)H в присутствии катализатора, содержащего металл VIII группы или группы IB, и
(ii) отделение R1R2C(Ph)H от реакционной смеси (i) фракционной дистилляцией для получения в месте выше зоны каталитической дистилляции потока, содержащего R1R2C(Ph)H с пониженной концентрацией R1R2C(Ph)OH по сравнению с исходным потоком, в виде верхнего погона из реактора с колонной дистилляции.
Многочисленные примеры алкилариловых спиртов включают кумиловый спирт, фенилэтиловый спирт и орто-, мета- или пара-ди-(2-гидрокси-2-пропил)бензол, а примерами алкилбензолов являются кумол, диэтилбензол и мета-, орто- или пара-ди-(изопропил)бензол.
Краткое описание фигуры
Чертеж содержит технологическую схему одного из вариантов изобретения.
Подробное описание изобретения
Настоящее изобретение относится к улучшенному способу превращения алкилфенилового спирта в алкилбензол. На чертеже схематически показана упрощенная технологическая схема варианта каталитической реакции с дистилляцией. Способ включает подачу исходного потока 101, содержащего алкилфениловый спирт, в зону подачи каталитического дистилляционного реактора, контактирование исходного потока, содержащего алкилариловый спирт, с неподвижным слоем катализатора 106 для одновременного осуществления одностадийной реакции дегидратации-гидрирования, фракционирования и удаления более низкокипящих алкилбензолов, образовавшихся в зоне каталитической дистилляции, путем дистилляции до того, как они превратятся в алкилциклогексан или димеры алкилфенилового спирта, в то время как непрореагировавший алкилариловый спирт или алкилариловый спирт продолжает возвращаться в виде флегмы в зону каталитической дистилляции 105, содержащую катализатор, до тех пор, пока они не превратятся в алкилбензол. Нагреватель с теплоносителем 104 можно использовать для подвода тепла, необходимого для осуществления реакции с дистилляцией.
Этот вариант проведения каталитической дистилляции имеет то преимущество, что повышает селективность образования алкилбензола, например кумола, благодаря непрерывному удалению продукта - алкилбензола фракционной дистилляцией в каталитическом дистилляционном реакторе. Непрерывная каталитическая дистилляция с одновременным протеканием каталитической реакции и фракционированием продукта имеет то преимущество, что температуры кипения большинства алкилфениловых спиртов выше, чем температуры кипения соответствующих алкилбензолов. Преимуществом настоящего изобретения является то, что уменьшаются требуемые капиталовложения благодаря проведению повторных реакций дегидратации и каталитического гидрогенолиза, а также стадий дистилляции в одном реакторе без отдельного реактора гидрирования с необходимым теплообменным оборудованием и системой регулирования. Комбинация каталитической дистилляции с реакцией каталитического гидрирования приводит к повышенной селективности по насыщенной алкенильной цепи, образовавшейся при дегидратации алкиларилового спирта, без гидрирования ароматических связей.
Не ограничивая объем настоящего изобретения, алкилариловый спирт имеет состав R1R2C(Ph)OH, а полученный алкилбензол имеет структуру R1R2C(Ph)H, где R1 и R2 представляют водород или углеводородную группу с 1-10 атомами углерода и по меньшей мере один из R1 и R2 не является водородом.
В предпочтительном варианте настоящего изобретения алкилариловый спирт представляет собой кумиловый спирт и полученный алкилбензол является кумолом. Приведенная ниже таблица 1 показывает, что кумол имеет более низкую температуру кипения, чем кумиловый спирт и димеры кумола - 2,3-диметил-2,3-дифенилбутан и 2-метил-2,4-дифенилпентан и т.д. Поэтому полученный кумол выделяют из верхнего погона 102 или бокового погона над слоем катализатора 105 выше зоны каталитической дистилляции, оставляя кумиловый спирт для реакции в слое катализатора 105. Все димеры кумола с наиболее высокими температурами кипения остаются в нижней секции реактора и не попадают в верхние погоны из реактора. Смесь в кубе реактора 103, которая может содержать димеры кумола, можно отводить в виде нижнего потока 107.
В другом предпочтительном варианте настоящего изобретения алкилариловый спирт представляет собой кумиловый спирт, а полученный алкилбензол - кумол. Алкилариловым спиртом может также быть этилфениловый спирт (известный также как 1-гидроксил-1-фенилэтан или гидроксиэтилбензол), а полученный алкилбензол - этилбензолом. В еще одном предпочтительном варианте настоящего изобретения алкилариловый спирт представляет собой орто-, мета- или пара-ди-(2-гидрокси-2-пропил)бензол, 4-(2-гидрокси-2-пропил)кумол, 3-(2-гидрокси-2-пропил)кумол, 2-(2-гидрокси-2-пропил)кумол или их смесь, которая приводит к алкилбензолам - мета-, орто-, пара-ди-(изопроил)бензолам или их смесям. В частности, алкилариловый спирт может быть пара-ди-(2-гидрокси-2-пропил)бензолом, а алкилбензол - пара-ди-(изопропил)бензолом.
В предпочтительном варианте настоящего изобретения менее примерно 1,0, предпочтительно примерно 0,5 и более предпочтительно менее примерно 0,2 мас.% полученного алкилбензола превращается в алкилциклогексан (R1R2СН(циклогексан)) и менее примерно 0,1, предпочтительно менее примерно 0,05 и более предпочтительно менее примерно 0,01 мас.% полученного алкилбензола превращается в побочные продукты в виде димеров или полимеров алкилбензола.
