ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к области производства, в частности к процессам изготовления композитных продуктов с использованием вакуумного мешка.
УРОВЕНЬ ТЕХНИКИ
[002] Многие композитные детали (например, продукты на основе углеродного волокна, такие как крылья летательных аппаратов) изготавливают по технологиям на основе вакуумного мешка. Согласно этим технологиям слои составляющего материала укладывают и отверждают для консолидации, чтобы получить композитную деталь. Для обеспечения консолидации слоев и получения необходимой формы их помещают в вакуумный мешок. Вакуумный мешок обеспечивает приложение давления по контуру и консолидацию слоев с упором в поверхность рабочей оснастки (например, формы), а также удаление летучих соединений, находящихся внутри слоев.
[003] В рамках этого процесса возле композитной детали размещают мягкие компоненты, известные как отводящие компоненты. Эти отводящие компоненты обеспечивают образование пропускного канала для выпуска воздуха и газообразных летучих веществ из вакуумного мешка. Тем не менее в данной отрасли промышленности продолжаются исследования, направленные на совершенствование конструкции отводящих компонентов, которое позволит уменьшить затраты и/или повысить качество.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[004] Варианты реализации изобретения, описанные в настоящем документе, включают в себя усовершенствованные кромочные отводящие компоненты для композитных деталей. В частности, кромочные отводящие компоненты имеют жесткое поперечное сечение, которое оказывает сопротивление силам смятия, прикладываемое вакуумным мешком, и теплу, прикладываемому автоклавом. При этом по меньшей мере некоторые из кромочных отводящих компонентов, описанных в настоящем документе, выполнены по существу гибкими вдоль своей длины. Это обеспечивает удержание кромочными отводящими компонентами любой подходящей для детали формы (даже криволинейной формы) при одновременном оказании сопротивления существенным силам смятия и высоким температурам, используемым при отверждении детали (например, отрицательного давления величиной 90 фунтов на квадратный дюйм (620 кПа), прикладываемого вакуумным мешком, при температуре в сотни градусов Фаренгейта (Цельсия) в автоклаве). Кроме того, поскольку кромочные отводящие компоненты по существу не повреждаются при отверждении, они могут быть использованы многократно в процессе изготовления композитной детали с целью уменьшения затрат.
[005] Один приведенный в качестве примера вариант реализации изобретения представляет собой кромочный отводящий компонент для способствования изготовлению композитной детали. Кромочный отводящий компонент включает в себя корпус, ребра, расположенные вдоль длины корпуса, каждое из которых образует дугу, перпендикулярную продольной оси корпуса, и отверстия, расположенные вдоль корпуса и обеспечивающие возможность поступления воздуха в полую внутреннюю часть, проходящую вдоль указанной длины корпуса. Дуги, образованные ребрами, оказывают сопротивление сжимающим нагрузкам, прикладываемым к кромочному отводящему компоненту, и предотвращают сплющивание полой внутренней части под действием давления, прикладываемого вакуумным мешком к кромочному отводящему компоненту во время изготовления композитной детали.
[006] Еще один приведенный в качестве примера вариант реализации изобретения представляет собой устройство, которое включает в себя вакуумный штуцер для способствования изготовлению композитной детали. Вакуумный штуцер включает в себя корпус, фитинг, размещенный внутри корпуса и выполненный с возможностью приема вакуумного шланга, и полый пропускной канал, образованный корпусом, который проходит через боковую стенку корпуса и образует выемку, проходящую через нижнюю часть корпуса. Вакуумный штуцер также включает в себя еще один канал, который соединяет пропускной канал с фитингом для обеспечения возможности свободного перемещения воздуха из пропускного канала к фитингу. Размеры пропускного канала обеспечивают возможность покрытия кромочного отводящего компонента без сжатия кромочного отводящего компонента, когда штуцер уложен поверх кромочного отводящего компонента.
[007] Еще один приведенный в качестве примера вариант реализации изобретения представляет собой систему для изготовления композитной детали, которая включает в себя форму для изготовления композитных изделий, композитную деталь, размещенную поверх указанной формы, и кромочные отводящие компоненты, согласованные с периметром композитной детали. Кромочные отводящие компоненты имеют жесткое поперечное сечение. Вакуумный мешок размещают поверх кромочных отводящих компонентов и герметично соединяют с формой. Вакуумный штуцер проходит через вакуумный мешок и обеспечивает путь для выхода воздуха из кромочного отводящего компонента и перемещения воздуха в вакуумный штуцер.
[008] Еще один приведенный в качестве примера вариант реализации изобретения представляет собой способ изготовления композитной детали с использованием системы для изготовления композитной детали. Указанный способ включает размещение композитной детали на форме и согласование кромочных отводящих компонентов, которые имеют жесткое поперечное сечение с периметром композитной детали. Указанный способ также включает отсасывание с получением в вакуумной камере отрицательного давления величиной в одну атмосферу, оказание сопротивления силам смятия, прикладываемым к кромочным отводящим компонентам указанным отрицательным давлением, для предотвращения сжатия полых внутренних частей кромочных отводящих компонентов и отсасывание летучих газов из композитной детали через кромочные отводящие компоненты и из вакуумной камеры.
[009] Другие приведенные в качестве примера варианты реализации изобретения (например, способы и компьютерочитаемые носители, относящиеся к вышеупомянутым вариантам реализации изобретения) могут быть описаны ниже. Раскрытые признаки, функции и преимущества могут быть получены независимо в различных вариантах реализации изобретения или могут быть скомбинированы в других в вариантах реализации изобретения, более подробная информация о которых может быть получена со ссылкой на последующее описание и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Некоторые варианты реализации настоящего раскрытия описаны далее только в качестве примера и со ссылкой на сопроводительные чертежи. Одинаковые ссылочные номера представляют одинаковые элементы или аналогичный тип элементов на всех чертежах.
[0011] На ФИГ. 1 представлена схема системы изготовления на основе вакуумного мешка в приведенном в качестве примера варианте реализации изобретения.
[0012] На ФИГ. 2-5 представлены сечения, иллюстрирующие подготовку системы изготовления на основе вакуумного мешка в приведенном в качестве примера варианте реализации изобретения.
[0013] На ФИГ. 6-9 показано первое исполнение кромочного отводящего компонента в приведенном в качестве примера варианте реализации изобретения.
[0014] На ФИГ. 10-11 показан вариант первого исполнения кромочного отводящего компонента в приведенном в качестве примера варианте реализации изобретения.
[0015] На ФИГ. 12-15 показано второе исполнение кромочного отводящего компонента в приведенном в качестве примера варианте реализации изобретения.
[0016] На ФИГ. 16-17 показан вариант второго исполнения кромочного отводящего компонента в приведенном в качестве примера варианте реализации изобретения.
[0017] На ФИГ. 18-21 показан вакуумный штуцер для отсасывания воздуха из кромочного отводящего компонента в приведенном в качестве примера варианте реализации изобретения.
[0018] На ФИГ. 22 представлена схема полностью готовой системы изготовления на основе вакуумного мешка в приведенном в качестве примера варианте реализации изобретения.
[0019] На ФИГ. 23 представлена блок-схема, иллюстрирующая способ использования системы изготовления на основе вакуумного мешка в приведенном в качестве примера варианте реализации изобретения.
[0020] На ФИГ. 24 представлена блок-схема кромочного отводящего компонента в приведенном в качестве примера варианте реализации изобретения.
[0021] На ФИГ. 25 представлена блок-схема еще одного кромочного отводящего компонента в приведенном в качестве примера варианте реализации изобретения.
[0022] На ФИГ. 26 представлена блок-схема вакуумного штуцера в приведенном в качестве примера варианте реализации изобретения.
[0023] На ФИГ. 27 представлена блок-схема технологии изготовления и обслуживания воздушного летательного аппарата в приведенном в качестве примера варианте реализации изобретения.
[0024] На ФИГ. 28 представлена блок-схема летательного аппарата в приведенном в качестве примера варианте реализации изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0025] Фигуры чертежей и последующее описание иллюстрируют конкретные приведенные в качестве примеров варианты реализации настоящего раскрытия. Таким образом, следует понимать, что специалисты в данной области техники смогут разработать различные механизмы, которые, хотя явно и не описаны или не показаны в данном документе, воплощают принципы настоящего раскрытия и включены в объем изобретения. Кроме того, любые примеры, описанные в настоящем документе, предназначены для оказания помощи в понимании принципов настоящего раскрытия, и их не следует истолковывать как ограниченные такими конкретными показанными примерами и условиями. В результате, изобретение не ограничено конкретными вариантами или примерами реализации, описанными ниже, а только формулой изобретения и ее эквивалентами.
[0026] На ФИГ. 1 представлена блок-схема системы 100 изготовления на основе вакуумного мешка в приведенном в качестве примера варианте реализации изобретения. Система 100 содержит любую комбинацию компонентов и/или устройств, которые выполнены с возможностью использования методик, реализуемых на основе вакуумного мешка для консолидации и/или отверждения композитной детали (например, армированной волокном композитной детали, такой как крыло летательного аппарата или любого другого подходящего компонента). Система 100 усовершенствована за счет использования кромочных отводящих компонентов (130, 132, 134, 136) с жесткими поперечными сечениями, которые оказывают сопротивление давлению смятия и теплу, подаваемому во время отверждения (например, величиной сотни градусов Фаренгейта (Цельсия) и/или 90 фунтов на квадратный дюйм (620 кПа), а также образуют полые внутренние части, через которые могут проходить воздух и летучие газы для выхода из системы 100 (например, через вакуумный шланг 160). В отличие от мягких кромочных отводящих компонентов, кромочные отводящие компоненты, описанные в настоящем документе, не сминаются или не сжимаются под действием давления и тепла, подаваемых для отверждения.
[0027] В этом варианте реализации изобретения система 100 включает в себя жесткую оснастку 110 (например, форму). Деталь 140 согласована по форме с верхней поверхностью оснастки 110 во время изготовления. Как показано на ФИГ. 1, деталь 140 удерживается на месте на оснастке 110 посредством вакуумного мешка 120, который соединен липкой лентой/соединен герметично посредством уплотнителя 220 кромки с оснасткой 110. Вакуумный мешок 120 накрывает деталь 140, а также кромочные отводящие компоненты 130, 132, 134 и 136. Кромочные отводящие компоненты (130, 132, 134, 136) имеют полые внутренние части, которые действуют в качестве пропускных каналов для выпуска из детали 140 воздуха и летучих газов, образуемых в результате процесса отверждения. Воздух и летучие газы выходят из вакуумного мешка 120 через штуцер 150, соединенный с вакуумной магистралью 160. В этом варианте реализации изобретения вакуумная магистраль 160 приводится в действие вакуумным насосом 170.
[0028] В одном варианте реализации изобретения вакуумный насос 170 может при работе создавать отрицательное давление величиной примерно в одну атмосферу, воздействующее на вакуумный мешок 120. Отрицательное давление прижимает вакуумный мешок 120 к детали 140 и приводит к согласованию формы детали 140 с формой оснастки 110. Отрицательное давление также вызывает плотное согласование вакуумного мешка 120 с кромочными отводящими компонентами (130, 132, 134, 136). Одной положительной стороной этого является плотное удержание детали 140 с прижатием к контурам оснастки 110, когда происходит консолидация детали 140, и еще одной положительной стороной этого является обеспечение возможности отсасывания летучих газов и пузырьков воздуха, которые могут присутствовать во время обработки детали 140. Обработка детали 140 может, таким образом, включать отверждение, консолидацию и/или отсасывание летучих веществ, а также может включать приложение значительных величин давления и/или тепла.
