Область техники, к которой относится изобретение
Настоящее изобретение относится к области формования контейнеров. Более конкретно, оно относится к формовочному устройству для формования контейнеров и способу формования контейнеров.
Предпосылки создания изобретения
Инжекционное и экструзионное формование представляют собой две хорошо известные технологии изготовления изделий из полимера, стекла, керамического материала или даже металла, и они были известны и изучались в течение десятилетий.
При инжекционном формовании/литье под давлением исходный материал в виде гранул подают в элемент для ввода гранулята и оттуда в цилиндр, в котором он преобразуется в жидкий расплав под действием тепла и механических усилий. Приложение механического усилия к гранулам обычно осуществляется посредством шнека, который выполнен с возможностью вращения и перемещения в цилиндре. Как только определенная масса расплавленных гранул скопится в цилиндре, шнек отводится из цилиндра вследствие увеличивающегося объема расплавленной массы. На следующем этапе шнек подают обратно в его исходное положение, что вызывает выдавливание массы исходного расплавленного материала из цилиндра под давлением. Для выпуска расплавленного исходного материала под давлением в пресс-форму игольчатый клапан впрыска, закрывающий доступ к литьевой пресс-форме, открывают, и расплавленный исходный материал под давлением выпускают в пресс-форму. Обычно имеется более одного игольчатого клапана впрыска, так что расплавленная масса может входить в пресс-форму из нескольких мест. В таком устройстве для литья под давлением также обычно имеется несколько пресс-форм. После охлаждения в пресс-форме расплавленная масса затвердевает до твердого материала, который затем может быть вытолкнут или пневматически удален из пресс-формы, что освобождает пространство для литья под давлением еще одного твердого предмета. Впоследствии весь процесс повторяется.
В качестве исходного материала для литья под давлением обычно может быть использован любой материал, который может быть преобразован в жидкую фазу, такой как металл, стекло, керамические материалы и различные типы полимеров. Экструзионное формование имеет много общего с литьем под давлением, поскольку при экструзионном формовании исходный материал расплавляют до жидкого состояния посредством вращающегося шнека и нагрева. Однако основное отличие состоит в том, что расплавленный исходный материал непрерывно подают из цилиндра в пресс-форму через двумерную головку. Другое различие между двумя способами состоит в том, что при экструзионном формовании шнек экструдера не отводят из цилиндра перед выпуском в цилиндр.
При непрерывном использовании инжекционного или экструзионного формования в производственном процессе возникает ряд проблем.
Во-первых, традиционные процессы инжекционного и экструзионного формования имеют присущую им инерцию вследствие перемещения экструзионного шнека, которому требуется время для ускорения или замедления его перемещения. Как следствие, давление жидкости в таких традиционных системах невозможно регулировать с заданной скоростью. Это делает их менее подходящими для способов инжекционного формования/литья под давлением, в которых скорость имеет важное значение.
Во-вторых, существующие решения зависят от наличия накопителя как буфера для расплава исходного материала. Традиционные накопители подвергаются риску утечки жидкого исходного материала и его «пережога». Кроме того, проблемы могут возникнуть, когда исходный материал одного цвета должен быть заменен другим материалом другого цвета. В данном случае, например, в накопителе возникает проблема так называемого «глухого» конца, что означает, что остатки старого исходного материала, который может быть, например, белым, смешиваются с новым исходным материалом, который может быть черным, что приводит к предметам, полученным литьем под давлением, которые являются сероватыми. Само собой разумеется, это нежелательно для готовых изделий. Таким образом, существует стремление разработать усовершенствованные способ и устройство для литья под давлением, которые позволяют решить по меньшей мере некоторые из проблем, связанных с известной технологией.
Сущность изобретения
Одним аспектом решения согласно настоящему изобретению является формовочное устройство, содержащее:
- впускной элемент для приема исходного материала, подлежащего выталкиванию;
- цилиндр для сбора и обработки исходного материала, принятого через впускной элемент;
- шнек для контактного взаимодействия с исходным материалом в цилиндре;
- первое приводное устройство, выполненное с возможностью обеспечения вращения шнека для измельчения исходного материала до жидкого состояния,
отличающееся тем, что
формовочное устройство дополнительно содержит второе приводное устройство, выполненное с возможностью обеспечения смещения шнека в направлении, по существу перпендикулярном к направлению вращения, в цилиндр и из него, в зависимости от давления в цилиндре.
Таким образом, подобное формовочное устройство может реагировать значительно быстрее на нарастание давления в устройстве для поддержания определенного значения давления жидкости в цилиндре или также изменения значения давления с помощью ряда средств, когда имеется критическое нарастание давления жидкости в цилиндре.
Одним из данных средств является наличие приводного устройства с элементом для впуска воздуха и элементом для выпуска воздуха и подпружиненным поршнем, расположенным между ними, при этом регулирование перепада давления воздуха между ними может обеспечить смещение поршня. С другой стороны, поршень соединен со шнеком (экструдера) так, что перемещение поршня вызывает перемещение шнека в том же направлении. Данное перемещение может представлять собой перемещение или в цилиндр, или из цилиндра, в котором размещен измельченный и жидкий исходный материал, в результате чего давление жидкости в цилиндре увеличивается или уменьшается.
Одно основное преимущество формовочного устройства по сравнению с существующими решениями состоит в том, что процесс литья под давлением может быть значительно ускорен, поскольку может быть обеспечено более быстрое регулирование давления жидкости в системе. Это достигается посредством смещения и/или вращения шнека экструдера при регулируемом давлении. Кроме того, поскольку отсутствуют какие-либо буферные камеры, не могут возникать никакие глухие концы, то есть исходный материал одного типа и/или цвета не будет застревать в буферных камерах, но может быть быстро вытолкнут за счет средств регулирования давления и обратной связи по давлению, влияющих на перемещение шнека экструдера и игольчатого клапана впрыска.
Одно дополнительное преимущество формовочного устройства согласно настоящему изобретению состоит в том, что оно может быть легко превращено во вращающееся формовочное устройство, выполненное с возможностью использования в ротационной разливочной машине для контейнеров, содержащих пищевые продукты.
Другим аспектом решения согласно настоящему изобретению является способ формования изделия в формовочном устройстве, включающий:
- подачу исходного материала через впускной элемент и в цилиндр;
- вращение шнека в цилиндре для измельчения исходного материала до расплавленного/жидкого состояния;
- измерение давления жидкого исходного материала в цилиндре;
- сравнение измеренного значения давления жидкости в цилиндре с критическим пороговым значением давления; и
- регулирование давления в цилиндре посредством перемещения шнека из цилиндра и/или регулирование частоты вращения шнека в случае, если было достигнуто критическое пороговое значение давления.
