Область техники настоящего изобретения
[0001] Настоящее изобретение относится к оборудованию для измерения и контроля введения загрузочного материала и металлолома в печь и к соответствующему способу, предназначенному, в частности, для измерения и контроля непрерывного введения.
Уровень техники, настоящего изобретения
[0002] Применение систем, предназначенных для непрерывной загрузки металлолома в печь, в частности, в электрическую дуговую печь (ЭДП) в целях производства стали, таких как, например, системы Consteel®, и/или для добавления предварительно обработанного материала в ванну, предусматривает необходимость непосредственного контроля потока загрузочного материала, который поступает в печь.
[0003] По существу, если непрерывное добавление загрузочного материала в твердом состоянии не контролируется в непрерывном режиме надлежащим образом, это может вызывать проблемы, которые снижают общую эффективность производственного цикла. В числе указанных проблем наиболее значительная проблема представляет собой образование уплотненного твердого материала в зоне загрузки металлолома в печи, поскольку это уплотнение остается устойчивым в течение продолжительного периода времени, что, таким образом, увеличивает продолжительность плавления в печи, и в результате этого увеличивается продолжительность производственного цикла.
[0004] Этот контроль в такой же степени важен для гарантии того, что поступление электроэнергии на электроды является однородным, насколько это является возможным, и что предотвращается непосредственный контакт между твердым материалом и электродами, поскольку этот контакт мог бы привести к разрушению электродов.
[0005] В обычной практике указанный контроль осуществляет оператор, линейный контролер, который вручную регулирует скорость системы загрузки металлолома согласно своему личному опыту и своему восприятию количества загрузочного материала или металлолома, вводимого в печь. Разумеется, этот оператор должен быть очень хорошо знаком с процессом и установкой, и все же в любом случае на его решения всегда может влиять неопределенное и не очень надежное считывание данных.
[0006] Одно решение указанных проблем заключается в том, чтобы обеспечить установку устройства для непрерывного контроля массы кожуха печи.
[0007] Для достижения этой цели были разработаны меры двух типов: способ косвенного контроля на основе уровня жидкого металла и способ более непосредственного контроля на основе датчиков, которые измеряют массу системы.
[0008] Основу способа непосредственного контроля представляют собой геометрические методы, в которых используются показания уровня жидкости, и эти данные преобразуются в показания объема (и, таким образом, массы), причем это преобразование, очевидно, зависит от предполагаемого профиля огнеупорного резервуара внутри кожуха печи.
[0009] Однако профиль кожуха печи профиль жестко связан с явлением эрозии, которое вызывает жидкий металл в огнеупорном материале, причем это явление зачастую оказывается интенсивным и непредсказуемым. С течением времени это неизбежно вызывает снижение точности калибровочной кривой, используемой для сопоставления показаний уровня и вычисления объема. С учетом указанного снижения точности и высокой плотности железа, в результатах измерений будет возникать весьма значительная ошибка, и, таким образом, эта технология не может быть использована для прецизионного контроля.
[0010] В случае способа непосредственного контроля, основу которого представляет собой непосредственное взвешивание конструкции кожуха печи, измеряющие массу системы должны быть расположены в конкретных зонах, таких как опорные стойки и балки, которые, однако, поддерживают не только массу кожуха печи, но также все опорные конструкции, системы и подсистемы печи. Таким образом, количество вводимого загрузочного материала или металлолома составляет лишь ограниченную процентную долю измеренной массы, и это включает все разнообразные аспекты снижения точности. Это снижение точности становится настолько значительным, что любые осуществляемые измерения можно считать надежными только в том случае, если они рассматриваются как качественные.
[0011] В случае установленных на колеса качающихся печей (содержащих систему взвешивания на колесах) именно масса системы качающегося кожуха печи должна быть способной выдерживать сильные механические напряжения, чтобы повышать точность измерения, жертвуя показаниями полной массы.
Краткое раскрытие настоящего изобретения
[0012] Таким образом, общая цель настоящего изобретения заключается в том, чтобы решить указанные проблемы простым, экономичным и особенно функциональным способом.
[0013] Задача настоящего изобретения представляет собой оборудование для измерения и контроля введения загрузочного материала или металлолома в электрическую дуговую печь, содержащее автоматическое устройство для контроля введения загрузочного материала или металлолома согласно энергии, поступающей в ванну, а также устройство для измерения количества вводимого загрузочного материала, находящееся в корреляции с автоматическим управляющим устройством, включая устройство для взвешивания кожуха печи, его содержимого и любых других компонентов, которые он может поддерживать.
[0014] Другая задача настоящего изобретения представляет собой способ измерения и контроля введения загрузочного материала или металлолома в электрическую дуговую печь, который включает следующие стадии:
[0015] взвешивание вводимого в ванну загрузочного материала или металлолома, осуществляемое посредством устройства, которое взвешивает кожух печи, его содержимое и любые другие компоненты, которые он может поддерживать;
[0016] сбор данных о показаниях измерений количества вводимого в ванну загрузочного материала или металлолома, которые передает взвешивающее устройство, причем указанные показания изменяются, например, в течение периода времени;
[0017] оптимизация потока нагрузки с применением подходящих алгоритмов, получаемая посредством регулирования скорости введения загрузочного материала или металлолома согласно энергии, поступающей в ванну.
[0018] Предпочтительно введение загрузочного материала или металлолома в электрическую дуговую печь должно быть непрерывным.
[0019] В частности, устройство для измерения массы кожуха печи и любых других компонентов, которые он может поддерживать, обеспечивает опорную конструкцию для кожуха печи, состоящую из опорных роликов.
[0020] Функция таких роликов заключается в том, чтобы улавливать любое отклонение формы, вызываемое термическим циклом.
[0021] Кроме того, взвешивающее устройство работает с двойным резервом по меньшей мере на двух из опорных роликов, которые представляют собой измерительные ролики. Таким образом, предпочтительно по меньшей мере два опорных ролика, установленных на оборудование согласно настоящему изобретению, выступают в качестве измерительных роликов.
[0022] Измерительные ролики оборудованы датчиками для непосредственного или косвенного измерения массы.
[0023] Третий опорный ролик также может выступать в качестве измерительного ролика, оборудованного датчиками для непосредственного или косвенного измерения массы.
[0024] Другое устройство для измерения массы кожуха согласно настоящему изобретению выполнено с возможностью расположения между электрической дуговой печью (ЭДП) и качающейся платформой и содержит верхнюю плиту, имеющую верхнюю поверхность, выполненную с возможностью скольжения по отношению к нижней поверхности ЭДП, нижнюю плиту, имеющую нижнюю поверхность, выполненную с возможностью соединения с качающейся платформой, кольцевую конструкцию, связанную с нижней плитой и имеющую периферическую кольцевую стенку с продольной осью, перпендикулярной по отношению к верхней и нижней плитам, кольцевую плиту, связанную с внутренней стороной кольцевой стенки и проходящую по всей кольцевой конструкции, и контактный элемент, связанный с кольцевой плитой и проходящий в направлении продольной оси кольцевой конструкции, который вступает вверху в контакт с нижней поверхностью верхней плиты и внизу подходит, без вступления в контакт, к верхней поверхности нижней плиты, и дополнительно содержит один или несколько датчиков, связанных с кольцевой плитой, которые измеряют деформацию кольцевой плиты после приложения нагрузки к верхней поверхности верхней плиты.
[0025] Датчики могут представлять собой тензометрические датчики, которые измеряют деформацию, приложенную к кольцевой плите.
[0026] Автоматическое устройство для контроля введения загрузочного материала или металлолома согласно настоящему изобретению дополнительно содержит системы соединения и контроля для приспособлений, используемых в целях введения или загрузки загрузочного материала или металлолома. Как правило, автоматический устройство или система для управления и контроля принимает показания точных измерений, которые передает взвешивающее устройство, и которые изменяются с течением времени, причем в непрерывном режиме осуществляются измерения количества загрузочного материала или металлолома, вводимого в ванну, посредством взвешивания кожуха печи, его содержимого и всех компонентов, которые он может поддерживать.
[0027] Согласно алгоритмам для оптимизации потока нагрузки автоматическая система управления и контроля, таким образом, воздействует на скорость введения металлолома, чтобы предотвращать направление любых образующихся твердых агломератов, в ванну на любом уровне энергии любого рода (электрической и/или химической).
[0028] Основное преимущество оборудования и способа согласно настоящему изобретению заключается в том, что посредством контроля соотношения между поступающей энергией и массой загружаемого материала (металлолома) можно контролировать температуру жидкого металла, поддерживая ее вблизи идеального значения для цикла, а также можно постоянно работать при максимальной энергии, поступающей в ванну, и, таким образом, способствовать повышению эффективности производства.
