Область техники
Настоящее изобретение относится к способу обработки полимерного гранулированного материала, включающему этап сушки гранулированного материала и последующий этап преобразования посредством формования или экструзии. Изобретение, кроме того, относится к установке для обработки, которая работает в соответствии с таким способом.
Технологические предпосылки создания изобретения
Известно, что преобразование пластмассовых материалов в гранулы посредством экструзии или формования требует для обеспечения адекватного уровня качества формованного продукта как можно более низкий уровень влажности гранулированного материала.
Однако это требование трудно согласовать с высокими гигроскопическими свойствами некоторых широко используемых в отрасли пластиков, таких как, например, материалы на основе полиэтилентерефталата (ПЭТ), или полиамидов (ПА), или поликарбоната (ПК), или некоторых сополимеров, таких как АБС (акрилонитрилбутадиенстирол).
Следовательно, эти пластмассовые материалы перед тем, как подвергнуть их процессу экструзии или формования, должны быть надлежащим образом высушены в соответствующих сушильных установках, где содержание воды в гранулах снижено до минимальных количеств, необходимых для процесса преобразования.
В широко используемом способе сушка гранулированного полимерного материала осуществляется внутри бункера, в котором содержится материал, подлежащий сушке, и в который подается непрерывный поток горячего и сухого воздуха.
Последующий процесс трансформации высушенного полимерного материала предусматривает приведение материала в расплавленное или полурасплавленное состояние, чтобы его можно было инжектировать в форму или экструдировать через формовочную головку.
Этот этап процесса трансформации обычно выполняется в экструдере, где гранулированный материал приводится в расплавленное и полурасплавленное состояние также в результате сил трения, с которыми материал проталкивается шнеком, чтобы продвигаться вдоль камера экструдера.
Этот этап процесса требует большого количества энергии для плавления материала, что особенно сложно, если плавление происходит внутри экструдера, до такой степени, что во многих случаях соответствующая доля энергии определяет большую часть общей стоимости процесс трансформации.
В результате в этой области существует большая потребность в поиске новых решений, которые позволят максимально снизить потребление энергии.
Другое требование, которое особенно очевидно, заключается в поддержании процесса сушки в стабильных условиях, чтобы полимерный гранулированный материал всегда достигал блока преобразования при одинаковых (и оптимальных) условиях температуры и влажности.
Что касается конечной температуры высушенного гранулированного материала, желательно, чтобы она была как можно ближе к температуре плавления, но не достигала ее, с должным учетом возможных реакций окисления, которые могут привести к разрушению полимера.
Остаточная влажность, которая присутствует в высушенном гранулированном материале, обычно определяется блоком преобразования, который располагается после сушильной установки, и определяется на основе характеристик блока преобразования, типа гранулированного материала и типа конечного продукта, который должен быть получен путем преобразования гранулированного материала.
Заявитель установил, что стабильность процесса сушки, которая должна обеспечивать существенное постоянство конечных параметров продукта, выгружаемого из бункера, может быть нарушена рядом факторов, среди которых изменение параметров вводимого гранулированного материала имеет особое значение, таких как, например, температура, влажность, а также состав гранулированного материал, подлежащего сушке.
Кроме того, заявитель установил, что процесс может стать нестабильным в результате других факторов, которые напрямую не коррелируются с параметрами вводимого материала, такими как, например, ошибки, которые могут быть приписаны оператору во время нагрева в начале процесса или во время загрузки материала.
В US 6449875 описан процесс сушки пластмассовых материалов в гранулах, в котором некоторые параметры сушильного газа, включая скорость потока, можно регулировать на основе температуры гранулированного материала, которая измеряется на выходе из бункера.
В настоящем описании и прилагаемой формуле изобретения термин «гранулированный материал» следует понимать как означающий множество твердых элементов, которые отличаются друг от друга и отделены друг от друга, и которые имеют подходящие размеры и формы в соответствии с осуществляемой обработкой и используемым полимерным материалом, включая полимерный материал в порошкообразной форме или в виде хлопьев.
Кроме того, термин «сушка» следует понимать как означающий процесс, посредством которого содержание влаги в гранулированном полимерном материале снижается до желаемых значений путем последующего процесса преобразования (формования или экструзии), с помощью существенного устранение воды, которая присутствует во внутренних областях гранул.
Для справки, максимальное значение остаточной влажности, которое требуется для блока преобразования, может составлять приблизительно от 20 до 100 ppm (частей на миллион).
Термин «контрольный параметр, коррелированный с вращением шнека экструдера» следует понимать как параметр, который непосредственно может быть сформирован из вращательного движения шнека, и, в частности, параметр, который можно напрямую измерить приводным двигателем шнека.
В этом смысле, следовательно, существуют определенные как “контрольные параметры, коррелированные с вращением шнека”: скорость вращения шнека, крутящий момент или мощность, необходимая для вращения шнека.
