ОБЛАСТЬ ТЕХНИКИ
Изобретение относится в целом к отверждению и, в частности, к отверждению композитных материалов. В частности настоящее изобретение относится к портативной системе отверждения для использования в отверждении композитных материалов.
УРОВЕНЬ ТЕХНИКИ
В некоторых ситуациях вещество может быть выполнено твердым или жестким с использованием процесса отверждения. Обычно процесс отверждения может использовать тепло, давление, вакуум или их некоторое сочетание для вызова в веществе химической реакции, которая делает это вещество твердым или жестким. В качестве одного показательного примера для отверждения композитной заготовки, чтобы сформировать композитную деталь, может быть использовано тепло и/или давление. Композитная заготовка может содержать любое количество композитных материалов. Композитная деталь может быть использована в объекте, таком как, без ограничения, транспортное средство, часть оборудования, конструктивная панель, каркас, часть воздушного судна, автомобильная часть, приспособление для машинной обработки, крепеж или объект какого-либо другого типа.
Различные типы систем могут быть использованы для отверждения. Система отверждения могут содержать один и несколько различных типов устройств для отверждения. Печь для отверждения и автоклав могут представлять собой примеры устройств для отверждения, которые часто используются для отверждения композитных заготовок. Печь для отверждения может создавать тепло, которое вызывает в веществе, расположенном в печи, химическую реакцию после достижения выбранной температуры. Автоклав может использовать тепло и давление для выполнения химической реакции в веществе, расположенном в автоклаве.
При производстве объекта, такого как, без ограничения, воздушное судно, различные части воздушного судна могут быть сформированы путем отверждения композитных заготовок. Производство этих частей может происходить в различных местах на промышленном предприятии. Однако размер и/или вес некоторых доступных в настоящее время печей и автоклавов может делать перемещение этих устройств в различные места на промышленном предприятии более сложным, длительным и/или дорогим, чем необходимо. В некоторых случаях, перемещение этих устройств может быть затратнее, чем приобретение дополнительных устройств для использования в этих различных местах.
Кроме того, стоимость эксплуатации этих автоклавов может быть больше, чем необходимо. Например, без ограничения, автоклав может быть использован для отверждения композитных заготовок различных размеров. Однако количество энергии, необходимое для достижения конкретных температур и конкретных уровней давлений, может быть больше, чем необходимо для небольших композитных заготовок. Таким образом, может быть необходимо иметь способ и устройство, которые учитывают по меньшей мере некоторые вышеописанные проблемы, а также другие возможные проблемы.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Согласно варианту настоящего изобретения раскрыто устройство, которое может содержать объект, портативную конструкцию и систему нагрева. Объект может иметь форму, выбранную для детали. Портативная конструкция может содержать удерживающую конструкцию, выполненную с возможностью удержания объекта.
Удерживающая конструкция может иметь первую и вторую стороны. Система нагрева может быть выполнена с возможностью охвата объекта с первой и второй сторон удерживающей конструкции. Система нагрева может быть дополнительно выполнена с возможностью создания тепла для использования в отверждении заготовки, расположенной поверх объекта для формирования указанной детали.
Система нагрева может содержать первое устройство нагрева, выполненное с возможностью охвата объекта с первой стороны удерживающей конструкции, и второе устройство нагрева, выполненное с возможностью охвата объекта со второй стороны удерживающей конструкции. По меньшей мере один из первого и второго устройств нагрева может содержать деформируемый материал, выбранный таким образом, что в ответ на вакуум происходит деформирование по меньшей мере одного из первого и второго устройств нагрева. Устройство может дополнительно содержать множество вакуумных отверстий, связанных по меньшей мере с одним из объекта и удерживающей конструкции. Система нагрева может дополнительно содержать вакуумную систему, соединенную с множеством вакуумных отверстий и выполненную с возможностью подачи вакуума в пределах вакуумной границы, сформированной вокруг объекта, в котором вакуум использован в отверждении заготовки, расположенной поверх объекта для формирования указанной детали. Вакуумная граница может быть сформирована посредством по меньшей мере одной из системы нагрева и вакуумной оболочки. Устройство может дополнительно содержать управляющую систему, выполненную с возможностью управления вакуумным давлением, созданным вакуумной системой для подачи вакуума, и количеством тепла, созданным системой нагрева. Устройство может дополнительно содержать систему питания, выполненную с возможностью подачи питания по меньшей мере на одну из системы нагрева, вакуумной системы и управляющей системы. Удерживающая конструкция портативной конструкции может содержать отверстие, выполненное с возможностью размещения и удержания объекта и дополнительно содержащее уплотнение, выполненное с возможностью уплотнения границы между объектом и кромкой отверстия удерживающей конструкции. Устройство может дополнительно содержать систему датчиков, связанных по меньшей мере с одним из объекта и системы нагрева, причем система датчиков выполнена с возможностью создания данных датчиков во время отверждения заготовки. Заготовка может представлять собой композитную заготовку, а деталь представляет собой композитную деталь, причем композитная заготовка отверждают для формирования композитной детали, имеющей окончательную форму, которая по существу соответствует по меньшей мере части формы объекта.
