Изобретение относится к технологическому оборудованию для дробеударного формообразования и зачистки крупногабаритных деталей и может быть использовано преимущественно в авиа- и судостроении.
Изобретение относится к приоритетному направлению по созданию высокотехнологичного производства изделий авиационной техники.
Устройство предназначено для дробеударного формообразования крупногабаритных деталей, с целью придания заданной кривизны путем односторонней дробеударной обработки с последующей зачисткой для обеспечения требуемой шероховатости.
Известно устройство для дробеударного формообразования (Патент US3668912 Опубликован 1972-06-13) представляющее из себя установку проходного типа, оборудованную четырьмя центробежными дробеметными аппаратами и системой циркуляции и очистки дроби. Деталь подается в рабочую камеру в горизонтальном положении при помощи тележки с электроприводом по рельсовым направляющим. Обработка осуществляется следующим образом: заготовка фиксируется на подвижной тележке при помощи механических зажимов и перемещается по рельсовым направляющим в рабочую камеру в которой поверхностный слой детали подвергается одностороннему воздействию потоком дроби. Дробеметные аппараты, расположенные над деталью в шахматном порядке, обеспечивают перекрытие областей обработки и позволяют исключить осциляцию рабочих органов.
Общим признаком с заявляемым устройством является использование дробеметного аппарата для формообразования крупногабаритных деталей.
Недостатками изобретения являются: отсутствие механизма зачистки обработанной дробью поверхности, что значительно увеличивает затраты времени на реализацию операции зачистки, в случае выхода параметров шероховатости за установленные пределы, при помощи сторонних установок или ручного оборудования; нет программно-управляемых механизмов ориентации рабочего органа и положения детали в пространстве, что приводит к проведению большого объема опытных работ на натурных деталях для назначения режимных параметров и тем самых снижает производительность процесса.
Известен способ и оборудование для формообразования листовых деталей, включающий операции дробеударного формообразования, при которых деталь последовательно обрабатывается дробью с двух сторон для получения продольной кривизны, затем с одной (наружной) стороны для получения поперечной кривизны. (Патент US4329862 Опубликован 18.05.1982). Для реализации способа предлагается оборудование, представляющее из себя камеру проходного типа, оснащенную дробеметными аппаратами (6 штук) для воздействия на поверхность детали потоком дроби. Деталь подается в камеру при помощи подвесного оборудования и траверсы в вертикальном положении. Область обработки детали настраивается при помощи включения соответствующего дробеметеного аппарата.
Общим признаком с заявляемым устройством является использование дробеметного аппарата для формообразования крупногабаритных деталей.
Недостатками изобретения являются: отсутствие механизма зачистки обработанной дробью поверхности, что значительно увеличивает затраты времени на реализацию операции зачистки, в случае выхода параметров шероховатости за установленные пределы, при помощи сторонних установок или ручного оборудования; нет программно-управляемых механизмов ориентации положения детали в пространстве, что приводит к снижению точности формы изделия ввиду невозможности управления формой и жесткостью детали при закреплении и обработке.
Известен способ и устройство (Патент US4694672 Опубликован 1987-09-22) для придания контура одинарной кривизны деталям. Устройство представляет собой камеру проходного типа, оснащенную дробеметными аппаратами. Деталь перемещается через камеру обработки в вертикальном положении при помощи подвесного оборудования и траверс. Система управления осуществляет ориентирование детали и выходных окон дробеметных аппаратов в камере для реализации полосовой обработки вдоль образующих линий детали.
Общим признаком с заявляемым устройством является использование дробеметного аппарата для формообразования крупногабаритных деталей.
Недостатками изобретения являются: отсутствие механизма зачистки обработанной дробью поверхности, что значительно увеличивает затраты времени на реализацию операции зачистки, в случае выхода параметров шероховатости за установленные пределы, при помощи сторонних установок или ручного оборудования; нет программно-управляемых механизмов ориентации положения детали в пространстве, что приводит к снижению точности формы изделия ввиду невозможности управления формой и жесткостью детали при закреплении и обработке.