В предпочтительном варианте любые тяжелые димеры или полимеры алкилбензолов, например димеры кумола, полученные каталитической дистилляцией и имеющие более высокие температуры кипения, чем алкилбензолы и алкилариловые спирты, переходят в куб каталитического дистилляционного реактора 103. Димеры или олигомеры реактора 103 можно отбирать из куба в виде части нижнего потока 107 и можно затем необязательно подвергать гидрокрекингу, например, в неподвижном слое с образованием большего количества алкилбензолов типа кумола. Необязательно нижний поток фракционировать для удаления алкилфенилового спирта, алкенилбензола и/или алкилбензола, которые необязательно возвращают до гидрокрекинга обратно в каталитический дистилляционный реактор. Необязательно димеры или олигомеры гидрировать/подвергать гидрокрекингу в кубе реактора. Примеры побочных продуктов - димеров, получившихся при димеризации кумола, включают 2,3-диметил-2,3-дифенилбутан и 2-метил-2,4-дифенилпентан. Примеры подходящих катализаторов гидрирования и гидрокрекинга для превращения димеров алкилбензолов в алкилбензол, например превращения 2,3-диметил-2,3-дифенилбутана и 2-метил-2,4-дифенилпентана в кумол, включают катализаторы, содержащие металлы VIII группы или IB группы на носителе, особенно содержащие медь, палладий, платину и никель на носителе. Примеры носителей включают силикагель, алюмосиликат и цеолит, например морденит, Na/Y-морденит, Н-морденит, бета-цеолит, Н-бета-цеолит, цеолит Y, цеолит H-Y и т.п. В одном частном варианте настоящего изобретения катализаторы содержат от примерно 0,1 до примерно 5 мас.%, предпочтительно от примерно 0,2 до 2 мас.% в расчете на массу металла по отношению к общей массе катализатора, металла VIII группы или соединения металла VIII группы в качестве главного компонента катализатора, одного или с промоторами и модификаторами типа палладий/золото, палладий/серебро, кобальт/цирконий, никель, преимущественно нанесенный на кислотный носитель, предпочтительно нанесенный на носитель в кислой водородной форме. Термин «кислая водородная форма» означает, что 50% или больше катионов, способных к обмену, представляют собой ионы водорода (+) (также известные как «Н+» или «протон»). Катализаторы, содержащие металлы IB группы, предпочтительно содержат от примерно 10% до примерно 80%, в частности от примерно 30% до примерно 70%, более предпочтительно от примерно 50% до примерно 60%, рассчитанных как масса оксидной основы к общей массе катализатора, металла IB группы предпочтительно на кислотном носителе, более предпочтительно на носителе в кислой водородной форме. Примерами таких катализаторов являются катализаторы, содержащие медь, медь Рэнея, медь/хром, медь/цинк, медь/цинк/хром, медь/цинк/цирконий, медь/кремнезем, медь/цинк/алюминий, медь/оксид алюминия, палладий/углерод, палладий/Н-морденит и другие каталитические системы на основе меди. От примерно 86,0% до примерно 100,0%, предпочтительно от примерно 90,0% до примерно 100,0%, более предпочтительно от примерно 94,0% до примерно 100,0%, еще более предпочтительно от примерно 97,5% до примерно 100,0% и еще более предпочтительно от примерно 98,0% до примерно 100,0% по массе димеров алкилбензолов превращается в алкилбензол при температуре от примерно 140°С до примерно 300°С, предпочтительно от примерно 185°С до примерно 235°С и более предпочтительно от примерно 185°С до примерно 225°С.
В качестве примера для иллюстрации слой для каталитической дистилляции (известный также как зона каталитической дистилляции с катализаторами) 105, заштрихованная площадь на чертеже, расположен в центре каталитического дистилляционного реактора в точке ниже верхней позиции 110 (где выделяют алкилбензол в виде верхнего погона) или бокового погона потока алкилбензола, причем исходный поток и водородсодержащий поток 108 подают в реактор ниже слоя каталитической дистилляции 105. Такая конфигурация позволяет исходному потоку и водороду двигаться вверх по слою и контактировать с катализатором в условиях, приведенных для гидрирования боковой цепи. Альтернативно, исходный поток подают в каталитический дистилляционный реактор 105 выше слоя каталитической дистилляции 105, и тогда он движется вниз по слою каталитической дистилляции и контактирует с водородом, подаваемым ниже слоя каталитической дистилляции 105. В еще одном альтернативном варианте исходный поток входит в реактор в зону каталитической дистилляции 105. Не ограничивая объема изобретения, можно определить точку ввода исходного потока 101 в реактор в соответствии с концентрацией в исходном потоке, например чем выше концентрация алкилфенилового спирта в исходном потоке, тем выше може быть расположен ввод исходного потока 101. Примеры подходящих каталитических реактров с дистилляцией имеют внешний диаметр от примерно 0,01 м до примерно 20 м и предпочтительно от примерно 0,5 м до примерно 10 м и высоту от примерно 0,2 м до примерно 200 м и предпочтительно от примрено 1 м до примерно 100 м.
Зону каталитической дистилляции 105 можно заполнять любым способом, чтобы обеспечить достаточные условия для разделения. Неограничивающие примеры включают введение в слой 105 структурирующих добавок к каталитическому материалу. Катализатор может иметь форму и размеры как в традиционных колоннах для фракционной дистилляции и выполнять функции как катализатора, так и насадки для дистилляционной колонны. Упаковка катализатора должна позволять парам перемещаться через слой каталитической дистилляции и обеспечивать достаточную поверхность контакта.