Согласно еще одному варианту настоящего изобретения раскрыта портативная система отверждения, которая может содержать объект, портативную конструкцию, систему нагрева, множество вакуумных отверстий, вакуумную систему, уплотнение, систему датчиков, управляющую систему и систему питания. Объект может иметь форму, выбранную для композитной детали. Портативная конструкция может содержать удерживающую конструкцию, выполненную с возможностью удержания объекта. Удерживающая конструкция может иметь первую и вторую стороны, и отверстие, выполненное с возможностью размещения объекта. Система нагрева может содержать первое и второе устройства нагрева. Система нагрева может быть выполнена с возможностью охвата объекта с первой и второй сторон удерживающей конструкции. Система нагрева может быть дополнительно выполнена с возможностью создания тепла для использования в отверждении заготовки, расположенной поверх объекта для формирования указанной детали. Первое устройство нагрева может быть выполнено с возможностью охвата объекта с первой стороны удерживающей конструкции. Второе устройство нагрева может быть выполнено с возможностью охвата объекта со второй стороны удерживающей конструкции. По меньшей мере один из первого и второго устройств нагрева может содержать деформируемый материал, выполненный с обеспечением возможности деформирования по меньшей мере один из первого и второго устройств нагрева в ответ на вакуум. Множество вакуумных отверстий может быть связано по меньшей мере с одним из объекта и удерживающей конструкции. Вакуумная система может быть соединена с множеством вакуумных отверстий. Вакуумная система может быть выполнена с возможностью подачи вакуума в пределах вакуумной границы, сформированной вокруг объекта посредством по меньшей мере одной из системы нагрева и вакуумной оболочки. Вакуум может быть использован для отверждения заготовки, расположенной поверх объекта для формирования указанной детали. Уплотнение может быть выполнено с возможностью уплотнения границы между объектом и кромкой отверстия удерживающей конструкции. Система датчиков может быть выполнена с возможностью создания данных датчиков во время отверждения заготовки. Управляющая система может быть выполнена с возможностью управления вакуумным давлением, созданным вакуумной системой для подачи вакуума, и количеством тепла, созданным системой нагрева на основании данных датчиков, созданных системой датчиков. Система питания может быть выполнена с возможностью подачи энергии по меньшей мере на одну из системы нагрева, вакуумной системы и управляющей системы.
Согласно еще одному варианту настоящего изобретения раскрыт способ отверждения заготовки для формирования детали. Заготовка может быть размещена поверх объекта, имеющего форму, выбранную для этой детали. Объект может быть расположен относительно удерживающей конструкции, выполненной с возможностью удержания объекта. Удерживающая конструкция может иметь первую и вторую стороны. Система нагрева может быть расположена относительно удерживающей конструкции таким образом, что она охватывает объект с первой и второй сторон удерживающей конструкции. Заготовка может быть отверждена для формирования детали с использованием тепла, созданным системой нагрева.
Этап расположения системы нагрева относительно удерживающей конструкции может включать расположение первого устройства нагрева поверх объекта с первой стороны удерживающей конструкции и расположение второго устройства нагрева поверх объекта со второй стороны удерживающей конструкции. Способ может дополнительно включать подачу вакуума в пределах вакуумной границы вокруг объекта с использованием вакуумной системы, причем вакуум используют в отверждении заготовки для формирования детали. Этап подачи вакуума в пределах вакуумной границы вокруг объекта может включать подачу вакуума в пределах вакуумной границы вокруг объекта с использованием множества вакуумных отверстий, связанных по меньшей мере с одним из объекта и удерживающей конструкции. Способ может дополнительно включать создание данных датчиков во время отверждения заготовки с использованием системы датчиков. Способ может дополнительно включать регулирование вакуумного давления, созданного вакуумной системой для подачи вакуума, и количества тепла, созданного системой нагрева на основании данных датчиков, созданных системой датчиков с использованием управляющей системы. Способ может дополнительно включать подачу энергии по меньшей мере на одну из системы нагрева, вакуумной системы и управляющей системы с использованием системы питания. Способ может дополнительно включать уплотнение границы между объектом и кромкой отверстия в удерживающей конструкции, выполненной с возможностью размещения объекта с использованием уплотнения. Этап отверждения заготовки для формирования детали с использованием тепла, созданным системой нагрева, может включать отверждение композитной заготовки для формирования композитной детали с использованием тепла, созданным системой нагрева, причем композитная деталь имеет окончательную форму, которая по существу соответствует по меньшей мере части формы объекта.
