Изобретение относится к технологии обработки поверхности пластическим деформированием и может быть использовано при изготовлении деталей типа панелей крыла и фюзеляжа самолета.
Целью изобретения является повышение производительности и качества обработки панелей с односторонним оребрением и поперечной кривизной за счет упрочнения материала детали.
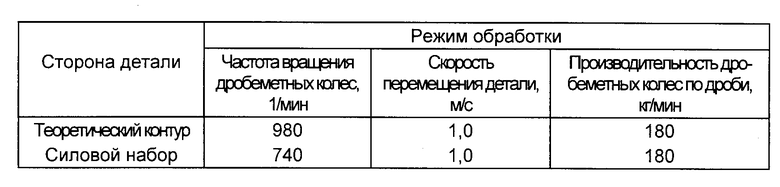
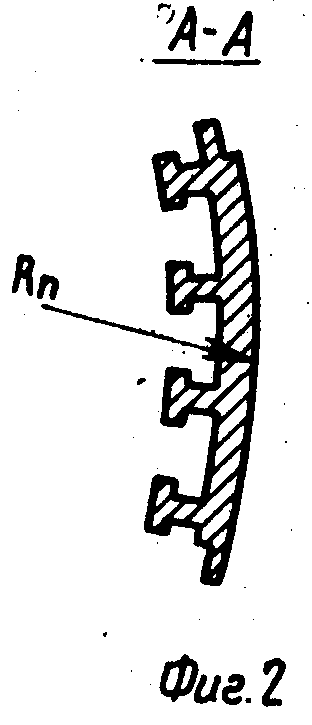
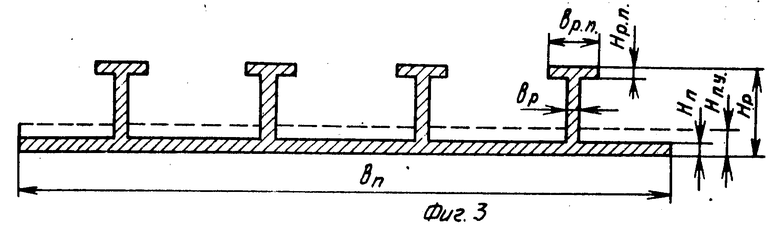
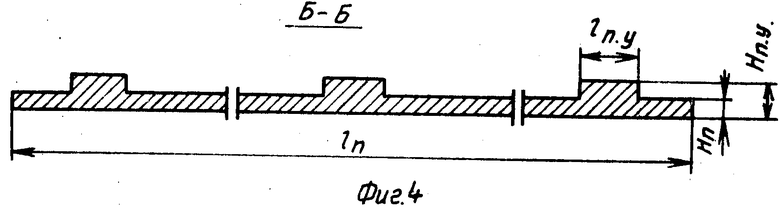
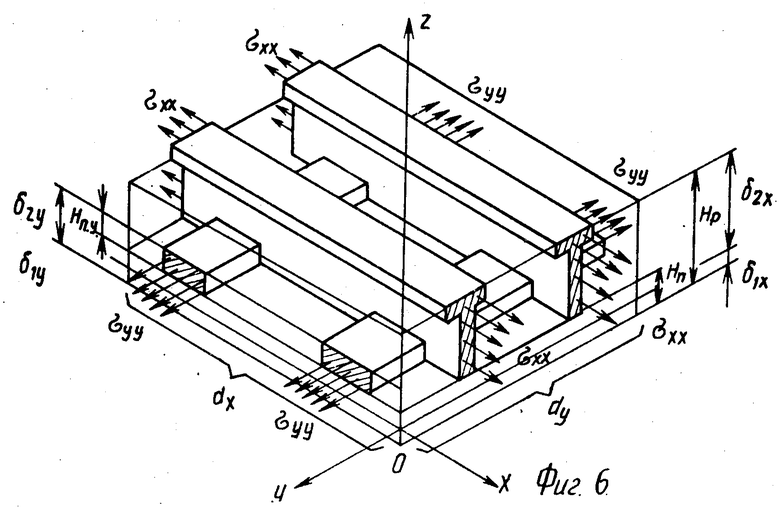
На фиг. 1 дана схема монолитной панели; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 развертка сечения панели по А-А; на фиг. 4 сечение Б-Б на фиг. 1; на фиг. 5 графики изменения интенсивности обработки дробью (стрелы прогиба контрольных пластин) в зависимости от режимов обработки; на фиг. 6 - элемент ортотропного слоя панели.