Известно устройство для автоматической / ручной четырехосевой двухсторонней зачистки деталей абразивными лепестковыми кругами (Патент US4461124 Опубликован 1982-02-26). Изобретение представляет из себя пыле- и звукозащищенную обрабатывающую камеру, оснащенную приводными само ориентируемыми лепестковыми абразивными кругами. При обработке деталь закрепляется в вертикальном положении при помощи подвесного оборудования. Установка перемещается в продольном направлении относительно неподвижной детали по рельсовому пути и осуществляет двустороннюю зачистку при помощи само ориентируемых абразивных лепестковых кругов.
Общим признаком с заявляемым устройством является использование зачистных головок, для реализации операции зачистки крупногабаритных деталей.
Недостатками изобретения являются: узкая направленность устройства на реализацию операции зачистки поверхностей крупногабаритных деталей ввиду чего дробеметное оборудования для формообразования не предусмотрено, нет программно-управляемых механизмов ориентации положения детали в пространстве, что приводит к снижению точности формы изделия ввиду невозможности управления формой и жесткостью детали при закреплении и обработке.
Известно устройство для дробеударного формообразования и зачистки крупногабаритных деталей,включающее дробеметный аппарат, зачистную головку, стойку для крепления дробемётного аппарата, с возможностью установки зачистной головки, снабженную механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, установленную на подвижной платформе, перемещающуюся вдоль фиксирующего приспособления для детали (Пашков А.Е. Технологический комплекс для формообразования длинномерных панелей и обшивок на базе отечественного оборудования // Известия Самарского научного центра Российской академии наук. – 2014. – том 16, №1(5), – С. 1528-1535. URL-ссылка: https://www.istu.edu/local/modules/doc/download/44259), близкое по технической сущности и достигаемому результату к изобретению и принятое за прототип, использующее сменные рабочие органы контактного типа – дробеметный аппарат и зачистную головку, перемещающиеся относительно детали, закрепленной в продольном теоретическом контуре. Данная установка представляет собой обрабатывающий центр, в конструкции которого применены системы линейных круговых перемещений, основанных на направляющих качения, шариковинтовых передачах, планетарных редукторах, соединительных муфтах и других механических элементах повышенной жесткости и точности движения.
Общим признаком с заявляемым устройством является использование дробеметного аппарата изачистной головки, которые закрепляются на стойке, снабженной механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, установленной на подвижной платформе, перемещающейся вдоль фиксирующего приспособления для детали.
Недостатками изобретения является невозможность одновременной реализации операции дробеударного формообразования и зачистки, ввиду отсутствия дополнительной стойки для крепления зачистной головки снабженной механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, а зажимы для фиксации деталей фиксирующего приспособления не оборудованы индивидуальными программно-управляемыми механизмами ориентации в пространствечто приводит к снижению точности формы изделия ввиду невозможности управления формой и жесткостью детали при закреплении и обработке.
Задача заявляемого изобретения состоит в создании автоматизированной установки, совмещающей функции формообразования и зачистки обработанной дробью поверхности.
Технический результат, на получение которого направлено изобретение, заключается в сокращении времени обработки за счет обеспечения возможности одновременной реализации дробеударного формообразования и зачистки при увеличении точности формы и сохранению качества поверхности крупногабаритных деталей.
Технический результат обеспечивается тем, что в устройство для дробеударного формообразования и зачистки крупногабаритных деталей, включающее дробеметный аппарат, зачистную головку, стойку для крепления дробемётного аппарата, снабженную механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, установленную на подвижной платформе, перемещающуюся вдоль фиксирующего приспособления для детали, на подвижной платформе установлена дополнительная стойка для крепления зачистной головки, которая снабжена механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, при этом зажимы крепления детали фиксирующего приспособления снабжены индивидуальными программно-управляемыми механизмами ориентации в пространстве.
Оснащение устройства для дробеударного формообразования и зачистки дополнительной стойкой для крепления зачистной головки, снабженной механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, позволяет одновременно производить дробеударную обработку и зачистку или производить зачистку после дробеударного формообразования не снимая деталь с фиксирующего приспособления, что существенно снижает трудоёмкость и время обработки.
