Изобретение предназначено для шлифования криволинейных поверхностей лепестковыми кругами и может быть использовано преимущественно в авиа- и судостроении.
Известен модернизированный круглошлифовальный станок модели 3Б12 для полирования цилиндрических шеек полуосей автомобиля с использованием лепесткового круга. Модернизация круглошлифовального станка предусматривает установку шлифовальной бабки на специальной плите с расположением оси лепесткового круга выше линии центров детали и поворотом шлифовальной бабки под углом 90°. [Отделочно-абразивные методы обработки: Справочное пособие / Л.М. Кожуро, А.А. Панов, Э.Б. Пономарева, П.С. Чистосердов; под общ.ред. П.С. Чистосердова. - Минск: Выш. шк., 1983, стр. 209, рис. 5.14].
Общим признаком модернизированного круглошлифовального станка с заявляемым устройством является применение в качестве инструмента лепестковых кругов на операции шлифования деталей.
Недостатками станка являются узкие технологические возможности, среди которых низкая точность и невозможность обработки криволинейных поверхностей.
Известно использование составного лепесткового круга с различной зернистостью кругов для бесцентрово-шлифовального станка, который позволяет осуществлять черновую и чистовую обработки поверхности детали за один проход с требуемой шероховатостью поверхности. [Размерное и безразмерное формообразование поверхностей деталей / А.Г. Братухин, P.M. Халимулин, Ф.С. Юнусов и др. - М.: Машиностроение, 1996. - 272 с, стр. 157-158, рис. рис. 5.11].
Общим признаком с заявляемым устройством является использование наборных лепестковых кругов на операции шлифования.
К недостаткам устройства относятся большие затраты времени на переналадку при установке и снятии дополнительных наборов лепестковых кругов, отсутствие возможности ориентации составного лепесткового круга относительно обрабатываемой поверхности.
Известно приспособление к продольно-фрезерному станку ГЗФС модели 6652, для которого в качестве рабочего инструмента установлена ленточная шлифовальная головка. Ленточная шлифовальная головка состоит из стального корпуса, абразивных лент и эластичных опорных элементов. Материал для опорных элементов подбирается в зависимости от обрабатываемого материала и необходимой чистоты поверхности. Возможно полирование криволинейных и ступенчатых поверхностей с применением щеток из капроновых нитей. [Авиационная промышленность. Орган государственного комитета совета министров СССР по авиационной технике, Государственное научно-техническое издательство ОБОРОНГИЗ, Москва 1963, №3 март, стр. 31-32, фиг. 4, 5].
Признаком известного приспособления, совпадающим с признаком заявляемого, является использование в качестве рабочего инструмента лепесткового круга, имеется возможность обработки криволинейных поверхностей.
Недостатками известного приспособления являются узкие технологические возможности, среди которых низкая точность обработки, невозможность ориентации лепесткового круга относительно криволинейной обрабатываемой поверхности, малая производительность, вызванная ограниченностью в размерах рабочей части установки.
Известно приспособление для продольно-копировально-фрезерного станка КФС-20, близкое по технической сущности и достигаемому результату к изобретению и принятое за прототип. Приспособление представляет собой шлифовальный барабан на основе лепесткового круга, устанавливаемый на оправку станка. [Авиационная промышленность. Орган государственного комитета совета министров СССР по авиационной технике, Государственное научно-техническое издательство ОБОРОНГИЗ, Москва 1963, №3 март, стр. 31-32, фиг. 7].
Признаком известного приспособления, совпадающим с признаком заявляемого, является использование в качестве рабочего инструмента лепесткового круга и возможность обработки криволинейных поверхностей.
Недостатками указанного устройства являются достаточно большая ширина рабочей части установки, что приводит к неравномерному износу круга при обработке узких и криволинейных участков поверхности, неравномерность съема при обработке вследствие невозможности ориентации лепесткового круга относительно криволинейной обрабатываемой поверхности, низкая производительность обработки.
Целью изобретения является повышение производительности и качества операций шлифования криволинейных поверхностей.
Технический результат, на получение которого направлено изобретение, заключается в обеспечении равномерности съема по всей криволинейной поверхности детали и сокращение времени обработки.
Получение технического результата достигается тем, что внутри корпуса револьверной головки для шлифования установлено несколько оправок с лепестковыми кругами разного размера, с возможностью поочередного использования любого из кругов, при этом корпус головки имеет неподвижную ось вращения и оснащен приводом с устройством позиционирования для поворота головки. В рабочей же позиции на кронштейне на неподвижной оси корпуса головки установлен привод вращения рабочего круга, оснащенный полумуфтой для автоматического соединения с полумуфтой очередного круга, причем каждый лепестковый круг снабжен двумя датчиками положения, размещенными по торцам круга.