[0029] Кромочные отводящие компоненты (130, 132, 134, 136) системы 100 усовершенствованы за счет использования геометрической формы, которая оказывает сопротивление сплющиванию, возникающему под действием давления, прикладываемого вакуумным мешком 120. Иными словами, кромочные отводящие компоненты 130, 132, 134 и 136 выполнены жесткими в отношении сил смятия, прикладываемых к их поперечным сечениям, и выполнены с возможностью оказания сопротивления (или полного предотвращения) деформации, когда вакуумный мешок 120 прикладывает давление смятия к их поперечным сечениям. В некоторых вариантах реализации изобретения эти кромочные отводящие компоненты (130, 132, 134, 136) также выполнены гибкими вдоль своей длины, что обеспечивает возможность их согласования с изменяющимися и даже криволинейным контурами различных изготавливаемых деталей. Как использовано в настоящем документе, кромочный отводящий компонент является гибким "вдоль своей длины" и при этом его можно динамически регулировать и/или изменять его форму для согласования с кромками сложной детали. Например, кромочный отводящий компонент, форма которого изменена с прямолинейной на криволинейную (например, без приложения пользователем поворотного момента величиной более чем десять фунт-сила-фут (13,6 Н⋅м)) и который сохраняет криволинейную форму без возвращения своей первоначальной формы, может считаться кромочным отводящим компонентом, являющимся гибким вдоль своей длины. Таким образом, кромочные отводящие компоненты, описанные в настоящем документе, (130, 132, 134, 136), являются жесткими в отношении сжатия, направленного на изменение их поперечного сечения, и при этом достаточно гибкими вдоль своей длины, чтобы быть согласованными с различными формами детали. Подробно кромочные отводящие компоненты (130, 132, 134, 136) будут описаны далее со ссылкой на ФИГ. 6-13.
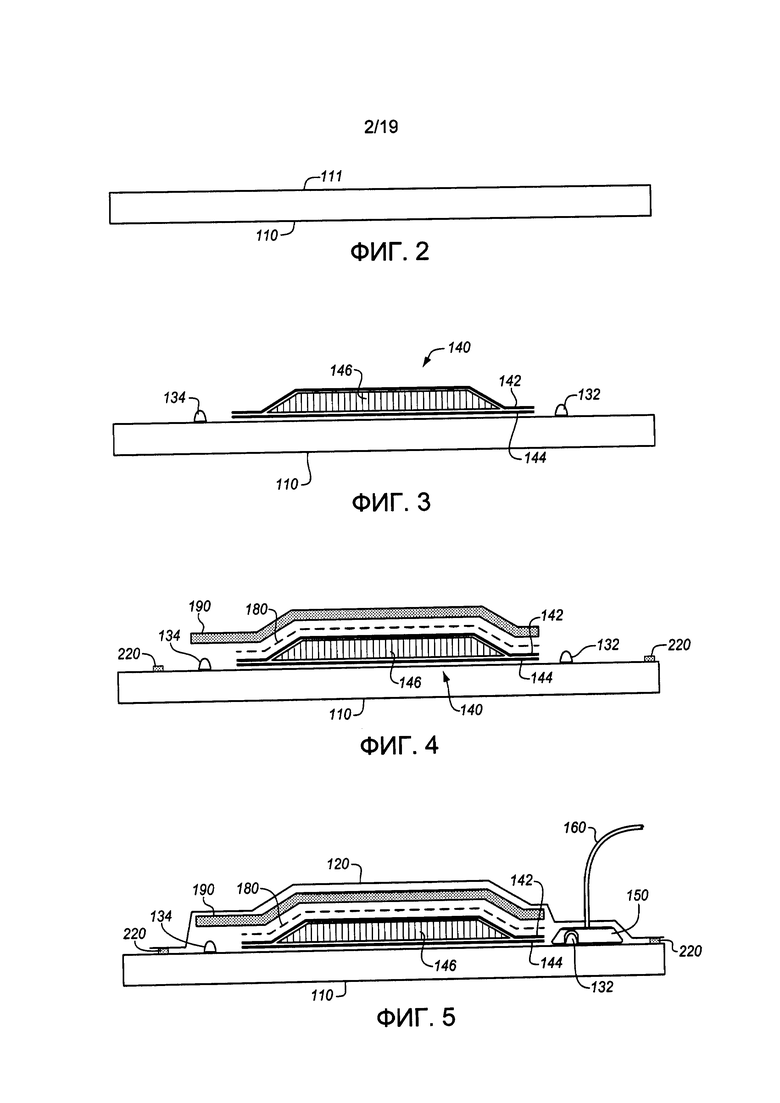
[0030] На ФИГ. 2-5 представлены сечения системы 100 при сборке системы 100 в приведенном в качестве примера варианте реализации изобретения. Этот вид представлен элементом 2 по ФИГ. 1. Будет приведено подробное описание системы 100 в отношении ФИГ. 2-5, на которых раскрывается, как могут быть собраны отдельные компоненты для способствования изготовлению вакуумного мешка. На ФИГ. 2 показана оснастка 110 (форма) в исходном состоянии. Верхняя поверхность 111 оснастки 110 может быть покрыта антиадгезивом, чтобы детали, размещенные поверх оснастки 110, не прилипали к оснастке 110 во время и/или после процесса отверждения.
[0031] На ФИГ. 3 показано, что на первом этапе сборки системы 100 поверх оснастки 110, показанной на ФИГ. 2, на оснастке 110 размещают кромочные отводящие компоненты (например, 132 и 134, как показано). На оснастке 110 также размещают деталь 140. В этом варианте реализации изобретения деталь 140 состоит из слоев 142 и 144, а также сердцевины 146. Однако в других вариантах реализации изобретения вместо сердцевины 146 может использоваться твердая слоистая композитная заготовка. В сущности, для детали 140 может быть использована любая подходящая композитная конструкция. Кромочные отводящие компоненты 132 и 134 размещают в пределах нескольких дюймов (например, от 2 до 12 дюймов (от 5 до 30 см)) от детали 140, и они действуют в качестве проходов возле детали 140, обеспечивая возможность отсасывания из нее воздуха. Этим обеспечивается отсутствие помех отверждению детали 140 пузырьками воздуха (не показано).
[0032] На ФИГ. 4 показан следующий этап сборки системы 100, на котором к показанным на ФИГ. 3 компонентам добавлены дальнейшие компоненты. В частности, на ФИГ. 4 показан уплотнитель 220 кромки (например, двусторонняя клейкая лента), нанесенный на оснастку 110 по периферии отводящих компонентов 132 и 134. На ФИГ. 4 также показано нанесение разделительной пленки 180 на деталь 140, а также нанесение поверхностного отводящего компонента 190 поверх разделительной пленки 180 и кромочных отводящих компонентов 132 и 134. Разделительная пленка 180 может содержать проницаемый слой тефлона, который предотвращает прилипание детали 140 к другим компонентам. Кромочные отводящие компоненты (130, 132, 134, 136) в сочетании с поверхностным отводящим компонентом 190 образуют пропускные каналы для выхода воздуха и летучих газов (например, летучих органических соединений) из детали 140 перед отверждением и/или во время отверждения.
[0033] На ФИГ. 5 показан еще один этап сборки системы 100, на котором к показанным на ФИГ. 5 компонентам добавлено еще больше компонентов. Согласно ФИГ. 5 деталь 140 покрыта разделительной пленкой 180. Поверхностный отводящий компонент 190 и компоненты, расположенные ниже него, герметично соединяют с оснасткой 110 посредством вакуумного мешка 120, прикрепляемого к оснастке 110 посредством уплотнителя 220 кромки. В такой конструкции поверхностный отводящий компонент 190 обеспечивает образование пористого прохода, через который воздух может поступать в кромочные отводящие компоненты (130, 132, 134, 136) и затем из кромочных отводящих компонентов (130, 132, 134, 136) к штуцеру 150. Вакуумный штуцер 150 покрывает кромочный отводящий компонент 132 и обеспечивает путь для прохода воздуха и/или летучих веществ от кромочного отводящего компонента (например, 130, 132, 134, 136) и выхода через вакуумный шланг 160. Вакуумный насос 170 может вследствие этого отсасывать воздух из вакуумного мешка 120 через кромочные отводящие компоненты (например, 132, 134) и из вакуумного штуцера 150 с прижатием детали 140 к оснастке 110.
[0034] Процесс добавления и отверждения слоя ("укладка") на детали 140, как показано на ФИГ. 2-5, может быть продолжен как итеративный процесс добавления и отверждения множества слоев, при котором новые "необработанные" слои добавляют к детали 140 и отверждают их, и затем снова добавляют дополнительные новые "необработанные слои". При использовании данной технологии изготовитель может за один раз увеличивать толщину детали 140, например, на несколько тысячных дюйма (доли миллиметра) до полной готовности детали 140.