В неогранчивающем примере для иллюстрации катализаторы можно разместить на многих тарелках и поддерживать погруженными в жидкость, которая протекает вниз через тарелки к следующим нижерасположенным тарелкам. Тогда вещество фракционируется на более низкой тарелке, как в обычной дистилляционной колонне. Необязательно ниже слоя каталитической дистилляции можно использовать дополнительные тарелки с насадкой 112 без катализатора. Эти тарелки с насадкой могут располагаться ниже ввода водородсодержащего исходного потока 108 и/или ниже ввода исходного потока 101 и иметь такую конструкцию, которая облегчала бы разделение реагентов и продуктов, особенно алкилфенилового спирта и димеров/олигомеров алкилбензола, что привело бы к уменьшению содержания алкилфенилового спирта в нижней части реактора 103. Исходный поток 101, содержащий более высококипящие реагенты - алкилариловые спирты, например кумиловый спирт, непрерывно контактирует с катализатором в слое катализатора в зоне каталитической дистилляции 105, и одновременно полученная реакционная смесь фракционируется в неподвижном слое катализатора. Более низкокипящие продукты - алкилбензолы, например кумол, проходят наверх через слои катализатора и могут быть выделены как часть (обычно как основная часть) верхнего погона или бокового погона выше слоя катализатора. Реакция гидрирования (в сочетании с дегидратацией) и фракционирование протекают одновременно на неподвижном слое катализатора, который служит и катализатором, и насадкой для каталитического дистилляционного реактора. Непрореагировавшие алкилфениловые спирты и алкенилбензолы остаются в слое катализатора, в контакте с катализатором превращаясь в алкилбензол. Большая часть алкилариловых спиртов дегидратируется с образованием алкенилбензолов, которые существуют только в потоке и сразу же гидрируются до алкилбензолов в слое катализатора. Необязательно можно использовать дополнительные тарелки/насадки 114 выше зоны каталитической дистилляции для дальнейшей очистки алкилбензола. Верхний погон 102 или боковой погон выше слоя катализатора необязательно вводят в стадию отделения водорода и/или воды для выделения водорода и/или удаления конденсата воды и необязательно сушат осушителями, например молекулярными ситами, а выделенный алкилбензол может быть использован повторно или возвращен в колонну дистилляции в точке выше зоны каталитической дистилляции в виде потока флегмы 111 для дальнейшей очистки. Верхний погон без воды или боковой погон, из которых необязательно удалены вода и водород, содержат от примерно 90% до примерно 100%, предпочтительно от примерно 98% до примерно 100% и более предпочтительно от примерно 99,5% до примерно 100 мас.% алкилбензола; от примерно 0% до примерно 10%, предпочтительно от примерно 0% до примерно 5% и более предпочтительно от примерно 0% до примерно 1 мас.% алкиларилового спирта; менее примерно 5%, предпочтительно менее примерно 1%, более предпочтительно менее 0,1 мас.% алкенилбензолов; менее примерно 5%, предпочтительно менее примерно 1% и более предпочтительно менее примерно 0,1 мас.% димеров или олигомеров алкилбензола; менее примерно 5%, предпочтительно менее примерно 1% и более предпочтительно менее примерно 0,2 мас.% алкилциклогексана.
Когда исходный поток, содержащий кумиловые спирты, подают в описанный каталитический реактор с дистилляцией, верхний погон 102 или боковой погон над слоем катализатора после удаления воды и/или водорода содержит от примерно 90% до примерно 100%, предпочтительно от примерно 98% до примерно 100% и более предпочтительно от примерно 99,5% до примерно 100 мас.% кумола; от примерно 0% до примерно 10%, предпочтительно от примерно 0% до примерно 5% и более предпочтительно от примерно 0% до примерно 1 мас.% кумилового спирта, менее примерно 5%, предпочтительно менее примерно 1%, более предпочтительно менее примерно 0,1 мас.% альфа-метилстирола; менее примерно 5%, предпочтительно менее примерно 1% и более предпочтительно менее примерно 0,1 мас.% димеров или олигомеров кумола; менее примерно 5%, предпочтительно менее примерно 1% и более предпочтительно менее примерно 0,2 мас.% изопропилциклогексана.
Не ограничивая объем настоящего изобретения, можно предположить, что механизм, обуславливающий эффективность настоящего способа, заключается в конденсации части алкилфенилового спирта или паров, содержащих алкилбензол, в реакционной системе, причем достаточное количество водорода поглощается конденсированной жидкостью и создает необходимый тесный контакт между водородом и алкилбензолом, например альфа-метилстиролом, в присутствии катализатора, что приводит к гидрированию боковых цепей алкилбензола.
В предпочтительном варианте в систему включают дефлегматор. Флегмовое число можно изменять от 1 до 20:1. На практике более высокое флегмовое число используют для компенсации короткого слоя катализатора. В реакторах промышленного масштаба для слоя катализатора обычно требуется более низкое флегмовое число и, следовательно, обычно достигают более высокой производительности реактора.
Температура в реакторе определяется температурой кипения алкилбензола при данном давлении. Дистилляционный реактор работает при таком давлении, чтобы реакционная смесь кипела в слое катализатора. Обычно применяют давления (по манометру) в интервале от примерно 0 до 400 фунт/кв.дюйм, предпочтительно от примерно 0 до примерно 140 фунт/кв.дюйм (или примерно 1-10 бар).
Для конверсии исходного потока, содержащего кумиловый спирт, давление (по манометру) может быть от примерно 0 до примерно 400 фунт/кв.дюйм, предпочтительно от примерно 5 фунт/кв.дюйм до 300 фунт/кв.дюйм и более предпочтительно от примерно 0 до примерно 140 фунт/кв.дюйм (или примерно 1-10 бар). Понятно, что кумол кипит при примерно 152-154°С при примерно 0 фунт/кв.дюйм (1 бар), и при более высоком давлении температура кипения возрастет. В качестве примера, не ограничивающего изобретение, настоящий способ работает при давлении верхнего погона (по манометру) ниже 50 фунт/кв.дюйм. Предпочтительно, чтобы реактор работал при низком давлении для понижения температуры, что предотвращает нежелательную полимеризацию и повышает селективность. При давлении (по манометру) примерно 0 фунт/кв.дюйм (атмосферное давление) температура в нижней части реактора превышает примерно 200°С, а в верхней части близка к 155°С и составляет примерно 150-210°С в зоне каталитической дистилляции.