Способ осуществляется следующим образом.
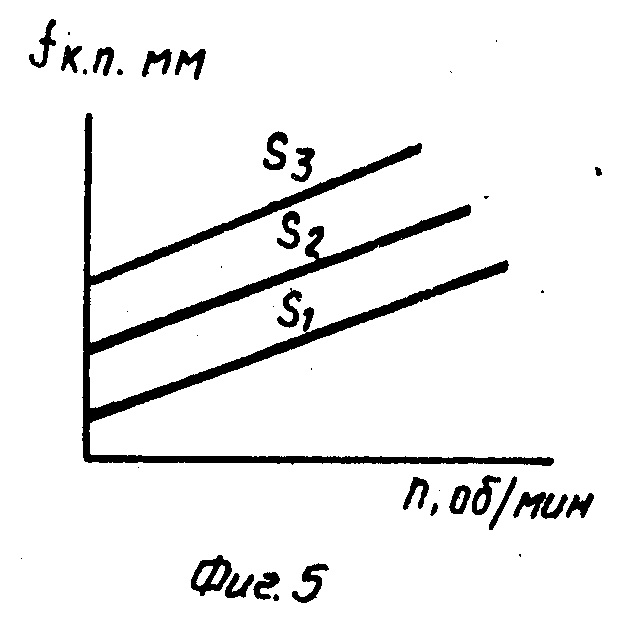
Оборудование, предназначенное для упрочняющей обработки дробью, предварительно тарируется по интенсивности воздействия потока дроби на поверхности детали и по степени влияния различной интенсивности на улучшение служебных характеристик материала детали (усталостной прочности, коррозионной стойкости и др.). Интенсивность характеризуют стрелой прогиба fк.п. односторонне обработанных контрольных пластин (образцов-свидетелей). Ее определяют различно как для потока дроби, воздействующего на одну сторону детали, так и на другую. Причем для оребренной стороны детали интенсивность воздействия потока дроби определяют при одних и тех же режимах как на полотне, так и на боковых поверхностях ребер жесткости. В результате тарировки строят графики, аналогичные приведенному на фиг. 5 для дробеметной обработки, где n
частота вращения дробеметного аппарата; S скорости продольной подачи детали через проходную камеру установки. Данные графики могут быть построены для различных марок и размеров используемой дроби, ее расхода на каждом дробеметном аппарате и по существу являются паспортными характеристиками оборудования по интенсивности его воздействия на обрабатываемые поверхности детали. Стрелу прогиба контрольных пластин на гладкой стороне панели обозначают fт.к., на полотне оребренной стороны fсн, а на боковых поверхностях ребер жесткости fр. Коэффициентом Kр fр/fсн характеризуют соотношение интенсивности обработки боковых поверхностей ребра жесткости и полотна панели на оребренной стороне.
Затем анализируют обрабатываемую деталь. Для этого по чертежу монолитной панели вдоль ее размаха определяют участки, в пределах которых изменением конструктивных характеристик панели можно пренебречь. Каждый участок рассматривают как независимый, для которого по приведенным в формуле изобретения зависимостям рассчитывают интенсивность воздействия потока дроби с обеих сторон панели. Расчетная интенсивность обработки обеспечивает сохранение продольной кривизны панели (вдоль ребер жесткости) и создает заданную поперечную кривизну. Зная интенсивность обработки панели по участкам и имея тарировочные графики зависимости интенсивности от режимов обработки, ведут обработку панели по участкам на режимах, удовлетворяющих расчетной интенсивности обработки. Так как при этом обрабатываются все поверхности панели, то кроме формовки происходит и ее упрочнение. Степень упрочнения всей детали определяется по интенсивности, дающей наименьший прирост служебных характеристик материала панели.