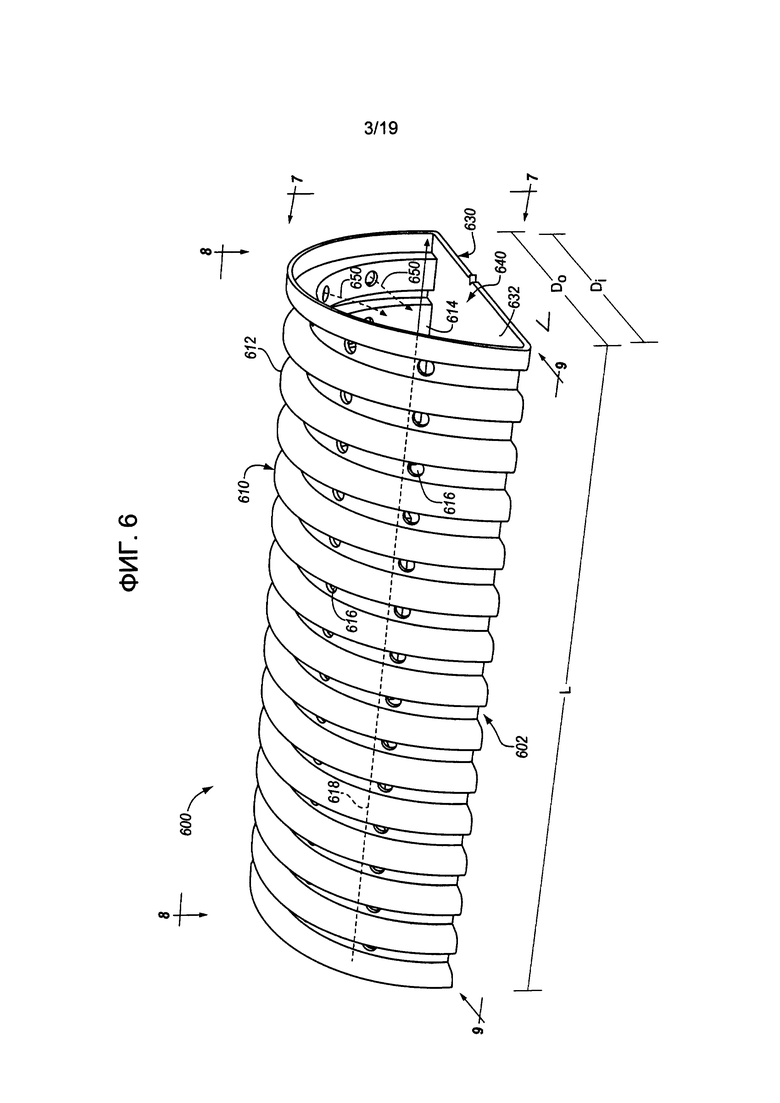
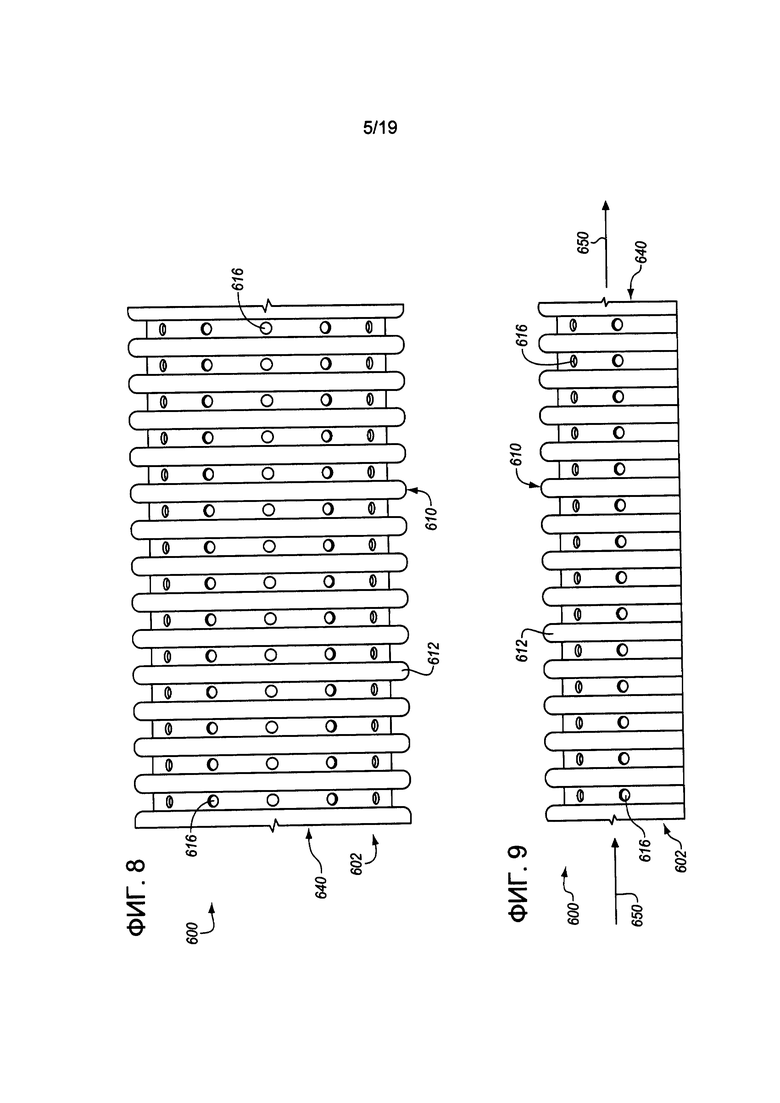
[0035] Приведенная в качестве примера подробная информация о кромочных отводящих компонентах, описанных выше, будет рассмотрена в отношении последующих фигур чертежей. На ФИГ. 6-11 показано первое исполнение кромочного отводящего компонента 600 в приведенном в качестве примера варианте реализации изобретения, который способен выдерживать тепло и давление при отверждении в автоклаве. На ФИГ. 6 показан перспективный вид кромочного отводящего компонента 600, на ФИГ. 7 показан вид спереди кромочного отводящего компонента 600, обозначенный стрелками 7, на ФИГ. 8 показан вид сверху кромочного отводящего компонента 600, обозначенный стрелками 8, и на ФИГ. 9 показан вид сбоку кромочного отводящего компонента 600, обозначенный стрелками 9.
[0036] В этом варианте реализации изобретения кромочный отводящий компонент 600 имеет корпус 602 в виде удлиненной трубки с D-образным поперечным сечением/периметром. Верхняя поверхность 610 и нижняя поверхность 630 являются внешними поверхностями кромочного отводящего компонента 600, которые задают окружность кромочного отводящего компонента 600. В сочетании эти внешние поверхности (610 и 630) задают границы полой внутренней части 640. Кроме того, нижняя поверхность 630 кромочного отводящего компонента 600 образует основание 632. Основание 632 соединено с ребрами 612 и бороздками 614. Показанная нижняя поверхность 630 выполнена по существу плоской, однако в других вариантах реализации изобретения форма нижней поверхности 630 может быть придана во время изготовления, чтобы согласовать ее геометрическую форму с поверхностью 111 оснастки 110.
[0037] Ребра 612 и бороздки 614 выполнены за одно целое с верхней поверхностью 610, которая является гофрированной. Каждое ребро 612 также образует дугу (А), перпендикулярную продольной оси 618 кромочного отводящего компонента 600. Эти признаки повышают прочность поперечного сечения для кромочного отводящего компонента 600 в отношении сил смятия, а гофрирование также обеспечивает, что кромочный отводящий компонент 600 остается более гибким вдоль своей длины, чем соответствующий кромочный отводящий компонент, выполненный без гофрирования. Таким образом, дуги, образованные ребрами и бороздками, оказывают сопротивление сжимающим нагрузкам, прикладываемым к кромочному отводящему компоненту 600, и предотвращают сплющивание полой внутренней части 640 под действием давления, прикладываемого вакуумным мешком к кромочному отводящему компоненту 600 во время изготовления композитной детали.
[0038] Ребра 612 имеют диаметр Do, а бороздки 614 имеют диаметр Di, который меньше, чем диаметр Do. Диаметр Do также может считаться шириной (W) кромочного отводящего компонента 600. Для ребер 612 и канавок 614 отношение диаметра Di к диаметру Do может быть изменено по мере необходимости. В одном варианте реализации изобретения диаметр Do не превосходит двойной величины диаметра Di. Изменение диаметра Di и диаметра Do (и изменение линейного расстояния между соседними ребрами 612) также приводит к изменению гибкости кромочного отводящего компонента 600 вдоль его длины. Вследствие этого может быть выбрана комбинация размеров, например, чтобы обеспечить возможность согласования кромочного отводящего компонента 600 с небольшим радиусом кривизны (например, три дюйма (7,62 см)) без возврата в свою первоначальную форму.
[0039] Верхняя поверхность 610 также включает в себя одно или более отверстий/дырок 616, которые проходят насквозь от верхней поверхности 610 в полую внутреннюю часть 640. Дырки 616 могут быть расположены поверх ребер 612, в пределах ребер 612 или в бороздках 614. Дырки 616 могут быть выполнены по всему кромочному отводящему компоненту 600 в необходимом количестве, при условии что они не повлияют отрицательно на конструктивную целостность кромочного отводящего компонента 600. В процессе эксплуатации кромочный отводящий компонент 600 работает как гофрированная трубка, через которую поток 650 воздуха может быть выведен из детали 140 и направлен в дырки 616. Этот поток 650 воздуха может поступать в кромочный отводящий компонент 600 и проходить вдоль его длины (L).
[0040] В других вариантах реализации изобретения кромочный отводящий компонент 600 может иметь эллиптическое или круглое поперечное сечение или может даже иметь трапециевидные формы со скругленными углами (в этом случае скругленные углы на сторонах трапециевидной формы могут функционировать в качестве дугообразных элементов для опирания/ распределения нагрузки), в виде прямоугольника со скругленными углами или иные формы поперечного сечения. Кроме того, дырки 616 кромочного отводящего компонента не обязательно должны быть коллинеарны друг с другом, а могут быть расположены с образованием любого подходящего рисунка относительно кромочного отводящего компонента 600 или даже могут быть расположены по существу случайным образом. Хотя в этом варианте реализации изобретения показанные дырки 616 имеют круглую форму, может быть выбрана любая подходящая форма. Схожим образом, диаметр каждой дырки 616 может быть разным или оставаться постоянным по всему кромочному отводящему компоненту 600. В одном варианте реализации изобретения кромочный отводящий компонент 600 имеет ширину менее одного дюйма (2,54 см) (например, три восьмых дюйма (9,525 мм)), а дырки 616 имеют диаметр менее одной десятой дюйма (2,54 мм) (например, пятьдесят тысячных дюйма (1,27 мм)). Как показано на этих фигурах чертежей, D-образное поперечное сечение кромочного отводящего компонента 600 имеет скругленные углы (R), каждый из которых имеет радиусы углов, выбранные для предотвращения разрыва или неожиданного повреждения вакуумного мешка при отверждении композитной детали.