Массовый часовой удельный расход (WHSV) может изменяться в широком интервале в пределах других параметров реакции и может составлять от примерно 0,1 ч-1 до примерно 10 ч-1, предпочтительно от примерно 0,2 ч-1 до примерно 2 ч-1. Величина WHSV означает единичную массу подаваемого потока в час на входе в дистилляционный реактор на единицу массы катализатора в реакторе.
В качестве примера для иллюстрации исходный поток содержит от примерно 1% до примерно 100%, предпочтительно от примерно 5% до примерно 75% и более предпочтительно от примерно 10% до примерно 40 мас.% алкиларилового спирта; от примерно 0% до примерно 99%, предпочтительно от примерно 25% до примерно 95% и более предпочтительно от примерно 60% до примерно 90 мас.% алкилбензола; от примерно 0% до примерно 20%, предпочтительно от примерно 0% до примерно 5% и более предпочтительно от примерно 0% до примерно 1 мас.% алкенилбензола и от примерно 0% до примерно 25%, предпочтительно от примерно 0% до примерно 10% и более предпочтительно от примерно 0% до примерно 5 мас.% гидропероксида алкилбензола. В качестве примера для иллюстрации предпочтительного варианта настоящего изобретения исходный поток содержит от примерно 10% до примерно 40 мас.% кумилового спирта; от примерно 0% до примерно 99%, предпочтительно от примерно 25% до примерно 95% и более предпочтительно от примерно 60% до примерно 90 мас.% кумола; от примерно 0% до примерно 20%, предпочтительно от примерно 0% до примерно 5% и более предпочтительно от примерно 0% до примерно 1 мас.% альфа-метилстирола; от примерно 0% до примерно 5 мас.% этилбензола; от примерно 0% до примерно 5 мас.% ди- и триизопропилбензола, этилбензола, пропилбензола, этилизопропилбензола и т.д. или их смесей; и от примерно 0% до примерно 25%, предпочтительно от примерно 0% до примерно 10% и более предпочтительно от примерно 0% до примерно 5 мас.% пероксида кумола.
Когда исходный поток содержит диизопропилбензол (DIPB), в нем может содержаться небольшое количество, например меньше 5 мас.%, кумола, триизопропилбензола, этилбензола, пропилбензола, этилизопропилбензола и т.д. или их смесей. Эти примеси могут также содержаться (из-за побочных реакций) в потоках, циркулирующих в реакторах эпоксидирования с участием пероксидов и в реакторах гидрирования.
Скорость гидрирования следует устанавливать на таком уровне, чтобы она была достаточной для поддержания реакции гидрирования и восполнения водорода, поглощенного катализатором. Для участия в реакции система должна содержать по меньшей мере стехиометрическое количество водорода по отношению к алкенилбензолу (промужуточно образовавшемуся до превращения в алкилбензол). В качестве примера, не ограничивающего изобретение, может служить введение небольшого избыточного потока водорода, который поглощается жидкостью и обеспечивает реакцию между газом и жидкостью.
Гидрирование, проводимое в каталитическом дистилляционном реакторе, требует только части парциального давления водорода, которое было бы необходимо в жидкофазных процессах на предшествующем уровне техники для потока такого типа, но при этом дает такие же или даже лучшие результаты. Так, капиталовложения и эксплуатационные расходы по настоящему способу гидрирования значительно ниже, чем на предшествующем уровне техники. Пониженное парциальное давление водорода позволяет использовать более активный катализатор при более низких температурах без нежелательного гидрирования ароматического фрагмента продукта.
Настоящая реакция с каталитической дистилляцией имеет также то преимущество, что реакция протекает одновременно с дистилляцией и начальные продукты реакции и другие компоненты потока удаляются из зоны реакции так быстро, как только возможно, что понижает вероятность побочных реакций. Более того, поскольку все компоненты находятся в кипящем состоянии, температура реакции регулируется температурой кипения смеси при данном давлении в системе. Теплота реакции просто усиливает кипение, но повышения температуры при данном давлении не происходит. В результате скорость реакции и распределение продуктов в значительной степени можно регулировать, изменяя давление в системе. Заданный уровень производительности также регулирует распределение продуктов и до некоторой степени побочные реакции, такие как димеризация и олигомеризация. Еще одно преимущество каталитической дистилляции - это эффект промывки катализатора внутренней флегмой, что уменьшает отложение полимеров и закоксовывание катализатора. Количество внутренней флегмы может изменяться в интервале 0,2-20 L/D (масса жидкости ниже слоя катализатора/масса дистиллята).
Катализатор, используемый в способе гидрирования, служит также насадкой дистилляционной колонны, т.е. является компонентом дистилляционной системы, функционирующим и как катализатор, и как насадка колонны. Частицы катализаторы могут иметь любую форму, структуру, размер, которые обеспечили бы достаточную величину поверхности для разумной скорости реакции. Это может быть порошок, небольшие неправильные куски или фрагменты, маленькие шарики и т.п. и их композиции. Примеры структуры слоев каталитической дистилляции, не ограничивающие изобретение, включают расположение частиц катализатора в пористой пластине или решетке для размещения катализатора и создание поверхности для дистилляции в виде проволочной сетки, например трубки из проволочной сетки, или другой похожей структуры. Это может быть гибкий полужесткий каркас в виде открытой проволочной сетки, например проволочной сетки из нержавеющей стали, заполненной частицами катализатора. Конкретные примеры структур катализаторов можно найти в патентах US №№ 5266546, 4242530, 4443559 и 5348710, которые полностью включены в изобретение в качестве ссылок.