Согласно еще одному варианту настоящего изобретения раскрыт способ отверждения композитной заготовки для формирования композитной детали. Композитная заготовка может быть размещена поверх объекта, имеющего форму, выбранную для композитной этой детали. Объект может быть расположен относительно удерживающей конструкции, выполненной с возможностью удержания объекта в отверстии в удерживающей конструкции. Удерживающая конструкция может иметь первую и вторую стороны. Первое устройство нагрева может быть расположено относительно удерживающей конструкции таким образом, что оно охватывает объект с первой стороны удерживающей конструкции. Второе устройство нагрева может быть расположено относительно удерживающей конструкции таким образом, что второе устройство нагрева охватывает объект со второй стороны удерживающей конструкции. Граница между объектом и кромкой отверстия в удерживающей конструкции может быть уплотнена с использованием уплотнения. Вакуум могут быть подан в пределах вакуумной границы вокруг объекта с использованием вакуумной системы и множества вакуумных отверстий, связанных по меньшей мере с одним из объекта и удерживающей конструкции. Композитная заготовка может быть отверждена для формирования композитной детали с использованием по меньшей мере тепла, созданного первым и вторым устройствами нагрева, или вакуума, поданного вакуумной системой. Композитная деталь может иметь окончательную форму, которая по существу соответствует по меньшей мере части формы объекта. Данные датчиков могут быть созданы во время отверждения заготовки с использованием системы датчиков. Вакуумное давление, созданное вакуумной системой для подачи вакуума, и количество тепла, созданного первым и вторым устройствами нагрева, могут быть отрегулированы на основании данных датчиков.
Особенности и функции могут быть достигнуты по отдельности в различных примерах реализации настоящего изобретения или могут быть объединены в еще одних примерах реализации, в которых дополнительные сведения могут быть получены на основании приведенных далее описания и чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В прилагаемой формуле изобретения заданы новые особенности, считаемые характеристикой показательных примеров реализации. Показательные примеры реализации, однако, а также предпочтительный способ использования, дополнительные задачи и его особенности, будут понятны на основании приведенного далее подробного описания показательного примера реализации настоящего изобретения при его прочтении вместе с прилагаемыми чертежами.
На фиг. 1 показано изображение среды отверждения в форме структурной схемы, в которой может быть реализован показательный пример реализации.
На фиг. 2 показан изометрический вид сверху портативной конструкции в соответствии с одним из показательных примеров реализации.
На фиг. 3 показан изометрический вид сверху оправки в соответствии с одним из показательных примеров реализации.
На фиг. 4 показан изометрический вид снизу оправки в соответствии с одним из показательных примеров реализации.
На фиг. 5 показан изометрический вид сверху композитной заготовки, уложенной поверх оправки в соответствии с одним из показательных примеров реализации.
На фиг. 6 показан изометрический вид сверху термоизоляции в соответствии с одним из показательных примеров реализации.
На фиг. 7 показан изометрический вид сверху термополости в соответствии с одним из показательных примеров реализации.
На фиг. 8 показан разобранный изометрический вид снизу блока отверждения в соответствии с одним из показательных примеров реализации.
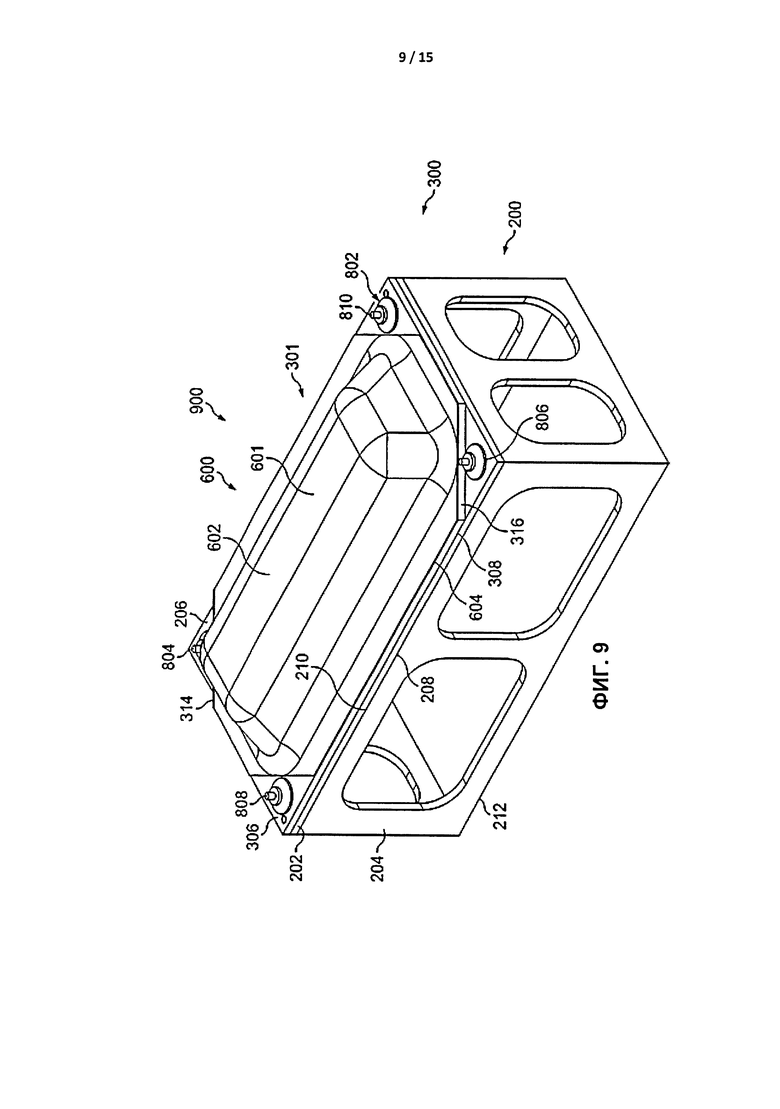
На фиг. 9 показан изометрический вид сверху блока отверждения, полностью собранного в соответствии с одним из показательных примеров реализации.