Однако следующие параметры не определены как «контрольные параметры управления, коррелированные с вращением шнека»: вязкость расплавленного пластика внутри экструдера, давление или внутренняя температура по отношению к экструдеру.
Сущность изобретения
Задача, решаемая настоящим изобретением, состоит в том, чтобы создать способ обработки полимерного гранулированного материала и технологическую установку, которые структурно и функционально сконфигурированы так, чтобы по меньшей мере частично преодолеть один или несколько недостатков, упомянутых выше со ссылкой на цитируемый уровень техники.
Эта задача решается настоящим изобретением с помощью процесса и установки, которые производятся в соответствии с прилагаемой формулой изобретения.
В первом аспекте изобретение направлено на способ обработки полимерного гранулированного материала, включающий этап подачи подходящего количества полимерного гранулированного материала в сушильный бункер.
Предпочтительно, способ предусматривает этап введения в сушильный бункер сушильного газа, имеющего заданные скорость потока и температуру, чтобы нагреть полимерный гранулированный материал до желаемой температуры выпуска и высушить полимерный гранулированный материал до желаемого остаточного содержания, значение влажности.
Предпочтительно, способ предусматривает этап выпуска части полимерного гранулированного материала после того, как он нагревается до температуры выпуска, в блок преобразования полимерного материала.
Предпочтительно, блок преобразования включает экструдер, внутри которого полимерный гранулированный материал, выпущенный из бункера, приводится в расплавленное или полурасплавленное состояние и транспортируется по экструдеру с помощью вращающегося шнека, чтобы затем инжектироваться в форму или пройти через экструзионную головку.
Предпочтительно, способ предусматривает этап измерения контрольного параметра, который коррелируется с вращением шнека внутри экструдера, и регулирования расхода сушильного газа на основе измеренного контрольного параметра.
Во втором аспекте настоящее изобретение направлено на установку для обработки полимерного гранулированного материала, содержащую по меньшей мере один сушильный бункер, в котором сформированы вход для полимерного гранулированного материала и выход для полимерного гранулированного материала, который соединен с блоком преобразования полимерного гранулированного материала.
Предпочтительно, установка дополнительно включает в себя нагревательный контур, посредством которого сушильный газ вводится в сушильный бункер для нагрева полимерного гранулированного материала до температуры выпуска и для сушки полимерного гранулированного материала до заданного значения остаточной влажности, и регулирующее устройство для регулирования расхода сушильного газа.
Предпочтительно, установка дополнительно включает блок преобразования, который расположен по потоку после сушильного бункера и который включает экструдер, внутри которого вращается шнек, который нагревает полимерный гранулированный материал и транспортирует его в расплавленном или полурасплавленном состоянии вдоль экструдера для инжекции в форму (102) или прохождения через экструзионную головку.
Предпочтительно, установка дополнительно содержит первый датчик, который предназначен для измерения контрольного параметра блока преобразования, который коррелируется с вращением шнека внутри экструдера.
Предпочтительно, установка дополнительно содержит блок управления, который соединен с по меньшей мере первым датчиком и устройством регулирования расхода сушильного газа и который предусмотрен для управления устройством регулирования скорости потока сушильного газа в соответствии с значением контрольного параметра, которое измеряется первым датчиком.
В результате особенностей изобретения процесс сушки преимущественно управляется с помощью обратной связи, начиная с измерения контрольного параметра процесса преобразования, который, однако, имеет прямую корреляцию с одним из основных параметров процесса сушки.
Фактически заявитель установил, что действие вращения шнека внутри экструдера напрямую коррелируется с остаточной влажностью полимерного материала.
Следовательно, как упоминалось выше, расплавленная (или полурасплавленная) фаза гранулированного материала внутри экструдера является наиболее подходящей фазой с точки зрения потребления энергии, так что размещение управления этапом нагрева и сушки гранулированного материала в прямой зависимости от параметра, который коррелируется с силой шнека, позволяет более эффективно контролировать общее энергопотребление процесса.
Кроме того, это позволяет сохранять более стабильными условия полимерного материала, который вводится в формовочную установку или в экструзионную головку, чтобы гарантировать сохранение параметров качества продукта.
Расчет нового значения расхода сушильного газа может быть выполнен, например, с помощью подходящего алгоритма или по заранее определенной таблице, которая также учитывает, в дополнение к измеренному значению контрольного параметра шнека экструдера, другие параметры процесса, такие как количество свежего гранулированного материала, которое вводится в сушильный бункер, его температуру подачи, время выдержки и количество гранулированного материала, присутствующего в сушильном бункере.
Конкретное действие по регулированию расхода сушильного газа может осуществляться либо с помощью регулирующих клапанов, либо косвенно путем воздействия на скорость вращения вентилятора, который подает сушильный газ в сушильный бункер.
Можно отметить, что регулирование расхода сушильного газа в соответствии с температурой введения свежего полимерного гранулированного материала не исключает того факта, что этот расход также регулируется в соответствии с изменением других параметров. В частности, предусмотрена возможность регулирования расхода сушильного газа таким образом, чтобы он был по существу пропорционален расходу полимерного гранулированного материала, выгружаемого из сушильного бункера и подаваемого в блок преобразования.
В по меньшей мере одном из вышеупомянутых аспектов настоящее изобретение может иметь один или более предпочтительных признаков, к которым относятся зависимые пункты формулы изобретения.
В одном из вариантов осуществления измеряемый контрольный параметр представляет собой значение крутящего момента, необходимого для вращения шнека внутри экструдера с заранее определенной скоростью вращения.
Таким образом, непосредственно измеряется сила, прилагаемая шнеком для вращения внутри экструдера. Эта сила напрямую зависит от вязкости расплавленного или полурасплавленного полимерного материала, которая, при прочих равных условиях, является функцией степени сушки полимерного материала и, следовательно, может быть изменена путем изменения скорости потока сушильного газа.
В этом варианте скорость вращения шнека остается постоянной, так что почасовая производительность также остается постоянной.
В другом варианте осуществления измеряемым контрольным параметром является скорость вращения шнека внутри экструдера при заданном значении крутящего момента.
В другом варианте измеряемым параметром управления является мощность, потребляемая шнеком для вращения внутри экструдера.
Это значение можно измерить, поддерживая постоянную скорость вращения и постоянный крутящий момент, прилагаемый к шнеку.
В варианте осуществления изобретения параметр управления, коррелированный с вращением шнека экструдера, измеряется через заранее определенные интервалы времени, таким образом, чтобы установить прогрессию во времени значений контрольного параметра, и расход осушающего газа регулируется на основе прогрессии во времени этих значений, чтобы привести прогрессию во времени контрольного параметра к постоянному значению.
Значения контрольного параметра могут быть измерены во временных интервалах, которые составляют менее 5 минут, предпочтительно, менее 3 минут, даже более предпочтительно, во временных интервалах, которые соответствуют циклу обработки блока преобразования, который составляет, например, приблизительно от 10 до 20 секунд.
Предпочтительно, также регулировать на основе контрольного параметра, в дополнение к расходу сушильного газа, точку росы сушильного газа.
Таким образом, действие регулирования процесса сушки полимерного гранулированного материала является более эффективным.
Краткое описание чертежей
Признаки и преимущества изобретения будут лучше оценены из подробного описания предпочтительного варианта его осуществления, которое проиллюстрировано в качестве неограничивающего примера со ссылкой на прилагаемый чертеж, на котором Фиг.1 представляет собой схематический вид сушильной установки для полимерного гранулированного материала, который сконструирован для работы в соответствии со способом настоящего изобретения.
Предпочтительные варианты осуществления изобретения
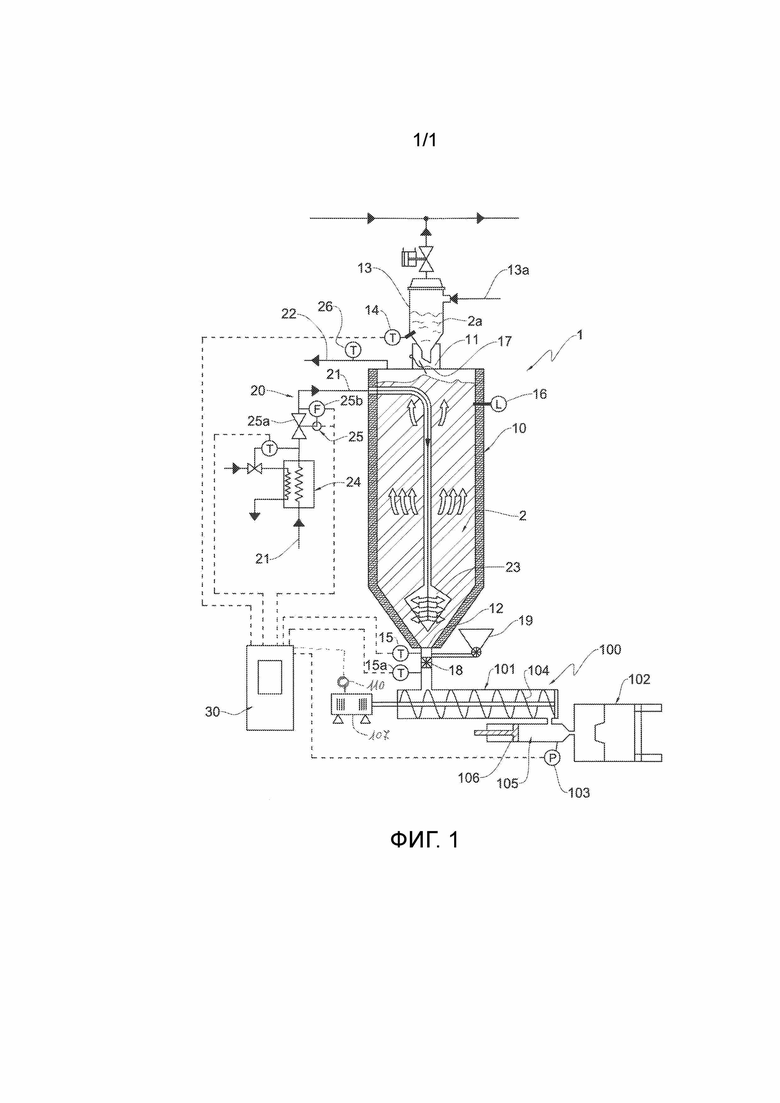
На фиг.1 имеется в целом обозначенная позицией 1 установка для обработки полимерного гранулированного материала 2, работающая в соответствии со способом настоящего изобретения.