Можно использовать любые катализаторы гидрирования. Примерами для иллюстрации, не ограничивающими изобретение, являются металлы VIII группы Периодической системы элементов, используемые в качестве основных компонентов катализаторов в чистом виде или с промоторами и модификаторами, например палладий/золото, палладий/серебро, кобальт/цирконий, никель, предпочтительно нанесенные на подложку типа цеолита, оксида алюминия, огнеупорного кирпича, пемзы, углерода, силикагеля, термостойких смол и т.п. Катализаторы содержат от примерно 0,1 мас.% до примерно 5 мас.%, предпочтительно от примерно 0,2% до 2 мас.%, металла от общей массы катализатора, металла VIII группы или соединения металла VIII группы, нанесенного на подложку, предпочтительно цеолит. Примером подходящего катализатора является оксид палладия или палладий, предпочтительно в количестве от 0,1 мас.% до 5,0 мас.%, нанесенный на соответствующие подложки, такие как оксид алюминия, углерод, цеолит (типа морденита) или силикагель. Можно применять катализаторы на основе меди, нанесенной на гамма-оксид алюминия, раскрытые в патенте US № 4822936.
В другом варианте настоящего изобретения используют металлы IB группы Периодической системы элементов, например медь, в качестве основного компонента катализатора в чистом виде или с промоторами и модификаторами типа хрома, цинка, циркония, металлов VIII группы и т.п. Катализаторы, содержащие металлы IB группы, предпочтительно содержат от примерно 10% до примерно 80%, предпочтительно от примерно 30% до примерно 70%, более предпочтительно от примерно 50% до примерно 60%, рассчитанные как масса оксида к общей массе катализатора, металла IB группы, предпочтительно на носителе. Конкретные примеры для иллюстрации включают промышленный катализатор медь на силикагеле Т-366 (содержащий примерно 54 мас.% меди на силикагеле, в виде прессованного или формованного экструдата) от Sud Chemie; катализатор хромит меди G-22/2 от Sud Chemie и катализатор Cu/Zn/Zr, приготовленный согласно примеру 3 патента US 5475159 и т.п. Можно использовать комбинации этих катализаторов. Перед использованием эти катализаторы предпочтительно восстановить водородом, разбавленным азотом.
Затем катализатор восстанавливают водородом. Слой катализатора в зоне каталитической дистилляции можно приготовить и предварительно активировать по следующей методике, не ограничивающей изобретение. Катализатор размалывают и отбирают частицы нужного размера, например 6-20 меш. Катализатор смешивают с инертным разбавителем, например карбидом кремния SiC, и помещают внутрь реактора из нержавеющей стали между слоями SiC с частицами 20 меш, разделенными стеклянной ватой для удержания катализатора. Катализатор медленно восстанавливают нагреванием частиц катализатора до температуры, например, примерно 150-250°С, со скоростью от примерно 1°С до примерно 10°С, предпочтительно от примерно 1,5°С до примерно 5°С в минуту в токе водорода с азотом с концентрацией от 0,001 до примерно 0,1, в частности примерно 0,02-0,10, мас.% водорода в азоте с расходом 1-200, в частности 2-30, л/ч. Катализатор восстанавливают при 150-250°С в течение 1-10 ч и содержание водорода в азоте удваивают каждые 1-5 ч, пока концентрация не достигнет 1-10, в частности 2-5, мас.% водорода в азоте. Катализатор окончательно восстанавливают в течение пяти часов и затем охлаждают в токе газа. После охлаждения реактор закрывают без доступа воздуха и прекращают подачу газа. Реактор открывают в атмосфере азота и катализатор и карбид кремния отделяют с помощью решетчатого сита.
Частицы восстановленного катализатора размером 6-20 меш, полученного по приведенной методике, помещают в дистилляционный реактор в атмосфере азота на несущие элементы для слоя в виде пористой пластины или решетки. Для поддержания частиц катализатора используют также стеклянную вату. Водород вводят в аппарат через регулятор давления в интервале 0-450 фунт/кв.дюйм (обычно 0-150 фунт/кв.дюйм по манометру). Скорость потока устанавливают таким образом, чтобы количество водорода в два раза превышало его количество, необходимое по стехиометрии. Исходный поток, содержащий алкиловый спирт, например поток, содержащий (например, 10-40 мас.%) 2-фенил-2-пропанола (кумилового спирта), подают в реактор с дистилляцией ниже слоев катализатора. Нижнюю секцию дистилляционного реактора погружают в нагреватель и затем повышают температуру до начала кипения жидкости в дистилляционной зоне реакции, где находится катализатор. Более низкокипящие алкилбензолы, например кумол, и воду отгоняют сверху колонны. Поток, содержащий дополнительные количества алкилового спирта, например кумилового спирта, постоянно подают при небольшом мольном избытке водорода для восполнения количества алкилового спирта, например кумилового спирта, который превратился в алкилбензол, например кумол, и был отделен отгонкой. Алкилбензол, например кумол, легко отделяется от более плотной водной фазы. Его необязательно сушат молекулярными ситами или другими подходящими осушителями. Полученный алкилбензол, например кумол, имеет степень чистоты более 98 мас.%, предпочтительно больше 99 мас.%. В алкилбензоле, например в кумоле, не удалось определить алкиловый спирт (<0,01 мас.%). При желании можно удалить нижние фракции, необязательно разбавить кумолом и направить в реактор гидрирования с неподвижным слоем для получения дополнительного количества алкилбензола, например кумола.
Изобретение будет проиллюстрировано следующими вариантами, которые служат только для иллюстрации и не ограничивают объем настоящего изобретения.
Варианты для иллюстрации и сравнения
I. Вариант для иллюстрации - каталитическая дистилляция кумилового спирта с образованием кумола
IA. Получение и восстановление катализатора Т-366
Промышленный катализатор медь на силикагеле Т-366 от Sud Chemie обрабатывают по следующей методике каталитической дистилляции.