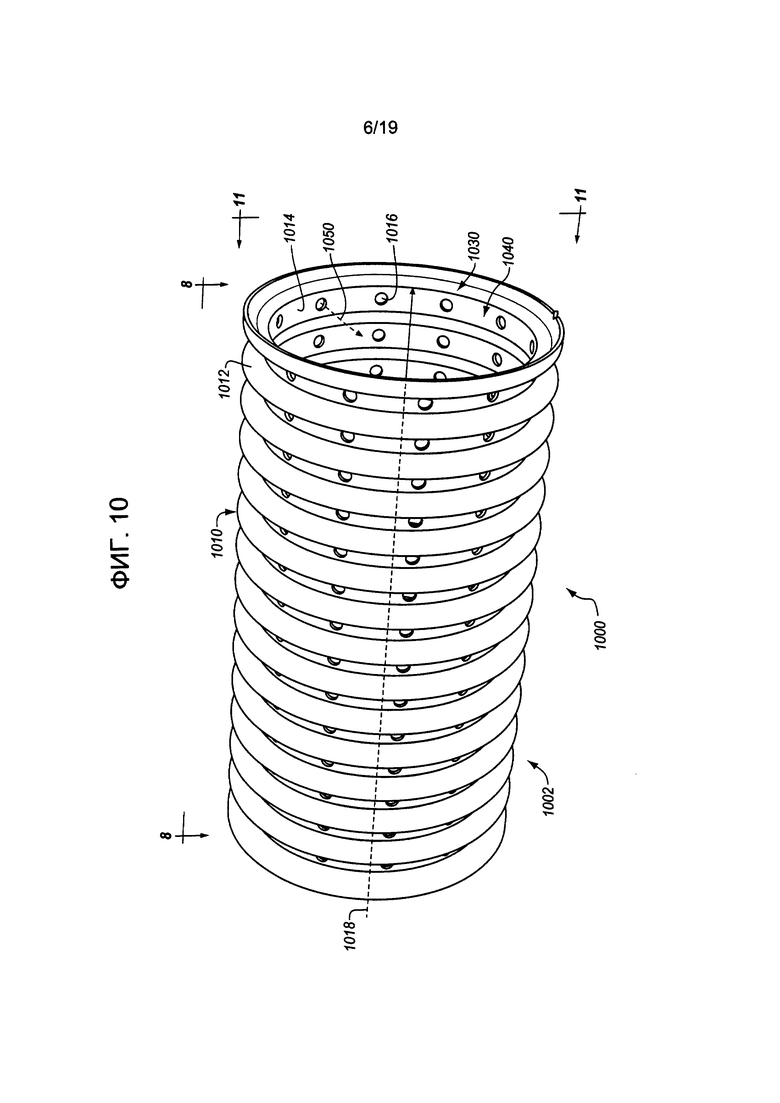
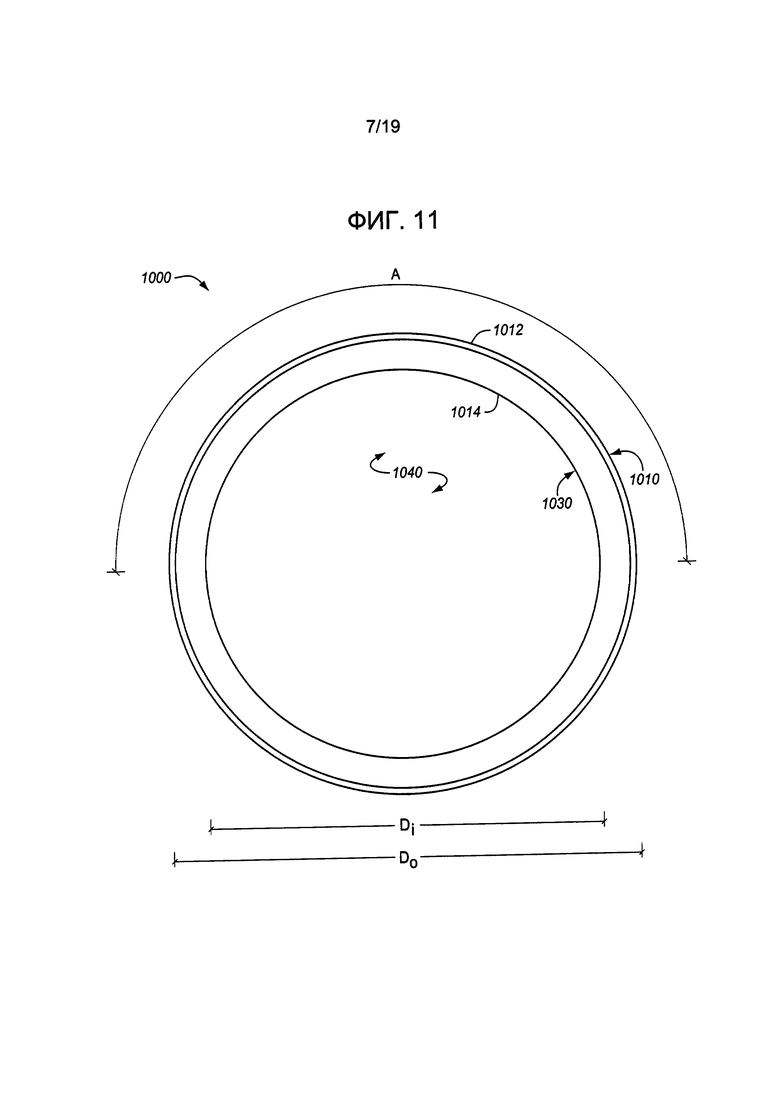
[0041] На ФИГ. 10-11 показан вариант первого исполнения кромочного отводящего компонента. В этом варианте реализации изобретения кромочный отводящий компонент 1000 имеет эллиптическое/круглое поперечное сечение. На ФИГ. 10 показан перспективный вид кромочного отводящего компонента 1000, и на ФИГ. 11 показан вид сбоку кромочного отводящего компонента 1000, обозначенный стрелками 11. Кромочный отводящий компонент 1000 включает в себя корпус 1002 с ребрами 1012 (каждый из которых образует дугу (А)), бороздками 1014 и дырками 1016. Поток 1050 воздуха проходит из дырок 1016 в полую внутреннюю часть 1040. Кромочный отводящий компонент 1000 кроме того имеет продольную ось 1018, внутреннюю поверхность 1030 и внешнюю поверхность 1010. Хотя кромочный отводящий компонент 1000 показан на ФИГ. 10-11 в виде круглого эллипса, также при необходимости могут быть использованы эллипсы, имеющие эксцентриситет (например, эллипсы, которые больше в ширину, чем в высоту) для способствования процессу отверждения детали 140.
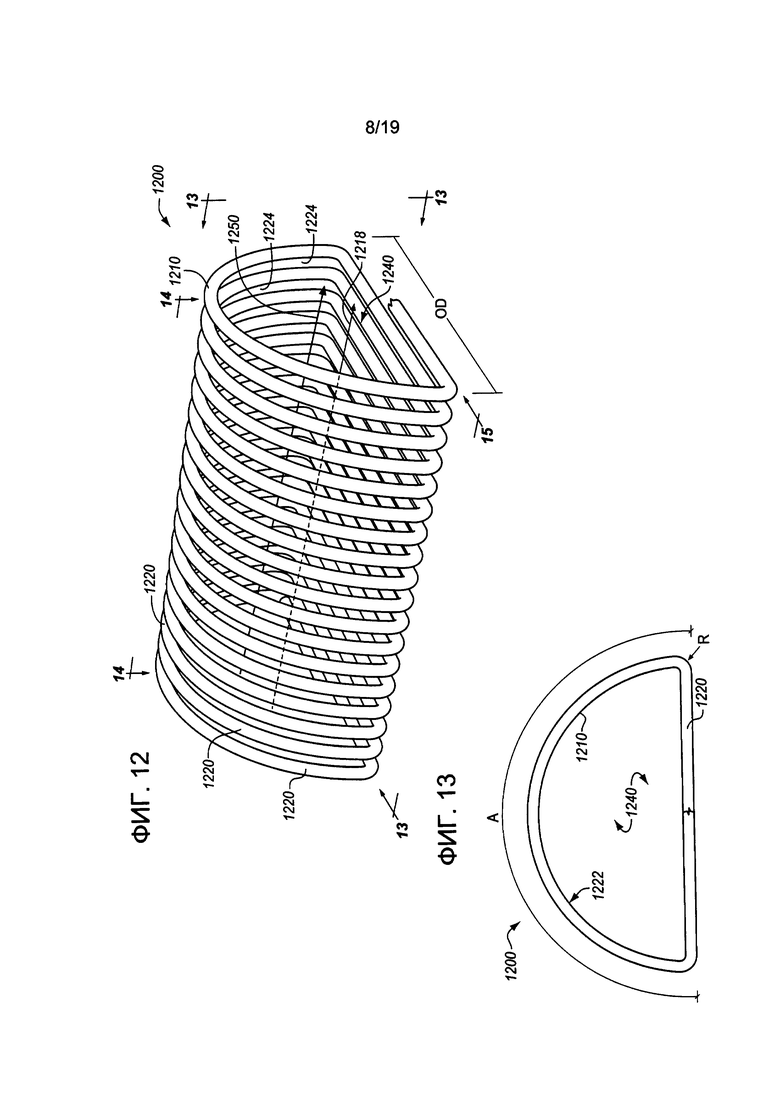
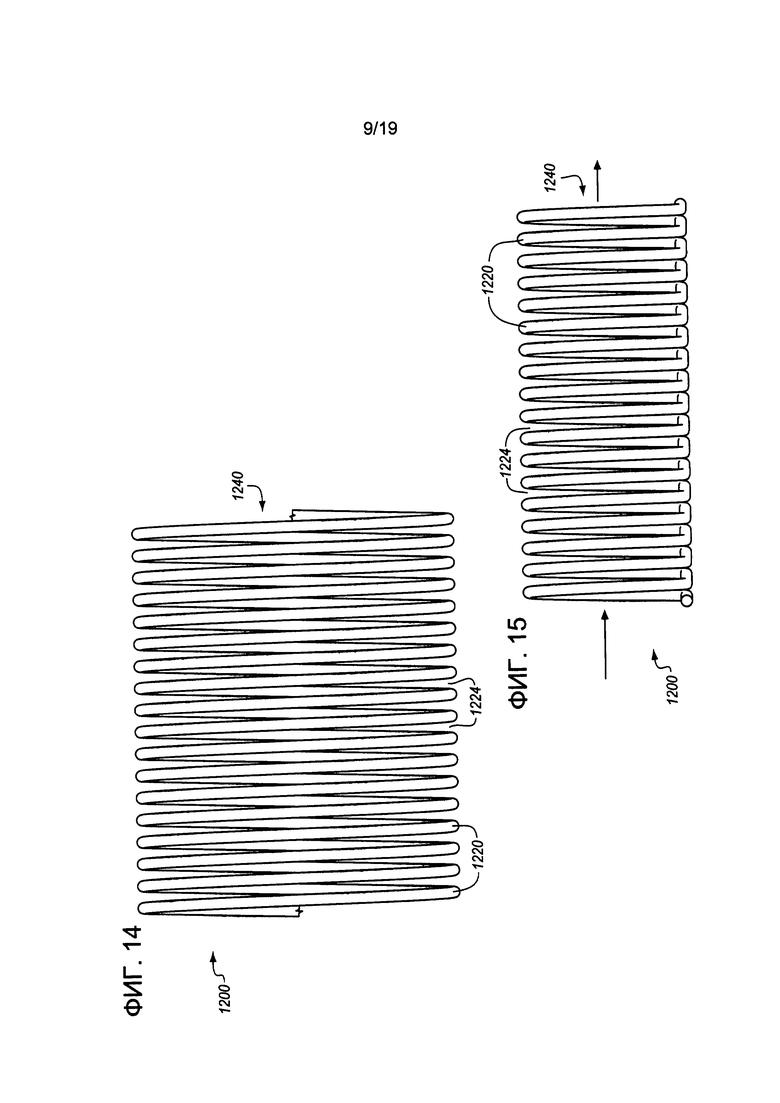
[0042] На ФИГ. 12-15 показано второе исполнение кромочного отводящего компонента 1200, выполненного из винтовой спиральной пружины, которая способна выдерживать температуру и давление при отверждении в автоклаве, в приведенном в качестве примера варианте реализации изобретения. На ФИГ. 12 показан перспективный вид кромочного отводящего компонента 1200, на ФИГ. 13 показан вид спереди витка 1220 кромочного отводящего компонента 1200, обозначенный стрелками 13, на ФИГ. 14 показан вид сверху кромочного отводящего компонента 1200, обозначенный стрелками 14, и на ФИГ. 15 показан вид сбоку кромочного отводящего компонента 1200, обозначенный стрелками 15.
[0043] Кромочный отводящий компонент 1200 содержит множество витков 1220 нити проволоки 1210. Каждый виток 1220 имеет поперечное сечение с полой внутренней частью 1240, как показано на ФИГ. 12-13. Как использовано в настоящем документе, виток 1220 является одним полным оборотом проволоки 1210 по периметру вокруг полой внутренней части 1240. Каждый виток 1220 образует ребро 1222, которое имеет дугу (А), по существу перпендикулярную продольной оси 1218 кромочного отводящего компонента 1200. Каждая дуга (А) оказывает сопротивление силам смятия, прикладываемым вакуумным мешком 120 к кромочному отводящему компоненту 1200 во время изготовления композитной детали (например, детали 140). Отверстия/промежутки 1224 между витками 1220 обеспечивают возможность свободного поступления воздуха в кромочный отводящий компонент 1200 и выхода из него. В этом варианте реализации изобретения каждый виток 1220 имеет D-образную форму со скругленными углами, хотя возможны и другие геометрические формы (например, круглые, эллиптические и т.д.), подходящие для витков и/или поперечных сечений кромочного отводящего компонента 1400. Каждый виток кромочного отводящего компонента 1200 имеет скругленные углы (R), каждый из которых имеет радиусы углов, выбранные для предотвращения разрыва или неожиданного повреждения вакуумного мешка при отверждении композитной детали.