Установка 1 предназначена для сушки любого полимерного материала в гранулах, например полиамидов, поликарбоната или сополимера АБС, даже несмотря на то, что в конкретном примере, описанном здесь, обрабатываемый материал состоит из гранул ПЭТ (полиэтилентерефталата).
ПЭТ имеет температуру плавления приблизительно 260°C и максимальную температуру, при которой полимер может храниться на воздухе, не подвергаясь воздействию соответствующих явлений окисления, составляющую приблизительно 180°C.
Установка 1 предназначена для снабжения блока 100 преобразования полимерного гранулированного материала, который содержит экструдер 101, в котором высушенный гранулированный материал доводится до расплавленного состояния внутри нагревательной камеры, в которой материал продвигается с помощью по меньшей мере одного шнека 104, инжекционную камеру 105, которая расположена по потоку после экструдера 101, в которую поступает расплавленный полимерный материал, который выгружается экструдером 101, и пресс-форму 102, в которую расплавленный полимерный материал вводится из инжекционной камеры 105 посредством действия поршня 106.
Шнек 104 вращается двигателем 107 в соответствии с известными способами. С экструдером 101 связан по меньшей мере один основной датчик 110, который предназначен для измерения контрольного параметра, который коррелируется с вращением шнека 104 внутри экструдера 101.
В частности, основной датчик 110 измеряет параметр, который напрямую зависит от силы шнека во время его вращательного движения внутри экструдера.
В первом варианте осуществления основной датчик 110 измеряет крутящий момент, который прикладывается к шнеку 104, чтобы вращать его с заданной скоростью вращения. В этом случае предпочтительно, чтобы скорость вращения шнека 104 оставалась постоянной, чтобы также поддерживать постоянной почасовую производительность экструдера.
Во втором варианте осуществления основной датчик 110 измеряет скорость вращения (измеряемую, например, в оборотах в минуту - об/мин) шнека 104, когда к нему прилагается заранее заданный крутящий момент. В этом случае предпочтительно, чтобы крутящий момент, прилагаемый к шнеку 104, оставался постоянным.
В третьем варианте осуществления основной датчик 110 измеряет мощность, потребляемую двигателем 107, чтобы вращать шнек 104 с заранее определенной скоростью вращения или с заранее определенным крутящим моментом.
В инжекционной камере 105 установлен блок 103 измерения давления, который предназначен для измерения давления, при котором расплавленный полимерный материал вводится в форму 102.
В настоящем варианте осуществления предусмотрено, что блок преобразования содержит пресс-форму, но также предпочтительно, чтобы можно было предусмотреть экструзионную головку.
Установка 1 содержит сушильный бункер 10, в котором образовано входное отверстие 11, через которое гранулированный материал 2, подлежащий сушке, вводится в сушильный бункер 10, и выходное отверстие 12, через которое гранулированный материал 2, который был высушен, выгружается из сушильного бункера 10.
Впускное отверстие 11 и выпускное отверстие 12 образованы в области верхней и нижней части сушильного бункера 10 соответственно.
Установка 1 дополнительно содержит загрузочный бункер 13, который установлен по потоку непосредственно перед сушильным бункером 10 в области входного отверстия 11, в которое с помощью загрузочного трубопровода 13a подается количество свежего полимерного гранулированного материала 2a, которое готово к загрузке в сушильный бункер 10.
На дне загрузочного бункера 13 предусмотрен первый датчик 14 температуры, который может измерять температуру на входе свежего гранулированного материала 2а. Свежий гранулированный материал 2a обычно является тем же, что и гранулированный материал 2, который уже присутствует в сушильном бункере 10, хотя и с другой температурой и влажностью, и может отличаться от них в зависимости от типа используемого ПЭТ, например, он может иметь разный процент переработанного материала.
Между загрузочным бункером 13 и сушильным бункером 10 предусмотрен подающий клапан 17, позволяющий, при необходимости, подавать свежий гранулированный материал в сушильный бункер 10.
В области дна сушильного бункера 10, в области выпускного отверстия 12, дополнительно предусмотрен второй датчик 15 температуры, который предназначен для измерения температуры на выходе гранулированного материала 2, который готов к выгрузке из сушильный бункер 10.