Пять граммов катализатора медь на силикагеле Т-366 от Sud Chemie (таблетки 3 мм) размалывали и отбирали частицы размером 6-20 меш. Катализатор смешивали с 45 г карбида кремния (80 меш) и помещали внутрь длинного трубчатого реактора из нержавеющей стали длиной 69 см между слоями SiC (20 меш) и стеклянной ваты. Внутренний диаметр трубки реактора составлял 1,5 см. Катализатор медленно восстанавливали нагреванием частиц катализатора со скоростью 3°С в минуту от 20°С до 180°С в токе 0,05 мас.% водорода в азоте при расходе 10 л/ч. Катализатор восстанавливали при 180°С в течение 2 ч и затем содержание водорода удваивали каждые 2 часа до тех пор, пока концентрация водорода в азоте не достигла 3,2 мас.%. Катализатор окончательно восстанавливали в течение двух часов и затем охлаждали в токе газа. После охлаждения реактор закрывали без доступа воздуха и прекращали подачу газа. Реактор открывали в боксе с азотом и катализатор вместе с карбидом кремния отделяли с помощью решетчатого сита.
IB. Каталитическая дистилляция в присутствии катализатора Т-366
Частицы восстановленного катализатора медь на силикагеле Т-366 (6-20 меш), полученного по методике варианта для иллюстрации I, помещали в зону орошения длинной (31 см) толстостенной колонны Вигре c внутренним диаметром 1,5 см в боксе, заполненном азотом. Для поддержания частиц катализатора использовали небольшой кусок стеклянной ваты. Колонну соединяли с толстостенной круглодонной колбой объемом 250 мл, которая служила нижней частью каталитического дистилляционного реактора. Водород подавали в аппарат через регулятор давления между 1 и 10 бар. Скорость потока устанавливали для поддержания количества водорода, в два раза превышающего необходимое количество по стехиометрии реакции. 50 г 2-фенил-2-пропанола (кумилового спирта) от Avacado Chemical добавляли в 250 мл колбу с магнитной мешалкой. Колбу, содержащую кумиловый спирт, опускали в нагреватель и затем поднимали температуру до закипания жидкости в колонке Вигре с катализатором. Более низкокипящие алкилбензолы и воду отгоняли из верхней части колонны. Поток, содержащий дополнительное количество кумилового спирта, постоянно добавляли при небольшом мольном избытке водорода для восполнения количества кумилового спирта, который превратился в кумол и был удален отгонкой. Кумол легко отделялся от более плотной водной фазы. Его необязательно сушили молекулярными ситами 3Å. Результаты представлены ниже в таблице 2. Видно, что продукт, отбираемый из верхней части колонки (после удаления воды), имеет чистоту кумола >99,5 мас.%. В полученном кумоле кумиловый спирт не обнаружен (<0,01 мас.%). При желании нижние фракции можно удалить, необязательно разбавить кумолом и направить в реактор гидрирования с неподвижным слоем для получения дополнительного количества кумола.
Результаты каталитической дистилляции кумилового спирта с образованием кумола в присутствии Т-366
*после удаления образовавшейся воды
IC. Приготовление катализатора Pd-морденит
Смесь 1500 г натриевой формы морденита (со следующими свойствами: величина поверхности 430 м2/г; средний размер кристаллитов примерно 1 микрон; поглощение циклогексана 7,6 см3/г и мольное соотношение оксида кремния к оксиду алюминия 11,1), 9000 г нитрата аммония и 15 л 1,5 М азотной кислоты нагревали до 50°С и перемешивали в течение пяти часов. Твердое вещество отфильтровывали и промывали 25 л деионизированной воды. Обработка морденита нитратом аммония в азотной кислоте была повторена дважды со свежими нитратом аммония и азотной кислотой. После каждой обработки твердое вещество отфильтровывали, промывали водой и сушили в течение ночи при 120°С. Палладий добавляли в цеолит при концентрации 0,35 мас.% из водного раствора тетрамминпалладийнитрата с избытком нитрата аммония, полученного растворением 6,55 г тетрамминпалладийнитрата в 308 г деионизированной воды с добавлением 4,92 г нитрата аммония. Раствор палладия приводили в контакт с 1083 г деалюминированного морденита с LOI (потери при прокаливании при 750°С в течение 2 ч) 10,6%. Палладийсодержащий морденит равномерно перемешивали и добавляли 338 г оксида алюминия - псевдобемита (Catapal B от Vista Chemical Company) c LOI 28,4%. Смесь экструдировали и экструдаты размером 1,6 мм сушили на воздухе в течение 16 ч при 125°С и затем прокаливали в токе воздуха при 500°С в течение двух часов. Катализатор размалывали и отбирали частицы размером 6-20 меш и далее гидрировали по методике, описанной выше в IA в связи с опытами по каталитической дистилляции.
ID. Каталитическая дистилляция с использованием катализатора Pd-морденит
Восстановленный катализатор Pd-морденит, приготовленный по методике Варианта для иллюстрации IC, помещали в зону орошения длинной (31 см) толстостенной колонны Вигре c внутренним диаметром 1,5 см в боксе, заполненном азотом. Такая же методика, как описанная выше в разделе IB, была использована для проведения каталитической дистилляции. Результаты представлены ниже в таблице 3. Видно, что полученный верхний поток продукта после удаления воды содержит кумол чистотой >99,5 мас.%. В кумоле не был обнаружен кумиловый спирт в измеримом количестве (<0,01 мас.%). При желании нижние фракции можно удалить, необязательно разбавить кумолом и направить в реактор гидрирования с неподвижным слоем для получения дополнительного количества кумола.
Каталитическая дистилляция 2-фенил-2-пропанола - результаты на катализаторе Pd-морденит
*после удаления образовавшейся воды
II. Сравнительные варианты - получение кумола в неподвижном слое
IIA. Катализатор, содержащий медь, цинк и цирконий
Катализатор получали согласно примеру 3 патента US № 5475159.