Размещение внутри корпуса нескольких оправок с лепестковыми кругами разного размера, с возможностью поочередного использования любого из кругов, установка корпуса головки на неподвижную ось вращения и оснащение его приводом вращения с устройством позиционирования головки, позволяет в процессе обработки оперативно устанавливать необходимый круг в рабочее положение в зависимости от кривизны и размера обрабатываемого участка поверхности детали.
Установка в рабочей позиции на неподвижной оси корпуса головки на кронштейне привода вращения рабочего круга и оснащение его полумуфтой для автоматического соединения с полумуфтой очередного круга уменьшает вес и упрощает конструкцию головки.
Снабжение каждого лепесткового круга двумя датчиками положения и размещение их по торцам круга позволяет постоянно контролировать и корректировать положение работающего круга относительно обрабатываемого криволинейного участка поверхности, обеспечивая стабильность технологических параметров процесса на любом участке криволинейной поверхностей детали.
Отличием от прототипа является установка внутри корпуса револьверной головки для шлифования нескольких оправок с лепестковыми кругами разного размера, с возможностью поочередного использования любого из кругов, размещение корпуса головки на неподвижной оси вращения и оснащение его приводом с устройством позиционирования для поворота головки, установка в рабочей же позиции на кронштейне на неподвижной оси корпуса головки привода вращения рабочего. круга, оснащенного полумуфтой для автоматического соединения с полумуфтой очередного круга и снабжение каждого лепесткового круга двумя датчиками положения, размещенных по торцам круга.
Наличие отличительных признаков позволяет сделать вывод о соответствии заявляемого устройства критерию «новизна». Их совокупность дает возможность осуществить непрерывный процесс шлифования криволинейных поверхностей с требуемой точностью и качеством обработки.
Обработка лепестковыми кругами достаточно широко применяется в промышленности для зачистки, шлифования и полирования плоских и криволинейных поверхностей. Обычно такая обработка проводится одиночными лепестковыми кругами, что обуславливает перечисленные выше недостатки и невозможность равномерной обработки криволинейных поверхностей. [Димов Ю.В. Обработка деталей эластичным инструментом: справочник. - Иркутск: Изд-во ИрГТУ, 2013. - 484 с.].
Только совокупность всех отличительных признаков заявляемого изобретения, а именно: установка внутри корпуса револьверной головки для шлифования нескольких оправок с лепестковыми кругами разного размера, с возможностью поочередного использования любого из кругов, размещение