Математические зависимости, обосновывающие предлагаемый способ обработки дробью, выводятся следующим образом.
Монолитную панель (фиг. 1) рассматривают как конструктивно ортотропную пластину (фиг. 6), состоящую из полотна толщиной и подкрепляющих его ребер высотой Hp в продольном направлении (вдоль оси X) и утолщений Hп.у. в поперечном направлении (вдоль оси Y). Выбирают внутри пластины основную плоскость XOY, относительно которой происходит поворот сечений панели при изгибе, в общем случае предполагая, что основная плоскость в продольном направлении не совпадает с основной плоскостью в поперечном направлении. Полагают также, что направление главных кривизн совпадает с координатными направлениями X, Y и сечения, плоские до деформации, остаются плоскими и после деформации. Тогда выбирая ось Z, направленную по нормали к основной плоскости, и совмещая начало координат с основной плоскостью, для компонент продольных εxx и поперечных εyy деформаций имеют следующие соотношения
где εxxo,εyyo деформации удлинения основных плоскостей;
κx;κy главные кривизны основных поверхностей.
Рассмотрим физические уравнения упругости ортотропного слоя (фиг. 6). Для этого используем коэффициенты Kx, Ky, представляющие собой отношение действительной площади поперечного сечения детали в плоскостях XOZ, YOZ к площади поперечного сечения сплошного материала
В общем случае
0≅Kx≅1
0≅Ky≅1 (3)
При наличии только продольного направления K≠0, Kx 0, а при наличии только поперечного направления Kx≠0, Ky 0. Для сплошного (изотропного) слоя Kx Ky 1.
Обозначим через σx;σy (фиг. 6) продольные и поперечные объемные напряжения в любом слое dz передаваемые по материалу. Тогда напряжения σxx вызовут деформацию отрезка вдоль оси X, равную σxx/E а напряжения σyy уменьшат продольную деформацию этого отрезка на величину μ•Ky•σyy/E так как поперечное сокращение происходит в самом материале. Аналогично для любого отрезка вдоль оси Y его удлинение будет равно δyy/E, а сокращение μ•Kx•σxx/E где E,μ модуль упругости и коэффициент Пуассона материала детали.
Физические уравнения теории упругости для плоского напряженного состояния запишутся
Решая уравнения (4) относительно σxx, σyy и вводя напряжения  вносимые поверхностным наклепом, получим
вносимые поверхностным наклепом, получим
Используем единичные продольные и поперечные усилия Nx, Ny и изгибающие моменты Mx, My, записываемые выражениями
Здесь δ1,δ2 с индексов x, y обозначают соответственно координаты основной плоскости в продольном и поперечном направлениях.
Усилия Nx, Ny вызывают изменения размеров (удлинение) основных поверхностей, а моменты Mx, My изменение их формы (искривление). Так как в линейной постановке задачи изменение формы и размеров детали может рассматриваться независимо, в последующем будем оперировать только моментной нагрузкой.
Решая совместно (1),(5),(6) с учетом вышесказанного, получим
где f3x, f3xy, f3y, f3yx - упругогеометрические характеристики сечений панели.
M1x, M1y внутренние моменты, вносимые поверхностным наклепом.
Чтобы из выражений (7) определить сопутствующие упрочняющей обработке изменения формы панели, необходимо задать краевые условия. Очевидно, что для недоделанной детали
Mx My 0,
тогда
Как видим из соотношений (9), неуправляемая повсеместная упрочняющая обработка всех поверхностей панели ведет к созданию двоякой (продольной и поперечной) кривизны. Чтобы при обработке поверхностным наклепом обеспечить одинарную кривизну (поперечную), необходимо в уравнениях (7),(9) принять κx= 0, тогда
Выражения (10) характеризуют собой основное условие между моментами внутренних сил, вносимыми поверхностным наклепом, и упругогеометрическими параметрами панели, при соблюдении которого все поверхности обрабатывают ударами дроби (упрочняются) и образуется одинарная кривизна (формуется). Распишем это условие.