IIB. Превращение кумилового спирта в кумол в неподвижном слое в присутствии катализатора, приведенного в IIA
20,0 см3 катализатора Cu/Zn/Zr, указанного в разделе IIA, размалывали и отбирали частицы с размером 6-20 меш. Катализатор смешивали с 45 г карбида кремния (80 меш) и помещали внутрь длинного трубчатого реактора из нержавеющей стали длиной 69 см между слоями SiC (20 меш) и стеклянной ваты. Внутренний диаметр трубки реактора составлял 1,5 см. Катализатор медленно восстанавливали нагреванием частиц катализатора со скоростью 3°С в минуту от 20°С до 180°С в токе азота с 0,05 мас.% водорода при расходе 10 л/ч. Катализатор восстанавливали при 180°С в течение 2 ч и затем содержание водорода удваивали каждые 2 ч до тех пор, пока концентрация водорода в азоте не достигла 3,2 мас.%. Катализатор окончательно восстанавливали в течение двух часов, после чего газ переключали на 99,999% водород и давление в реакторе поднимали до 290 фунт/кв.дюйм (20 бар), поддерживая температуру в слое катализатора 180°С. Расход водорода устанавливали равным 2 л/ч. В реактор подавали смесь, содержащую 25,5 мас.% 2-фенил-2-пропанола (от Avocado Chemical) и 74,5 мас.% кумола (от Aldrich Chemical Co.), со скоростью 33,5 г/ч, поддерживая постоянной скорость потока водорода и температуру 180°С в слое катализатора. Через неделю работы образец продукта отбирали, сушили от воды и анализировали методом газовой хроматографии. Продукт содержал 8,1 мас.% 2-фенил-2-пропанола, 91,2 мас.% кумола, 0,1 мас.% альфа-метилстирола, 0,1 мас.% изопропилциклогексана и 0,5 мас.% димеров кумола.
IIC. Конверсия кумилового спирта в кумол в неподвижном слое в присутствии катализатора медь на силикагеле
Опыт IIB повторили с катализатором медь на силикагеле, описанным в примере IB (T-366) от Sud Chemie. Использовали 20 см3 катализатора. Благодаря более высокой активности восстановленного катализатора Т-366 испытание проводили при температуре 150°С. Через 200 ч работы сухой продукт содержал 9,7 мас.% 2-фенил-2-пропанола, 88,4 мас.% кумола, 0,1 мас.% альфа-метилстирола, 0,1 мас.% изопропилциклогексана и 1,7 мас.% димеров кумола. После работы при 180°С продукт содержал менее 5 мас.% 2-фенил-2-пропанола.
IID. Получение катализатора для сравнительных вариантов IIE
33,5 г (20 см3) катализатора хромита меди (Sud Chemie G-22/2) размалывали и отбирали частицы размером 6-20 меш. Как и раньше, катализатор смешивали с 45 г карбида кремния (80 меш) и помещали внутрь длинного трубчатого реактора из нержавеющей стали длиной 69 см между слоями SiC (20 меш) и стеклянной ваты. Внутренний диаметр трубки реактора составлял 1,5 см. Катализатор медленно восстанавливали нагреванием частиц катализатора со скоростью 3°С в минуту от 20°С до 180°С в токе 0,05 мас.% водорода в азоте при расходе 10 л/ч. Катализатор восстанавливали при 180°С в течение 2 ч и затем содержание водорода удваивали каждые 2 ч до тех пор, пока концентрация водорода в азоте не достигла 3,2 мас.%. Катализатор окончательно восстанавливали в течение двух часов. Азот с содержанием 3,2 мас.% водорода заменяли на водород (>99,999%). Через 2 часа в реакторе поднимали давление водорода до 290 фунт/кв.дюйм (20 бар), поддерживая температуру в слое катализатора 180°С. Скорость потока водорода устанавливали равной 2 л/ч.
IIE. Конверсия кумилового спирта в кумол в неподвижном слое в присутствии катализатора хромит меди
Исходный поток, содержащий примерно 25 мас.% кумилового спирта* (чистоты >98% от Avocado Chemical) и 75 мас.% кумола (чистоты >99% от Aldrich Chemical), получали смешением. Реакцию гидрогенолиза проводили в условиях, приведенных ниже в таблице 4. Во время испытания использовали два значения расхода водорода: 2 л/ч или 4 л/ч. Результаты испытаний показаны в таблице 5 и таблице 6. Видно, что этот способ в неподвижном слое приводит к потоку продукта - кумола чистоты примерно 91 мас.%, содержащего 7,9 мас.% непрореагировавшего кумилового спирта, 0,6 мас.% димеров кумола и 0,1 мас.% изопропилциклогексана в качестве побочных продуктов.
Условия способа конверсии в неподвижном слое
Результаты конверсии кумилового спирта в кумол в неподвижном слое в присутствии катализатора G-22/2 при 180°С и скорости потока водорода 4 л/ч после 800 ч работы
*после удаления образовавшейся воды
Интервалы и ограничения, включенные в настоящее патентное описание и формулу, в частности, демонстрируют и заявляют настоящее изобретение. Однако понятно, что другие интервалы и ограничения, выполняющие такие же функции аналогичным путем для получения такого же или существенно такого же результата, также войдут в объем настоящего изобретения в рамках настоящего описания изобретения и его формулы.