корпуса головки на неподвижной оси вращения и оснащение его приводом с устройством позиционирования для поворота головки, установка в рабочей же позиции на кронштейне на неподвижной оси корпуса головки привода вращения рабочего круга, оснащенного полумуфтой для автоматического соединения с полумуфтой очередного круга и снабжение каждого лепесткового круга двумя датчиками положения, размещенными по торцам круга, обеспечивает создание новых свойств револьверной головки для шлифования: равномерность обработки криволинейных поверхностей, повышение качества и производительности процесса, что свидетельствует о соответствии заявляемого изобретения критерию «изобретательский уровень».
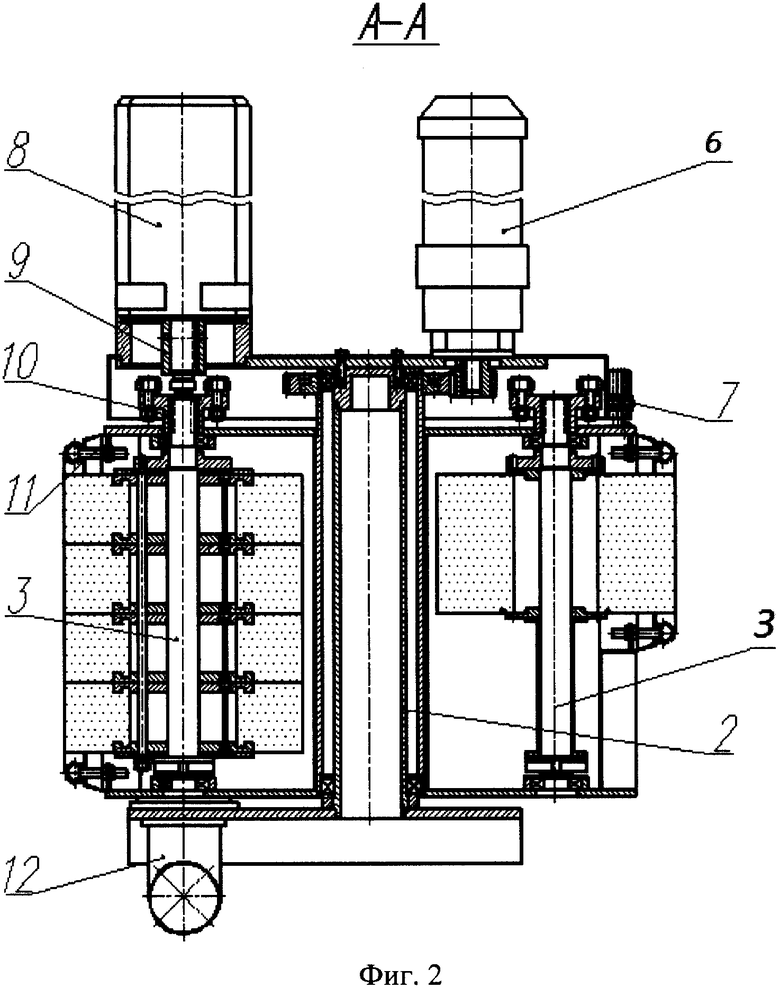
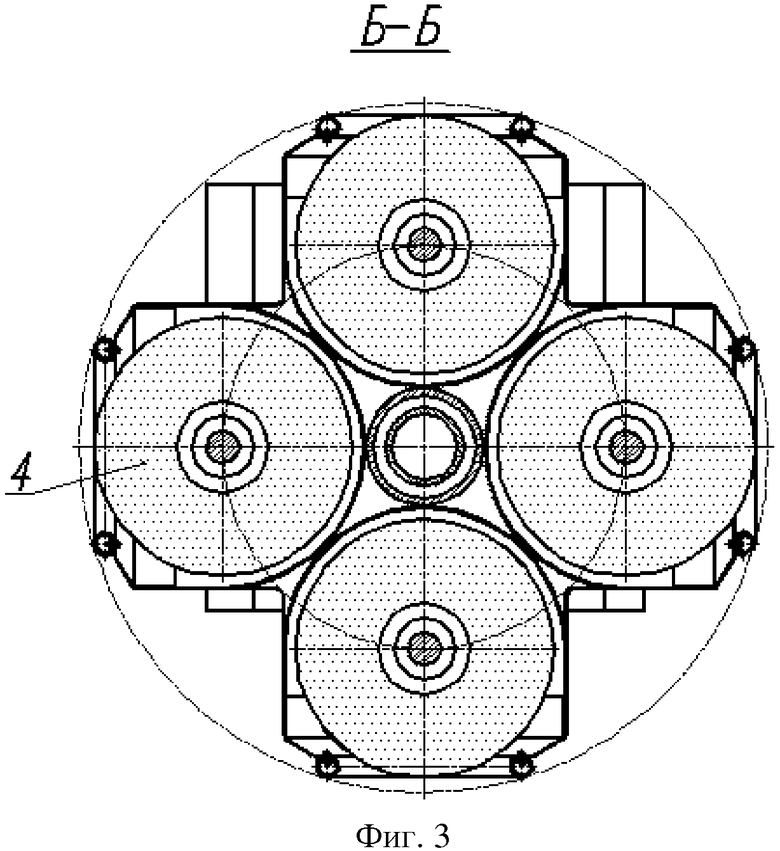
На фиг. 1 представлен вариант общего вида конструкции револьверной головки для четырех лепестковых кругов, на фиг. 2 - продольный разрез общего вида и на фиг. 3 - поперечный разрез револьверной головки.
Конструктивно револьверная головка для шлифования лепестковыми кругами представляет следующее. В корпусе 1, установленном на неподвижной оси 2 с возможностью вращения, размещено несколько оправок 3 с лепестковыми кругами 4. На неподвижной оси 2 закреплен кронштейн 5, на котором размещены привод 6, и узел позиционирования корпуса головки 7. На кронштейне 5 в рабочей позиции установлен привод главного движения 8 работающего лепесткового круга, который снабжен полумуфтой 9 для автоматического соединения с полумуфтой 10 каждого лепесткового круга 4. На корпусе 1 по торцам лепестковых кругов размещены датчики положения круга 11. Для удаления отходов обработки револьверная головка снабжена патрубком 12.
Устройство работает следующим образом. Вращение от привода главного движения 8 передается через полумуфту 9, установленную на валу привода на оправку 3 с установленным на ней лепестковым кругом 4, при помощи полумуфты 10. Датчики положения 11 постоянно контролируют положение работающего лепесткового круга по отношению к контуру обрабатываемой поверхности, и при необходимости корректируют его.
При необходимости смены инструмента осуществляется поворот корпуса 1 относительно неподвижной оси 2. Для этого включается привод поворота головки для шлифования 6, и вращение передается на корпус установки 1. Необходимый лепестковый круг устанавливается в рабочую позицию.
Наличие необходимого лепесткового круга на рабочей позиции контролируется при помощи узла позиционирования 7 на корпусе головки. При установке необходимого лепесткового круга в рабочую позицию с помощью датчиков положения 11 производится его ориентация относительно обрабатываемой поверхности.