[0029] Кроме того, это позволяет предотвращать любые ошибки обслуживающего персонала, вызываемые недостаточной точностью вычисления технологических условий.
[0030] Следующее преимущество представляет собой сокращение технической информации, требуемой от главного оператора на линии, который будет иметь поддержку системы, способной анализировать условия в режиме реального времени, и, таким образом, помогать ему в выработке соответствующих решений автоматически и в режиме реального времени.
[0031] Что касается взвешивающего устройства, решение, принятое согласно настоящему изобретению, приобретает особое преимущество, поскольку оно основано на выборе общей конфигурации печи, получаемой в результате хорошо исследованной проектной и конструктивной схемы, но с добавлением способа сбора данных, который является абсолютно инновационным.
[0032] Конструкционная схема предложенной печи основана на разделении разнообразных функций: для функции содержания расплавленного материала требуется компактная конструкция, имеющая минимально возможную массу и состоящую только из кожуха печи и любых других компонентов, которые он может поддерживать. Для поддержки и возможности наклона кожуха печи (в течение выпуска металла полное опустошение кожуха печи для обслуживания или ремонта) требуется опорная конструкция снизу. Было продемонстрировано, что эта конфигурация является наиболее подходящей для применения взвешивающей системы, поскольку именно она обеспечивает наилучшее соотношение между обрабатываемым материалом, другими словами, загрузочным материалом или металлоломом, который поступает в печь, и полной массой, находящейся на взвешивающей системе.
[0033] По существу, в решении согласно настоящему изобретению кожух печи своим весом воздействует на опорную конструкцию посредством роликов или на другие различные взвешивающие устройства, дополнительная функция которых заключается в том, чтобы улавливать любое отклонение формы, вызываемое термическим циклом. Такие ролики или другие различные взвешивающие устройства поддерживают опорную конструкцию, участвующую в плавлении, в минимально возможной степени, и, таким образом, они представляют собой наилучшее решение для обеспечения эффективного средства, предназначенного для наблюдения массы вводимого металлолома.
[0034] Однако, учитывая геометрию соединения между кожухом печи и опорной конструкции, являются возможными и другие варианты осуществления, такие как прецизионные измерительные системы, которые вычисляют расстояние между корпусом кожуха печи и опорной конструкцией или любой взвешивающей системой кожух печи, подходящей для контроля введения металлолома или загрузочного материала.
[0035] Оборудование и способ согласно настоящему изобретению также являются применимыми ко всем технологическим методам, в которых предусмотрено добавление жидкого или твердого металла более или менее непрерывным образом в течение цикла эксплуатации.
[0036] Хотя конкретное оборудование и способ для измерения и контроля введения загрузочного материала и металлолома в печь для производства стали тесно связаны с конкретной конструкционной схемой кожуха печи, они также могут быть использованы для других способов. Другая задача настоящего изобретения заключается в том, чтобы предложить способ рафинирования стали, включающий:
[0037] непрерывное предварительное нагревание загрузочного материала;
[0038] введение указанного материала, содержащего железо, непосредственно восстановленное железо или их смесь в электрическую дуговую печь в целях осуществления операций плавления и рафинирования;
введение элементов для образования шлака в ванне для производства стали;
[0039] введение цементирующих элементов в печь для производства стали;
[0040] электрическое нагревание загрузочного материала с применением электродов для плавления загрузочного материала и образования ванны расплавленного металла в печи со слоем расплавленного шлака на указанной ванне расплавленного металла;
[0041] поддержание указанного шлака во вспененном состоянии в течение процесса производства стали;
введение металлических элементов в качестве шлакообразователей и цементирующих элементов в указанную печь;
[0042] поддержание полной электрической мощности в указанной печи в течение полного времени загрузки, плавления и рафинирования;
[0043] периодический выпуск металла из печи при поддержании остатка жидкого металла внутри кожуха печи, причем указанный остаток жидкого металла имеет массу, которая составляет приблизительно от 10% до 50% массы перед выпуском металла;
[0044] при этом такой способ отличается тем, что стадия введения загрузочного материала или металлолома, который представляет собой материал, содержащий железо, непосредственно восстановленное железо или их смесь, в электрическую дуговую печь, включает следующие подэтапы:
[0045] взвешивание вводимого в ванну загрузочного материала или металлолома, обеспечиваемое взвешивающим устройством посредством взвешивания кожуха печи, его содержимого и любых компонентов, которые он может поддерживать.
[0046] сбор данных о показаниях измерений вводимого в ванну количества загрузочного материала или металлолома, которые передает взвешивающее устройство, например, с изменениями с течением времени;
[0047] оптимизация потока загрузки согласно подходящим алгоритмам посредством регулирования скорости введение загрузочного материала или металлолома согласно энергии, поступающей в ванну.
[0048] Следующая задача настоящего изобретения заключается в том, чтобы предложить оборудование для рафинирования стали, содержащее:
[0049] электрическая дуговая печь для производства стали, плавления и рафинирования металла, загруженного внутрь печи;
[0050] электроды, которые проходят внутри печи до промежуточного уровня шлака и уровня расплавленного материала, содержащегося в ванне;
[0051] вводящее приспособление, присоединенное к указанной печи для введения загрузочных материалов внутрь указанной печи без извлечения электродов;
[0052] дожигающее приспособление, предназначенное для взаимодействия с указанным вводящим приспособлением и предварительного нагревания загрузочных материалов внутри указанного вводящего приспособления;
[0053] приспособление для измерения и контроля введения загрузочного материала или металлолома, которое составляют автоматическое приспособление для контроля загрузочного материала или металлолома и приспособление для измерения введенного загрузочного материала, в корреляции с автоматическим управляющим устройством;
[0054] герметизированное механическое устройство, расположенное в секции впуска загрузочного материала или металлолома во вводящее приспособление;
[0055] приспособление для введения газа, которое находится в сообщении с указанной печью выше и/или ниже нормального уровня расплавленного металла в ванне; и
[0056] приспособление для наклона указанной печи в целях операций удаления шлака и выпуска металла, причем приспособление для выпуска металла расположено таким образом, что указанный наклон указанной печи будет поддерживать остаток расплавленного жидкого материала внутри указанной ванны, и при этом указанный остаток имеет массу, которая составляет приблизительно от 10% до 50% массы перед выпуском металла.
Краткое описание фигур
[0057] Структурные и функциональные характеристики настоящего изобретения и его преимущества по сравнению с предшествующим уровнем техники становятся более понятными и более очевидными из следующего описания, рассматриваемого в сочетании с прилагаемыми фигурами, причем:
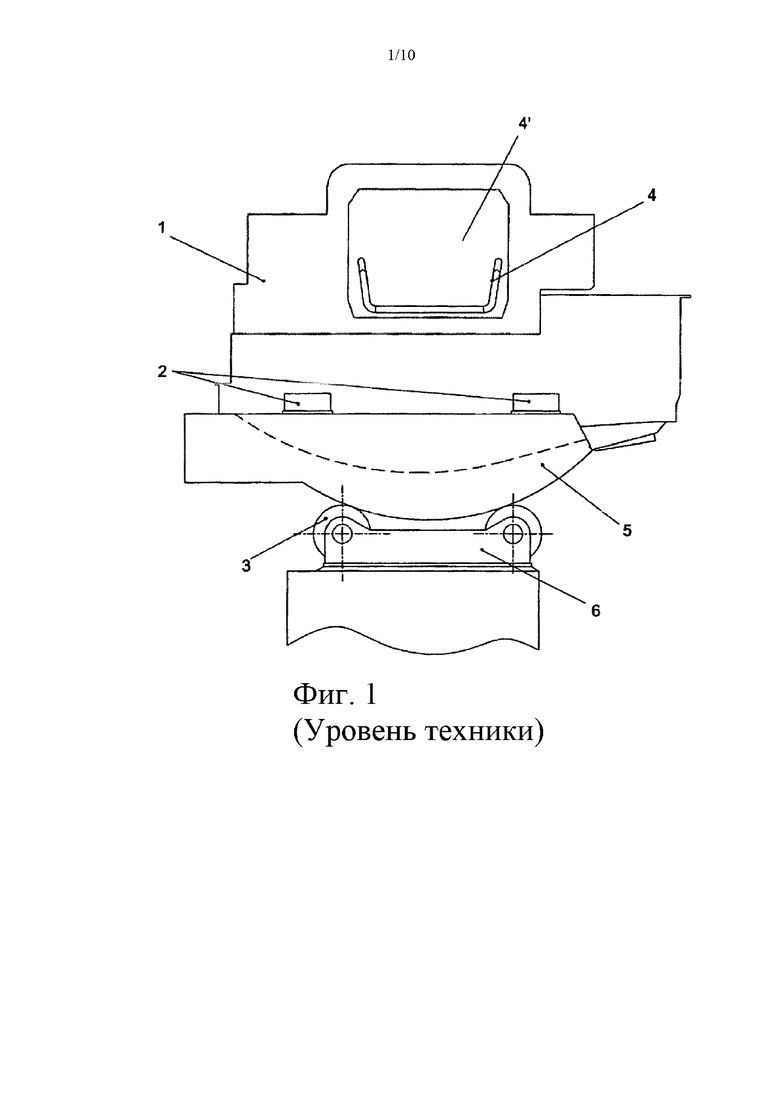
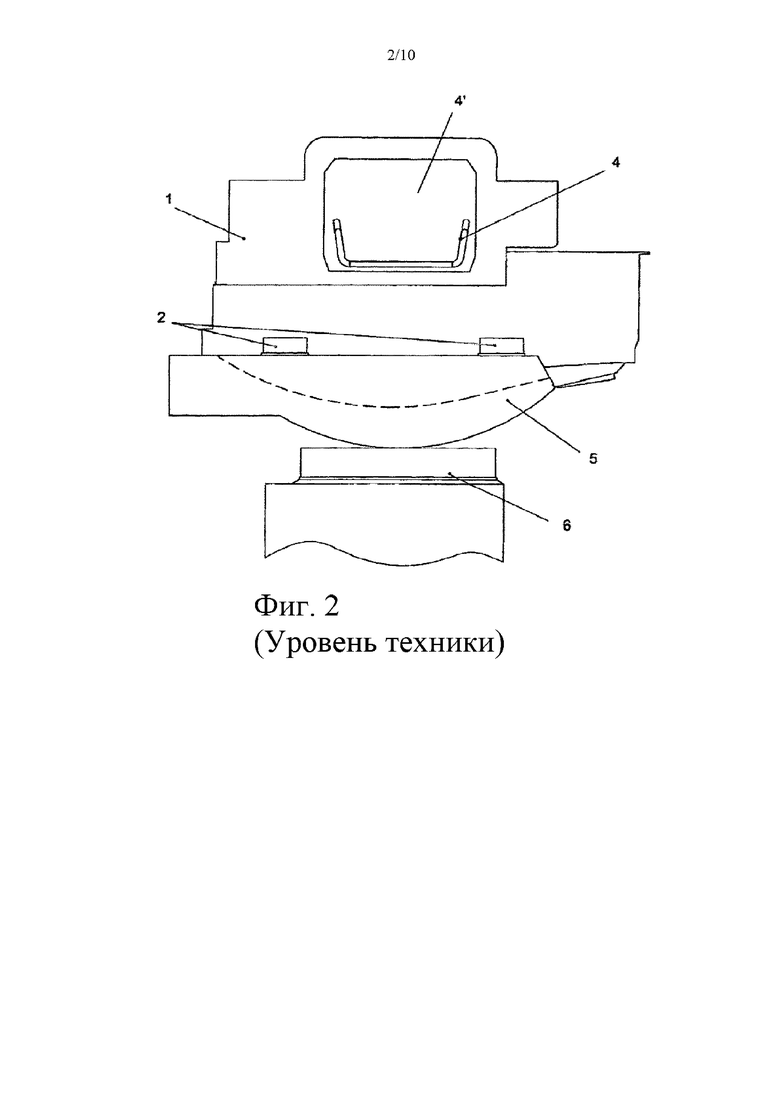
[0058] на фиг. 1 и 2 представлены вертикальные боковые проекции технических решений согласно предшествующему уровню техники;
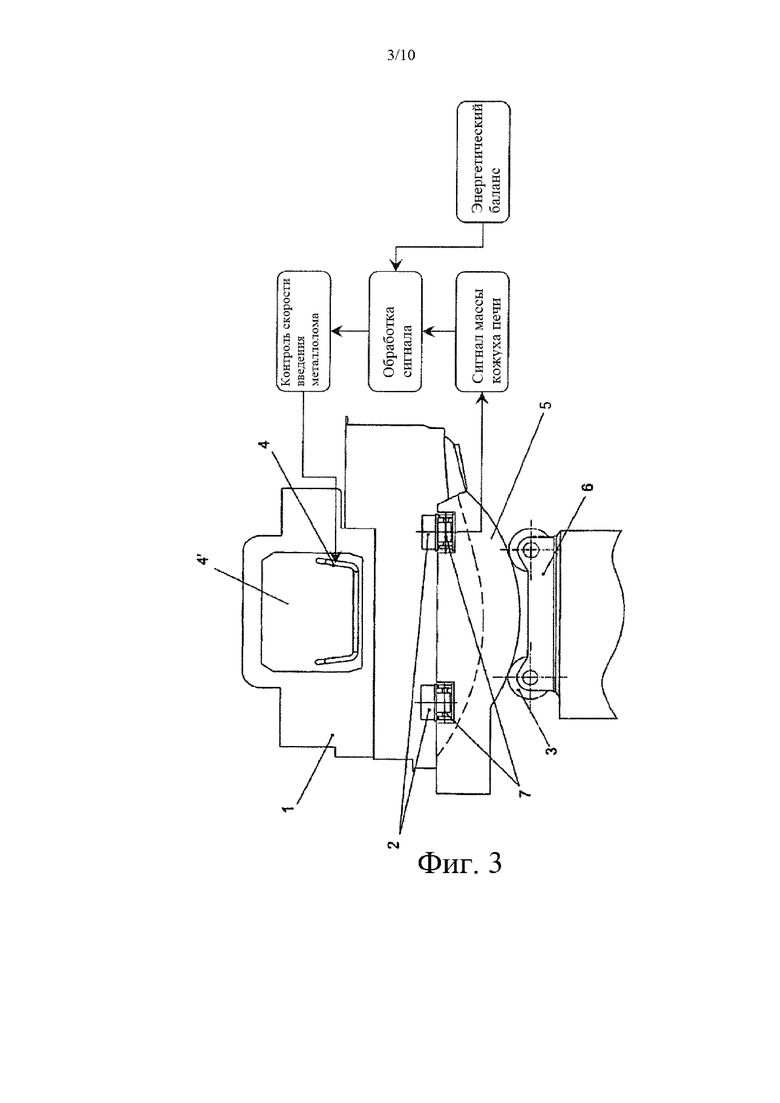
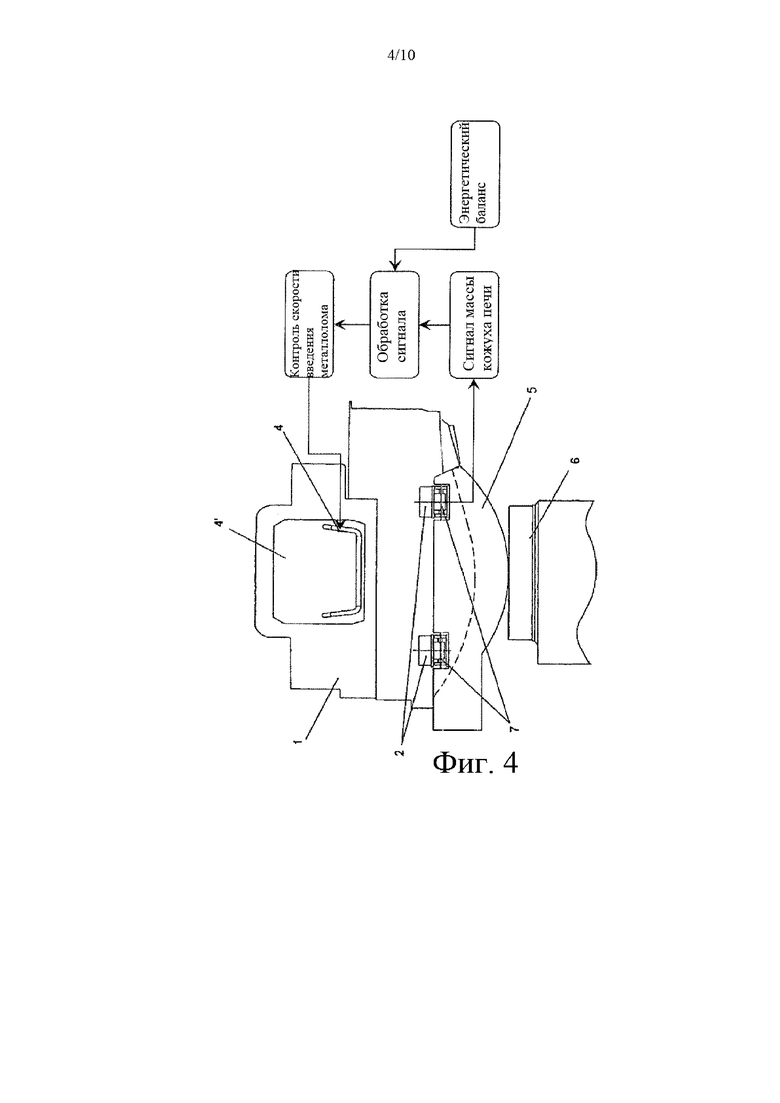
[0059] на фиг. 3 и 4 представлены вертикальные боковые проекции системы согласно настоящему изобретению;
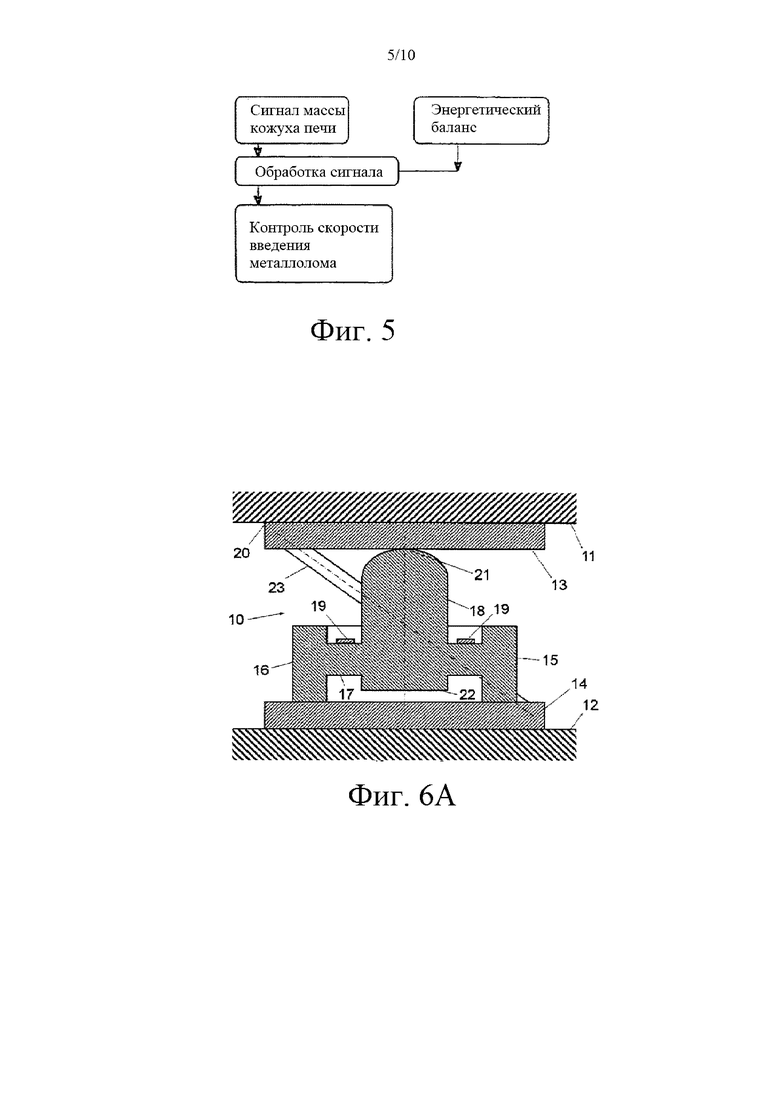
[0060] на фиг. 5 представлена блочная диаграмма способа согласно настоящему изобретению;
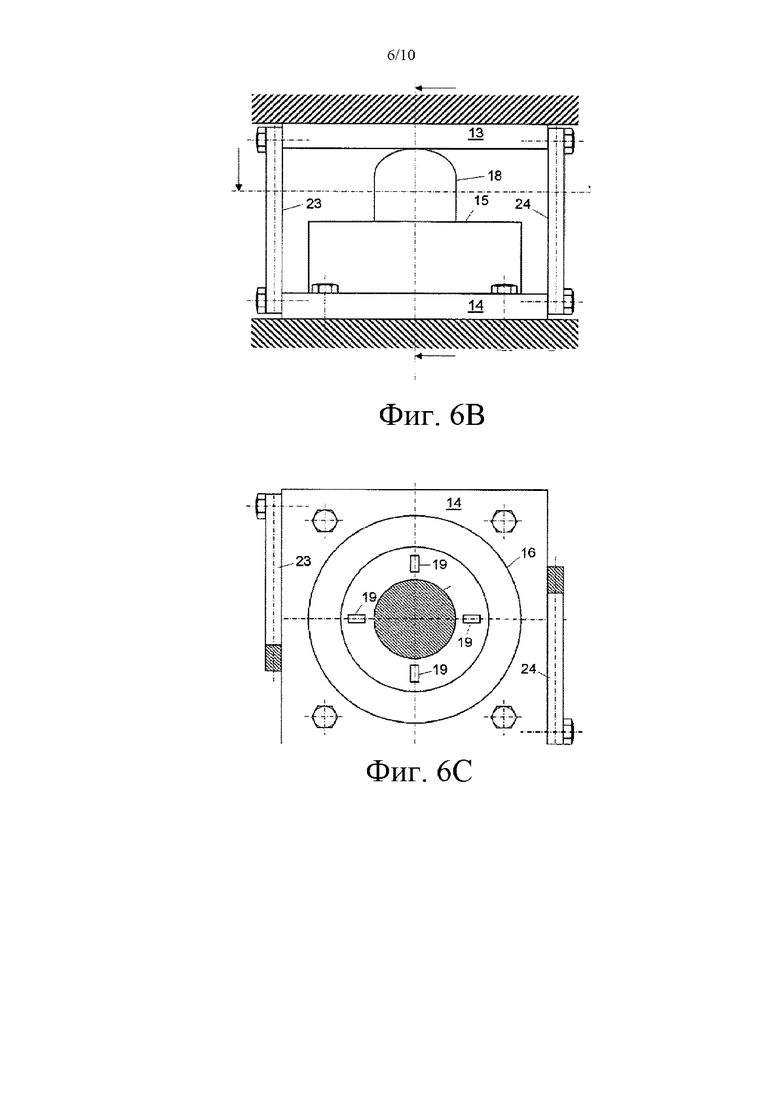
[0061] на фиг. 6А-6С представлены изображения поперечного сечения, а также виды спереди и сверху системы согласно настоящему изобретению;
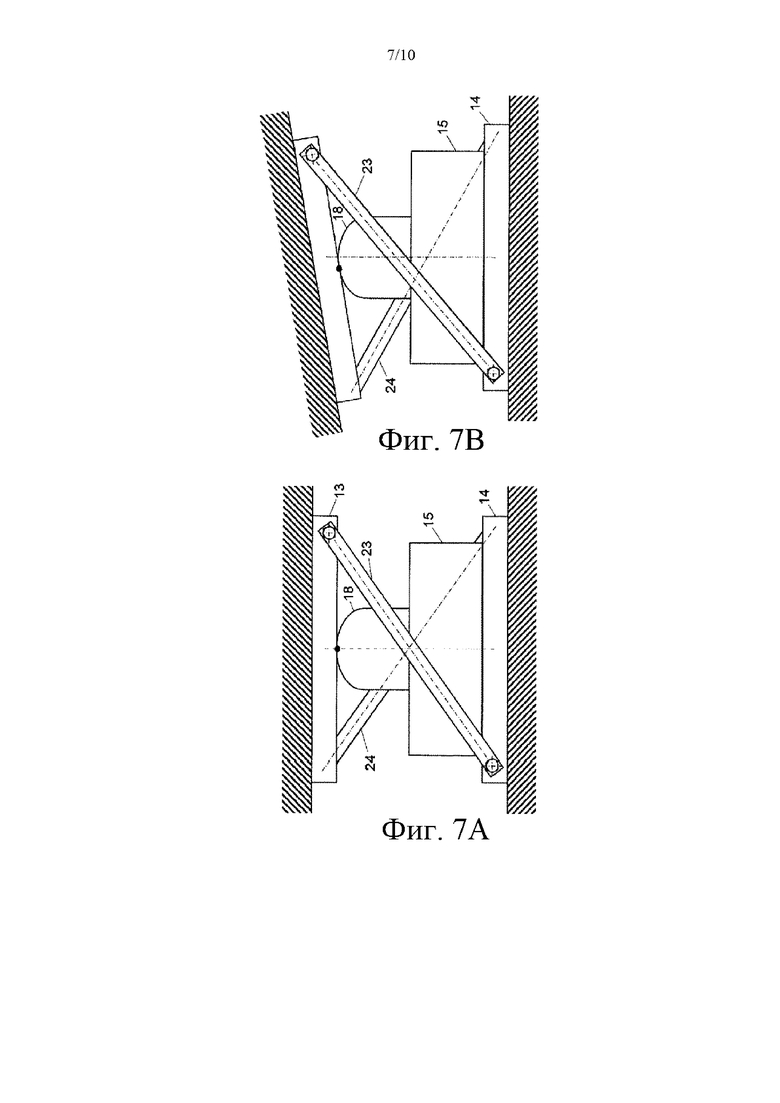
[0062] на фиг. 7А-7В представлены вертикальные проекции системы, представленной на фиг. 6А-6С, в состояниях покоя и деформации;
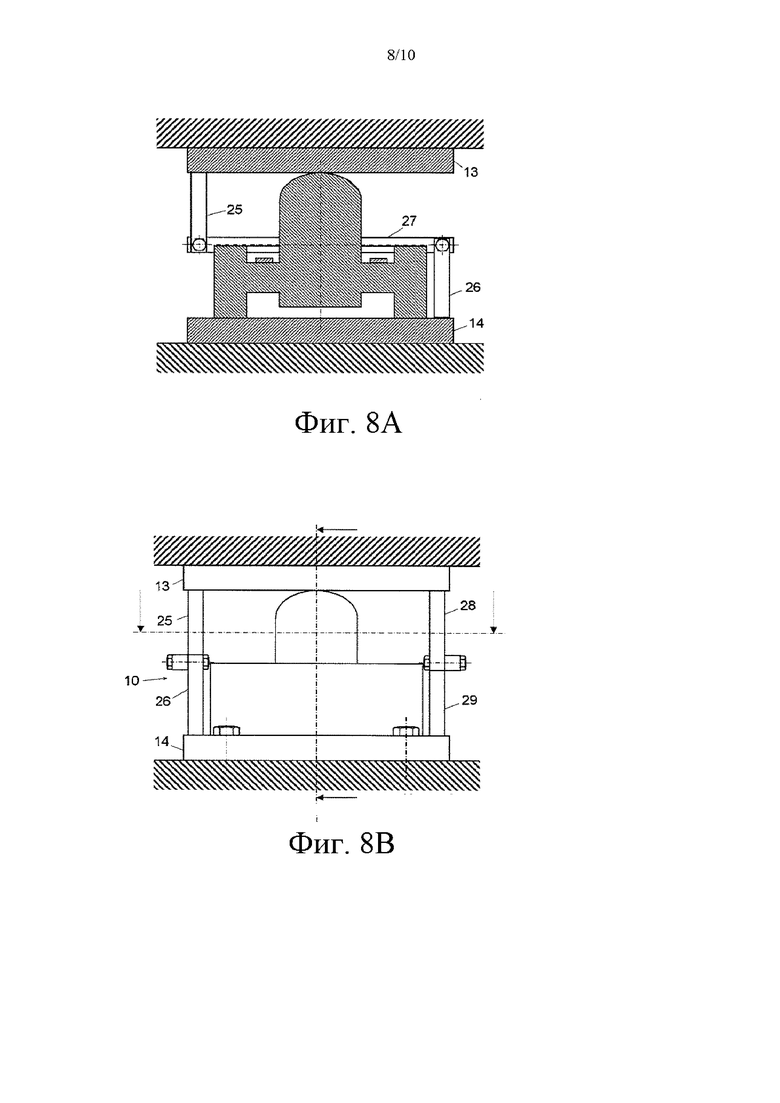
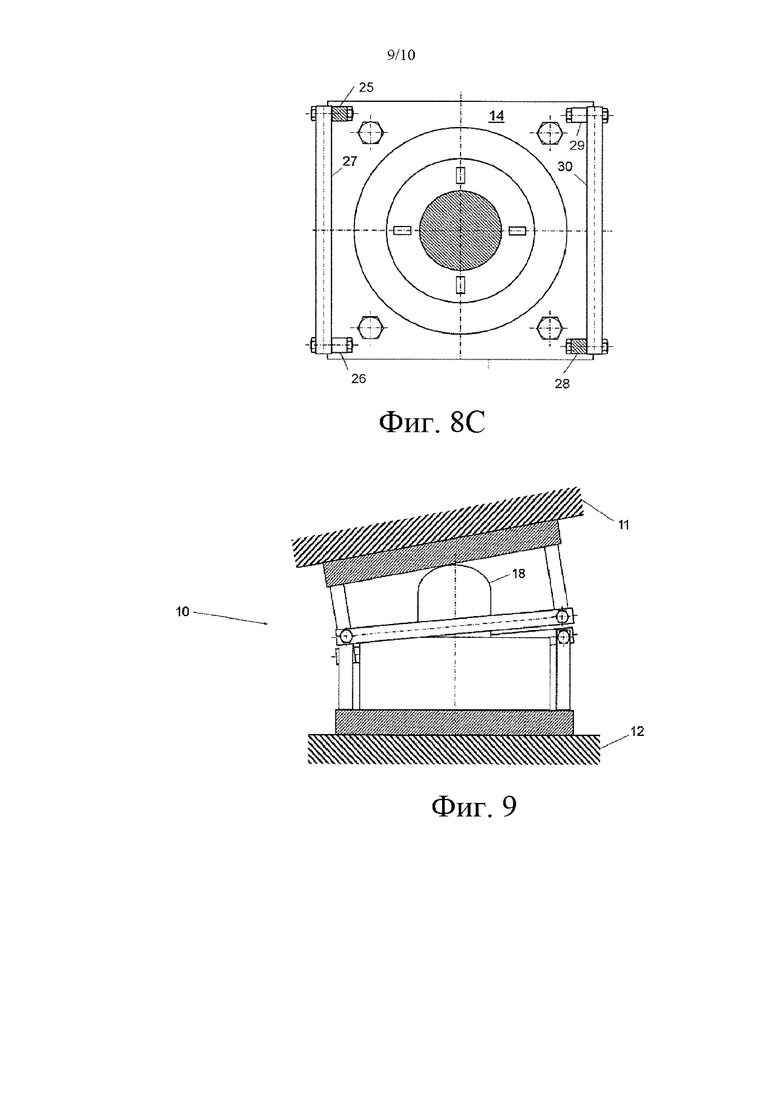
[0063] на фиг. 8А-8С представлены изображения поперечного сечения, а также виды спереди и сверху системы согласно настоящему изобретению;
[0064] на фиг. 9 представлена вертикальная проекция системы, представленной на фиг. 8А-8С, в состояниях покоя и деформации; и
[0065] на фиг. 10 представлена система, представленная на фиг. 6А-6С и 8А-8С, в состояниях покоя и деформации.
Подробное раскрытие вариантов осуществления настоящего изобретения
[0066] Термин «загрузочный материал» или «металлолом», используемый в настоящем описании и в формуле настоящего изобретения, означает загрузочный материал для непрерывного плавления, который составляют железный лом, чугун, непосредственно восстановленное железо в форме хвостов или фрагментов и/или их смесь. В частности, термин «загрузочный материал» означает металлолом, если не указано иное условие. В настоящем описании и формуле изобретения термин «загрузочный материал» означает металлолом, если не указано иное условие.
[0067] На фиг. 1 представлена электрическая дуговая печь (ЭДП), которую поддерживает качающаяся платформа 5 (для операций удаления шлака, выпуска металла или опустошения), имеющая колеса 3, расположенные на опорных основах 6.
[0068] Кожух 1 ЭДП установлен на качающейся платформе 5 с применением подходящих опор 2.
[0069] Боковое отверстие 4' ЭДП используется для введения металлолома посредством конвейера 4, если это необходимо, с процедурой непрерывного введения, такой как, например, в системе Consteel®. Традиционная конфигурация иногда оборудована приборами для измерения массы посредством датчиков, расположенных на валах опорных колес 3 печи ЭДП.
[0070] В качестве альтернативы, на фиг. 3 и 4 представлен вариант осуществления настоящего изобретения. Качающаяся платформа 5 установлена на опорную основу 6, и кожух 1 печи установлен на подходящих опорах 2 на платформе 5. Чтобы обеспечить оседание конструкции вследствие потенциального воздействия высоких температур, система опоры кожуха печи содержит по меньшей мере два ролика 7. Измерители или датчики массы установлены внутри роликов 7.
[0071] Исключительно в качестве примера и без ограничения, указанные датчики могут быть установлены с двойным резервом на валах ролика 7, и они могут представлять собой датчики напряжения сдвига. Взвешиваемая часть состоит только из кожуха 1 печи, как представлено на фиг. 3, и весит значительно меньше, чем часть, которая представлена на фиг. 1 (кожух 1 печи плюс качающаяся платформа 5). Таким образом, датчики на роликах 7 в условиях меньшей деформации могут быть выполнены с возможностью обеспечения значительно более высокой точности.
[0072] Система сбора данных (см. фиг. 5) вместе с подходящим вычислительным алгоритмом обеспечивают поэтапное наблюдение введения металлолома в кожух 1 печи в режиме реального времени через отверстие 4' посредством конвейера 4. Система сбора данных (фиг. 5) затем обрабатывает эту информацию, также согласно энергии на впуске печи, делая ее доступной для линейного оператора, а также для системы 4 контроля непрерывного введения металлолома, как описано на фиг. 5 (например, как в системе Consteel®).
[0073] В качестве альтернативы, в случае качающихся печей без колес (как в типе, представленном на фиг. 2 в варианте согласно уровню техники), которые имеют массы, которые не могут быть измерены почти так же легко, применение решения согласно настоящему изобретению обеспечивает измерение в режиме реального времени (фиг. 4) загрузочного материала и производит значительное воздействие на упрощение конструкции систем ЭДП с возможным оборудованием непрерывного введения (как, например, в системе Consteel®).
[0074] На фиг. 6-10 представлен другой вариант осуществления измерительного устройства согласно настоящему изобретению.
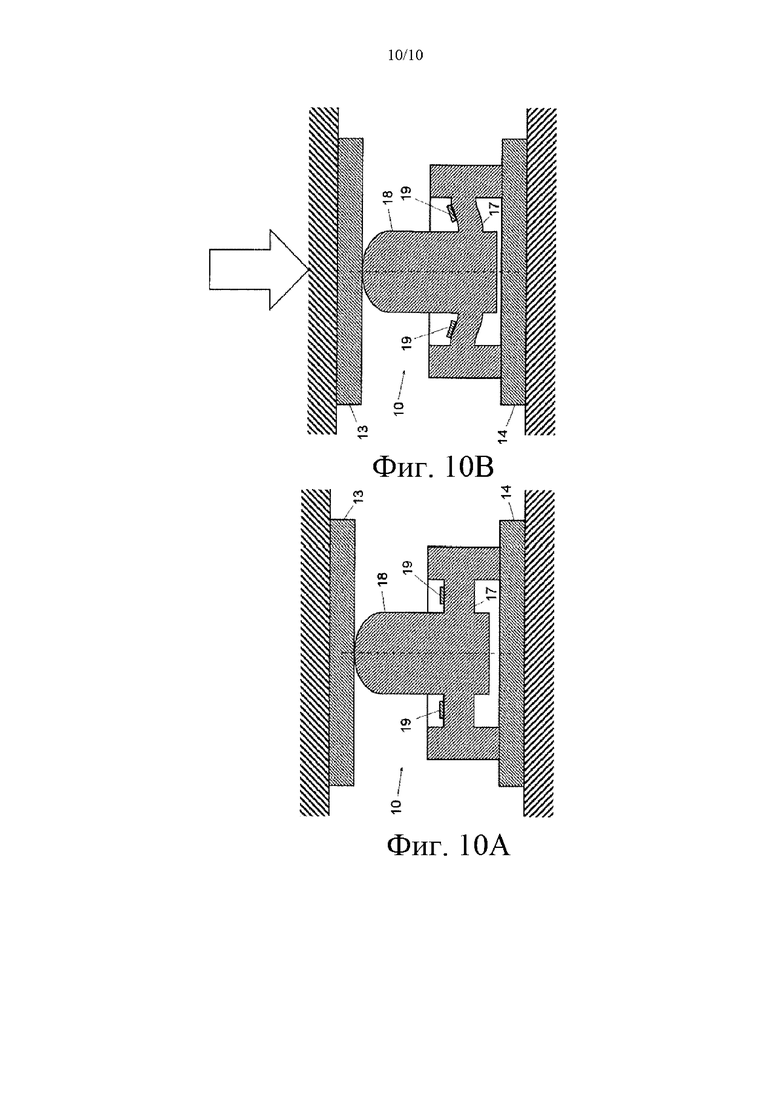
[0075] Как в предшествующем варианте осуществления, измерительное устройство 10 работает в качестве датчика нагрузки и находится между кожухом 11 ЭДП и качающейся платформой 12. В числе своих обязательных элементов измерительное устройство 10 содержит верхнюю плиту 13, которая обращена к кожуху 11; нижнюю плиту 14, которая обращена к качающейся платформе 12; кольцевую конструкцию 15, расположенную между ними и имеющую периферическую кольцевую стенку 16, кольцевую плиту 17 замыкающуюся в кольцевой стенке 16, и контактный элемент 18, проходящий через кольцевую плиту 17; а также один или несколько датчиков 19, которые измеряют деформацию кольцевой плиты 17, когда нагрузка приложена на контактный элемент 18 верхней плитой 13.
[0076] Верхняя плита 13 обращена к кожуху 11 и имеет верхнюю поверхность 20, которая выполнена с возможностью скольжения по отношению к кожуху 11. Согласно одному варианту осуществления верхняя поверхность 20 изготовлена из износостойкого материала, такого как стойкая к истиранию сталь Hardox®. В качестве альтернативы, износостойкий материал может быть нанесен на нижнюю часть кожуха печи в области, обращенной к верхней поверхности 20 и вступающей с ней в контакт. В качестве следующей альтернативы, износостойкий материал может быть нанесен на обе стороны границы раздела между нижней части кожуха печи и верхней поверхностью 20.
[0077] Нижняя плита 14, напротив, выполнена с возможностью фиксированного прикрепления к качающейся платформе 12. В состоянии покоя нижняя плита 12 является практически параллельной по отношению к верхней плите 11, и согласно одному варианту осуществления она может быть прикреплена к нижней плите 12 с применением болтов.
[0078] Кольцевая конструкция 15 расположена на нижней плите 14 и может быть жестко прикреплена или не прикреплена к нижней плите 14. Кольцевая конструкция 15 может принимать разнообразные формы периметра, например, она может иметь круглый периметр, придающий кольцевой конструкции 15 цилиндрическую форму.
[0079] Кольцевая стенка 16 имеет продольная ось, которая является перпендикулярной по отношению к верхней и нижней плитам 13, 14 и, на своей внутренней стороне, поддерживает кольцевую плиту 17, которая замыкается по всей кольцевой конструкции 15 в форме диафрагмы, предпочтительно в направлении, параллельном по отношению к верхней и нижней плитам 12 и 14. Кольцевая плита 17 имеет толщину, которая составляет менее чем высота кольцевой стенки 16 и необязательно замыкается в медианном положении между верхним и нижним концами кольцевой стенки 16. Согласно проиллюстрированному варианту осуществления, например, кольцевая плита 17 замыкается ближе к верхнему концу кольцевой стенки 16 на уровне, составляющем приблизительно 2/3 высоты кольцевой стенки 16.
[0080] Контактный элемент 18 проходит в направлении продольной оси кольцевой конструкции 15 и имеет верхний конец 21, который вступает в контакт с нижней поверхностью верхней плиты 13, и нижний конец 22, который в состоянии покоя находится на расстоянии от нижележащей нижней плиты 14. Такое расстояние позволяет контактному элементу 18 двигаться вниз, когда кольцевая плита 17 деформируется, как будет разъяснено далее. Согласно проиллюстрированному варианту осуществления контактный элемент 18 составляет единое целое с кольцевой плитой 17, таким образом, что кольцевая плита 17 определяет круглый венец, который присоединяет кольцевую стенку 16 к контактному элементу 18.
[0081] Верхний конец 21 контактного элемента 18 предпочтительно является выпуклым, таким образом, чтобы сокращать до минимума контактную поверхность между контактным элементом 18 и верхней плитой 13 и допускать качающееся движение верхней плиты 13 по отношению к контактному элементу 18, что также будет разъяснено далее. Нижний конец 22 контактного элемента 18, напротив, имеет плоскую форму и выступает в качестве ограничителя перемещения в случае чрезмерной нагрузки, ограничивая деформацию датчика нагрузки и, таким образом, предотвращая его разрушение.
[0082] Согласно проиллюстрированному варианту осуществления присутствуют четыре датчика 19, которые разделены равными расстояниями на кольцевой плите 17 вокруг контактного элемента 18. Специалисту в данной области техники будет понятно, что может быть использовано другое число датчиков 19, и что датчики 19 могут быть разделены различными расстояниями, если это является желательным.
[0083] Датчики 19 измеряют деформацию кольцевой плиты 17, когда нагрузка, приложенная к верхнему концу 21 контактного элемента 18, производит направленное вниз давление на контактный элемент 18. Согласно одному варианту осуществления датчики 19 представляют собой тензометрические датчики, которые измеряют деформацию, приложенную к кольцевой плите 17.
[0084] Датчики 19 присоединены к системе сбора данных, принимающей показания одного или нескольких измерений, которые передают датчики 19.
[0085] Множество балок 23 присоединяют верхнюю плиту 13 к нижней плите 14 и находятся на противоположных сторонах верхней и нижней плит 13 и 14. На фиг. 6А, 6В и 6С представлен вариант осуществления настоящего изобретения, согласно которому две балки 23 и 24, соответственно, присутствуют на противоположных сторонах верхней и нижней плит 13, 14 и проходят диагонально в противоположных направлениях, таким образом, что балка 23 соединяет, с одной стороны измерительного устройства 10, верхний «правый» конец верхней плиты 13 с нижним «левым» концом нижней плиты 14, и балка 24 соединяет, на противоположной стороне измерительного устройства 10, верхний «левый» конец верхней плиты 13 с нижним «правым» концом нижней плиты 14.
[0086] Цель балок 23 и 24 заключается не только в том, чтобы обеспечивать соединение между верхней плитой 13 и нижней плитой 14, но также в том, чтобы практически устранять горизонтальное напряжение сдвига, которое действует на измерительное устройство 10 и направлено параллельно по отношению к верхней и нижней плитам 13, 14. Кроме того, балки 23 и 24 могут компенсировать небольшие отклонения между кожухом 11 и качающейся платформой 12.
[0087] На фиг. 7А и 7В дополнительно проиллюстрировано, как балки 23 и 24 обеспечивают небольшие относительные повороты между верхней плитой 13 и нижней плитой 14.
[0088] На фиг. 8А-8С проиллюстрирован вариант осуществления настоящего изобретения, согласно которому присутствуют три балки, которые присоединяют верхнюю плиту 13 к нижней плите 14 и расположены ступенчатым образом на противоположных сторонах измерительного устройства 10. Если рассмотреть первую «левую» сторону измерительного устройства 10, первая балка 25 проходит вниз к одному концу верхней плиты 13 приблизительно половину расстояния между верхней плитой 13 и нижней плитой 14; вторая балка 26 также проходит вверх от противоположного конца нижней плиты 14 приблизительно половину расстояния между верхней плитой 13 и нижней плитой 14; и третья балка 27 присоединяет нижний конец первой балки 25 к верхнему концу второй балки 26 в направлении, параллельном по отношению к верхней и нижней плитам 13, 14. Три балки 28, 29, 30 также соединяют противоположные стороны верхней и нижней плит 13, 14, но зеркальным образом, и в результате этого, если нижняя плита 14 представляет собой квадрат, то вторые балки 26 и 29 проходят вверх от нижней плиты 14 из диагонально противоположных углов нижней плиты 14.
[0089] На фиг. 9 проиллюстрирована деформация измерительного устройства 10 согласно последнему описанному варианту осуществления, когда кожух 11 отклоняется по отношению к качающейся платформе 12.
[0090] На фиг. 10A-10В проиллюстрирован режим работы измерительного устройства 10. Как можно видеть, направленное вниз давление, приложенное к контактному элементу 18, заставляет контактный элемент 18 перемещаться вниз по направлению к нижней плите 14, а также заставляет круглый венец, определяемый кольцевой плитой 17 между кольцевой стенкой 16 и контактным элементом 18 деформироваться практически коническим образом для компенсации такого направленного вниз перемещения.
[0091] Аналогично первому варианту осуществления, система, которая содержит измерительное устройство 10, может дополнительно содержать конвейер, присоединенный к ЭДП, который вводит загрузочный материал внутрь ЭДП, и установку дожигания, которая взаимодействует с конвейером и предварительно нагревает загрузочные материалы внутри конвейера. Автоматическое управляющее устройство может обеспечивать введение загрузочного материала в ЭДП в непрерывном режиме.
[0092] Кроме того, качающаяся платформа 10 может быть выполнена с возможностью наклона ЭДП для операций удаления шлака и выпуска металла и быть расположенной таким образом, что при наклоне ЭДП внутри ЭДП сохраняется остаток расплавленного жидкого материала, который имеет массу, составляющую от 10% до 50% массы перед выпуском металла.
[0093] Следует отметить, что применение описанного выше оборудования для сбора данных показаний измерений количества загрузочного материала или металлолома, добавляемого в ванну, позволяет дифференциально вычислять с течением времени оптимизацию потока загрузочного материала с применением подходящих алгоритмов. На основании указанных данных оборудование и системы согласно настоящему изобретению обеспечивают регулирование скорости введения загрузочного материала или металлолома.
[0094] Измерительное устройство, конфигурация которого проиллюстрирована на фиг. 6-10, предоставляет ряд преимуществ даже в сопоставлении с измерительным устройством, проиллюстрированным на фиг. 3 и 4. Некоторые из указанных преимуществ могут быть кратко представлены следующим образом.
[0095] Повышение точности. - Хотя измерительное устройство, представленное на фиг. 3-4, обеспечивает уровни точности, составляющие приблизительно 2%, измерительное устройство, представленное на фиг. 6-10, обеспечивает уровни точности от 0,3 до 0,5% посредством передачи более точных показаний в отношении деформации изгиба круглого венца, определяемого кольцевой плитой 17.
[0096] Упрощение обслуживания. Измерительное устройство, представленное на фиг. 3-4, может иметь массу, составляющую несколько сот килограммов, включая ролики и валы, что делает затруднительной работу оператора. Измерительное устройство, представленное на фиг. 6-10 имеет меньший объем и массу, составляющую приблизительно от 10 до 20 кг, и им может управлять один оператор. Это обеспечивает упрощенную замену не только в том случае, когда ЭДП полностью поднимают для обслуживания, но даже без подъема ЭДП за счет локального действия гидравлического подъемника или домкрата в целях раздвижения обращенных друг к другу поверхностей верхней и нижней плит на ограниченное расстояние для высвобождения и замены измерительного устройства.
[0097] Сокращение расходов. - Измерительное устройство, представленное на фиг. 3-4, не только имеет большую массу, но также содержит большее число механически обработанных компонентов, чем измерительное устройство, представленное на фиг. 6-10, которое содержит меньшее число механических деталей и имеет меньшую массу, в результате чего сокращаются производственные расходы.
[0098] Хотя настоящее изобретение было описано в отношении представленных выше вариантов осуществления, оно не предназначено для ограничения объема настоящего изобретения конкретными представленными формами, но, наоборот, предназначено для распространения на такие альтернативы, модификации и эквиваленты, которые могут быть включены в объем настоящего изобретения. Кроме того, объем настоящего изобретения полностью охватывает другие варианты осуществления, которые могут становиться очевидными для специалистов в данной области техники, и объем настоящего изобретения ограничен только прилагаемой формулой изобретения.
Группа изобретений относится к оборудованию для измерения и контроля введения загрузочного материала и металлолома в печь. Система и оборудование для измерения и контроля введения загрузочного материала в электрическую дуговую печь (ЭДП) содержит автоматическое управляющее устройство, вводящее загрузочный материал; измерительное устройство, расположенное между ЭДП и качающейся платформой, которая содержит верхнюю плиту, выполненную с возможностью скольжения относительно ЭДП, нижнюю плиту, прикрепленную к качающейся платформе, и кольцевую конструкцию, расположенную между ними и имеющую периферическую кольцевую стенку, причем кольцевая плита проходит по всей кольцевой конструкции, и контактный элемент, связанный с кольцевой плитой, который вверху вступает в контакт с верхней плитой и внизу приближается без вступления в контакт к нижней плите; и один или несколько датчиков, измеряющих деформацию кольцевой плиты после приложения нагрузки на верхнюю плиту. Технический результат – повышение точности измерения и контроля введения загрузочного материала и металлолома в печь. 2 н. и 17 з.п. ф-лы, 16 ил.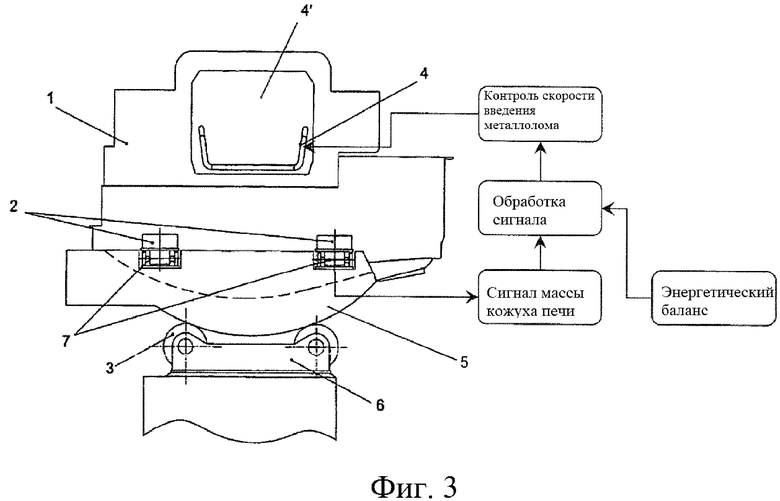
1. Оборудование для измерения и контроля загрузочного материала, вводимого в электрическую дуговую печь (ЭДП), которая установлена на качающейся платформе, причем оборудование содержит:
автоматическое управляющее устройство, вводящее загрузочный материал согласно энергии, поступающей в ванну; и
измерительное устройство для загрузочного материала, функционально связанное с автоматическим управляющим устройством, причем измерительное устройство взвешивает кожух ЭДП, ее содержимое и любые другие компоненты, поддерживаемые кожухом,
при этом измерительное устройство выполнено с возможностью установки между ЭДП и качающейся платформой и содержит:
верхнюю плиту, имеющую верхнюю поверхность, выполненную с возможностью скольжения относительно нижней поверхности ЭДП;
нижнюю плиту, имеющую нижнюю поверхность, выполненную с возможностью присоединения к качающейся платформе;
кольцевую конструкцию, связанную с верхней поверхностью нижней плиты и имеющую:
периферическую кольцевую стенку с продольной осью, перпендикулярной по отношению к верхней и нижней плитам,
кольцевую плиту, связанную с внутренней стороной кольцевой стенки и проходящую по всей кольцевой конструкции, и
контактный элемент, связанный с кольцевой плитой и проходящий в направлении продольной оси кольцевой конструкции для вступления вверху в контакт с нижней поверхностью верхней плиты и подхода внизу без вступления в контакт с верхней поверхностью нижней плиты, и
один или несколько датчиков, связанных с кольцевой плитой и измеряющих деформацию кольцевой плиты после приложения нагрузки к верхней поверхности верхней плиты.
2. Оборудование по п. 1, в котором верхняя поверхность верхней плиты изготовлена из стойкой к истиранию стали.
3. Оборудование по п. 1, в котором нижняя поверхность ЭДП в контакте с верхней поверхностью верхней плиты изготовлена из стойкой к истиранию стали.
4. Оборудование по п. 1, в котором кольцевая стенка имеет круглый периметр.
5. Оборудование по п. 1, в котором кольцевая плита является параллельной по отношению к верхней и нижней плитам и расположена ближе к верхнему концу кольцевой стенки, чем к нижнему концу кольцевой стенки.
6. Оборудование по п. 1, в котором контактный элемент имеет выпуклый верхний конец, в результате чего сокращается до минимума площадь контакта между контактным элементом и верхней плитой.
7. Оборудование по п. 1, в котором контактный элемент имеет плоский нижний конец, выступающий в качестве ограничителя перемещения в случае чрезмерной нагрузки, в результате чего предотвращается разрушение измерительного устройства.
8. Оборудование по п. 1, в котором присутствует множество датчиков, расположенных на противоположных сторонах контактного элемента.
9. Оборудование по п. 1, в котором один или несколько датчиков представляют собой один или несколько тензометрических датчиков, измеряющих деформацию кольцевой плиты после приложения нагрузки к верхней поверхности верхней плиты.
10. Оборудование по п. 1, дополнительно содержащее множество балок, присоединяющих верхнюю плиту к нижней плите на обращенных друг к другу противоположных сторонах верхней и нижней плит.
11. Оборудование по п. 10, в котором множество балок содержит две балки, проходящие диагонально в противоположных направлениях.
12. Оборудование по п. 10, в котором множество балок содержит, на каждой из обращенных друг к другу противоположных сторон верхней и нижней плит, три балки, соединенные ступенчатым образом, причем эти три балки представляют собой: первую балку, проходящую вниз от первого бокового конца верхней плиты, вторую балку, проходящую вверх от противоположного бокового конца нижней плиты, и третью балку, проходящую параллельно по отношению к верхней и нижней плитам и соединяющую нижний конец первой балки и верхний конец второй балки.
13. Оборудование по п. 1, которое дополнительно содержит систему сбора данных для считывания результатов одного или нескольких измерений, обеспечиваемых одним или несколькими датчиками.
14. Оборудование по п. 1, в котором автоматическое управляющее устройство выполнено с возможностью непрерывного введения загрузочного материала в ЭДП.
15. Система для рафинирования стали, содержащая:
электрическую дуговую печь (ЭДП), производящую сталь посредством плавления и рафинирования загрузочного материала внутри ЭДП;
конвейер, присоединенный к ЭДП для введения загрузочного материала внутрь ЭДП;
установку дожигания, взаимодействующую с конвейером и предварительно нагревающую загрузочные материалы внутри конвейера;
качающуюся платформу для наклона ЭДП в операциях удаления шлака и выпуска металла, причем качающаяся платформа расположена таким образом, что наклон ЭДП поддерживает остаток расплавленного жидкого материала внутри ЭДП, причем этот остаток имеет массу, которая составляет от 10% до 50% массы перед выпуском металла; и
оборудование, выполненное с возможностью измерения и контроля введения загрузочного материала в ЭДП, причем это оборудование расположено между ЭДП и качающейся платформой, и при этом оборудование содержит:
автоматическое управляющее устройство, вводящее загрузочный материал согласно энергии, поступающей в ванну; и
измерительное устройство для загрузочного материала, функционально связанное с автоматическим управляющим устройством, причем измерительное устройство взвешивает кожух ЭДП, ее содержимое и любые другие компоненты, поддерживаемые кожухом,
при этом измерительное устройство расположено между электрической дуговой печью и качающейся платформой и содержит:
верхнюю плиту, имеющую верхнюю поверхность, выполненную с возможностью скольжения относительно нижней поверхности ЭДП;
нижнюю плиту, имеющую нижнюю поверхность, выполненную с возможностью присоединения к качающейся платформе;
кольцевую конструкцию, связанную с верхней поверхностью нижней плиты и имеющую:
периферическую кольцевую стенку с продольной осью, перпендикулярной по отношению к верхней и нижней плитам,
кольцевую плиту, связанную с внутренней стороной кольцевой стенки и проходящую по всей кольцевой конструкции, и
контактный элемент, связанный с кольцевой плитой и проходящий в направлении продольной оси кольцевой конструкции для вступления вверху в контакт с нижней поверхностью верхней плиты и подхода внизу без вступления в контакт с верхней поверхностью нижней плиты, и
один или несколько датчиков, связанных с кольцевой плитой и измеряющих деформацию кольцевой плиты после приложения нагрузки к верхней поверхности верхней плиты.
16. Система по п. 15, в которой контактный элемент имеет выпуклый верхний конец, в результате чего сокращается до минимума площадь контакта между контактным элементом и верхней плитой, и плоский нижний конец, в результате чего увеличивается до максимума площадь контакта между контактным элементом и нижней плитой после направленной вниз деформации кольцевой плиты.
17. Система по п. 15, дополнительно содержащая множество балок, присоединяющих верхнюю плиту к нижней плите на обращенных друг к другу противоположных сторонах верхней и нижней плит.
18. Система по п. 17, в которой множество балок содержит две балки, проходящие диагонально в противоположных направлениях.
19. Система по п. 17, в которой множество балок включает, на каждой из обращенных друг к другу противоположных сторон верхней и нижней плит, три балки, соединенные ступенчатым образом, причем эти три балки представляют собой: первую балку, проходящую вниз от первого бокового конца верхней плиты, вторую балку, проходящую вверх от противоположного бокового конца нижней плиты, и третью балку, проходящую параллельно по отношению к верхней и нижней плитам и соединяющую нижний конец первой балки и верхний конец второй балки.
| Способ получения сернокислотных эфиров лейкосоединений и применения их для крашения и набивки волокнистых материалов, а также получения из них лаков | 1923 |
|
SU4166A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ПОДАЧИ ЗАГРУЗОЧНОГО МАТЕРИАЛА ИЛИ МЕТАЛЛОЛОМА В ЭЛЕКТРИЧЕСКУЮ ДУГОВУЮ ПЕЧЬ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2006 |
|
RU2417346C2 |
| Числоимпульсное устройство телеизмерения | 1948 |
|
SU90891A1 |
| СПОСОБ РЕГУЛИРОВКИ ВЫСОТЫ ПЕНИСТОГО ШЛАКА ПРИ ВЫПЛАВКЕ НЕРЖАВЕЮЩЕЙ СТАЛИ В ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ | 2009 |
|
RU2478122C2 |
| US 6004504 A1, 21.12.1999. | |||