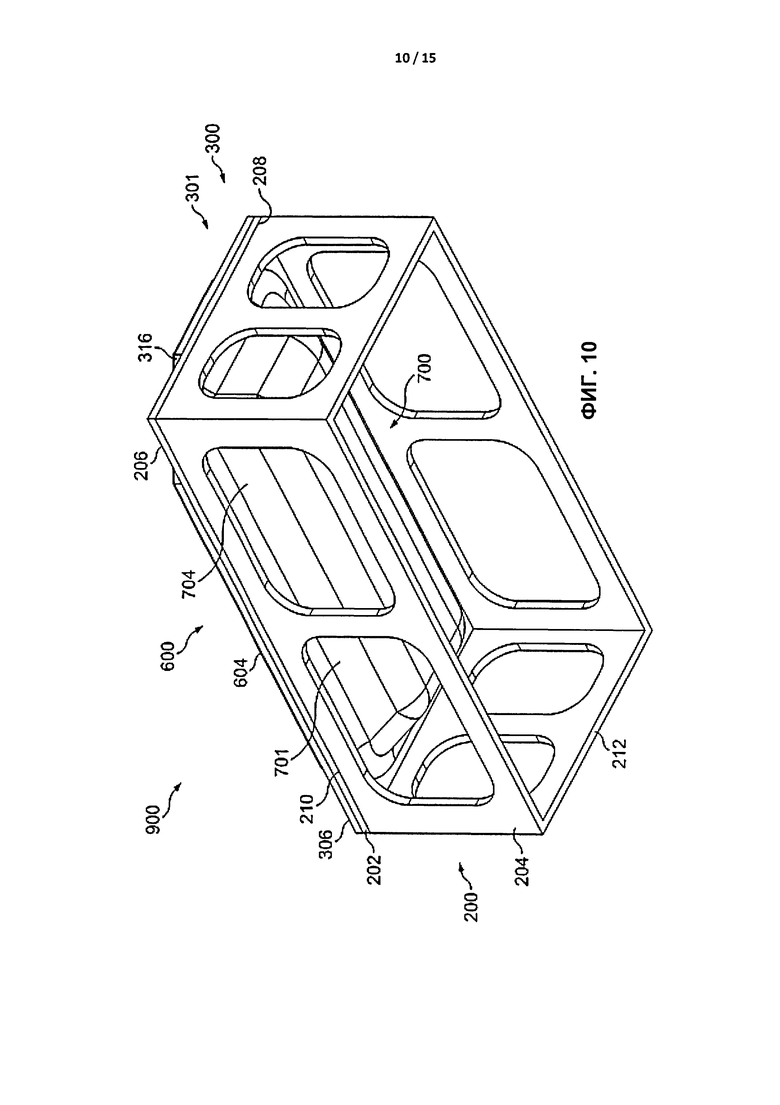
На фиг. 10 показан изометрический вид снизу блока отверждения, полностью собранного в соответствии с одним из показательных примеров реализации.
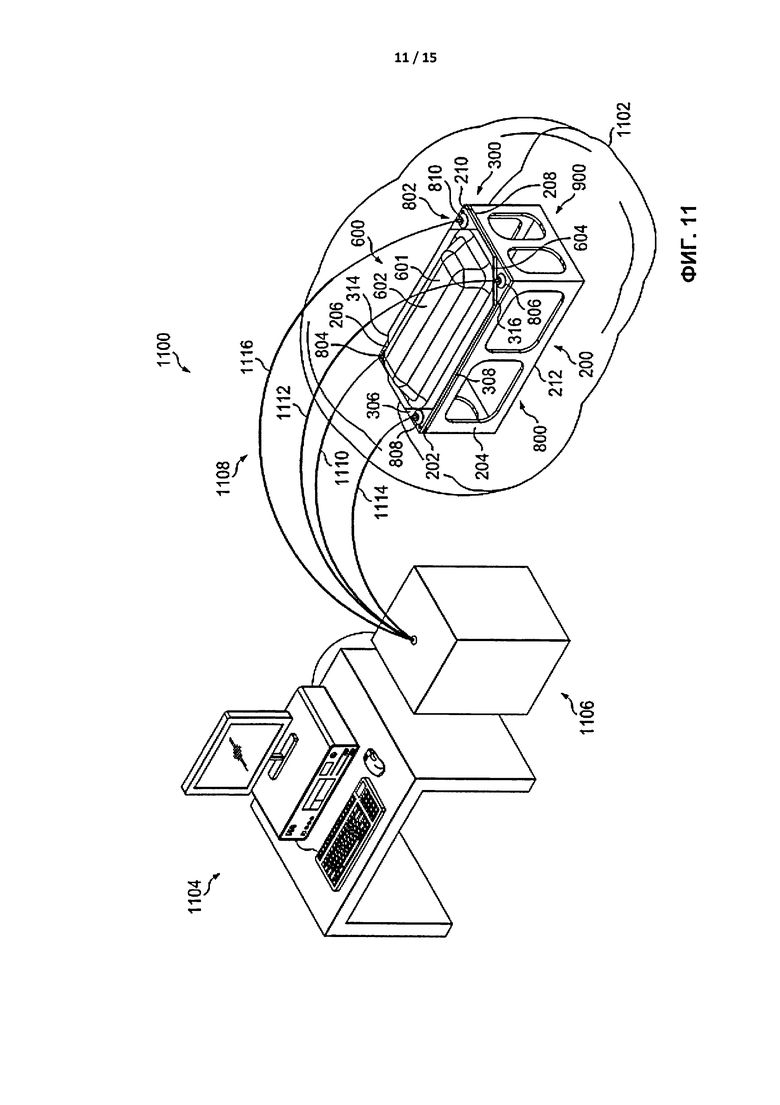
На фиг. 11 показано изображение портативной системы отверждения в соответствии с одним из показательных примеров реализации.