[0044] Поскольку кромочный отводящий компонент 1200 представляет собой спиральную пружину, кромочный отводящий компонент 1200 остается по существу гибким вдоль своей длины и выполнен с возможностью укладки по криволинейным и сложным геометрическим формам кромок /согласования с ними. В других вариантах реализации 20 изобретения форма поперечного сечения, определяемого витком 1220, может быть выбрана по желанию. Например, при необходимости витки 1220 могут быть эллиптическими или круглыми.
[0045] Каждый виток 1220 спиральной пружины 1200 может касаться соседних витков 1220 спиральной пружины 1200. Поскольку витки 1220 соприкасаются за счет контактной силы и не являются герметичными (или в некоторых вариантах реализации изобретения даже не касаются друг друга, небольшие промежутки 1224 между витками обеспечивают возможность прохождения воздуха в спиральную пружину 1200 и из спиральной пружины 1200 во время отверждения детали 140. Таким образом, воздух и летучие газы могут свободно проходить в кромочный отводящий компонент 1200 через промежутки между витками 1220.
[0046] Проволока 1210 имеет диаметр (WD) проволоки. Каждый виток 1220 проволоки 1210 имеет наружный диаметр (OD). Диаметр WD может быть выбран по существу достаточно малым по отношению к диаметру OD, с тем чтобы обеспечить сохранение продольной гибкости спиральной пружины 1200. Например, диаметры WD и OD могут быть выбраны такими, что диаметр OD по меньшей мере в два раза больше диаметра WD.
[0047] Большие диаметры проволоки обеспечивают большую жесткость, чем малые диаметры проволоки, и следовательно могут становиться негибкими, когда кромочный отводящий компонент 1200 плотно согласован с радиусом кривизны (например, радиусом кривизны три дюйма (7,62 см)). Следовательно, выбор меньшего диаметра, например пятьдесят тысячных дюйма (1,27 мм), гарантирует, что кромочный отводящий компонент 1200 остается гибким вдоль своей длины. В одном варианте реализации изобретения может быть выгодным выбрать диаметр проволоки, который в сто раз меньше, чем длина кромочного отводящего компонента 1200. Например, в варианте реализации, относящемся к композитным деталям, имеющим длину в десятки футов (несколько метров) (например, крыло летательного аппарата), размер OD может составлять три восьмых дюйма (9,525 мм), а размер WD может составлять пятьдесят тысячных дюйма (1,27 мм). Такой размер гарантирует, что поток 1250 воздуха через кромочный отводящий компонент 1200 не будет ограничен, а также гарантирует, что вакуумный мешок, покрывающий кромочный отводящий компонент 1200, не разорвется или не оторвется.
[0048] Кромочные отводящие компоненты, описанные в настоящем документе, могут быть изготовлены из любых подходящих материалов, таких как металл, трехмерные (3D) печатные материалы, пластмассы и т.д. Однако в некоторых вариантах реализации изобретения материалы выбраны с учетом их способности противостоять потере прочности при воздействии высоких температур и давлений, используемых при автоклавном отверждении композитных деталей, (например, сотен градусов при давлении, составляющем одну или более атмосфер).
[0049] На ФИГ. 16-17 показан вариант второго исполнения кромочного отводящего компонента. В этом варианте реализации изобретения кромочный отводящий компонент 1600 имеет эллиптическое/круглое поперечное сечение. На ФИГ. 16 показан перспективный вид кромочного отводящего компонента 1600, а на ФИГ. 17 показан вид спереди кромочного отводящего компонента 1600, обозначенный стрелками 17. Кромочный отводящий компонент 1600 включает в себя проволоку 1610, которой придана форма витков 1620, каждый из которых включает в себя ребро 1622, образующее дугу (А). Поток 1650 воздуха проходит из промежутков 1624 через витки 1620 в полую внутреннюю часть 1640. Кромочный отводящий компонент 1600 кроме того имеет продольную ось 1618.
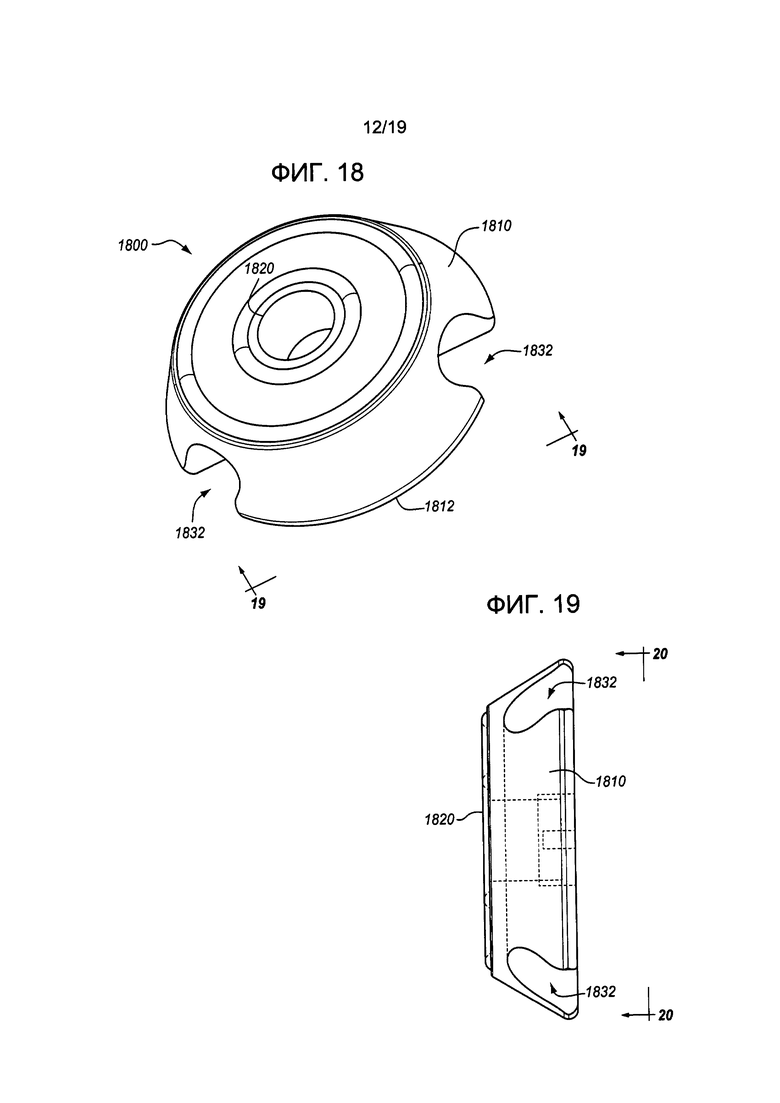
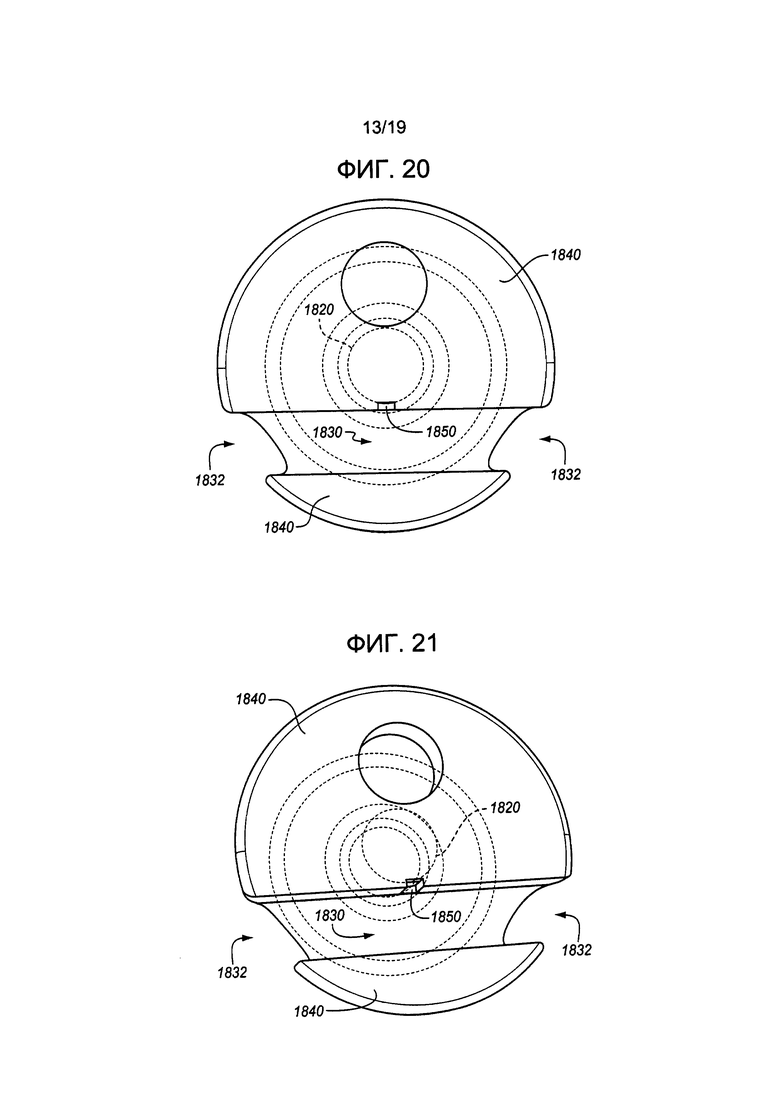
[0050] На ФИГ. 18-21 показан вакуумный штуцер 1800 для отсасывания воздуха из кромочного отводящего компонента (например, любой из рассмотренных выше кромочных отводящих компонентов) в приведенном в качестве примера варианте реализации изобретения. На ФИГ. 18 приведен перспективный вид, на ФИГ. 19 приведен вид сбоку, обозначенный стрелками 19, на ФИГ. 20 приведен вид снизу, обозначенный стрелками 20, а на ФИГ. 21 приведен еще один перспективный вид. Штуцер 1800 предназначен для укладки поверх одного из кромочных отводящих компонентов, описанных выше, без защемления или смятия такого кромочного отводящего компонента. В этом варианте реализации изобретения штуцер 1800 имеет корпус 1810 штуцера, выполненный по существу скругленным, чтобы обеспечить отсутствие разрывов или обрывов вакуумного мешка 120, размещенного поверх штуцера 1800 во время процесса отверждения. Корпус 1810 штуцера включает в себя фитинг 1820 для вакуумирования, служащий для присоединения к вакуумной магистрали 160. Корпус 1810 штуцера также имеет одно или более отверстий 1832 вдоль кромки 1812 боковой стенки. Отверстия 1832 служат конечными точками пропускного канала 1830.