Снабжение зажимов крепления детали индивидуальными программно-управляемыми механизмами ориентации в пространстве, позволяет автоматизировать процесс закрепления детали и управление процессом формообразования в ходе обработки.
Отличием от прототипа является наличие дополнительной стойки для крепления зачистной головки, снабженной механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, а также зажимов крепления детали фиксирующего приспособления снабженных индивидуальными программно-управляемыми механизмами ориентации в пространстве.
Наличие отличительных признаков позволяет сделать вывод о соответствии заявляемого устройства критерию «новизна».
В технике широко применяются дробеметные аппараты для формообразования деталей (Патент RU №125505, МПК B24C 3/06, опубл. 10.03.2013; Патент RU №2102221, МПК B24C 3/00, B24C 5/00, опубл. 26.03.1996). Известна револьверная головка для шлифования лепестковыми кругами (Патент RU №174624, МПК B24B 29/00, B24B 41/04, опубл. 23.10.2017.) и оборудование с ЧПУ для дробеударного формообразования (Патент US №4329862, B24C3/14, опубл. 18.05.1982; Axel Friese Jürgen Lohmar Frank Wüstefeld.Current Applications of Advanced Peen Forming Implementation/ Shot Peening// 12 May 2003. P.53-61), а также устройство для дробеударного формообразования и зачистки крупногабаритных деталей включающее дробеметный аппарат, зачистную головку, стойку для крепления дробемётного аппарата, с возможностью установки зачистной головки, снабженную механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, установленную на подвижной платформе, перемещающуюся вдоль фиксирующего приспособления для детали(Пашков А.