Таким образом, предлагаемое устройство повышает производительность и обеспечивает возможность качественной обработки криволинейных поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2009 |
|
RU2415743C2 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1999 |
|
RU2162399C1 |
| Станок для шлифования плоскостей граненой стеклянной посуды | 1940 |
|
SU60152A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКАХ | 1973 |
|
SU364416A1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Способ шлифования вогнутых криволинейных поверхностей тел вращения | 1976 |
|
SU663555A1 |
| Бесцентровый круглошлифовальный станок с удлиненным ходом корпуса ведущего круга | 1979 |
|
SU1014687A1 |
Изобретение относится к области абразивной обработки и может быть использовано для шлифования криволинейных поверхностей лепестковыми кругами. Внутри корпуса револьверной головки установлено несколько оправок с лепестковыми кругами разного размера, расположенные с возможностью поочередного использования любого из кругов. Корпус головки установлен на неподвижной оси вращения, на которой закреплен кронштейн с размещенными на нем приводом поворота головки, устройством ее позиционирования и приводом вращения рабочего лепесткового круга, установленного в рабочую позицию. Привод вращения рабочего лепесткового круга выполнен с полумуфтой для автоматического соединения с полумуфтой оправки очередного рабочего лепесткового круга. В результате сокращается время обработки и повышается качество криволинейных поверхностей за счет равномерности съема материала. 3 ил.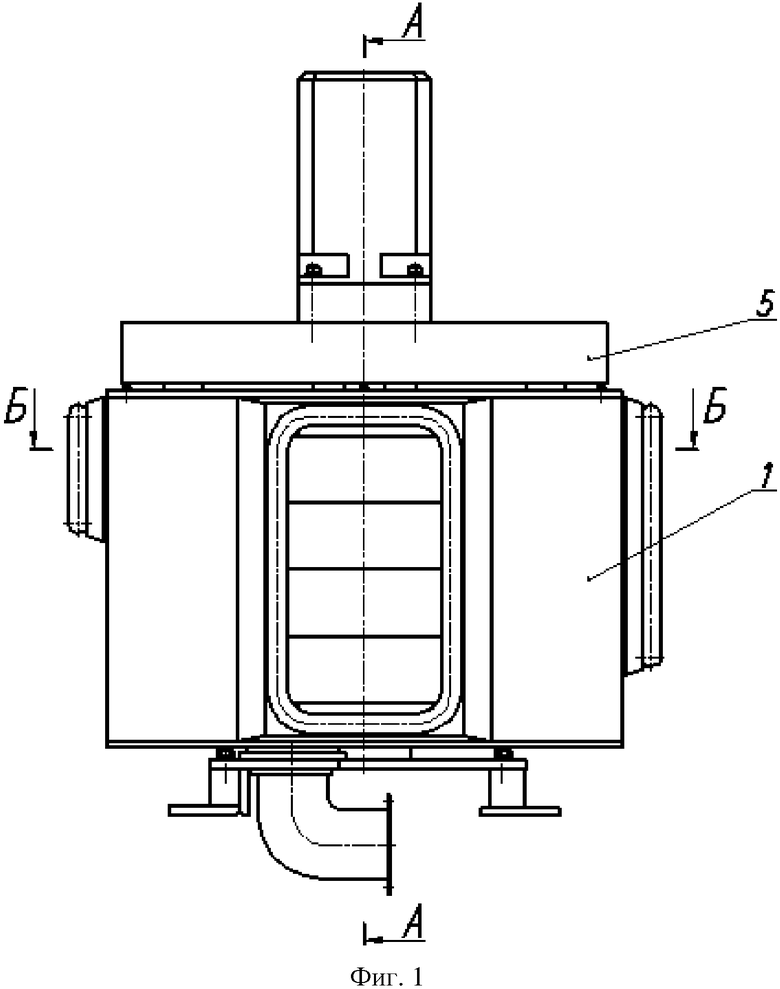
Револьверная головка для шлифования криволинейных поверхностей лепестковыми кругами, содержащая корпус, внутри которого размещены оправки с лепестковыми кругами, отличающаяся тем, что она содержит оправки с лепестковыми кругами разного размера, расположенные с возможностью поочередной установки в рабочей позиции головки необходимого лепесткового круга, при этом корпус головки установлен на неподвижной оси вращения, на которой закреплен кронштейн с размещенными на нем приводом поворота головки, устройством ее позиционирования и приводом вращения рабочего лепесткового круга, установленного в рабочую позицию головки, при этом привод вращения рабочего лепесткового круга выполнен с полумуфтой, предназначенной для автоматического cоединения с полумуфтой оправки очередного рабочего лепесткового круга, причем каждый лепестковый круг имеет два датчика положения, размещенные по его торцам.
| Авиационная промышленность, N 3, 1963, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |

