Изобретение относится к конструкциям приспособлений для фиксации прокатных валков в процессе закалки и может быть использовано в машиностроении, например, при производстве рабочих и опорных валков для листовых и сортовых станов горячей и холодной прокатки.
Для придания необходимой твердости и соответствующих эксплуатационных характеристик, прокатные валки подвергают закалке, т.е. нагреву до температуры выше критической с последующим быстрым охлаждением в жидкости. В торцевых участках бочки валка, из-за более интенсивного их охлаждения, возникают значительные растягивающие термические напряжения, которые могут привести к нарушению сплошности металла валка в виде трещин и сколов. При этом, твердость бочки на этих участках снижается, что не позволяет обеспечить допустимую разнотолщинность по сечению готового проката.
Известна конструкция приспособления, принятая в качестве прототипа, которая используется в процессе закалки прокатных валков для предотвращения образования трещин и сколов на торцах бочки. Перед нагревом под закалку торцы бочки изолируют специальными кожухами из мягкого листового железа. Зазоры между бочкой валка и кожухом закрывают кольцами из листового железа, при этом кольца в нескольких местах приваривают к кожуху. В зазоры между кожухом и шейкой заливают жароупорный бетон (Полухин И.И., Николаев В.А., Тылкин М.А. и др. Надежность и долговечность валков холодной прокатки: 2-е издание, переработанное и дополненное - М.: Металлургия, 1976, стр. 185, рис. 86).
Данное приспособление характеризуется сложностью конструкции, а также высокой трудоемкостью ее изготовления, монтажа на валке и удаления после закалки. Использование данной конструкции практически невозможно, например, при индукционной закалке, где совершается непрерывно-последовательный нагрев при вращении валка, при этом зазор между индуктором и валком минимален.
Техническая проблема, решаемая предлагаемым изобретением, заключается в создании простого и технологичного в изготовлении приспособления для надежной фиксации прокатного валка в процессе закалки, обеспечивающего равномерное распределение заданного уровня твердости по всей длине бочки валка и предотвращающего образование трещин и сколов по торцам бочки.
Поставленная проблема решается тем, что в приспособлении для фиксации прокатного валка при закалке, включающем две изолирующие части для установки вплотную к торцам бочки валка и фиксирующие их элементы, согласно изобретению, изолирующие части выполнены в виде съемных дисков, наружный диаметр которых равен диаметру бочки валка, а обращенные к бочке валка поверхности съемных дисков выполнены ответной формы к ее торцевым поверхностям, при этом фиксирующие элементы выполнены с возможностью охвата шеек валка и упора в противоположные поверхности съемных дисков. Съемные диски выполнены металлическими, либо неметаллическими, а фиксирующие элементы съемных дисков выполнены в виде двух полувтулок, с возможностью соединения между собой, например, болтами.
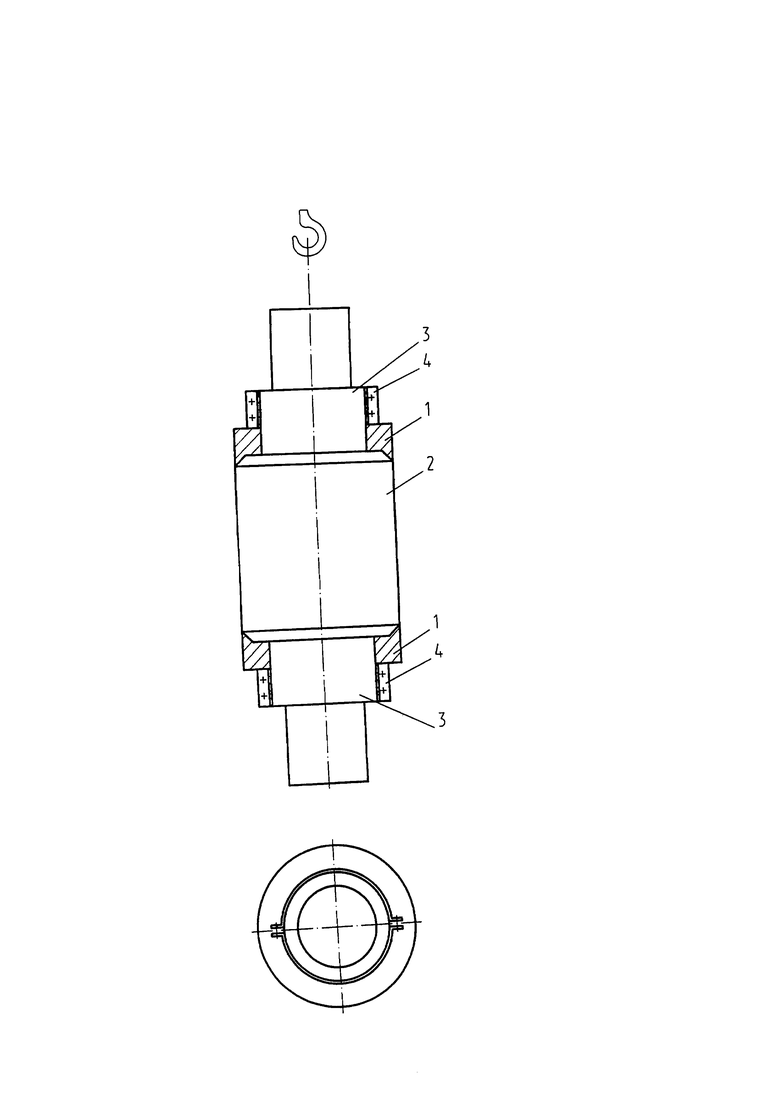
На чертеже изображен общий вид приспособления для фиксации прокатных валков при закалке.
Предлагаемое приспособление состоит из двух съемных металлических, либо неметаллических дисков 1 с наружным диаметром равным диаметру бочки валка 2. Съемные диски могут быть изготовлены из рядовой (нелегированной) стали с содержанием углерода не более 0,3% (например, из стали 3 сп), что исключит образование хрупкого мартенсита при закалке и позволит использовать их многократно. Неметаллический материал, используемый при изготовлении съемных дисков (например, суперизол) должен обладать низкой теплопроводностью, выдерживать тепловые удары и не разрушаться при закалке.
Внутренний диаметр дисков 1 выбирается с учетом возможности свободного их прохождения вдоль участков 3 шеек, которые непосредственно примыкают к бочке валка. Обращенные к бочке валка 2 поверхности съемных дисков 1 выполнены ответной формы к торцевым поверхностям бочки валка, чтобы обеспечить их полный контакт на весь период закалки. Если переходные участки бочки валка от торцевых поверхностей к рабочей выполнены со скосами (фасками), по радиусу или любым иным образом, то соответствующие участки съ1мных дисков должны быть выполнены аналогичным образом. Фиксирующие элементы 4, выполненные в виде двух полувтулок, упираются своими торцевыми поверхностями в противоположные от бочки валка 2 поверхности съемных дисков 1, при этом соединяются между собой, например, болтами.
Приспособление для фиксации прокатных валков при закалке используется следующим образом. Оба диска 1 последовательно или одновременно надеваются с торцов валка 2 на его шейки 3 таким образом, чтобы их поверхности, выполненные ответной формы к торцевым поверхностям бочки валка, были обращены навстречу друг другу. Диски 1 смещают в продольном направлении до их стыковки с торцами бочки валка 2. Прижатие и жесткая фиксация дисков 1 относительно бочки валка 2 производится при помощи двух полувтулок 4, которые соединяются между собой, например, болтами. В собранном виде валок устанавливают в устройство для закалки и подвергают технологическому процессу термообработки в соответствии с заданным режимом.
За счет такой конструкции значительные растягивающие термические напряжения оказываются смещенными в съемные диски, которые не подвержены охрупчиванию. В самой же бочке валка формируется равномерное по всей длине тепловое поле, что исключает появление дефектов в виде трещин, сколов и т.п.
Удаление с валка приспособления для фиксации производят после завершения полного цикла закалки.
Таким образом, в результате указанного исполнения конструкции приспособления для фиксации прокатных валков повышается технологичность изготовления его составных частей, облегчается операция сборки и разборки, при этом обеспечивается равномерное распределение заданного уровня твердости по всей длине бочки валка и предотвращается образование трещин и сколов по торцам бочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВАЛКОВ ИЗ ШТАМПОВОЙ СТАЛИ | 2000 |
|
RU2194081C2 |
| ЛИТОЙ ДВУХСЛОЙНЫЙ МУКОМОЛЬНЫЙ ВАЛЕЦ | 2002 |
|
RU2238800C2 |
| Способ термической обработки прокатных валков | 1980 |
|
SU1076470A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2016 |
|
RU2643848C2 |
| СПОСОБ ОТЛИВКИ ПРОКАТНЫХ ВАЛКОВ | 1995 |
|
RU2073589C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2017 |
|
RU2680121C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2561618C1 |
| Литейная форма для отливки листопрокатных валков | 1981 |
|
SU1025492A1 |
| КАССЕТА С ВЕРТИКАЛЬНЫМ ВАЛКОМ УНИВЕРСАЛЬНОЙ КЛЕТИ | 1992 |
|
RU2074778C1 |
| Литейная форма для отливки чугунных прокатных валков | 1987 |
|
SU1447558A1 |
Приспособление для фиксации прокатного валка при закалке содержит две изолирующие части для установки вплотную к торцам бочки валка и фиксирующие их элементы. Изолирующие части выполнены в виде съемных дисков, наружный диаметр которых равен диаметру бочки валка, а обращенные к бочке валка поверхности съемных дисков выполнены ответной формы к ее торцевым поверхностям, при этом фиксирующие элементы выполнены с возможностью охвата шеек валка и упора в противоположные поверхности съемных дисков. Съемные диски могут быть выполнены металлическими или неметаллическими. Фиксирующие элементы съемных дисков выполнены в виде двух полувтулок с возможностью соединения между собой, например, болтами. Технический результат заключается в надежной фиксации прокатного валка в процессе закалки для равномерного распределения заданного уровня твердости по всей длине бочки валка и предотвращения образования трещин и сколов по торцам бочки. 3 з.п. ф-лы, 1 ил.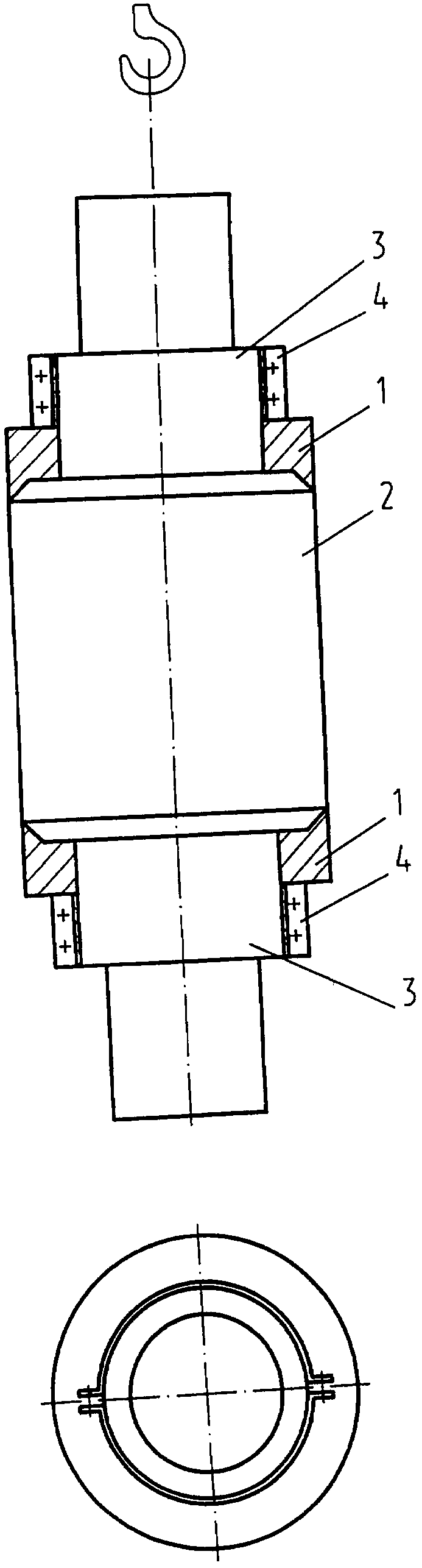
1. Приспособление для фиксации прокатного валка при закалке, включающее две изолирующие части для установки вплотную к торцам бочки валка и фиксирующие их элементы, отличающееся тем, что изолирующие части выполнены в виде съемных дисков, наружный диаметр которых равен диаметру бочки валка, а обращенные к бочке валка поверхности съемных дисков выполнены ответной формы к ее торцевым поверхностям, при этом фиксирующие элементы выполнены с возможностью охвата шеек валка и упора в противоположные поверхности съемных дисков.
2. Приспособление по п.1, отличающееся тем, что съемные диски выполнены металлическими.
3. Приспособление по п.1, отличающееся тем, что съемные диски выполнены неметаллическими.
4. Приспособление по п.1, отличающееся тем, что фиксирующие элементы съемных дисков выполнены в виде двух полувтулок с возможностью соединения между собой, например, болтами.
| ПОЛУХИН И.И | |||
| и др., Надежность и долговечность валков холодной прокатки, Москва, Металлургия, 1976, стр.185, рис.86 | |||
| 0 |
|
SU159953A1 | |
| GB 2060000 A, 29.04.1981 | |||
| CN 207760391 U, 24.08.2018. | |||