Упругогеометрические характеристики сечений панели определяются соотношениями
интегрируя которые находим (12)
(12)
Определим координаты δ1x,δ1y относительно нижней (гладкой) стороны панели, характеризующие положение основных поверхностей. Напряжения от изгиба в продольном и поперечном направлениях будут отсутствовать, если удовлетворяются следующие равенства
Вводя вспомогательную координату Z, отсчитываемую от гладкой стороны панели
и подставляя соотношение (14) в условие (13) после их решения относительно δ1x,δ1y, получим
где
В выражениях (12), (15) геометрические характеристики панелей соответствуют обозначениям, принятым на фиг. 3 и 4, а Kx, Ky определяются по формулам
где np количество продольных ребер жесткости на рассматриваемом участке панели шириной bn;
my количество поперечных утолщений на рассматриваемом участке панели длиной ln.
Предполагается, что и ребра жесткости и утолщения полотна располагаются с равномерным шагом.
Единичные моменты M1x, M1y определим произведением равнодействующей единичной внутренней силы на каждой из обрабатываемых поверхностей панели на плечо от точки ее приложения до основной поверхности. Тогда, полагая  и пренебрегая смещением равнодействующей вглубь пластически деформированного наклепом слоя, получим
и пренебрегая смещением равнодействующей вглубь пластически деформированного наклепом слоя, получим
где (17)
(17)
Как видим, внутренние моменты определяются внутренними силами P1тк, P1сн, Kр, вносимыми в деталь при обработке ее поверхностей ударами дроби. Эти силы могут быть определены по стреле прогиба fк.п. одностороннее обработанных контрольных пластин
где lп, H база измерения стрелы прогиба и толщина пластины;
P1 единичная внутренняя сила.
Монолитные панели планера летательного аппарата изготавливаются из высокопрочных алюминиевых сплавов. В качестве контрольных пластин в соответствии с ПИ-1.4.379.77 НИАТа применяются пластины размерами 2х20:100 мм, изготовленные из материала упрочняемой панели. Принимая для алюминиевых сплавов E 7000 кг/см2, μ = 0,33 для контрольных пластин указанного размера, решая уравнение (18) относительно P1, получим
P1 5,5fк.п. (19)
Из совместного решения уравнений (10), (17),(19) и учитывая, что fтк соответствует P1тк, fсн P1сн, находим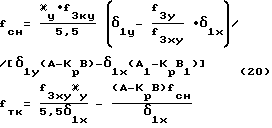
Пример. В качестве обрабатываемой детали использовалась монолитная стрингерная панель изделия "B" из алюминиевого сплава Д16Т с габаритами 8000х860х1,8 мм. Обработка производилась на дробеметной установке с ПУ УДП-2-3,5 стальной литой дробью диаметром 0,6 0,8 мм производства Коммунарского металлургического завода (КМЗ). При расчете программы по длине панели выделяли два участка с одинаковыми конструктивными особенностями. В процессе обработки панели на установке менялись рассчитанные режимы для каждого выделяемого участка.
Исходные данные для расчета:
np 6 количество продольных ребер жесткости (стрингеров);
mу 2 количество поперечных усилий полотна панели;
bp 3 мм толщина продольного ребра;
Hp 35 мм высота продольного ребра;
lп 7900 мм длина панели;
bп 860 мм ширина панели;
Hп 1,8 мм толщина полотна панели;
bрп 12 мм ширина полки продольного ребра;
Hрп 5 мм толщина полки продольного ребра;
lпу 60 мм ширина поперечного усилия;
Hпу 2,3 мм толщина поперечного усиления;
E 7000 кг/мм2 модуль упругости (для алюминиевых сплавов);
μ = 0,33 коэффициент Пуассона;
Kр 0,7 коэффициент, характеризующий отношение интенсивности обработки стенки продольного ребра к полотну панели ,
,
где fр интенсивность обработки стенки ребра;
fсн интенсивность обработки полотна панели со стороны силового набора;
Kx 0,02; Ky 0,015 коэффициенты, характеризующие отношение действительной площади поперечного сечения к площади поперечного сечения сплошного материала.