Преимущество вышеприведенного способа состоит в том, что в случае, если формовочное устройство получит сигнал останова, который может быть вызван проблемами на выходе разливочной машины, частью которой является формовочное устройство, любое нарастание давления жидкости в цилиндре за пределы порогового значения может быть уменьшено посредством регулирования или поступательного перемещения шнека в цилиндре и/или частоты его вращения. Следовательно, система будет надежной при любых обстоятельствах и в большинстве случаев готовой к продолжению литья под давлением, как только режим останова будет снят.
Краткое описание чертежей
Фиг.1A иллюстрирует один вариант осуществления формовочного устройства согласно настоящему изобретению.
Фиг.1В иллюстрирует вариант осуществления формовочного устройства по фиг.1А, при этом нижняя часть показана более подробно.
Фиг.1С иллюстрирует более подробно подачу исходного материала в варианте осуществления по фиг.1А.
Фиг.2 отображает блок-схему последовательности запуска для формовочного устройства согласно одному варианту осуществления настоящего изобретения.
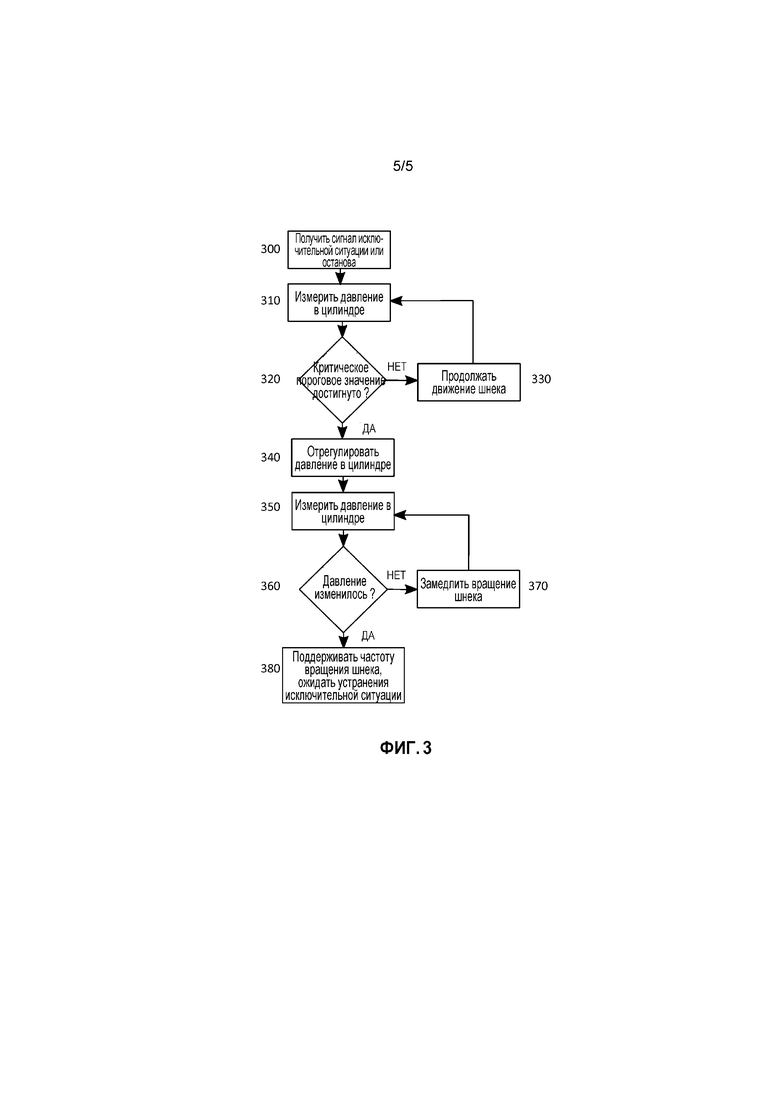
Фиг.3 отображает блок-схему, показывающую этапы, выполняемые, когда система находится в «режиме исключительной ситуации».
Подробное описание
Перед тем, как ниже будет приведено подробное описание возможных вариантов осуществления настоящего изобретения, следует подчеркнуть, что данные варианты осуществления приведены только в целях иллюстрации, а не в качестве ограничений настоящего изобретения. Специалист, который изучил нижеприведенное описание, сможет разработать другие варианты осуществления, по-прежнему находящиеся в пределах объема сопровождающей формулы изобретения. Таким образом, в конечном счете настоящее изобретение ограничено только сопровождающей формулой изобретения.
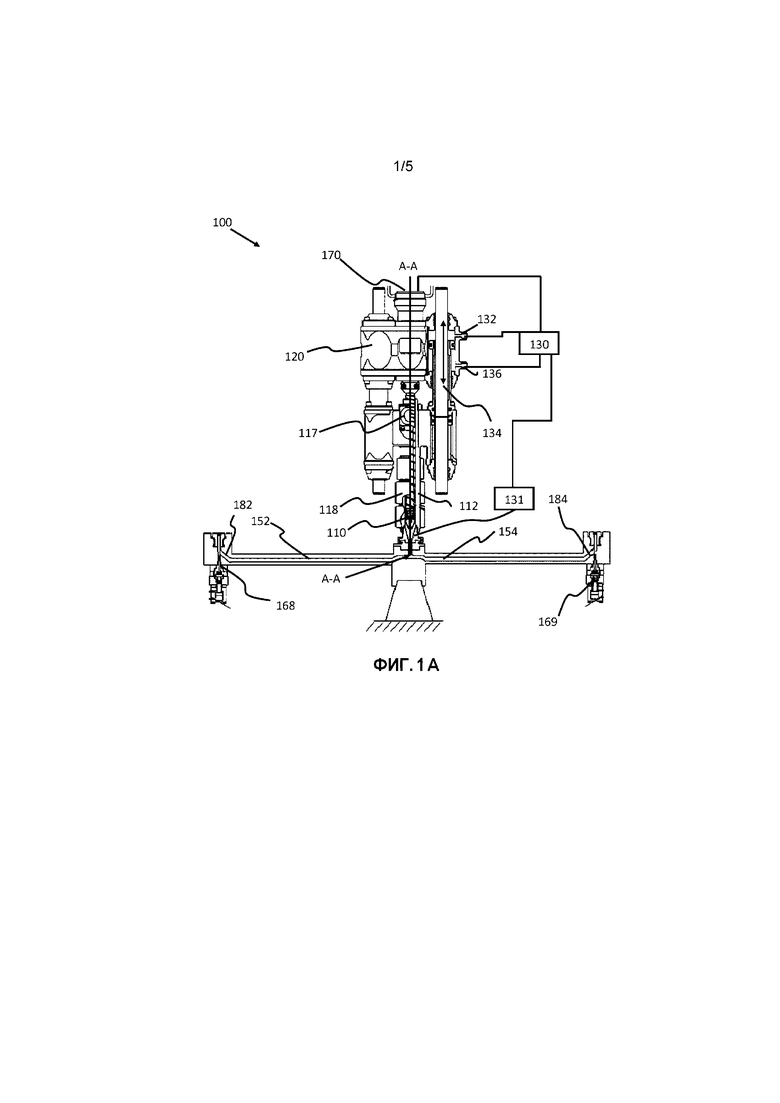
Фиг.1А иллюстрирует один вариант осуществления формовочного устройства 100 согласно настоящему изобретению.
Во-первых, шнек 110 экструдера расположен с возможностью вращения в цилиндре 112, в котором скапливается исходный материал, который в данном варианте осуществления присутствует в виде гранулированного пластика. Исходный материл подают через впускной элемент 117 для подачи. Как упомянуто выше в разделе данной заявки, связанном с предпосылками создания изобретения, применение гранулированного пластика является только иллюстративным. Может быть предусмотрен любой исходный материал, который может быть измельчен до жидкого состояния при наличии механических усилий, обусловленных вращательным движением шнека 110 экструдера, и нагрева, облегчающего переход из твердой в жидкую фазу.
Как показано на фиг.1А, вокруг цилиндра 112 расположены нагревательные устройства 118, которые вместе с вращением шнека 110 экструдера, измельчающего исходный материал, способствуют превращению исходного материала в цилиндре 112 в расплавленную жидкую массу. Вращательное движение шнека 110 экструдера также создает давление, действующее на расплавленный исходный материал, выходящий из цилиндра 112 и в один или более трубопроводов 152, 154. Расплавленный исходный материал подается из цилиндра 112 в один или более трубопроводов 152, 154, которые соединены с цилиндром 112 посредством распределительной ступицы 160 (показанной на фиг.1В), имеющей некоторое число отверстий, соответствующее числу трубопроводов, в которые подается жидкий исходный материал под давлением.
В варианте осуществления по фиг.1А показаны два трубопровода 152, 154, но формовочное устройство 100 может содержать множество трубопроводов, каждый из которых соединен с соответствующим эжекционным выпускным элементом 182, 184. Эжекционный выпускной элемент представляет собой место, в котором расплавленный исходный материал находится перед его выталкиванием в пресс-форму. Выталкивание расплавленного исходного материала осуществляется посредством игольчатого клапана 168, 169 впрыска, управляемого посредством программируемого приводного устройства, которое выдает команду игольчатому клапану впрыска на перемещение и, следовательно, открытие или закрытие выпускного элемента для впрыска, предназначенного для выпуска расплавленного исходного материала в пресс-форму. Поскольку управление игольчатыми клапанами 168, 169 впрыска, показанными на фиг.1А, не является предметом данной заявки на патент, какое-либо подробное описание программируемого приводного устройства в данном документе опущено. При этом следует упомянуть, что расплавленный исходный материал в формовочном устройстве 100 находится под давлением и в таком состоянии находится в формовочном устройстве и поступает в пресс-форму.
Далее, различие между стандартным формовочным устройством и устройством согласно варианту осуществления изобретения по фиг.1А состоит в том, что шнек 110 экструдера не только расположен с возможностью вращения в цилиндре 112, но и также частично расположен в аккумулирующей камере 120. При этом следует отметить, что термин «аккумулирующая камера» не означает, что какой-либо жидкий или твердый исходный материал скапливается в ней. Любой исходный материал, поданный через впускной элемент 117, будет находиться или в цилиндре 112, или в трубопроводах 152, 154, включающих в себя эжекционные выпускные элементы 182, 184. Скорее, термин «аккумулирующая камера» используется в связи с потенциальным нарастанием давления жидкости в цилиндре 112, которое будет дополнительно рассмотрено далее в тексте. При этом аккумулирующая камера 120 содержит полость с элементом 132 для впуска воздуха и элементом 136 для выпуска воздуха и с подпружиненным поршнем (непоказанным), расположенным в ней. Подпружиненный поршень соединен с линейной направляющей 134, которая может быть выполнена в виде удлиненного металлического стержня, преобразующего любые поступательные перемещения поршня в линейное перемещение вверх или вниз в направлении стрелок, показанных на фиг.1А. В данном конкретном варианте осуществления аккумулирующая камера 120 разделена на две части, то есть камеры слева и справа от цилиндра 112. Однако с равным успехом можно было бы иметь только одну аккумулирующую камеру 120 с только одной линейной направляющей 134. Описание части аккумулирующей камеры 120, внутреннее пространство которой видно на фиг.1А, ограничено описанием правой стороны, при этом хорошо известно, что описание в равной степени имеет силу для обеих сторон аккумулирующей камеры 120. Шнек 110 экструдера механически соединен с линейной направляющей 134, которая выполнена с возможностью перемещения в направлении стрелок, показанных внутри линейной направляющей 134. Кроме того, регулятор 130 перепада давлений соединен с аккумулирующей камерой 120 и с элементом 132 для впуска воздуха и элементом 136 для выпуска воздуха, через которые воздух может входить в аккумулирующую камеру 120 и выходить из нее. При регулировании перепада давлений воздуха с помощью регулятора 130 давления, то есть количества воздуха, вводимого в аккумулирующую камеру через элемент 132 для впуска воздуха, и количества воздуха, выходящего из аккумулирующей камеры 120 через элемент 136 для выпуска воздуха, поршень внутри аккумулирующей камеры 120, который соединен со шнеком 110 экструдера посредством линейной направляющей 134, может обеспечить смещение шнека 110 экструдера в цилиндр 112 и из цилиндра 112 в направлении его центральной оси А-А.
При этом следует упомянуть, что для реализации данной идеи любая текучая среда может быть использована в аккумулирующей камере 120 и подвергнута регулированию посредством регулятора 130 давления, регулирующего разность давлений текучей среды, поступающей в аккумулирующую камеру 120 через впускной элемент 132 и выходящей из нее через выпускной элемент 136. Текучие среды могут представлять собой другие газы, жидкости, а также другие текучие вещества, такие как масло.
Вследствие вращательного движения шнека 110 экструдера измельченный исходный материал в цилиндре 112 будет увеличиваться в объеме и выходить из цилиндра 112 под давлением, после чего он будет поступать в трубопроводы 152 и 154, как упомянуто ранее. При этом можно указать, что трубопроводы 152, 154 могут быть выполнены из любого материала, способного выдерживать нагрев и высокие давления жидкости. В одном примере трубопроводы 152, 154 могут быть выполнены из стали или другого металла, термостойкого и стойкого к давлению. Для поддержания однородной температуры расплавленного исходного материала в трубопроводах 152, 154 они могут быть предусмотрены со средствами нагрева (непоказанными).
При этом можно регулировать давление жидкости в цилиндре 112 или посредством изменения частоты вращения шнека 110 экструдера, которое может быть выполнено с помощью первого приводного устройства 170, такого как серводвигатель, и/или посредством регулирования поступательного перемещения шнека 110 экструдера с помощью регулятора 130 давления, который служит в качестве второго приводного устройства для шнека 110 экструдера.
Когда расплавленный исходный материал должен быть впрыснут в пресс-форму, игольчатые клапаны 168, 169 впрыска отводятся, что обеспечивает возможность выхода жидкого исходного материала под давлением из эжекционных выпускных элементов 182, 184 и его поступления в пресс-форму. Процесс впрыска обычно является очень быстрым, так что игольчатые клапаны 168, 169 впрыска обеспечат открытие эжекционных выпускных элементов на долю секунды перед тем, как они снова закроются.
В варианте осуществления по фиг.1А датчик 131 давления расположен в цилиндре 112 и соединен с регулятором 130 давления. Используя сигналы от датчика 131 давления, регулятор давления может определить, должно ли осуществляться регулирование перепада давлений (перепада давлений между впускным элементом 132 и выпускным элементом 136) в аккумулирующей камере 120. Интервал дискретизации для датчика 131 давления может быть выбран таким, чтобы быстрые изменения давления не влияли на регулятор 130 давления, или сам датчик 131 давления может представлять собой датчик интегрального типа, в результате чего быстрые изменения давления усредняются. Причина этого состоит в том, что обычно открытие и закрытие игольчатых клапанов 168, 169 впрыска происходит в течение таких коротких интервалов времени, что регулирование подобных быстрых изменений будет недостаточным и, возможно, вызовет нежелательные колебания в системе.
В других вариантах осуществления датчик 131 давления может быть расположен или в распределительной ступице 160, или где-либо еще в системе, где большие изменения давления могут быть без труда обнаружены.
Регулятор 130 давления может быть настроен таким образом, что по умолчанию он не регулирует перепад давлений на элементах 132, 136 для впуска и выпуска воздуха, когда система находится в режиме литья под давлением, то есть обеспечивает непрерывный впрыск расплавленного исходного материала в пресс-форму.
Однако, если формовочное устройство 100 находится в режиме останова работы, игольчатые клапаны 168, 169 впрыска будут закрыты или вследствие того, что имела места нештатная ситуация на выходе из формовочного устройства 100, где изделия, полученные литьем под давлением, выходят из устройства, или вследствие проблем на входной стороне формовочного устройства. Другая возможность состоит в том, что система не находится в режиме прекращения работы, то есть не обнаружены никакие сбои ни на входном, ни на выходном конце формовочного устройства, но перечень условий для открытия игольчатых клапанов впрыска не выполнен. В этом случае игольчатые клапаны 168, 169 впрыска также будут оставаться закрытыми.
Независимо от причины шнек 110 экструдера сначала не останавливают, и частота его вращения будет оставаться такой же, какой она была перед выдачей команды формовочному устройству 100 на прекращение впрыска расплавленного исходного материала в данные одну или более пресс-форм. Однако, поскольку будет иметь место нарастание давления в цилиндре 112 и в трубопроводах 152, 154 вследствие увеличения объема расплавленной массы исходного материала, требуется решить проблему данного увеличения давления в формовочном устройстве. Нарастание давления будет зарегистрировано датчиком 131 давления, и регулятор 130 давления может или выдать команду шнеку 110 экструдера на перемещение вверх и из цилиндра 110 и/или выдать команду серводвигателю 170 на уменьшение частоты вращения шнека 110 экструдера.
Последней мерой, которая должна быть «предпринята» регулятором 130 давления в случае, если давление жидкости в цилиндре 112 продолжает увеличиваться, является выдача команды серводвигателю 170 на полный останов движения шнека 110 экструдера. Однако для быстрого повторного запуска формовочного устройства после решения проблемы, вызвавшей останов, это должно быть крайней мерой для предотвращения взрыва системы, вызываемого чрезмерным давлением жидкости.
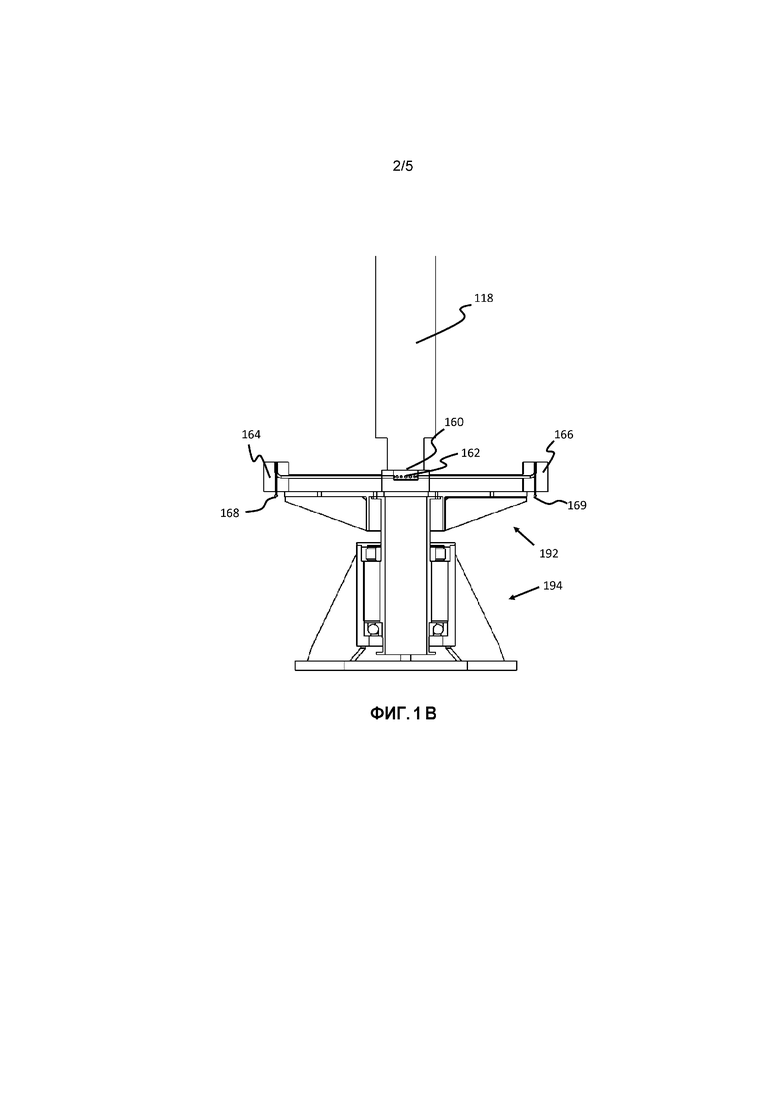
Фиг.1В иллюстрирует нижнюю часть формовочного устройства 100 более подробно. Как можно видеть из фигуры, задачей распределительной ступицы 160 с отверстиями 162, соединенными с каждым соответствующим трубопроводом, является распределение расплавленного исходного материала под давлением в каждый соответствующий трубопровод, из которых два показаны на фиг.1А. Поскольку распределительная ступица является предметом другой заявки на патент, в данном документе дополнительные подробности не приводятся. Кроме того, формовочное устройство разделено на три части - вращающуюся первую часть, показанную на фиг.1А и образующую формовочное устройство 100 до распределительной ступицы 160, выполненную с возможностью вращения вторую часть 192 (которая включает в себя распределительную ступицу 160, трубопроводы 152, 154 и обогреваемые литники 164, 166) и неподвижную третью часть 194, которая обеспечивает крепление формовочного устройства 100.
Одна причина наличия вращающейся части 192 в формовочном устройстве состоит в том, что оно предназначено для того, чтобы быть частью вращающегося карусельного устройства в ротационной разливочной машине, в которой литье под давлением должно выполняться значительно быстрее, чем в разливочной машине с периодическим поворотом. Таким образом, предусмотрено, что все компоненты формовочного устройства 100 выполнены с возможностью вращения вокруг центральной оси, которая может быть такой же, как ось А-А симметрии цилиндра 112, за исключением анкерной части 194, которая должна оставаться неподвижной. Также предусмотрено, что формовочное устройство 100 выполнено с возможностью вращения с такой же скоростью, что и ротационная разливочная машина.
Кроме того, на фиг.1В проиллюстрировано, что каждый игольчатый клапан 168, 169 впрыска и выпускной элемент для впрыска расположен внутри обогреваемого литника 164, 166, который представляет собой по существу комплект нагревательных компонентов, выполненных с возможностью поддержания однородной температуры расплавленного исходного материала в нем перед впрыском расплавленного исходного материала в пресс-форму.
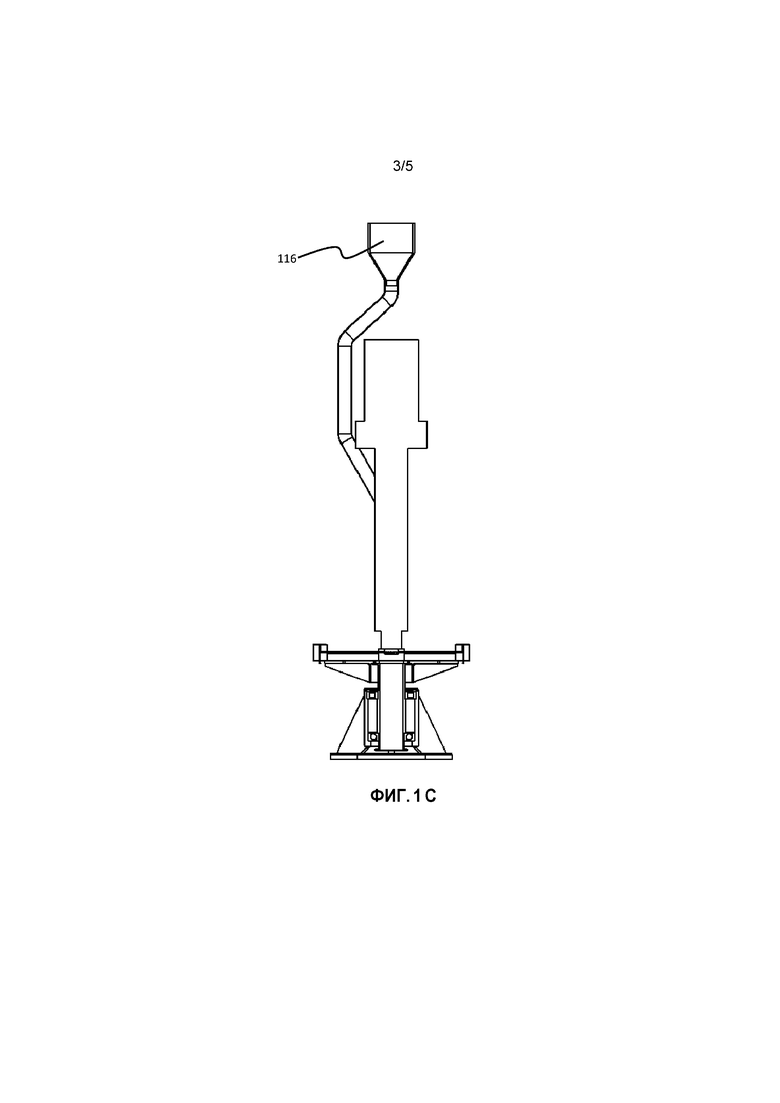
Фиг.1С показывает питающую трубу 116, по которой подается исходный материал в виде гранул, который поступает в цилиндр 112 через элемент 117 для ввода исходного материала, как описано ранее.
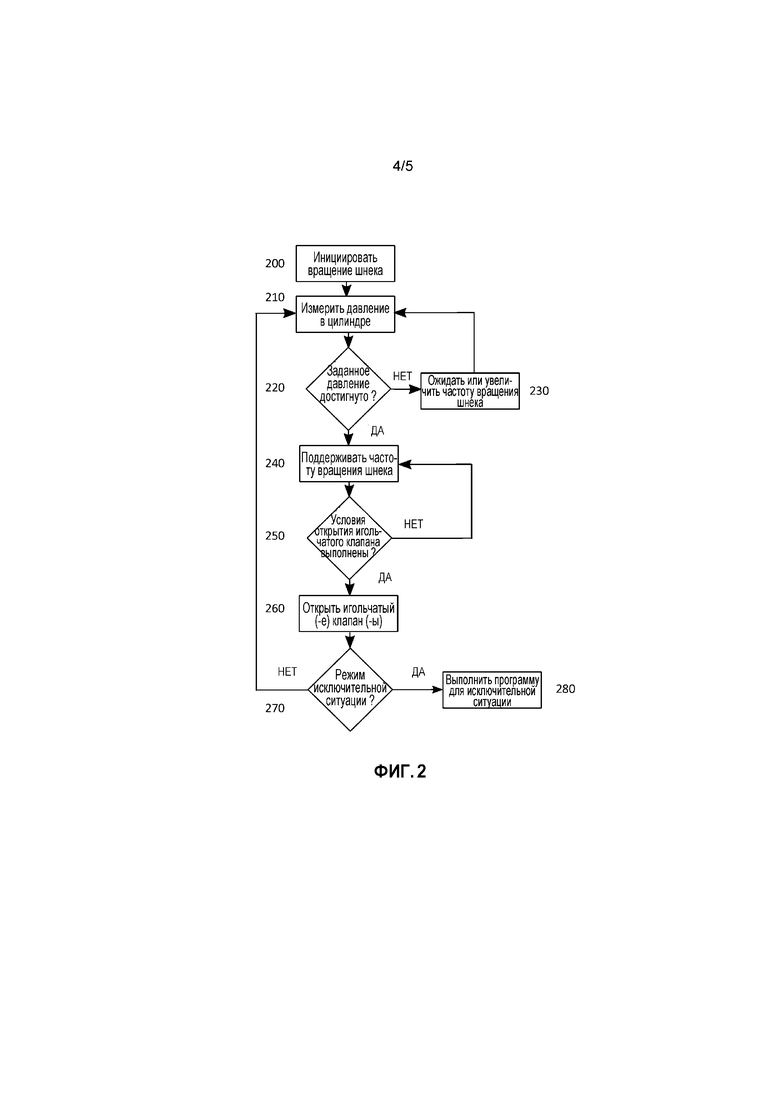
Фиг.2 показывает блок-схему с последовательностью запуска для формовочного устройства согласно одному варианту осуществления настоящего изобретения. При этом предполагается, что при запуске шнек экструдера, такой как шнек 110 экструдера в формовочном устройстве 100 по фиг.1А, находится в состоянии покоя, то есть не вращается, и что игольчатые клапаны впрыска, такие как игольчатые клапаны 168, 169 впрыска по фиг.1А, находятся в закрытом положении. Также предполагается, что само формовочное устройство находится в состоянии покоя, то есть не вращается.
Далее, на этапе 200 шнек экструдера в формовочном устройстве, такой как шнек 110 экструдера, начинает поворачиваться. Как указано ранее, поворот инициируется приводным устройством, приводящим в действие шнек экструдера, таким как приводное устройство 170. Вращение шнека экструдера одновременно создает эффект, заключающийся в том, что исходный материал в виде гранулированного пластика, имеющийся в элементе для ввода исходного материала, втягивается в цилиндр формовочного устройства, такой как цилиндр 112 по фиг.1А.
Может существовать возможность того, что этапы приведения шнека экструдера во вращение и приема исходного материала через впускной элемент не будут выполняться одновременно, то есть шнек экструдера начинает вращаться, и исходный материал подается через впускной элемент позднее.
Как ранее указано в тексте, в то время как нижеприведенный способ описывает литье пластика под давлением из гранулированного пластика, исходный материал для литья под давлением также может представлять собой стекло или металл, керамический материал или любой другой исходный материал, который может быть измельчен до расплавленного состояния в присутствии тепла.
При этом, в то время как вращательное движение шнека экструдера обеспечивает измельчение исходного материала до жидкого состояния, переходу исходного материала из твердой в жидкую фазу дополнительно способствует средство нагрева, расположенное вокруг цилиндра 112. Измельченный и жидкий исходный материал будет выходить из цилиндра 112 и поступать в один или более трубопроводов, таких как трубопроводы 152, 154, проиллюстрированные на фиг.1А. Вследствие увеличения количества исходного материала в цилиндре и давления на измельченный исходный материал, вызванного вращением шнека, жидкий исходный материал будет обеспечивать приложение давления жидкости к стенкам цилиндра и к стенкам одного или более трубопроводов. Датчик давления, такой как датчик 131 давления по фиг.1А, может быть расположен в цилиндре для измерения давления жидкости в нем.
На основе значений давления, полученных от датчика давления на шаге 210, регулятор давления, такой как регулятор 130 давления, который выполнен с возможностью приема значений давления от датчика давления, может на шаге 220 определить, достигло ли давление жидкости в цилиндре заданного значения давления. Заданное значение давления жидкости в цилиндре может составлять, например, 240 бар.
Регулятор давления может быть заранее запрограммирован на ожидание в течение определенного промежутка времени на шаге 230 после запуска в случае, когда заданная величина давления не была достигнута, перед выполнением какой-либо функции регулирования давления. Причина этого заключается в том, что в начале процесса запуска цилиндр будет содержать сравнительно мало расплавленного исходного материала, и, следовательно, никакого значительного нарастания давления не будет зарегистрировано датчиком давления. Как только цилиндр полностью заполнится расплавленным исходным материалом, датчик давления зарегистрирует более значительное увеличение давления в цилиндре. При таких условиях и в случае обнаружения регулятором давления на шаге 220 того, что заданное давление по-прежнему не было достигнуто, он может на шаге 230 выдать команду приводному устройству на увеличение частоты вращения шнека экструдера. Это приведет к увеличению давления жидкости в цилиндре. Увеличение частоты вращения шнека экструдера может быть задано при нескольких итерациях до тех пор, пока регулятор давления не получит значение давления жидкости от датчика давления, указывающее на то, что заданное давление жидкости в цилиндре было достигнуто.
В этом случае первое приводное устройство будет поддерживать частоту вращения шнека экструдера на шаге 240, в то время как система управления, управляющая открытием и закрытием игольчатых клапанов впрыска в формовочном устройстве, на шаге 250 будет ожидать сигнала, указывающего на то, что все условия открытия игольчатого клапана или игольчатых клапанов впрыска были выполнены. Эти условия, среди прочего, могут состоять в том, что заданное давление жидкости в цилиндре было достигнуто, что данные одна или более пресс-форм для литья под давлением закрыты и что не было получено никаких сигналов останова.
Если не все условия открытия игольчатых клапанов впрыска выполнены на шаге 240, никаких изменений в формовочном устройстве не происходит, то есть первое приводное устройство будет поддерживать частоту вращения шнека экструдера и игольчатый клапан или игольчатые клапаны впрыска будут оставаться закрытыми. Однако, если система управления, управляющая открытием и закрытием игольчатых клапанов впрыска, получит сигнал, что все условия открытия игольчатых клапанов впрыска были выполнены, система управления на шаге 260 выдаст команду на открытие игольчатых клапанов впрыска, и начинается нормальный процесс литья под давлением.
На шаге 270 формовочное устройство находится в режиме нормальной эксплуатации, но осуществляет мониторинг того, был ли получен какой-либо сигнал, указывающий на исключительную ситуацию, или в системе управления игольчатыми клапанами впрыска, или в регуляторе давления. Одна возможность состоит в том, что внезапно условия открытия игольчатых клапанов впрыска перестают выполняться и игольчатые клапаны впрыска должны быть закрыты. Другая возможность состоит в том, что некоторая проблема возникла на стороне или входа, или выхода формовочного устройства, что делает необходимым останов процесса литья под давлением.
При таких условиях формовочное устройство на шаге 280 переводится в режим исключительной ситуации, и выполняются этапы способа по фиг.3.
Следовательно, фиг.3 иллюстрирует, как формовочное устройство ведет себя в режиме исключительной ситуации.
На шаге 300 формовочное устройство получает сигнал останова. Блок управления, управляющий открытием и закрытием игольчатых клапанов впрыска, выдаст им команду закрыться и оставаться закрытыми, пока сохраняется исключительная ситуация. В то же время приводное устройство будет продолжать приводить шнек во вращение с той же частотой вращения, что и перед исключительной ситуацией. Однако, поскольку игольчатые клапаны впрыска закрыты, будет происходить нарастание давления жидкости в цилиндре, которое будет обнаружено на шаге 310 датчиком давления, расположенным в цилиндре.
В случае, если давление жидкости не достигло заданного критического порогового значения на шаге 320, регулятор давления не будет вызывать никакого изменения перепада давлений в аккумулирующей камере, а также не будет выдавать команду первому приводному устройству (серводвигателю 170 на фиг.1А) на замедление движения шнека экструдера на шаге 240. Следовательно, на шаге 320 будет поддерживаться частота вращения шнека экструдера. Одна причина данного порядка действий состоит в том, что после устранения исключительной ситуации формовочное устройство может быстро перейти к нормальному литью под давлением без какой-либо заметной задержки.
Однако, если датчик давления обнаружит на шаге 320, что критическое пороговое значение давления в цилиндре было достигнуто, регулятор давления предпримет попытку на шаге 340 отрегулировать давление до значения ниже критического порогового значения путем регулирования сначала перепада давлений в аккумулирующей камере формовочного устройства, такой как аккумулирующая камера 120 по фиг.1А, так, что больше текучей среды будет выходить из выпускного элемента, чем поступать через впускной элемент аккумулирующей камеры. В результате этого поршень внутри аккумулирующей камеры и, следовательно, линейная направляющая (такая как линейная направляющая 134 по фиг.1А) будут перемещаться вверх в направлении стрелок на фиг.1А. В результате этого шнек экструдера перемещается из цилиндра. Кроме того, регулятор давления может быть запрограммирован таким образом, что быстрое повышение давления за несколько периодов измерения, выполняемого датчиком давления, может быть компенсировано регулятором давления в момент t времени до того, как пороговое значение давления в цилиндре будет достигнуто.
Далее, на этапе 350 давление в цилиндре снова измеряют, чтобы проверить, привело ли поступательное перемещение шнека экструдера из цилиндра к уменьшению давления или нет.
Если давление жидкости в цилиндре на этапе 360 по-прежнему слишком высокое, регулятор давления на шаге 370 выдает команду первому приводному устройству на замедление вращательного движения шнека экструдера. Можно упомянуть, что в случае, если замедление вращения шнека экструдера не привело к снижению давления жидкости в цилиндре до значения ниже порогового, регулятор давления может выдать команду первому приводному устройству (такому как серводвигатель по фиг.1А) на полный останов вращения шнека. Если, с другой стороны, на шаге 360 датчик давления обнаружит падение/изменение давления в цилиндре, регулятор давления будет ожидать сигнала устранения на шаге 380, то есть будет ожидать устранения исключительной ситуации. В этом случае регулятор давления обеспечит изменение перепада давлений в аккумулирующей камере так, что шнек экструдера будет перемещаться снова вниз в цилиндр в его положение по умолчанию. Данное изменение достигается посредством увеличения количества текучей среды, поступающей в аккумулирующую камеру через элемент для впуска текучей среды, по сравнению с количеством текучей среды, выходящей из элемента для выпуска текучей среды. После этапа 380 формовочное устройство вернется к нормальной эксплуатации и вернется к шагу 210.
Эти и другие варианты осуществления настоящего изобретения будут более очевидными для специалиста, который изучит вышеприведенное подробное описание и сопровождающую формулу изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МЕТОДОМ ИНЖЕКЦИИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ИМЕЮЩЕГО ДЕНДРИТНЫЕ СВОЙСТВА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023532C1 |
| УСОВЕРШЕНСТВОВАННЫЙ ЭКСТРУДЕР В СБОРЕ | 2005 |
|
RU2350467C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ МАССЫ | 2007 |
|
RU2437757C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОЛИМЕРОВ ПОД ДАВЛЕНИЕМ | 2009 |
|
RU2467873C2 |
| ДОЗИРУЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2440841C2 |
| УЗЕЛ ЦЕНТРАЛЬНОГО ЛИТНИКОВОГО КАНАЛА | 2003 |
|
RU2297303C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ | 2011 |
|
RU2556674C2 |
| ПОВОРОТНОЕ СОЕДИНЕНИЕ ДЛЯ ПЕРЕДАЧИ РАСПЛАВЛЕННОГО ПЛАСТИКА ИЗ ЭКСТРУДЕРА В ЛИТЕЙНЫЕ ФОРМЫ РОТАЦИОННОЙ МАШИНЫ ДЛЯ ОТЛИВКИ ЗАГОТОВОК | 2014 |
|
RU2653139C2 |
| СПОСОБ ОБРАБОТКИ ПОЛИМЕРНОГО ГРАНУЛИРОВАННОГО МАТЕРИАЛА И УСТАНОВКА, РАБОТАЮЩАЯ В СООТВЕТСТВИИ С ЭТИМ СПОСОБОМ | 2019 |
|
RU2811252C2 |
| СПОСОБ ПОВЫШЕНИЯ СКОРОСТИ ВПРЫСКА УСТРОЙСТВА ДЛЯ ЛИТЬЯ ПЛАСТИКА ПОД ДАВЛЕНИЕМ | 2017 |
|
RU2736977C2 |
Заявленная группа изобретений относится к области формирования контейнеров. Формовочное устройство (100) содержит впускной элемент (117) для приема исходного материала, подлежащего выталкиванию, цилиндр (112) для сбора и обработки исходного материала, принятого через впускной элемент (117), шнек (110) для контактного взаимодействия с исходным материалом в цилиндре. Также устройство включает первое приводное устройство (170), выполненное с возможностью обеспечения вращения шнека (110) для измельчения исходного материала до жидкого состояния, и второе приводное устройство (120), выполненное с возможностью обеспечения смещения шнека (110) в направлении, перпендикулярном к направлению вращения, в цилиндр (112) и из него в зависимости от давления в цилиндре (112). Техническим результатом заявленной группы изобретений является точное регулирование давления в цилиндре. 2 н. и 13 з.п. ф-лы, 5 ил.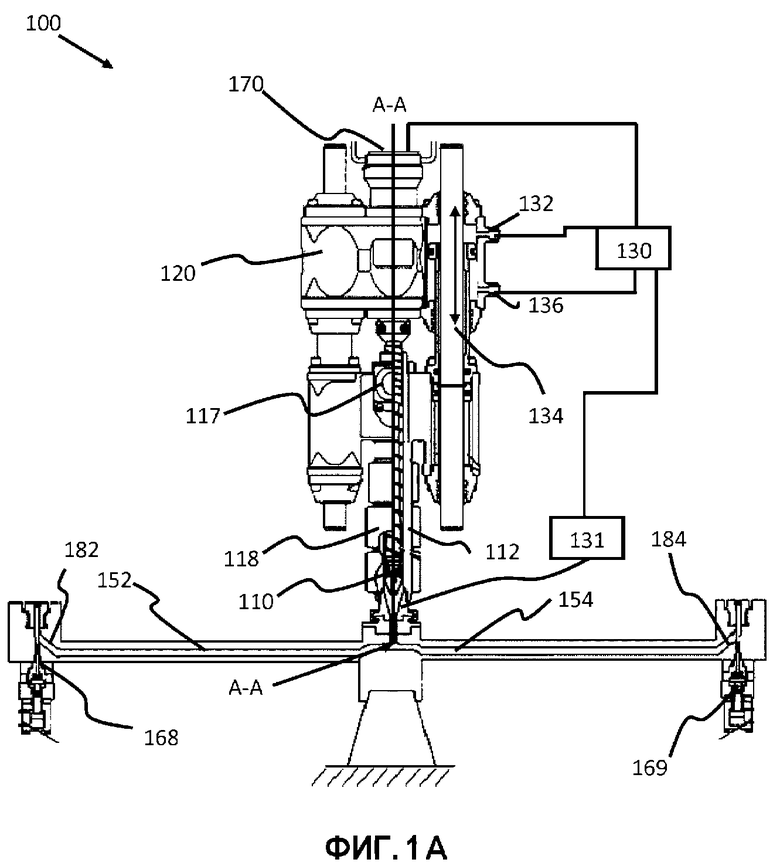
1. Формовочное устройство (100), содержащее:
- впускной элемент (117) для приема исходного материала, подлежащего выталкиванию;
- цилиндр (112) для сбора и обработки исходного материала, принятого через впускной элемент;
- шнек (110) для контактного взаимодействия с исходным материалом в цилиндре;
- первое приводное устройство (170), выполненное с возможностью обеспечения вращения шнека вокруг первой оси для измельчения исходного материала до жидкого состояния; и
второе приводное устройство (130), выполненное с возможностью обеспечения смещения шнека в направлении, перпендикулярном к направлению вращения, в цилиндр и из него, в зависимости от давления в цилиндре,
при этом шнек расположен с возможностью вращения в цилиндре и частично в аккумулирующей камере (120), и
формовочное устройство выполнено с возможностью вращения вокруг второй оси, причем вторая ось является параллельной первой оси.
2. Формовочное устройство по п.1, дополнительно содержащее по меньшей мере один трубопровод, выполненный с возможностью приема расплавленного исходного материала из цилиндра и его перемещения к эжекционному выпускному элементу.
3. Формовочное устройство по п.2, в котором упомянутый по меньшей мере один трубопровод является нагреваемым.
4. Формовочное устройство по одному из предшествующих пп.1-3, дополнительно содержащее первое нагревательное устройство, выполненное с возможностью нагрева исходного материала, измельченного в цилиндре.
5. Формовочное устройство по одному из предшествующих пп.1-4, в котором первое приводное устройство представляет собой серводвигатель.
6. Формовочное устройство по одному из предшествующих пп.1-5, в котором второе приводное устройство содержит элемент для впуска воздуха и элемент для выпуска воздуха, а также подпружиненный поршень, при этом второе приводное устройство выполнено с возможностью регулирования перемещения поршня и, следовательно, шнека за счет изменения перепада давления воздуха между элементом для впуска воздуха и элементом для выпуска воздуха.
7. Формовочное устройство по одному из предшествующих пп.1-6, в котором второе приводное устройство выполнено с возможностью регулирования перемещения шнека посредством дополнительного приема сигнала обратной связи, касающегося давления в цилиндре.
8. Формовочное устройство по одному из предшествующих пп.1-6, при этом формовочное устройство сцентрировано в ротационной разливочной машине, и формовочное устройство выполнено с возможностью формования по меньшей мере части упаковочного контейнера посредством литья под давлением.
9. Формовочное устройство по одному из предшествующих пп.2-8, содержащее множество трубопроводов для перемещения расплавленного исходного материала из цилиндра (112) ко множеству соответствующих эжекционных выпускных элементов, которые во время вращения формовочного устройства обеспечивают подачу расплавленного исходного материала в соответствующее множество пресс-форм.
10. Формовочное устройство по п.1 или 2, в котором исходный материал представляет собой один из гранулированного полимера, гранулированного металла, кремнезема или подобного материала.
11. Способ формования изделия в формовочном устройстве (100), включающий:
- подачу исходного материала через впускной элемент (117) и в цилиндр (112);
- вращение шнека (110) в цилиндре вокруг первой оси для измельчения исходного материала до расплавленного/жидкого состояния;
- измерение давления жидкого исходного материала в цилиндре;
- сравнение измеренного значения давления жидкости в цилиндре с критическим пороговым значением давления; и
- регулирование давления в цилиндре посредством перемещения шнека из цилиндра в направлении, перпендикулярном направлению вращения шнека, и/или регулирования частоты вращения шнека в случае, если было достигнуто критическое пороговое значение давления,
при этом шнек частично располагается в аккумулирующей камере (140), и
формовочное устройство выполнено с возможностью вращения вокруг второй оси, причем вторая ось является параллельной первой оси.
12. Способ по п.11, в котором на перемещение шнека из цилиндра воздействуют посредством регулятора давления.
13. Способ по п.12, в котором регулятор давления воздействует на перемещение шнека посредством регулирования количества текучей среды, поступающей в аккумулирующую камеру, и количества текучей среды, выходящей из аккумулирующей камеры.
14. Способ по п.13, в котором на перемещение шнека воздействуют посредством перемещения линейной направляющей в аккумулирующей камере под действием перепада давлений в аккумулирующей камере, и при этом линейная направляющая механически соединена со шнеком.
15. Способ по одному из пп.11-14, в котором регулирование давления в цилиндре выполняют при получении сигнала об исключительной ситуации, сигнализирующего об останове формовочного устройства.
| JP 2004058571 A, 26.02.2004 | |||
| JP 2000176958 A, 27.06.2000 | |||
| DE 102007049689 A1, 23.04.2009 | |||
| JP 2013018283 A, 31.01.2013 | |||
| EP 1095753 B1, 11.12.2002 | |||
| EP 1741538 A1, 10.01.2007 | |||
| СПОСОБ И УСТРОЙСТВО СОПРЯЖЕНИЯ ТРУБОПРОВОДОВ С РАСПЛАВОМ В ФОРМОВОЧНОЙ МАШИНЕ И/ИЛИ ЛИТНИКОВОЙ СИСТЕМЕ | 2005 |
|
RU2335395C1 |