Изобретение относится к способу получения алкилбензола со структурой R1R2CH(Ph) из алкилфенилового спирта со структурой R1R2C(Ph)OH, включающему следующие стадии: (a) подачу исходного потока, содержащего алкилфениловый спирт со структурой R1R2C(Ph)OH, в реактор с зоной каталитической дистилляции; (b) одновременно в реакторе: (i) контактирование исходного потока, содержащего R1R2C(Ph)OH, с водородом в зоне каталитической дистилляции для превращения R1R2C(Ph)OH в R1R2CH(Ph) и образования реакционной смеси и (ii) отделение R1R2CH(Ph) от реакционной смеси фракционной дистилляцией для получения выше зоны каталитической дистилляции потока, содержащего R1R2CH(Ph) с пониженной концентрацией R1R2C(Ph)OH по сравнению с исходным потоком реактора в положении выше зоны каталитической реакции; причем R1 и R2 каждый представляют водород или углеводородную группу с 1-10 атомами углерода и по меньшей мере один из R1 и R2 не является водородом. Применение предложенного способа позволяет получать более чистый алкилбензол с меньшим количеством нежелательных побочных продуктов и при этом использовать меньшее количество стадий. 5 з.п. ф-лы, 5 табл., 1 ил.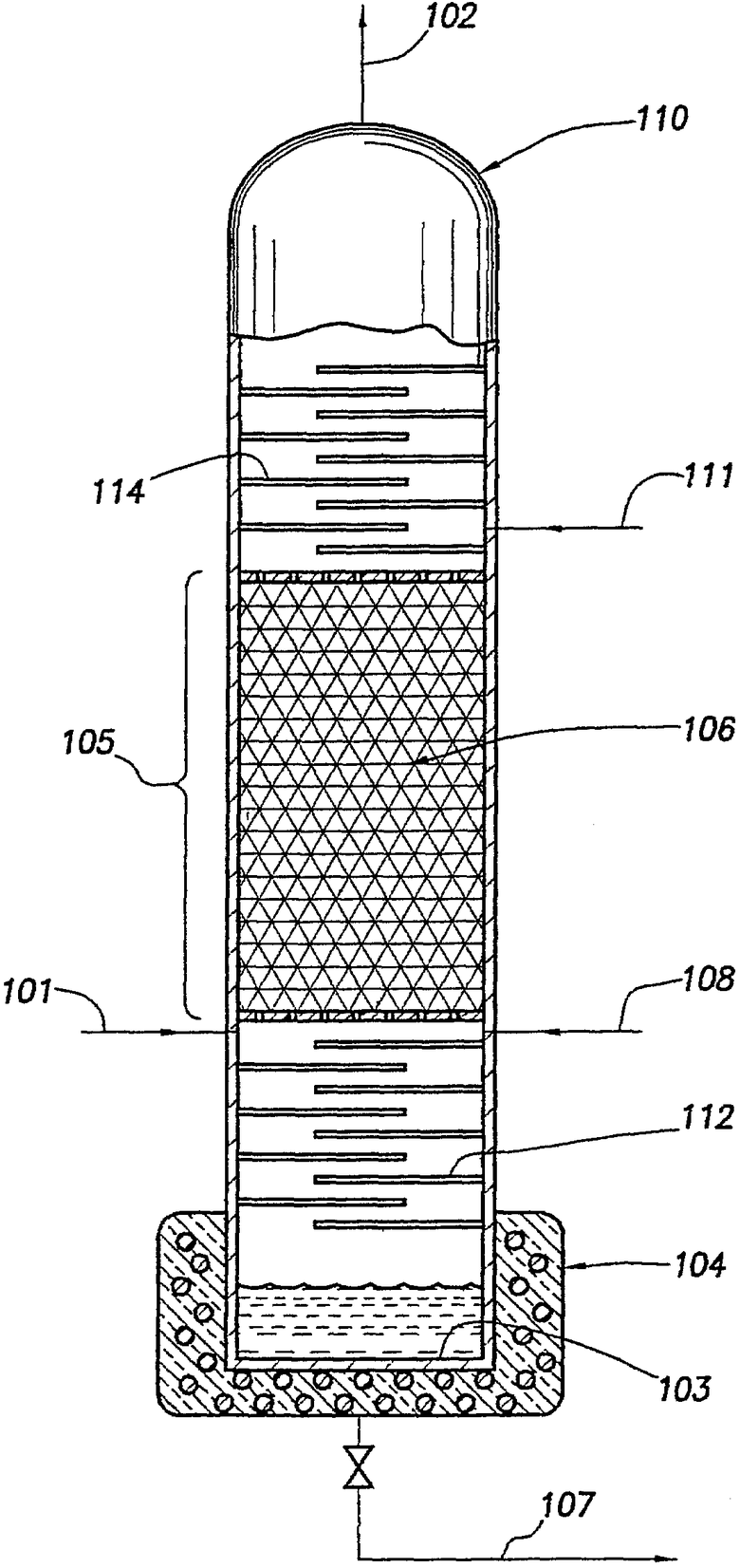
(a) подачу исходного потока, содержащего алкилфениловый спирт со структурой R1R2C(Ph)OH, в реактор с зоной каталитической дистилляции;
(b) одновременно в реакторе:
(i) контактирование исходного потока, содержащего R1R2C(Ph)OH, с водородом в зоне каталитической дистилляции для превращения R1R2C(Ph)OH в R1R2CH(Ph) и образования реакционной смеси, и
(ii) отделение R1R2CH(Ph) от реакционной смеси фракционной дистилляцией для получения выше зоны каталитической дистилляции потока, содержащего R1R2CH(Ph) с пониженной концентрацией R1R2C(Ph)OH по сравнению с исходным потоком реактора в положении выше зоны каталитической реакции;
причем R1 и R2 каждый представляет водород или углеводородную группу с 1-10 атомами углерода и, по меньшей мере, один из R1 и R2 не является водородом.
(b) (iii) отбор из положения выше зоны каталитической дистилляции потока, содержащего от 98 до 99,9 мас.% кумола и имеющего пониженную концентрацию 2-фенил-2-пропанола по сравнению с исходным потоком из реактора с дистилляционной колонной;
(c) отбор из реактора нижнего потока, содержащего 2-метил-2,4-дифенилпентан и 2,3-диметил-2,3-дифенилбутан, из положения ниже зоны каталитической дистилляции; и
(d) гидрирование 2-метил-2,4-дифенилпентана и 2,3-диметил-2,3-дифенилбутана в нижнем потоке со стадии (с) в кумол.
| US 6455712 A1, 13.06.2002 | |||
| Загрузочное устройство доменной печи | 1983 |
|
SU1122702A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ получения аралкилуглеводородов | 1971 |
|
SU517241A3 |