Расчетом определяются режимы дробеметной обработки по методике, изложенной в материалах заявки в следующей последовательности.
Координаты основных поверхностей панелей:
Q1x 10,8 мм; S1x 5,4 мм; Q1y 15,9 мм; S1y 4,8 мм; δ1x= 2,0 мм, δ1y= 3,2 мм.
Геометрические характеристики панели:
A 2,9 мм; B 8,2 мм; A1 1,4 мм; B1 0,0012 мм.
Упругогеометрические характеристики панели:
f3y 13410 кг•мм; f3xy 13670 кг•мм.
Поперечная кривизна панели
κу= 2,41/мм
Интенсивность обработки
fсн 1,6 мм; fтк 1,9 мм
По тарировочному графику (ПИ 1.4.1623-86, черт.2) с учетом особенностей установки УДП-2-3,5 определяет режим обработки, данный в таблице.
В результате обработки за 1 проход на панели была получена кривизна, соответствующая ТУ чертежа со сплошностью (отпечатками дроби на поверхности панели) 95% что позволило сократить время обработки известным способом в 8 10 раз.
Таким образом, предлагаемый способ позволяет, дифференцированно назначая режимы, совместить операции формообразования и упрочнения при обработке дробью тонкостенных панелей с поперечной кривизной, что повышает надежность и ресурс панелей и увеличивает производительность процесса из изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения интенсивности воздействия потока дроби | 1988 |
|
SU1611716A1 |
| СПОСОБ ФОРМИРОВАНИЯ СЖИМАЮЩИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ДРОБЕСТРУЙНОЙ ОБРАБОТКЕ ДЕТАЛЕЙ | 2019 |
|
RU2704341C1 |
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН | 2011 |
|
RU2462519C1 |
| Способ упрочнения крупногабаритных деталей | 1985 |
|
SU1349977A1 |
| СПОСОБ КОНТРОЛЯ ДРОБЕСТРУЙНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ | 2017 |
|
RU2661163C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ТЕКУЧЕСТИ МАТЕРИАЛА ПРИ ДРОБЕСТРУЙНОЙ ОБРАБОТКЕ | 2020 |
|
RU2746851C1 |
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН СЖАТИЯ | 2014 |
|
RU2595175C2 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2013 |
|
RU2548876C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2623847C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2629401C1 |
Изобретение относится к технологии обработки поверхностным пластическим деформированием и может быть использовано при изготовлении деталей типа панелей крыла и фюзеляжа. Цель изобретения - повышение производительности и качества обработки панелей с односторонним оребрением и поперечной кривизной за счет упрочнения материала детали. Обработку детали дробью осуществляют за один проход одновременно с двух сторон. Одновременная обработка панели дробью с различной интенсивностью с оребренной и гладкой сторон панели позволяет совместить операции формообразования и упрочнения. 6 ил. 1 табл.
Способ дробеударной обработки сложных контуров детали, при котором осуществляют операцию формообразования, при этом режим обработки определяют дифференцированно по участкам детали, отличающийся тем, что, с целью повышения производительности и качества обработки панелей с односторонним оребрением и поперечной кривизной за счет упрочнения материала детали, обработку осуществляют одновременно с двух сторон панели за один проход, причем режимы определяют из соотношений
где fс н интенсивность обработки дробью оребренной стороны панели;
fт к интенсивность обработки дробью гладкой стороны панели;
xy заданная поперечная кривизна панели;
f3 x y, f3 y упругогеометрические характеристики панели;
δ1x, δ1y- координаты основных поверхностей панели;
Кр коэффициент, характеризующий соотношение интенсивности обработки боковой стенки ребра жесткости и полотна панели с оребренной стороны;
А, А1, В, В1 геометрические характеристики панели.
| Патент США N 4329862, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Рыковский Б.П., Смирнов В.А., Цетинин Г.М | |||
| Местное упрочнение деталей поверхностным наклепом | |||
| М.: Машиностроение, 1985. | |||