Второй датчик 15 температуры может быть установлен в выпускной трубе, которая соединяет сушильный бункер 10 с экструдером 101, по потоку перед выпускным клапаном 18, который позволяет выпускать высушенный гранулированный материал к блоку 100 преобразования.
Установка 1 дополнительно содержит дозирующее устройство 19, которое подключается по потоку непосредственно после выпускного отверстия 12 на выпускной трубе сушильного бункера 10, определяя место смешивания между добавками и гранулированным материалом 2, выгружаемым из сушильного бункера. Это место смешивания предпочтительно находится по потоку перед выпускным клапаном 18.
Третий датчик 15a температуры дополнительно предпочтительно установлен в выпускной трубе сушильного бункера 10 по потоку после выпускного клапана 18 и, следовательно, также вышеупомянутого места смешивания.
Установка 1 дополнительно содержит нагревательный контур 20, с помощью которого в сушильный бункер 10 вводится сушильный газ с заданной температурой и скоростью потока для нагрева и сушки гранулированного материала 2 до желаемого значения температуры и значения влажности.
Сушильный газ предпочтительно представляет собой воздух.
Нагревательный контур 20 содержит подающий трубопровод 21, по которому сушильный газ проходит внутрь сушильного бункера 10, и трубопровод 22 регенерации, по которому сушильный газ удаляется из сушильного бункера 10.
Подающий трубопровод выходит в области дна сушильного бункера у диффузора 23, в то время как трубопровод 22 регенерации открыт в верхней части сушильного бункера 10, так что сушильный газ течет через бункер снизу вверх в противотоке, по отношению к гранулированному материалу 2.
На подающем трубопроводе 21 предусмотрен нагреватель 24, который предназначен для нагрева сушильного газа до заданной температуры нагрева, и устройство 25 регулирования потока, которое предусмотрено для регулирования скорости потока сушильного газа, подаваемого в сушильный бункер 10.
Устройство 25 регулирования потока в варианте осуществления, описанном в данном документе, действует, изменяя открытие одного или нескольких регулирующих клапанов 25a, путем проверки правильности регулирующего действия с помощью блока 25b измерения скорости потока. Как вариант, регулирующее устройство 25 может воздействовать на инвертор, который регулирует скорость вращения лопастей вентилятора, который нагнетает сушильный газ по подающему трубопроводу 21.
Сушильный газ, который вводится в сушильный бункер 10 по подающему трубопроводу 21, имеет значение влажности, которое является особенно низким и которое получается с помощью осушительной обработки, которая известна сама по себе и которая не проиллюстрирована на прилагаемом чертеже, содержащем, например, пару осушительных башен, которые заполнены сушащимся материалом, через которые сушильный газ пропускается до достижения нагревателя 24.
Степень сушки технологического газа, которую можно измерить с помощью его точки росы, можно выгодно регулировать, например, путем обеспечения фракции технологического газа в обход колонн осушения и изменения этой фракции с помощью подходящего регулирующего клапана.
Установка 1 дополнительно содержит блок 30 управления, который предназначен для управления и регулирования рабочих параметров установки 1.
Блок 30 управления соединен с основным датчиком 110, который связан с экструдером 101, устройством 25 регулирования потока сушильного газа, а также предпочтительно с первым датчиком 14 температуры, вторым датчиком 15 температуры, нагревателем 24 и блоком 103 измерения давлением инжекции.
Кроме того, предпочтительно, блок 30 управления также соединен с блоком 100 преобразования для получения информации о количестве гранулированного материала, подаваемого в него из сушильного бункера 10, к четвертому датчику 26 температуры, который измеряет температуру на выходе сушильного газа из сушильного бункера 10, к датчику 16 уровня, который измеряет уровень гранулированного материала 2 внутри сушильного бункера 10, к третьему датчику 15а температуры, к подающему клапану и выпускному клапану 17, 18 и к регулирующему клапану для перепуска осушительных башен, который позволяет изменять точку росы сушильного газа, подаваемого в бункер.
В варианте осуществления, который не проиллюстрирован, блок 30 управления дополнительно соединен с тензодатчиками, которые определяют вес сушильного бункера 10 и содержащегося в нем гранулированного материала 2.
Установка 1, которой управляет блок 30 управления, работает описанным ниже образом.
В сушильном бункере 10 полимерный гранулированный материал 2 нагревается и сушится сушильным газом, который диспергируется в массе материала через диффузор 23.
Сушильный газ, который надлежащим образом осушается, подается с заданной температурой нагрева, которая достигается и регулируется в нагревателе 24, например, приблизительно 180°C, что соответствует максимальной температуре, при которой ПЭТ может храниться на воздухе, не подвергаясь воздействию соответствующего явления окисления.
Расход сушильного газа, который вводится в сушильный бункер, регулируется регулирующим устройством 25, которое действует путем изменения открытия регулирующих клапанов 25a на основе значения расхода, подаваемого блоком 30 управления (заданное значение), и значение расхода, которое измеряется блоком 25b измерения расхода (реальное значение).
Как вариант, расход сушильного газа можно регулировать путем изменения скорости вращения вентилятора с помощью инвертора, и измерение скорости потока сушильного газа может быть получено косвенно.
Как указано выше, значение, при котором должен быть установлен расход осушающего газа (заданное значение), определяется блоком управления 30.
Первоначально это значение расхода представляет собой заданное значение, которое рассчитывается, например, на основе температуры нагрева сушильного газа (обычно заданной), заданной температуры на входе гранулированного материала и почасовой скорости потока гранулированного материала, который выгружается из сушильного бункера.
В частности, заданная температура материала на входе может быть равна заданному стандартному значению, которое типично для установки 1, или значению, которое вводится вручную оператором, или первому значению температуры, которое измеряется первым датчиком 14 температуры.
Часовая скорость потока гранулированного материала, выгружаемого из сушильного бункера, также может быть заданным значением, которое задается оператором или является типичным для установки 1.
В результате действия сушильного газа гранулированный материал 2 достигает области выпускного отверстия 12 при температуре выпуска примерно 180°C и с пониженным содержанием остаточной влажности, например, примерно 40 ppm.
По запросу блока 100 преобразования часть гранулированного материала, находящегося на дне сушильного бункера 10, выгружается через выпускное отверстие 12 и подается в экструдер 101, где в результате действия шнека 104, он расплавляется и транспортируется в инжекционную камеру 105, откуда он инжектируется в форму 102 поршнем 106.
Когда уровень гранулированного материала внутри сушильного бункера 10 падает до тех пор, пока он не достигнет заданного уровня, заданное количество свежего гранулированного материала 2а вводится в сушильный бункер 10. Этот материал вводится через входное отверстие 11 из загрузочного бункера 13.
Расход сушильного газа регулируется блоком 30 управления с помощью устройства 25 регулирования на основе значения контрольного параметра, которое измеряется основным датчиком 110, который, как указано выше, может измерять крутящий момент, который прилагается к шнеку 104, скорость вращения шнека 104 или мощность, потребляемую двигателем, чтобы заставить его вращаться. Все эти параметры измеряют силу вращения шнека и, следовательно, зависят от вязкости гранулированного материала внутри экструдера 101.
В первом рабочем режиме установки 1 предусмотрена возможность, когда значение контрольного параметра отклоняется от данного заданного значения, воздействия блока 30 управления на расход сушильного газа таким образом, чтобы изменить условия сушки гранулированного материала в бункере и довести вязкость до предпочтительного диапазона значений.
Например, если контрольный параметр и приложенный крутящий момент и значение, измеренное основным датчиком 110, меньше предпочтительного значения (или диапазона значений), то расход сушильного газа увеличивается блоком 30 управления, в то время как, если это измеренное значение меньше предпочтительного значения (или диапазона значений), то расход сушильного газа уменьшается.
И наоборот, если контрольным параметром является скорость вращения, а значение, измеренное основным датчиком 110, меньше предпочтительного значения (или диапазона значений), тогда скорость потока сушильного газа снижается блоком 30 управления, в то время как, если это измеренное значение меньше предпочтительного значения (или диапазона значений), тогда скорость потока сушильного газа увеличивается.
Во втором режиме работы установки 1 предусмотрено, что блок 30 управления может регулировать расход сушильного газа в соответствии с изменением во времени значения контрольного параметра, а не его точечного значения.
В этом случае блок 30 управления определяет значение контрольного параметра (например, прилагаемый крутящий момент) в регулярные периоды времени, например, каждые 2 минуты или каждый цикл пресс-формы 102, и устанавливает его изменение во времени.
Затем, если этот прогресс показывает, что контрольный параметр не остается достаточно постоянным с течением времени, а вместо этого имеет тенденцию к уменьшению или увеличению, блок 30 управления воздействует на устройство 25 регулирования, чтобы привести этот контрольный параметр к предпочтительным значениям, при этом цель поддержания контрольного параметра как можно более постоянным.
Если в результате регулирования расхода технологического газа контрольный параметр не возвращается к предпочтительным значениям или возвращается к этим значениям слишком медленно, то имеется возможность для блока 30 управления, чтобы также можно было регулировать некоторые другие параметры процесса сушильного газа.
Особенно предпочтительно, чтобы блок 30 управления, помимо скорости потока, мог регулировать степень влажности (точку росы) технологического газа, подаваемого в бункер.
Установка и способ по настоящему изобретению могут быть выполнены в различных вариантах по сравнению с предпочтительным примером, описанным выше.
В результате создания процесса и установки по настоящему изобретению можно получить превосходные результаты с точки зрения стабильности процесса сушки полимерного гранулированного материала за счет оптимизации энергоэффективности процесса и его надежности.