Е. Технологический комплекс для формообразования длинномерных панелей и обшивок на базе отечественного оборудования // Известия Самарского научного центра Российской академии наук. – 2014. – том 16, №1(5), – с. 1528-1535. URL-ссылка: https://www.istu.edu/local/modules/doc/download/44259).В данных работах описано применение зачистных устройств, оборудования для дробеударного формообразования с ЧПУ и установок с механизмами перемещения сменных рабочих органов, которые тем не менее не обеспечивают минимальное время обработки при сохранении требуемой точности формы и качества поверхности крупногабаритных деталей.
И только совокупность отличительных признаков предлагаемого устройства, а именно: наличие дополнительной стойки для крепления зачистной головки, снабженной механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, и зажимов крепления детали фиксирующего приспособления оборудованных индивидуальными программно-управляемыми механизмами ориентации в пространстве обеспечивает достижение новых свойств устройства: сокращение времени обработки за счет обеспечения возможности одновременной реализации дробеударного формообразования и зачистки, а также автоматизацию процесса закрепления крупногабаритной детали и управления процессом формообразования и зачистки в ходе обработки, что свидетельствует о соответствии заявляемого изобретения критерию «изобретательской уровень».
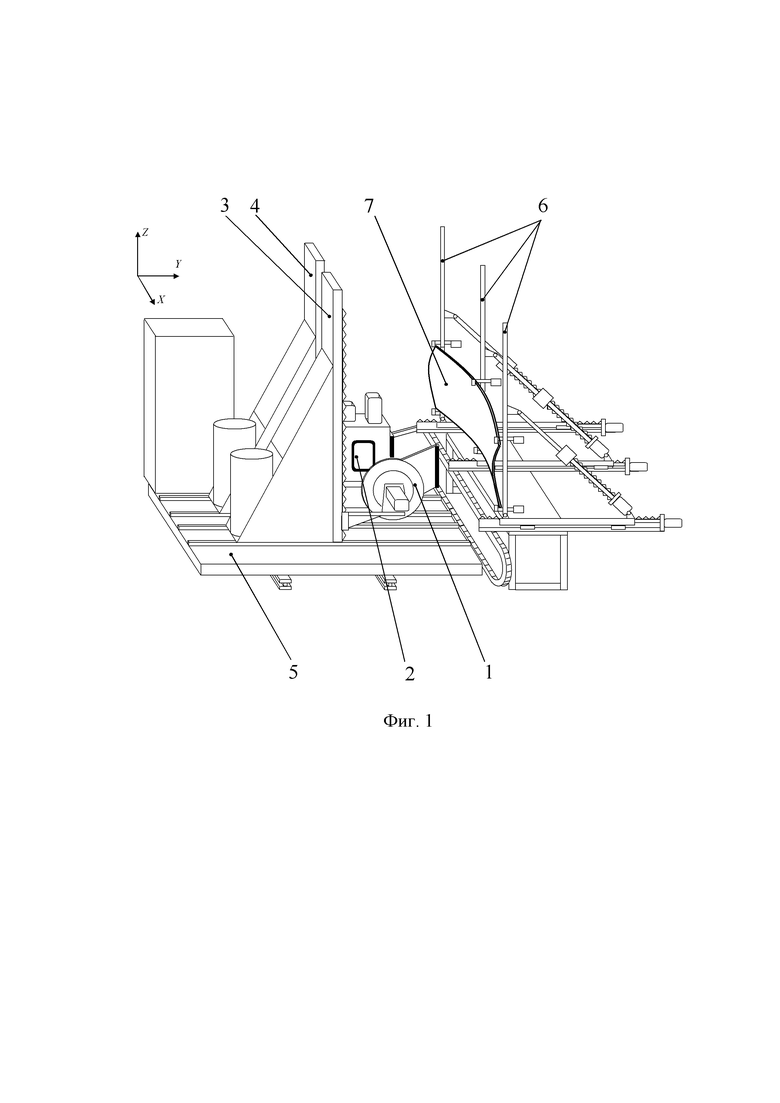
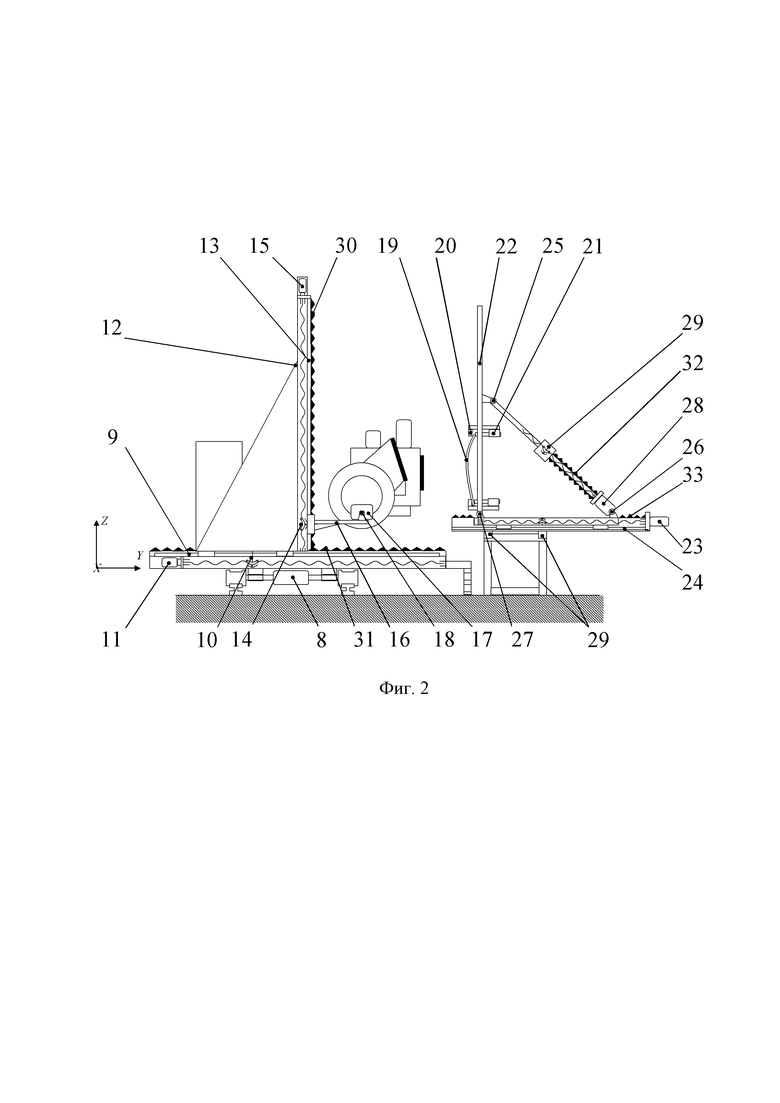
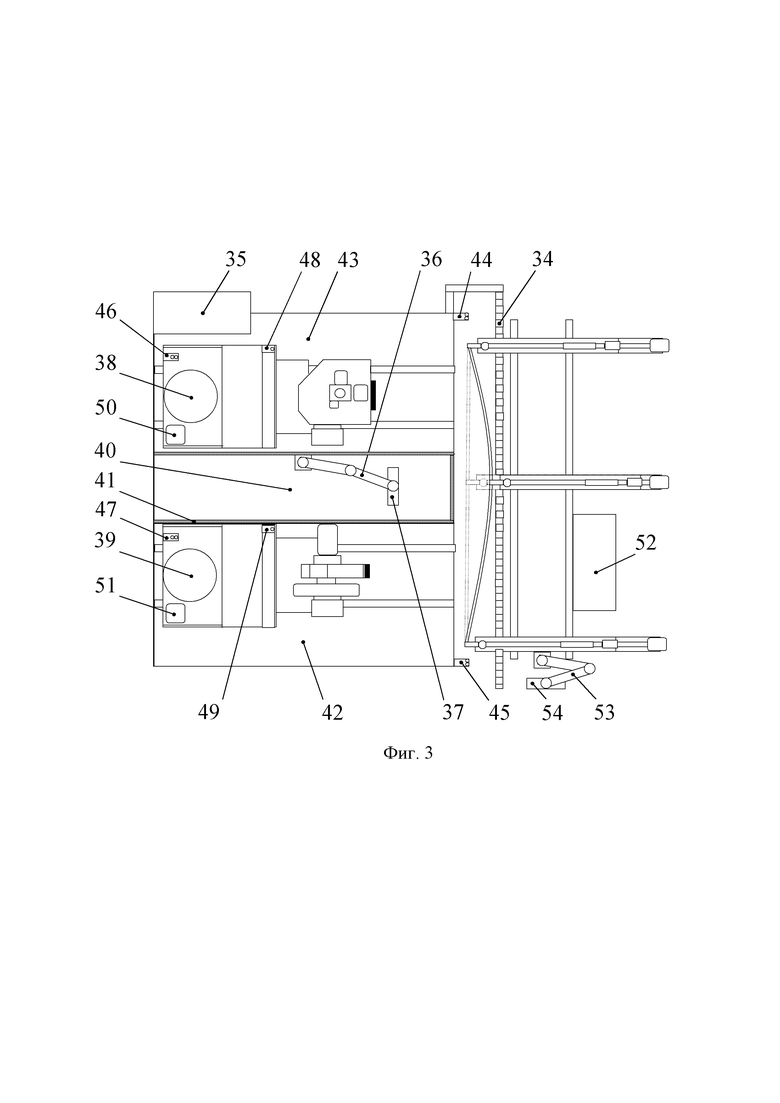
Предлагаемое устройство иллюстрируется эскизами и схемами, где фиг 1. – общий вид устройства для дробеударного формообразования и зачистки крупногабаритных деталей; фиг. 2 – кинематическая схема устройства для дробеударного формообразования и зачистки крупногабаритных деталей; фиг. 3 – вид сверху устройства для дробеударного формообразования и зачистки крупногабаритных деталей.
Устройство включает (фиг.1): дробеметный аппарат 1, зачистную головку 2, стойку 3 для крепления дробемётного аппарата, снабженную механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, дополнительную стойку 4 для крепления зачистной головки, которая снабжена механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, установленную на подвижной платформе 5 , перемещающуюся вдоль фиксирующего приспособления 6 для детали 7.
Устройство работает следующим образом: деталь устанавливается в зажимы фиксирующего приспособления. Система ЧПУ устройства осуществляет ориентацию в пространстве детали, а так же перемещение подвижной платформы и стоек с закрепленными рабочими органами– дробеметным аппаратом и зачистной головки относительно обрабатываемой детали по трем декартовым и одной угловой координатам.