[0051] Размеры пропускного канала 1830 обеспечивают возможность покрытия одного из кромочных отводящих компонентов, описанных выше, без сжатия кромочного отводящего компонента, при этом пропускной канал 1830 образует выемку, проходящую через нижнюю часть 1840 вакуумного штуцера 1800. Благодаря этому, кромочный отводящий компонент может быть вставлен в штуцер 1800 посредством пропускного канала 1830, или штуцер 1800 может быть размещен поверх кромочного отводящего компонента (например, без сжатия кромочного отводящего компонента или блокирования потока воздуха иным образом). Пропускной канал 1830 показан как прямолинейный, однако в других вариантах реализации изобретения он при необходимости может быть выполнен криволинейным относительно фитинга 1820. В других вариантах реализации изобретения пропускной канал 1830 имеет только одно отверстие 1832, а штуцер 1800 служит концом для кромочного отводящего компонента.
[0052] Нижние части 1840 соединяют штуцер 1800 с оснасткой 110. Например, нижние части 1840 могут быть магнитными и выполнены для физического прикрепления штуцера 1800 к оснастке 110, а также могут содержать весовые компоненты для обеспечения того, что штуцер 1800 не сместится/не соскользнет во время процесса отверждения и т.д. Штуцер 1800 также образует канал 1850, через который воздух может свободно перемещаться из кромочного отводящего компонента наружу через вакуумную магистраль 160 (как показано на ФИГ. 1).
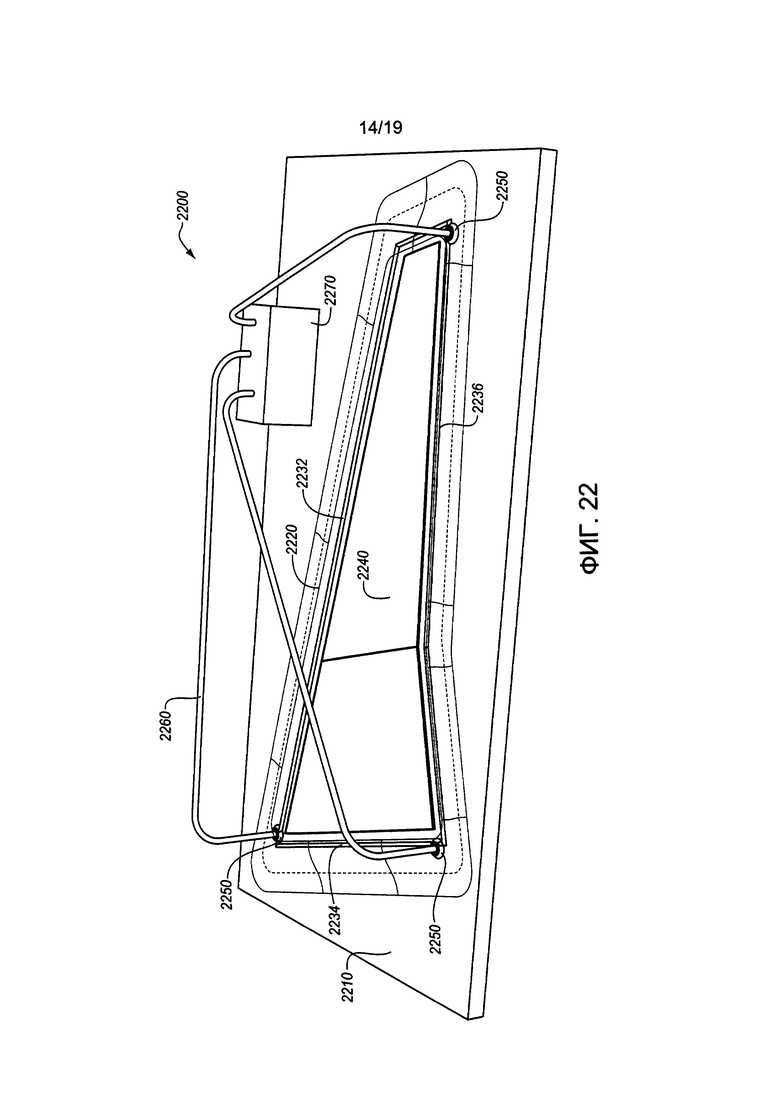
[0053] На ФИГ. 22 представлена схема полностью готовой системы 2200 изготовления на основе вакуумного мешка в приведенном в качестве примера варианте реализации изобретения. Система 2200 включает в себя усовершенствованные кромочные отводящие компоненты и вакуумные штуцеры, рассмотренные выше. В этом варианте реализации изобретения деталь 2240 уложена на оснастку 2210 для отверждения. Кромочные отводящие компоненты 2232, 2234 и 2236 размещают вдоль кромки детали 2240 и соединяют с вакуумными штуцерами 2250, которые проходят насквозь через вакуумный мешок 2220. Компрессор 2270 отсасывает воздух посредством вакуумных магистралей 2260, что приводит к перемещению воздуха через кромки детали 2240 к кромочным отводящим компонентам (2232, 2234, 2236) и наружу через штуцеры 2250.
[0054] Работа системы 100 раскрыта со ссылкой на ФИГ. 23. Предположим для этого варианта реализации изобретения, что деталь 140 готова для отверждения, но еще не размещена на оснастке 110. На ФИГ. 23 представлена блок-схема, иллюстрирующая способ 2300 использования системы 100 изготовления на основе вакуумного мешка в приведенном в качестве примера варианте реализации изобретения. Этапы способа 2300 описаны со ссылкой на систему 100 по ФИГ. 1, но для специалистов в данной области техники очевидно, что способ 2300 может быть выполнен в других системах изготовления на основе вакуумного мешка. В этапы блок-схем, описанных в настоящем документе, включено не все, и они могут включать другие, не показанные этапы. Этапы, описанные в настоящем документе, могут также быть выполнены в альтернативном порядке.
[0055] Согласно ФИГ. 23, композитную деталь 140 размещают/укладывают поверх оснастки 110 (этап 2302). Затем для использования с деталью 140 выбирают кромочные отводящие компоненты (130, 132, 134, 136), форма которых согласована с одной или более из усовершенствованных геометрических форм, описанных выше, при этом кромочные отводящие компоненты (130, 132, 134, 136) могут быть гибко подогнаны/согласованы с периметром детали 140 (этап 2304). Вокруг композитной детали 140 и кромочных отводящих компонентов (130, 132, 134, 136) может быть создана вакуумная камера, содержащая вакуумный мешок 120, как описано выше в отношении ФИГ. 2-5. Отрицательное давление, составляющее по меньшей мере одну атмосферу, получают отсасыванием в вакуумной камере через вакуумный шланг 160 (этап 2306), и через кромочный отводящий компонент 132 из детали 140 отсасывают газы. Во время этого процесса кромочные отводящие компоненты (130, 132, 134, 136), которые являются жесткими в отношении своих поперечных сечений, оказывают сопротивление силам смятия, которые прикладываются при получении вакуума отсасыванием (этап 2308). Это предотвращает защемление или смятие, или иное сплющивание внутренних частей кромочных отводящих компонентов (130, 132, 134, 136). Кроме того, поскольку кромочные отводящие компоненты (130, 132, 134, 136) оказывают сопротивление силам смятия, происходит отсасывание воздуха из детали 140 через кромочные отводящие компоненты (130, 132, 134, 136) и из вакуумной камеры (этап 2310). Поскольку внутренние части кромочных отводящих компонентов (130, 132, 134, 136) не сплющиваются, летучие газы отсасывают из детали 140 через кромочные отводящие компоненты (130, 132, 134, 136) и из вакуумной камеры.
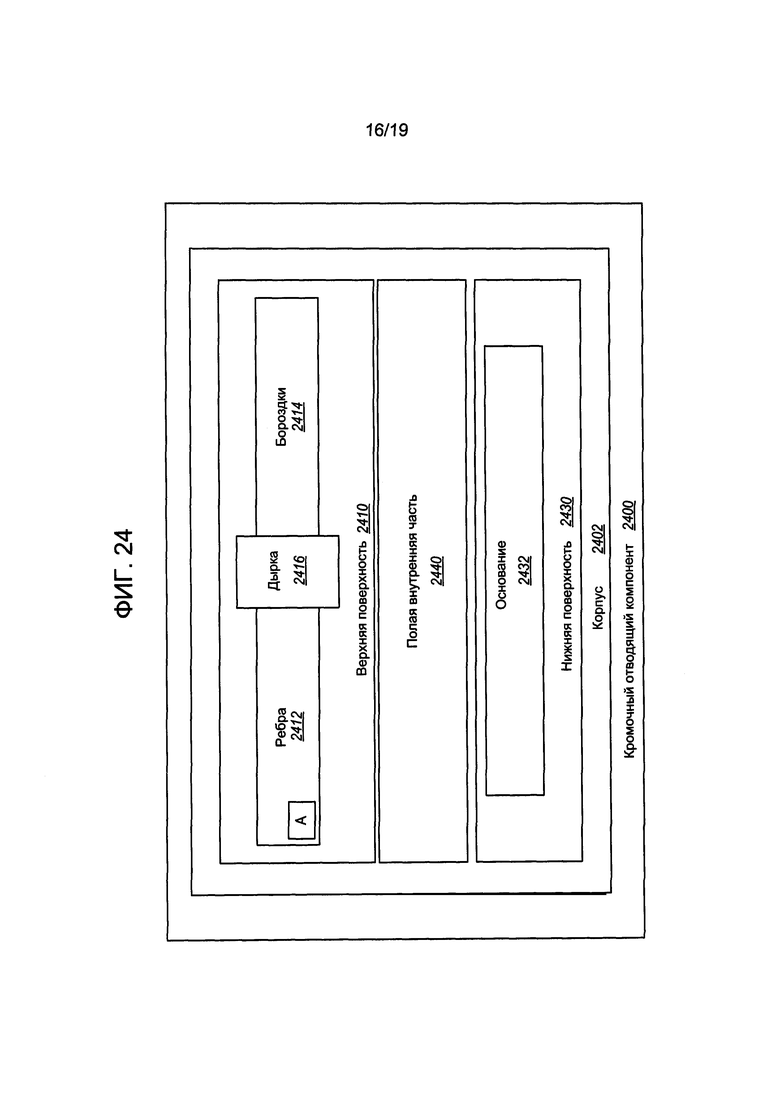
[0056] На ФИГ. 24 представлена блок-схема кромочного отводящего компонента 2400 в приведенном в качестве примера варианте реализации изобретения. На ФИГ. 24 показано, что кромочный отводящий компонент 2400 имеет корпус 2402. Корпус 2402 имеет нижнюю поверхность 2430, которая имеет основание 2432. Кромочный отводящий компонент 2400 также имеет верхнюю поверхность 2410, которая имеет ребра 2412, бороздки 2414 и дырку 2416. Дырка 2416 является сквозной и проходит во внутреннюю часть 2440. Внутренняя часть 2440 ограничена ребрами 2412, бороздками 2414 и основанием 2432. В этом варианте реализации изобретения каждое ребро 2412 образует дугу (А).
[0057] На ФИГ. 25 представлена блок-схема еще одного кромочного отводящего компонента 2500 в приведенном в качестве примера варианте реализации изобретения. В этом варианте реализации изобретения кромочный отводящий компонент 2500 имеет корпус 2502. Корпус 2502 включает в себя проволоку 2510, скрученную в множество витков 2520. Каждый виток 2520 имеет ребро 2522, которое образует дугу (А). Размеры дуг (А) обеспечивают возможность оказания сопротивления давлению смятия, прикладываемому вакуумным мешком к кромочному отводящему компоненту 2500 во время изготовления композитных продуктов. Между каждым витком выполнены промежутки 2524, обеспечивающие возможность поступления воздуха в корпус 2502.
[0058] На ФИГ. 26 представлена блок-схема вакуумного штуцера 2600 в приведенном в качестве примера варианте реализации изобретения. В этом варианте реализации изобретения штуцер 2600 имеет корпус 2610. Корпус 2610 имеет кромку 2612, через которую проходят сквозные отверстия 2632. Пропускной канал 2630 ограничен с каждой стороны отверстиями 2632, а размеры пропускного канала 2630 обеспечивают возможность приема жесткого кромочного отводящего компонента без смятия жесткого кромочного отводящего компонента. Пропускной канал 2630 соединен с фитингом 2620 посредством канала 2650. Канал 2650 является полым. Благодаря этому, канал 2650 обеспечивает возможность прохождения воздуха между кромочным отводящим компонентом в пропускном канале 2630 и фитингом 2620. Штуцер 2600 также содержит нижние части 2640, которые могут быть использованы для магнитного соединения штуцера 2600 с оснасткой для изготовления композитных деталей.
[0059] Ссылаясь, в частности, на чертежи, варианты реализации настоящего раскрытия могут быть описаны в контексте способа 2300 изготовления и обслуживания летательного аппарата, как показано на ФИГ. 27, и летательного аппарата 2802, как показано на ФИГ. 28. Во время подготовки к производству показанный в качестве примера способ 2700 может включать в себя разработку спецификации и проектирование 2704 летательного аппарата 2802, а также материальное снабжение 2706. Во время производства имеет место изготовление 2708 компонентов и сборочных узлов и интеграция 2710 систем летательного аппарата 2802. После этого летательный аппарат 2802 может проходить этапы 2712 сертификации и доставки для ввода в эксплуатацию 2714. В процессе эксплуатации заказчиком летательный аппарат 2802 подпадает под регламентное техобслуживание и текущий ремонт 2716 (которые также могут включать в себя модернизацию, перенастройку, переоборудование и так далее).
[0060] В одном варианте реализации изобретения деталь 140 содержит часть корпуса 2818 и изготавливается в процессе изготовления 2708 компонентов и сборочных узлов посредством использования кромочных отводящих компонентов 130, 132, 134 и 136. Деталь 140 может быть затем собрана вместе с летательным аппаратом при интеграции 2710 систем и далее может быть использована при эксплуатации 2714, пока износ не сделает деталь 140 непригодной для использования. Затем, при регламентном техобслуживание и текущем ремонте 2716, деталь 140 может быть выброшена и заменена новой деталью 140. Кромочные отводящие компоненты (130, 132, 134, 136) могут быть использованы во время всего процесса изготовления 2708 компонентов и сборочных узлов для изготовления детали 140. Кромочные отводящие компоненты (130, 132, 134, 136) потенциально могут быть использованы даже при регламентном техобслуживании и ремонте 2716 для ремонта или обновления изношенных или поврежденных деталей 140.
[0061] Каждый из процессов способа 2700 может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). В целях настоящего описания системный интегратор может включать в себя, без ограничения, любое количество производителей летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, помимо прочего, любое количество продавцов, субподрядчиков и поставщиков; а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.д.
[0062] Как показано на ФИГ. 28, летательный аппарат 2802, изготовленный согласно приведенному в качестве примера способу 2700, может включать корпус 2818 с множеством систем 2820 и внутреннюю часть 2822. Примеры высокоуровневых систем 2820 включают в себя одну или более систем из движительной системы 2824, системы 2826 электроснабжения, гидравлической системы 2828 и системы 2830 управления окружающей средой. Может быть включено любое количество других систем. Хотя показан пример, относящийся к аэрокосмической отрасли, принципы изобретения могут быть применены к другим отраслям, таким как автомобильная промышленность.
[0063] Устройства и способы, приведенные в настоящем документе, могут быть использованы во время любых одного или более этапов способа 2700 изготовления и обслуживания. Например, компоненты или сборочные узлы, соответствующие производственному этапу 2708, могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным во время эксплуатации летательного аппарата 2802. Также, один или более вариантов реализации устройств, вариантов реализации способов или их комбинация могут быть использованы во время производственных этапов 2708 и 2710, например, с существенным ускорением сборки или снижением стоимости летательного аппарата 2702. Аналогично, один или более вариантов реализации устройств, вариантов реализации способов или их комбинация могут быть использованы при эксплуатации летательного аппарата 2802, например и без ограничения при регламентном техобслуживании и ремонте 2716, при изготовлении 2708 компонентов и сборочных узлов, при интеграции 2710 систем или даже при сертификации и доставке 2712 для использования в отношении корпуса 2818.
[0064] Любые из различных операций, описанных в настоящем документе, могут управляться с помощью элементов, управляемых компьютером и реализованных в виде аппаратных средств, программного обеспечения, прошивки и/или какой-либо комбинации указанных средств. Например, работой вакуумного насоса 170 или роботизированной руки (не показано) можно управлять специальными внутренними аппаратными средствами. Элементы специальных аппаратных средств в настоящем документе могут называться "процессорами", "контроллерами" или какими-либо аналогичными терминами. Функции, при обеспечении их реализации процессором, могут быть реализованы одним специальным процессором, одним общим процессором или множеством отдельных процессоров, некоторые из которых могут использоваться совместно. Кроме того, явное использование термина "процессор" или "контроллер" не следует истолковывать как ссылку исключительно на аппаратные средства, способные на выполнение программного обеспечения, и указанный термин может неявно включать, без ограничения, процессор цифровой обработки сигналов (DSP), аппаратные средства, сетевой процессор, специализированную интегральную схему (ASIC) или другие схемы, программируемую пользователем вентильную матрицу (FPGA), постоянное запоминающее устройство (ROM) для хранения программного обеспечения, оперативную память (ОЗУ), энергонезависимое запоминающее устройство, логический или какой-либо другой физический аппаратный компонент или модуль.
[0065] Также элемент может быть реализован в виде инструкций, исполняемых процессором или компьютером для реализации функций элемента. Некоторые примеры инструкций представляют собой программное обеспечение, программный код и прошивку.
Инструкции действуют при исполнении процессором и управляют им для реализации функций элемента. Инструкции могут быть сохранены на устройствах хранения данных, выполненных с возможностью считывания с помощью процессора. Некоторые примеры устройств хранения данных представляют собой цифровые или твердотельные запоминающие устройства магнитные носители информации, такие как магнитные диски и магнитные ленты, жесткие диски или оптически считываемые цифровые носители данных.
Таким образом, в целом, в соответствии с первым аспектом настоящего изобретения предложено:
А1. Устройство, содержащее:
кромочный отводящий компонент, выполненный с возможностью способствования изготовлению композитной детали и содержащий: корпус;
ребра, расположенные вдоль длины корпуса, каждое из которых образует дугу, перпендикулярную продольной оси корпуса; и
отверстия, расположенные вдоль корпуса и обеспечивающие возможность поступления воздуха в полую внутреннюю часть, проходящую вдоль указанной длины корпуса, причем дуги, образованные ребрами, оказывают сопротивление сжимающим нагрузкам, прикладываемым к кромочному отводящему компоненту, и предотвращают сплющивание полой внутренней части под действием давления, прикладываемого вакуумным мешком к кромочному отводящему компоненту во время изготовления композитной детали.
А2. Также предложено устройство по параграфу А1, в котором:
корпус содержит гофрированную трубку с твердой внешней поверхностью,
ребра выполнены за одно целое с указанной внешней поверхностью, которая также содержит бороздки, расположенные между ребрами, и отверстия содержат дырки, расположенные вдоль указанной длины корпуса, которые проходят насквозь от внешней поверхности в полую внутреннюю часть.
A3. Также предложено устройство по параграфу А2, в котором:
форма поперечного сечения кромочного отводящего компонента является D-образной.
А4. Также предложено устройство по параграфу А2, в котором:
форма поперечного сечения кромочного отводящего компонента является эллиптической.
А5. Также предложено устройство по параграфу А4, в котором:
форма поперечного сечения кромочного отводящего компонента является круглой.
А6. Также предложено устройство по параграфу А2, в котором:
кромочный отводящий компонент выполнен с возможностью удержания своей формы при согласовании с продольными изгибами, имеющими радиус кривизны три дюйма (7,62 см) или более.
А7. Также предложено устройство по параграфу А2, в котором:
дырки по существу коллинеарны друг с другом и расположены в бороздках.
А8. Также предложено устройство по параграфу А2, в котором:
ширина кромочного отводящего компонента меньше одного дюйма (2,54 см), а диаметр дырок меньше, чем одна десятая дюйма (2,54 мм).
А9. Также предложено устройство по параграфу А2, в котором:
основание кромочного отводящего компонента согласовано с поверхностью формы для изготовления композитных изделий.
А10. Также предложено устройство по параграфу А1, в котором:
корпус содержит нить проволоки, которой придана форма множества витков вокруг полой внутренней части,
каждое ребро выполнено за одно целое с витком, а
отверстия содержат промежутки между витками проволоки вдоль указанной длины корпуса.
Al 1. Также предложено устройство по параграфу А10, в котором: нить проволоки содержит винтовую спиральную пружину.
А12. Также предложено устройство по параграфу А10, в котором: каждый виток имеет D-образное поперечное сечение.
А13. Также предложено устройство по параграфу А10, в котором: каждый виток имеет эллиптическое поперечное сечение.
А14. Также предложено устройство по параграфу А13, в котором: каждый виток имеет круглое поперечное сечение.
А15. Также предложено устройство по параграфу А10, в котором:
длина кромочного отводящего компонента по меньшей мере в сто раз больше, чем диаметр проволоки.
А16. Также предложено устройство по параграфу А10, в котором:
нижняя часть кромочного отводящего компонента согласована с поверхностью формы для изготовления композитных изделий.
А17. Также предложено устройство по параграфу А10, в котором:
кромочный отводящий компонент выполнен с возможностью удержания своей формы при согласовании с продольными изгибами, имеющими радиус кривизны три дюйма (7,62 см) или более.
Согласно еще одному аспекту настоящего изобретения предложено: В1. Устройство, содержащее:
вакуумный штуцер, выполненный с возможностью способствования изготовлению композитной детали и содержащий: корпус;
фитинг, размещенный внутри корпуса и выполненный с возможностью приема вакуумного шланга;
полый пропускной канал, образованный корпусом, и который проходит насквозь через боковую стенку корпуса и образует выемку, проходящую через нижнюю часть корпуса; и
канал, соединяющий пропускной канал с фитингом для обеспечения возможности свободного перемещения воздуха из пропускного канала к фитингу,
причем размеры пропускного канала обеспечивают возможность покрытия кромочного отводящего компонента без сжатия кромочного отводящего компонента, когда штуцер уложен поверх кромочного отводящего компонента.
82. Также предложено устройство по параграфу В1, в котором:
корпус выполнен скругленным для предотвращения разрыва вакуумного мешка в области штуцера во время отверждения детали.
83. Также предложено устройство по параграфу В18 также содержащее:
магнит, который жестко прикреплен к нижней части корпуса и выполнен с возможностью соединения вакуумного штуцера с поверхностью магнитной оснастки для изготовления композитных продуктов.
84. Также предложено устройство по параграфу В18, в котором:
пропускной канал проходит насквозь через множество кромок корпуса с обеспечением возможности пропуска кромочного отводящего компонента через штуцер без заделки.
Согласно еще одному аспекту настоящего изобретения предложена:
С1. Система, содержащая:
форму для изготовления композитных изделий; композитную деталь, размещенную поверх указанной формы;
кромочные отводящие компоненты, согласованные с периметром композитной детали и имеющие жесткое поперечное сечение;
вакуумный мешок, размещенный поверх кромочных отводящих компонентов и герметично соединенный с формой; и
вакуумный штуцер, который проходит насквозь через вакуумный мешок и обеспечивает путь для выхода воздуха из кромочного отводящего компонента и перемещения воздуха в вакуумный штуцер.
С2. Также предложена система по параграфу С1 также содержащая: множество вакуумных штуцеров, каждый из которых расположен менее чем в двадцати футах (6 м) от соседнего вакуумного штуцера.
С3. Также предложена система по параграфу С1, в которой: композитная деталь содержит часть крыла летательного аппарата.
С4. Также предложена система по параграфу С1, в которой: периметр является криволинейным.
С5. Также предложена система по параграфу С1, в которой:
штуцер имеет пропускной канал, покрывающий часть одного из кромочных отводящих компонентов.
Согласно еще одному аспекту настоящего изобретения предложен:
D1. Способ изготовления композитной детали, включающий: размещение композитной детали на форме;
согласование жесткого поперечного сечения кромочных отводящих компонентов с периметром композитной детали;
отсасывание с получением в вакуумной камере отрицательного давления величиной в одну атмосферу;
оказание сопротивления силам смятия, прикладываемым к кромочным отводящим компонентам указанным отрицательным давлением, для предотвращения сжатия полых внутренних частей кромочных отводящих компонентов и
отсасывание летучих газов из композитной детали через кромочные отводящие компоненты и из вакуумной камеры.
D2. Способ по параграфу D1, согласно которому:
периметр является криволинейным.
D3. Способ по параграфу D1, также включающий:
создание вакуумной камеры вокруг композитной детали и кромочных отводящих компонентов.
Хотя в настоящем документе описаны конкретные варианты реализации изобретения, объем данного изобретения не ограничивается этими конкретными вариантами реализации изобретения. Объем настоящего изобретения определяется следующей формулой изобретения и любыми ее эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБКА ИЗ ТЕРМОУСАДОЧНОЙ ПЛЕНКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ КОМПОЗИТНЫХ ДЕТАЛЕЙ | 2016 |
|
RU2664999C2 |
| СЛОИСТЫЕ КОМПОЗИТНЫЕ КОНСТРУКЦИИ С МЕЖСЛОЙНЫМИ ГОФРАМИ ДЛЯ УЛУЧШЕНИЯ СТОЙКОСТИ К УДАРНЫМ НАГРУЗКАМ И СИСТЕМА И СПОСОБ ИХ ОБРАЗОВАНИЯ | 2018 |
|
RU2766612C2 |
| ПОРТАТИВНАЯ СИСТЕМА ОТВЕРЖДЕНИЯ | 2013 |
|
RU2640538C2 |
| СПОСОБ ОТВЕРЖДЕНИЯ КОМПОЗИТНОГО ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ ПЕРЕПАДА ВАКУУМА | 2016 |
|
RU2687438C1 |
| СПОСОБ ЛОКАЛЬНОГО ВЛИЯНИЯ НА ПРОНИЦАЕМОСТЬ ДЛЯ СМОЛЫ СУХОЙ ЗАГОТОВКИ | 2017 |
|
RU2747007C2 |
| СПОСОБЫ СОВМЕСТНОГО СОЕДИНЕНИЯ ПЕРВОГО ТЕРМОРЕАКТИВНОГО КОМПОЗИТА И ВТОРОГО ТЕРМОРЕАКТИВНОГО КОМПОЗИТА С ОБРАЗОВАНИЕМ ОТВЕРЖДЕННОЙ КОМПОЗИТНОЙ ДЕТАЛИ | 2018 |
|
RU2758430C2 |
| СПОСОБЫ ВНУТРЕННЕЙ ИЗОЛЯЦИИ МНОГОСЛОЙНОЙ СТРУКТУРЫ С ГОФРИРОВАННОЙ СЕРДЦЕВИНОЙ | 2016 |
|
RU2704410C2 |
| КОМПОЗИТНЫЕ РАДИУСНЫЕ ЗАПОЛНИТЕЛИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2636494C2 |
| КОМПОЗИТНЫЙ ШЛЯПООБРАЗНЫЙ ПРОФИЛЬ УСИЛЕНИЯ, КОМПОЗИТНЫЕ УСИЛЕННЫЕ ШЛЯПООБРАЗНЫМИ ПРОФИЛЯМИ ГЕРМОПЕРЕГОРОДКИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2641959C2 |
| Баллонная система для отверждения композитных деталей | 2016 |
|
RU2717523C2 |








Изобретение относится к кромочному отводящему компоненту. Техническим результатом является удержание кромочными отводящими компонентами любой формы детали при одновременном оказании сопротивления существенным силам смятия и высоким температурам, используемым при отверждении детали, кроме того, обеспечивается возможность многократного использования кромочных отводящих компонентов. Технический результат достигается кромочным отводящим компонентом, который выполнен с возможностью способствования изготовлению композитной детали и содержит корпус. Вдоль длины корпуса расположены ребра, каждое из которых образует дугу, перпендикулярную продольной оси корпуса. Расположенные вдоль корпуса отверстия обеспечивают возможность поступления воздуха в полую внутреннюю часть, проходящую вдоль длины корпуса. Причем дуги, образованные ребрами, выполнены с возможностью сопротивления сжимающим нагрузкам, прикладываемым к кромочному отводящему компоненту, и с возможностью предотвращения сплющивания полой внутренней части под действием давления, прикладываемого вакуумным мешком к кромочному отводящему компоненту во время изготовления композитной детали. При этом кромочный отводящий компонент является гибким вдоль своей длины и выполнен с возможностью укладки по периметру композитной детали или согласования с периметром композитной детали. 3 н. и 14 з.п. ф-лы, 28 ил.
1. Кромочный отводящий компонент, выполненный с возможностью способствования изготовлению композитной детали и содержащий:
- корпус;
- ребра, которые расположены вдоль длины корпуса и каждое из которых образует дугу, перпендикулярную продольной оси корпуса; и
- отверстия, расположенные вдоль корпуса и обеспечивающие возможность поступления воздуха в полую внутреннюю часть, проходящую вдоль указанной длины корпуса, причем
дуги, образованные ребрами, выполнены с возможностью сопротивления сжимающим нагрузкам, прикладываемым к кромочному отводящему компоненту, и с возможностью предотвращения сплющивания полой внутренней части под действием давления, прикладываемого вакуумным мешком к кромочному отводящему компоненту во время изготовления композитной детали,
причем кромочный отводящий компонент является гибким вдоль своей длины и выполнен с возможностью укладки по периметру композитной детали или согласования с периметром композитной детали.
2. Кромочный отводящий компонент по п. 1, в котором:
корпус содержит гофрированную трубку с твердой внешней поверхностью,
ребра выполнены за одно целое с указанной внешней поверхностью, которая также содержит бороздки, расположенные между ребрами, а
отверстия содержат дырки, расположенные вдоль указанной длины корпуса, которые проходят насквозь от внешней поверхности в полую внутреннюю часть.
3. Кромочный отводящий компонент по п. 2, в котором:
форма поперечного сечения кромочного отводящего компонента является D-образной.
4. Кромочный отводящий компонент по п. 2, в котором:
форма поперечного сечения кромочного отводящего компонента является эллиптической.
5. Кромочный отводящий компонент по п. 4, в котором:
форма поперечного сечения кромочного отводящего компонента является круглой.
6. Кромочный отводящий компонент по п. 2, в котором:
кромочный отводящий компонент выполнен с возможностью удержания своей формы при согласовании с продольными изгибами, имеющими радиус кривизны три дюйма (7,62 см) или более.
7. Кромочный отводящий компонент по п. 2, в котором:
дырки по существу коллинеарны друг с другом и расположены в бороздках.
8. Кромочный отводящий компонент по п. 2, в котором:
основание кромочного отводящего компонента согласовано с поверхностью формы для изготовления композитных изделий.
9. Кромочный отводящий компонент по п. 1, в котором:
корпус содержит нить проволоки, которой придана форма множества витков вокруг полой внутренней части,
каждое ребро выполнено за одно целое с витком, а
отверстия содержат промежутки между витками проволоки вдоль указанной длины корпуса.
10. Кромочный отводящий компонент по п. 9, в котором:
длина кромочного отводящего компонента по меньшей мере в сто раз больше, чем диаметр проволоки.
11. Кромочный отводящий компонент по п. 9, в котором:
нижняя часть кромочного отводящего компонента согласована с поверхностью формы для изготовления композитных изделий.
12. Кромочный отводящий компонент по п. 9, в котором:
кромочный отводящий компонент выполнен с возможностью удержания своей формы при согласовании с продольными изгибами, имеющими радиус кривизны три дюйма (7,62 см) или более.
13. Система для изготовления композитной детали, содержащая:
форму для изготовления композитных изделий;
композитную деталь, размещенную поверх указанной формы;
кромочные отводящие компоненты по любому из пп. 1-12, причем кромочные отводящие компоненты согласованы с периметром композитной детали и имеют жесткое поперечное сечение;
вакуумный мешок, размещенный поверх кромочных отводящих компонентов и герметично соединенный с формой; и
вакуумный штуцер, который проходит насквозь через вакуумный мешок и обеспечивает путь для выхода воздуха из кромочного отводящего компонента и перемещения воздуха в вакуумный штуцер.
14. Система по п. 13, также содержащая:
множество вакуумных штуцеров, каждый из которых расположен менее чем в двадцати футах (6 м) от соседнего вакуумного штуцера.
15. Система по п. 13, в которой:
штуцер имеет пропускной канал, покрывающий часть одного из кромочных отводящих компонентов.
16. Способ изготовления композитной детали с использованием системы по любому из пп. 13-15, включающий:
размещение композитной детали на форме;
согласование жесткого поперечного сечения кромочных отводящих компонентов с периметром композитной детали;
отсасывание с получением в вакуумной камере отрицательного давления величиной в одну атмосферу;
оказание сопротивления силам смятия, прикладываемым к кромочным отводящим компонентам указанным отрицательным давлением, для предотвращения сжатия полых внутренних частей кромочных отводящих компонентов и
отсасывание летучих газов из композитной детали через кромочные отводящие компоненты и из вакуумной камеры.
17. Способ по п. 16, также включающий:
создание вакуумной камеры вокруг композитной детали и кромочных отводящих компонентов.
| US 9120253 В2, 01.09.2015 | |||
| US 980442 A, 03.01.1911 | |||
| US 4132755 A, 02.01.1979 | |||
| WO 2001041993 A2, 14.06.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ КРУПНОГАБАРИТНЫХ ЛОПАСТЕЙ | 2002 |
|
RU2219058C1 |