Другое важное преимущество обеспечивается тем фактом, что способ согласно изобретению позволяет улучшить уровни производительности с точки зрения качественного выхода и снижения образования отходов переработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИОДЕГРАДИРУЕМОГО ИМПЛАНТАТА | 2016 |
|
RU2657420C2 |
| СПОСОБ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ПОЛИМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2404997C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИОЛЕФИНОВОЙ КОМПОЗИЦИИ | 2015 |
|
RU2696257C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛАМЕНТА | 2024 |
|
RU2840751C1 |
| СПОСОБ МОДИФИКАЦИИ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРА, СПОСОБ ПОЛУЧЕНИЯ УЛУЧШЕННОГО МНОГОФУНКЦИОНАЛЬНОГО МОДИФИКАТОРА ВЯЗКОСТИ И СПОСОБ ПОЛУЧЕНИЯ ФУНКЦИОНАЛИЗИРОВАННОГО ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРА | 1992 |
|
RU2119498C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И ДЕВУЛКАНИЗАЦИИ СШИТОГО КАУЧУКА | 2020 |
|
RU2816255C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОЛИМЕРОВ ПОД ДАВЛЕНИЕМ | 2009 |
|
RU2467873C2 |
| СПОСОБ ВИЗУАЛИЗАЦИИ РАБОТЫ ЭКСТРУДЕРА | 2010 |
|
RU2440243C1 |
| ВСПЕНЕННЫЕ ПОРИСТЫЕ МЕМБРАНЫ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2203127C2 |
| ТЕКСТУРИРОВАННЫЕ БЕЛКИ ГОРОХА | 2006 |
|
RU2398444C2 |
Изобретение относится к способу обработки полимерного гранулированного материала, включающему этап сушки гранулированного материала, этап преобразования посредством формования или экструзии, а также к установке для обработки. Способ обработки полимерного гранулированного материала (2) включает этапы нагревания и сушки гранулированного полимерного материала в сушильном бункере (10) с помощью сушильного газа, выпуска части гранулированного полимерного материала в экструдер (101), внутри которого гранулированный полимерный материал доводится до расплавленного или полурасплавленного состояния и транспортируется по экструдеру с помощью вращающегося шнека (104) для инжекции в форму (102) или прохождения через экструзионную головку. Процесс предусматривает измерение контрольного параметра, который коррелируется с вращением шнека внутри экструдера, и регулирование расхода сушильного газа на основе контрольного параметра. Технический результат заключается в стабильности процесса сушки полимерного гранулированного материала за счет оптимизации энергоэффективности процесса и его надежности, а также повышении производительности при обеспечении качества и снижении образования отходов переработки. 2 н. и 8 з.п. ф-лы, 1 ил.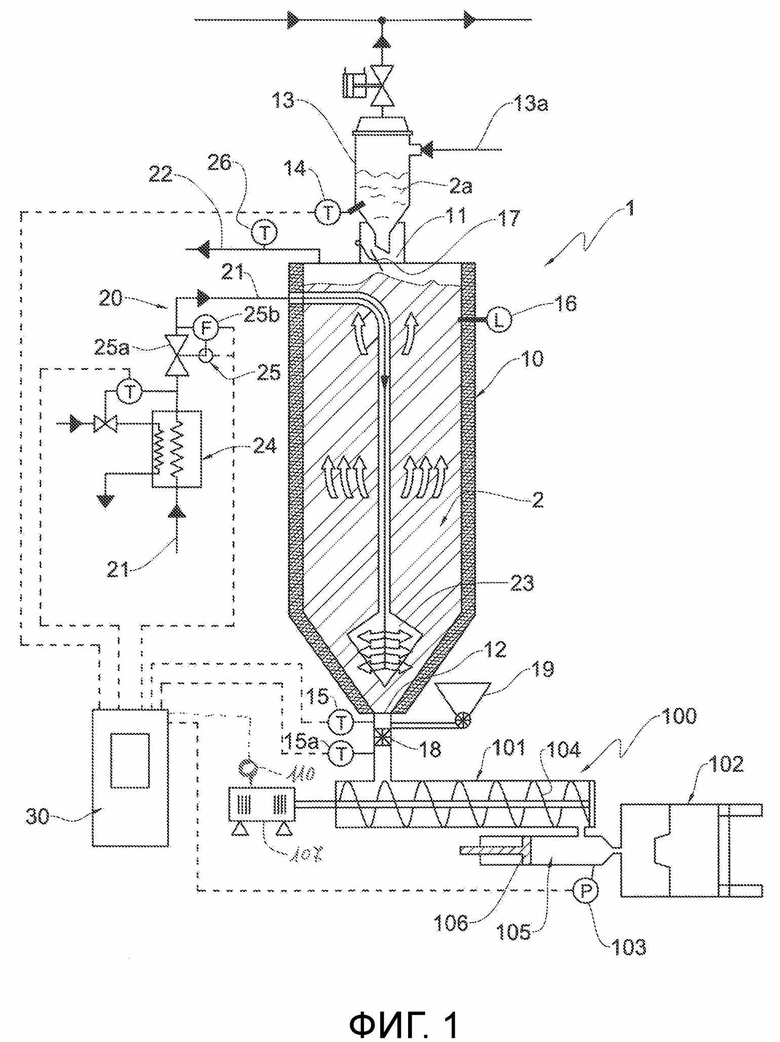
1. Способ обработки полимерного гранулированного материала (2), включающий этапы:
- обеспечения полимерного гранулированного материала в сушильном бункере (10),
- введение в сушильный бункер сушильного газа, имеющего заданные расход и температуру, чтобы нагреть полимерный гранулированный материал до температуры выпуска и высушить полимерный гранулированный материал до заданного значения остаточной влажности,
- выпуск части полимерного гранулированного материала, нагретого до температуры выпуска, в блок (100) преобразования для полимерного материала, причем блок преобразования включает в себя экструдер (101), внутри которого полимерный гранулированный материал, который выпускается из бункера, переводится в расплавленное или полурасплавленное состояние и перемещается по экструдеру с помощью вращающегося шнека (104) для его инжекции в форму (102) или прохождения через экструзионную головку,
- измерение контрольного параметра, который коррелируется с вращением шнека внутри экструдера, и
- регулирование расхода сушильного газа на основе указанного контрольного параметра.