Подвижная платформа (фиг. 2) приводится в движение в продольном направлении (координата Х) при помощи привода перемещения 8. Салазкис направляющими качения 9, шарико-винтовая пара10 и привод 11осуществляет перемещении ерабочего органа (дробеметного аппарата) в поперечном направлении (координата Y); рама 12 с направляющими качения 13, шарико-винтовая пара 14и привод перемещения 15позволяет рабочему органу (дробеметному аппарату)двигаться в вертикальном направлении (координата Z); плита вертикальной подачи 16 с посадочными местами крепления рабочего органа (дробеметного аппарата) и приводом поворота 17 относительно оси 18 (координата А) обеспечивает возможность поворота рабочего органа. Для реализации перемещений по координатам Х, У и А зачистной головки на подвижной платформе имеется набор изделий, аналогичных позициям 8-18.
Фиксирующее приспособление, в зависимости от длины и жесткости детали включает необходимое количество стоек, каждая из которых фиксирует обрабатываемую деталь 19 сверху и низу при помощи зажима, состоящего из упора 20 и пневматического цилиндра 21, обеспечивая неизменное положение поперечного сечения во время обработки. Высота установки зажимов на направляющей 22 стойки, выбирается исходя размерных параметров обрабатываемой детали. При помощи привода 23 и направляющих 24 осуществляется поперечное перемещение стойки. Шарнирные узлы 25-27 в совокупности с приводом28 и шарико-винтовой парой 29 отвечают за наклон стойки фиксирующего приспособления для фиксации деталей имеющих крутку поперечных сечений. Позиционирование стоек в продольном направлении осуществляется их перемещением по направляющим 29.
Гофрозащита 30-33 служит для предохранения соответствующих направляющих от негативного воздействия производственной среды.
Электропитание устройства(фиг. 3) осуществляется посредством гибкого кабель-канала 34. Система управления и электропитания включает в себя электрошкаф 35, стойку управления 36 c пультом системы числового программного управления37.
Отсос и улавливание пыли, образующейся при дробеметной обработке и зачистке деталей, осуществляется при помощи пылеулавливающих агрегатов 38 и 39. При работе на установке оператор находится на площадке 40, оборудованной защитным ограждением 41 (выделено цветом). Для обслуживания систем дробеметного аппарата используется площадка 42. Для обслуживания систем зачистной головки – площадка 43. Установка снабжена системой датчиков продольного перемещения 44-45, поперечного перемещения зачистной головки 46 и дробеметного аппарата 47, вертикального перемещения зачистной головки и дробеметного аппарата 48, 49 соответственно, а также системами смазки 50, 51.
Система управления фиксирующего приспособления состоит из электрошкафа 52 и стойки управления 53, c пультом оператора 54.
Таким образом, дробеударное формообразование с последующей зачисткой на представленном устройстве позволяет сократить время обработки за счет одновременной реализации операций формообразования и зачистки, а также повысить точность формы при сохранении качества поверхности крупногабаритных деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДРОБЕМЕТНОЕ УСТРОЙСТВО | 1996 |
|
RU2102221C1 |
| Установка для дробеметной обработки деталей | 1987 |
|
SU1481045A2 |
| Установка для обработки деталей дробью | 1982 |