2. Способ по п.1, в котором контрольным параметром является крутящий момент, необходимый для вращения шнека внутри экструдера с заданной скоростью вращения.
3. Способ по п.1, в котором контрольным параметром является скорость вращения шнека внутри экструдера при заданном значении крутящего момента.
4. Способ по п.1, в котором контрольным параметром является мощность, потребляемая шнеком для вращения внутри экструдера с заданной скоростью вращения или с заданным значением крутящего момента.
5. Способ по любому из предшествующих пунктов, в котором предусмотрены следующие этапы:
- измерение контрольного параметра через заданные промежутки времени,
- определение прогрессии во времени контрольного параметра на основе этих измерений, и
- регулирование расхода сушильного газа на основе изменения контрольного параметра во времени.
6. Способ по любому из предшествующих пунктов, в котором на основе контрольного параметра дополнительно регулируют точку росы сушильного газа.
7. Установка (1) для обработки полимерного гранулированного материала (2), содержащая:
- по меньшей мере один сушильный бункер (10), в котором сформированы вход (11) для гранулированного полимерного материала и выход (12) для гранулированного полимерного материала, который соединен с блоком (100) преобразования для полимерного гранулированного материала,
- нагревательный контур (20), посредством которого сушильный газ вводится в сушильный бункер, чтобы нагреть полимерный гранулированный материал до температуры выпуска и высушить полимерный гранулированный материал до заданного значения остаточной влажности,
- регулирующее устройство (25) для регулирования расхода сушильного газа,
- блок преобразования, который расположен по потоку после сушильного бункера и который включает в себя экструдер (101), внутри которого полимерный гранулированный материал, выпущенный из сушильного бункера, приводится в расплавленное или полурасплавленное состояние и транспортируется вдоль экструдера с помощью вращающегося шнека (104) для его инжекции в форму (102) или для его прохождения через экструзионную головку блока преобразования,
- основной датчик (110), который предназначен для измерения контрольного параметра блока преобразователя, который коррелируется с вращением шнека (104) внутри экструдера,
- блок (30) управления, который подключен к по меньшей мере первому датчику (110) и регулирующему устройству (25) расхода сушильного газа и который предназначен для управления регулирующим устройством (25) расхода осушающего газа в соответствии со значением контрольного параметра, которое измеряется первым датчиком (110).
8. Установка для обработки по п.7, в которой основной датчик (110) выполнен с возможностью измерения крутящего момента, прилагаемого к шнеку.
9. Установка для обработки по п.7, в которой основной датчик (110) выполнен с возможностью измерения скорости вращения шнека.
10. Установка для обработки по п.7, в которой основной датчик (110) выполнен с возможностью измерения мощности, потребляемой шнеком.
| WO 2017103721 A1, 22.06.2017 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ непрерывной разливки металлов | 1984 |
|
SU1306635A1 |
| US 6745492 B1, 08.06.2004 | |||
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| ГЕТЕРОГЕННЫЙ СЕНСИБИЛИЗАТОР И СПОСОБ ФОТООБЕЗЗАРАЖИВАНИЯ ВОДЫ | 2010 |
|
RU2447027C1 |
| СИСТЕМА И СПОСОБ ФОРМОВАНИЯ И РАСКАТЫВАНИЯ ЖЕВАТЕЛЬНОГО МАТЕРИАЛА И/ИЛИ ИЗМЕНЕНИЯ ТЕМПЕРАТУРЫ ЖЕВАТЕЛЬННОГО МАТЕРИАЛА | 2010 |
|
RU2539507C2 |