|
SU1093521A2 |
| Установка для обработки деталей дробью | 1979 |
|
SU872235A1 |
| УНИВЕРСАЛЬНЫЙ АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ОБВОДООБРАЗУЮЩИХ ДЕТАЛЕЙ, ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И СБОРКИ И СПОСОБ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ОБВОДООБРАЗУЮЩИХ ДЕТАЛЕЙ, ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И СБОРКИ | 1999 |
|
RU2165836C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ РЕБЕР ПАНЕЛЕЙ С РЕГУЛИРУЕМОЙ НАГРУЗКОЙ | 2014 |
|
RU2581693C1 |
| РЕВОЛЬВЕРНАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2013 |
|
RU2567926C2 |
| МОБИЛЬНЫЙ СТРОИТЕЛЬНЫЙ 3D-ПРИНТЕР | 2016 |
|
RU2636980C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
Изобретение относится к технологическому оборудованию для придания заданной кривизны и требуемой шероховатости сложных крупногабаритных изделий авиационной техники. Устройство для дробеударного формообразования и зачистки крупногабаритных деталей включает дробеметный аппарат, зачистную головку, стойку для крепления дробемётного аппарата, снабженную механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, установленную на подвижной платформе, перемещающуюся вдоль фиксирующего приспособления для детали. На поворотной платформе установлена дополнительная стойка для крепления зачистной головки, которая снабжена механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, при этом зажимы крепления детали фиксирующего приспособления снабжены индивидуальными программно-управляемыми механизмами ориентации в пространстве. Это позволило одновременно производить дробеударную обработку и зачистку или производить зачистку после дробеударного формообразования, не снимая деталь с фиксирующего приспособления, что существенно снижает тудоёмкость и время обработки. Технический результат заключается в сокращении времени обработки деталей за счет одновременного дробеударного формообразования и зачистки при увеличении точности формы и сохранении качества поверхности крупногабаритных деталей. 3 ил.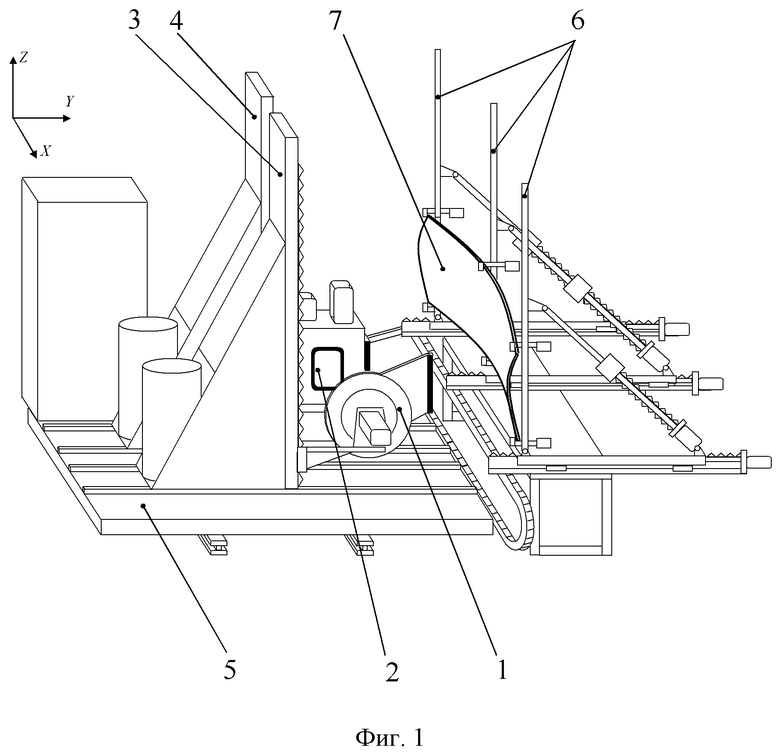
Устройство для дробеударного формообразования и зачистки крупногабаритных деталей, включающее дробеметный аппарат, зачистную головку, стойку для крепления дробемётного аппарата, снабженную механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, установленную на подвижной платформе, перемещающуюся вдоль фиксирующего приспособления для детали, отличающееся тем, что на подвижной платформе установлена дополнительная стойка для крепления зачистной головки, которая снабжена механизмами перемещения рабочего органа по трём декартовым и одной угловой координате, при этом зажимы крепления детали фиксирующего приспособления снабжены индивидуальными программно-управляемыми механизмами ориентации в пространстве.
| А.Е.Пашков, Технологический комплекс для формообразования длинномерных панелей и обшивок на базе отечественного оборудования, Известия Самарского научного центра Российской академии наук, том 16, 1(5), страницы 1528-1535 | |||
| СПОСОБ ДРОБЕУДАРНОЙ ОБРАБОТКИ СЛОЖНЫХ КОНТУРОВ ДЕТАЛИ | 1989 |
|
SU1609024A1 |
| US 4461124 A1, 24.07.1984 | |||
| US 4694672 A1, 22.09.1987 | |||
| US 4329862 A1, 18.05.1982 | |||
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |