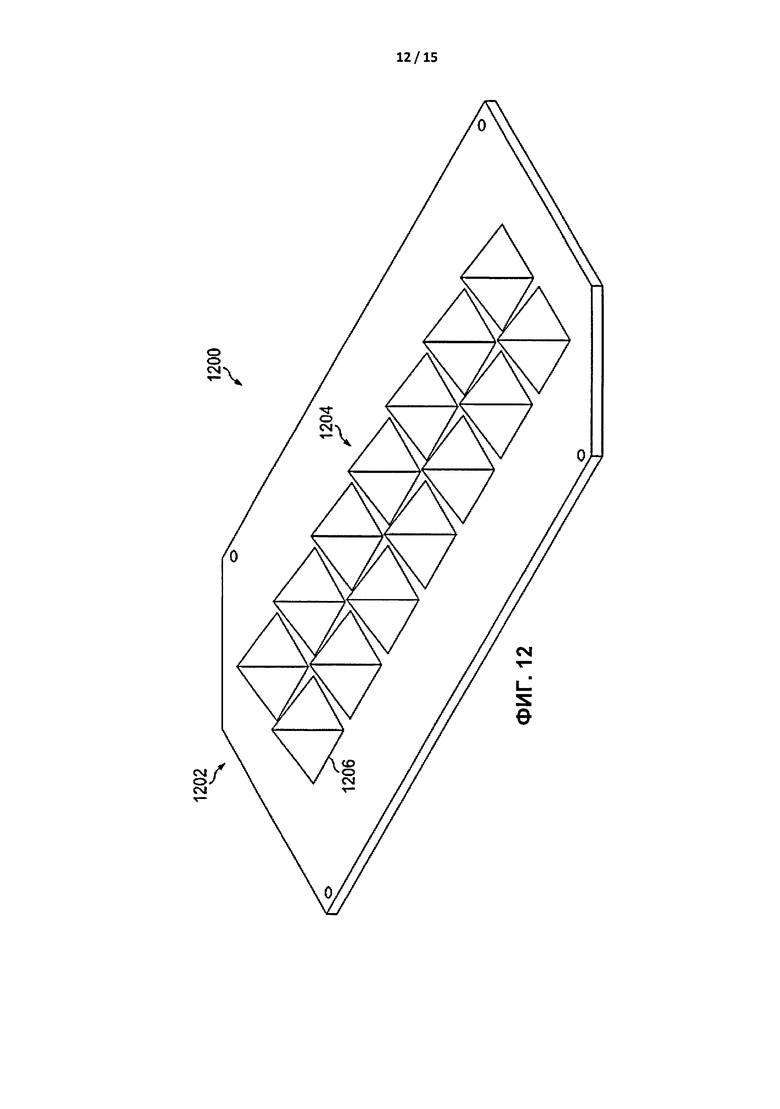
На фиг. 12 показано изображение оправки в соответствии с одним из показательных примеров реализации.
На фиг. 13 показано изображение процесса отверждения композитной заготовки для формирования композитной детали в форме блок схемы в соответствии с одним из показательных примеров реализации.
На фиг. 14 показано изображение способа производства и обслуживания воздушного судна в форме блок-схемы в соответствии с одним из показательных примеров реализации.
На фиг. 15 показано изображение воздушного судна в форме структурной схемы в соответствии с одним из показательных примеров реализации.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В показательных примерах реализации учитываются и принимаются в расчет различные соображения. Например, без ограничения, в показательных примерах реализации учитывается и принимается в расчет, что может быть необходимо иметь систему для отверждения, выполненную портативной. В частности может быть необходимо иметь систему отверждения, которая может быть перемещена в различные места с необходимым уровнем простоты и эффективности.
Кроме того, в показательных примерах реализации учитывается и принимается в расчет, что стоимость эксплуатации некоторых доступных в настоящее время устройств отверждения может быть больше, чем необходимо вследствие количества энергии, затрачиваемой во время работы. В показательных примерах реализации учитывается и принимается в расчет, что система для отверждения, которая требует меньше энергии для достижения конкретных температур и конкретных уровней давлений, может уменьшить затраты, связанные с устройствами отверждения, по сравнению с некоторыми доступными в настоящее время устройствами отверждения.
Таким образом, показательные примеры реализации могут обеспечивать устройство и способ отверждения композитной заготовки для формирования композитной детали. В частности показательные примеры реализации могут обеспечивать портативную систему отверждения, которая является энергоэффективной.
В одном показательном примере реализации устройство может содержать объект, удерживающую конструкцию и систему нагрева. Объект может иметь форму, выбранную для этой детали. Портативная конструкция может содержать удерживающую конструкцию, выполненную с возможностью удержания объекта. Удерживающая конструкция может иметь первую и вторую стороны. Система нагрева может быть выполнена с возможностью охвата объекта с первой и второй сторон удерживающей конструкции. Система нагрева может быть дополнительно выполнена с возможностью создания тепла для использования в отверждении заготовки, расположенной поверх объекта для формирования указанной детали.
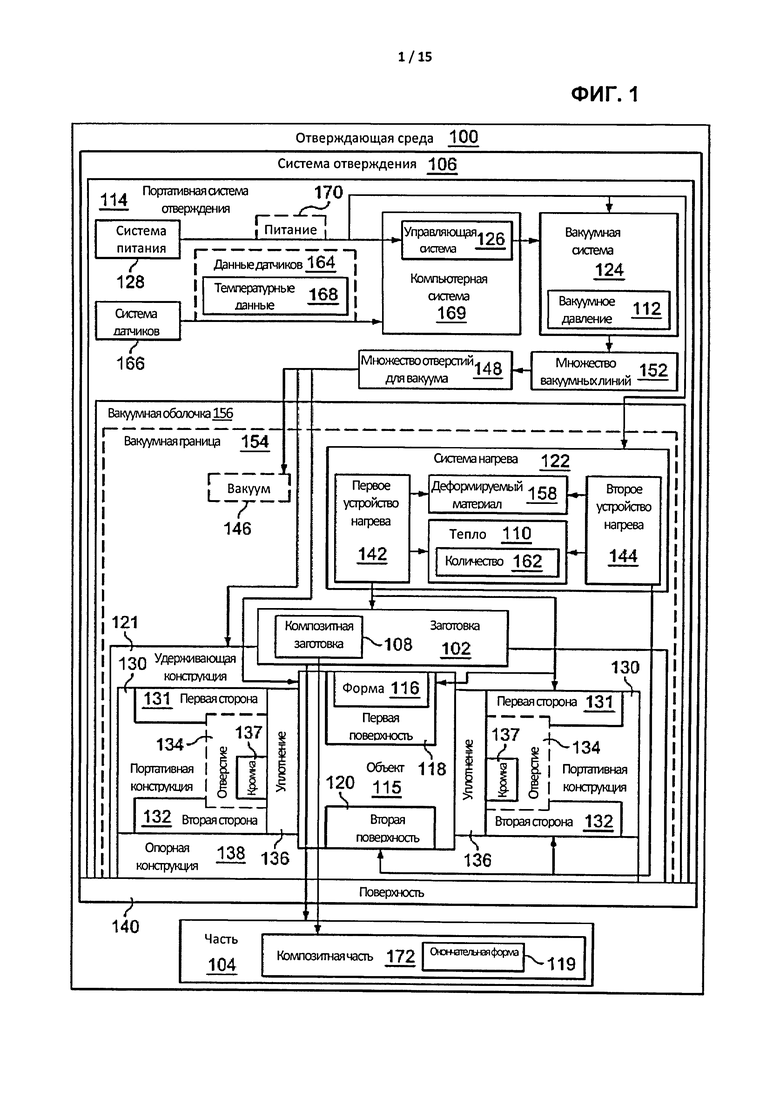
Согласно чертежам и, в частности, согласно фиг. 1, изображение среды отверждения в форме структурной схемы описано в соответствии с одним из показательных примеров реализации. На фиг. 1 среда отверждения 100 может представлять собой пример среды, в которой заготовка 102 может быть отверждена для формирования детали 104. В частности система 106 отверждения может быть использована для отверждения заготовки 102 для формирования детали 104.
В этих показательных примерах заготовка 102 может принимать форму композитной заготовки 108. Композитная заготовка 108 может содержать любое количество композитных материалов. Эти композитные материалы могут содержать, например, без ограничения, по меньшей мере один из упрочненного волокнами полимера (FRP), упрочненного углеродным волокном пластика (CFRP), термопластика и некоторого другого подходящего типа композитного материала. В некоторых случаях композитная заготовка 108 может содержать по меньшей мере один другой тип материала в дополнение по меньшей мере к одному композитному материалу, который формирует композитную заготовку 108.
Как использовано в настоящем описании, фраза "по меньшей мере один из", при использовании с перечнем предметов, означает, что могут быть использованы различные сочетания одного или большего количества перечисленных предметов и только один из каждого предмета в перечне может быть необходим. Например, без ограничения, фраза "по меньшей мере один из предмета А, предмета В, и предмета С" может включать, без ограничения, предмет А или предмет А и предмет В. Данный пример также может содержать предмет А, предмет В и предмет С или предмет В и предмет С. В других примерах "по меньшей мере один из" может представлять, например, без ограничения, два предмета А, один предмет В и десять предметов С; четыре предмета В и семь предметов С; или некоторое другое подходящее сочетание.
В этих показательных примерах система 106 отверждения может быть выполнена с возможностью использования тепла 110 и вакуумного давления 112 для отверждения композитной заготовки 108. В других показательных примерах некоторый другой тип давления может быть использован для отверждения композитной заготовки 108 в дополнение вакуумному давлению 112 и/или вместо него. Кроме того, в этих примерах система 106 отверждения может представлять собою портативную систему 114 отверждения. Портативная система 114 отверждения может быть перемещена в различные места с необходимым уровнем простоты и без необходимости в большем времени и/или затратах, чем необходимо.
Композитная заготовка 108 может быть размещена поверх объекта 115 таким образом, что она по существу соответствует форме 116 объекта 115. В частности объект 115 может иметь первую поверхность 118 и вторую поверхность 120. Форма 116 может представлять собой форму первой поверхности 118 объекта 115 в этих показательных примерах.
Форма 116 может быть выбрана на основании окончательной формы 119, необходимой для детали 104. Окончательная форма 119 может быть сформирована посредством по меньшей мере части формы 116. Например, без ограничения, если форма 116 представляет собой кубическую форму, то окончательная форма 119 может представлять собой только верхнюю половину части этой кубической формы. В некоторых показательных примерах объект 115 может быть отнесен к приспособлению или оправке.
Композитная заготовка 108 может быть размещена на первой поверхности 118 объекта 115 таким образом, что она по существу соответствует форме 116 объекта 115. Таким образом, портативная система 114 отверждения может быть использована для отверждения композитной заготовки 108 на объекте 115 таким образом, что композитная заготовка 108 принимает твердое состояние с окончательной формой 119 для формирования детали 104.
Согласно описанию, портативная система 114 отверждения может содержать портативную конструкцию 121, систему 122 нагрева, вакуумную систему 124, управляющую систему 126 и систему 128 питания. Портативная конструкция 121 может содержать удерживающую конструкцию 130. Удерживающая конструкция 130 может быть выполнена с возможностью удержания объекта 115 на месте.
Удерживающая конструкция 130 может иметь первую сторону 131 и вторую сторону 132. В некоторых показательных примерах первая сторона 131 удерживающей конструкции 130 может представлять собой верхнюю сторону или верхнюю поверхность удерживающей конструкции 130, а вторая сторона 132 может представлять собой нижнюю сторону или нижнюю поверхность удерживающей конструкции 130.
В одном показательном примере удерживающая конструкция 130 может иметь отверстие 134, которое проходит от первой стороны 131 ко второй стороне 132. В частности удерживающая конструкция 130 может быть выполнена с возможностью размещения объекта 115 в отверстии 134. Кроме того, удерживающая конструкция 130 может удерживать объект 115 в отверстии 134 таким образом, что первая поверхность 118 объекта 115 открыта на первой стороне 131 удерживающей конструкции 130, а вторая поверхность 120 объекта 115 открыта на второй стороне 132 удерживающей конструкции 130.
В некоторых случаях может быть использовано уплотнение 136 для уплотнения границы между удерживающей конструкцией 130 и объектом 115. В частности уплотнение 136 может быть использовано для уплотнения кромки 137 отверстия 134 в удерживающей конструкции 130 таким образом, что обеспечена возможность непрохождения текучих сред, включающих воздух и/или газы других типов, через отверстие 134 после удержания объекта 115 на месте посредством удерживающей конструкции 130. Уплотнение 136 может быть выполнено имеющим множество различных форм и содержащим любое количество компонентов. Например, без ограничения, уплотнение 136 может представлять собой прокладку.
Согласно описанию, портативная конструкция 121 может также содержать опорную конструкцию 138 в некоторых показательных примерах. Опорная конструкция 138 может быть выполнена с возможностью поддержания удерживающей конструкции 130 таким образом, что удерживающая конструкция 130 удержана на некотором расстоянии от поверхности 140, на которой используют портативную систему 114 отверждения. Поверхность 140 может представлять собой, например, без ограничения, поверхность стола, дно, или пол, поверхность платформы или некоторый другой тип поверхности.
Система 122 нагрева может быть выполнена с возможностью создания тепла 110 для использования в отверждении композитной заготовки 108. Система 122 нагрева может быть выполнена с возможностью окружения объекта 115. В частности система 122 нагрева может быть выполнена с возможностью охвата объекта 115 в первой стороне 131 удерживающей конструкции 130 и второй стороне 132 удерживающей конструкции 130. В качестве одного показательного примера, система 122 нагрева может содержать первое устройство 142 нагрева и второе устройство 144 нагрева.
Первое устройство 142 нагрева может быть расположено относительно первой поверхности 118 объекта 115 с композитной заготовкой 108 на первой поверхности 118. Таким образом, первое устройство 142 нагрева может охватывать объект 115 на первой стороне 131 удерживающей конструкции 130. В частности первое устройство 142 нагрева может охватывать композитную заготовку 108, расположенную на первой поверхности 118 объекта 115. Кроме того, второе устройство 144 нагрева может быть расположено относительно второй поверхности 120 объекта 115 таким образом, что второе устройство 144 нагрева охватывает вторую поверхность 120 объекта 115 на второй стороне 132 удерживающей конструкции 130.
Первое устройство 142 нагрева и второе устройство 144 нагрева могут быть выполнены с возможностью создания тепла 110 для увеличения температуры объекта 115 и композитной заготовки 108 на объекте 115. Температура объекта 115 и композитной заготовки 108 может быть увеличена до температуры, установленной для отверждения композитной заготовки 108.
Кроме того, вакуумная система 124 может быть выполнена с возможностью выдачи вакуума 146 для использования в отверждении композитной заготовки 108. В одном показательном примере множество вакуумных отверстий 148 могут быть связаны по меньшей мере с одним из объекта 115 и портативной конструкции 121. Вакуумная система 124 может иметь соединение с множеством вакуумных отверстий 148 с использованием множества вакуумных линий 152.
Как использовано в настоящем описании, если один компонент "связан" с другим компонентом, то данная связь представляет собой физическую связь в описанных примерах. Например, без ограничения, первый компонент, такой как одно из множества вакуумных отверстий 148, можно считать связанным со вторым компонентом, таким как портативная конструкция 121, путем прикрепления ко второму компоненту, связи со вторым компонентом, прикрепления ко второму компоненту, соединения сваркой со вторым компонентом, сцепления со вторым компонентом и/или соединения со вторым компонентом некоторым другим подходящим образом.
Кроме того, первый компонент также может быть соединен со вторым компонентом с использованием третьего компонента. Первый компонент можно также считать связанным со вторым компонентом, сформированным в качестве его части и/или расширения второго компонента.
В данном показательном примере вакуумная система 124 может подавать вакуум 146 в пределах вакуумной границы 154 вокруг объекта 115. Вакуумная граница 154 может быть сформирована посредством по меньшей мере одной из системы 122 нагрева, вакуумной оболочки 156 и некоторого другого подходящего типа конструкции и/или материала. Например, без ограничения, вакуумная оболочка 156 может быть размещена вокруг портативной конструкции 121 и вокруг системы 122 нагрева. Вакуумная оболочка 156 может быть выполнена по существу герметичной в данном примере.
Вакуумная система 124 может перемещать газовые молекулы из пространства в пределах вакуумной границы 154 через множество вакуумных линий 152, соединенных с множеством вакуумных отверстий 148. Удаление газовых молекул из этого пространства может использовать вакуум 146 в пределах вакуумной границы 154. Вакуум 146 может способствовать в отверждении композитной заготовки 108. В некоторых случаях, вакуум 146 может уменьшить пористость детали 104, сформированной посредством процесса отверждения.
Кроме того, в некоторых случаях, по меньшей мере один из первого устройства 142 нагрева и второго устройства 144 нагрева может быть выполнен с возможностью деформирования в ответ на вакуум 146. Например, без ограничения, по меньшей мере один из первого устройства 142 нагрева и второго устройства 144 нагрева может содержать деформируемый материал 158. Деформируемый материал 158 может быть выбран таким образом, что может происходить деформирование первого устройства 142 нагрева и/или второго устройства 144 нагрева в ответ на вакуум 146, созданным вакуумной системой 124.
Например, без ограничения, если первое устройство 142 нагрева содержит деформируемый материал 158, то может произойти деформирование первого устройства 142 нагрева по существу для соответствия форме 116 объекта 115 в ответ на поданный вакуум 146. Таким образом, тепло 110, созданное первым устройством 142 нагрева, может быть более прямо применено к первой поверхности 118 объекта 115 во время отверждения. Данный тип применения тепла 110 может уменьшить количество энергии, используемой для достижения температур, установленной для отверждения композитной заготовки 108.
В этих показательных примерах управляющая система 126 может быть выполнена с возможностью управления по меньшей мере одной из системы 122 нагрева 122 и вакуумной системы 124. В частности управляющая система 126 может регулировать вакуумное давление 112, созданное вакуумной системой 124 для подачи вакуума 146, и количество 162 тепла 110, созданного системой 122 нагрева 122.
В одном показательном примере управляющая система 126 может использовать данные 164 датчиков, созданные системой 166 датчиков, для управления системой 122 нагрева и/или вакуумной системой 124. Система 166 датчиков может содержать любое количество датчиков, таких как, без ограничения, температурные датчики, датчики давления и другие типы датчиков. Система 166 датчиков может контролировать по меньшей мере одну из температур различных компонентов в портативной системе 114 отверждения и вакуумного давления в пределах вакуумной границы 154 во время отверждения композитной заготовки 108.
В качестве одного показательного примера, система 166 датчиков может содержать по меньшей мере одну термопару. Эти термопары могут быть прикреплены по меньшей мере к объекту 115, системе 122 для нагрева, композитной заготовке 108 или какому-либо другому компоненту портативной системы 114 отверждения. Эти термопары быть использованы для создания данных 164 датчиков в форме температурных данных 168. Управляющая система 126 может использовать эти температурные данные 168 для регулирования количества 162 тепла 110, создаваемого первым устройством 142 нагрева и/или вторым устройством 144 нагрева в системе 122 нагрева во время отверждения композитной заготовки 108.
Управляющая система 126 может быть реализована, например, без ограничения, в компьютерной системе 169, содержащей по меньшей мере один компьютер. В некоторых случаях управляющая система 126 может быть реализована, например, без ограничения, в переносном персональном компьютере, процессорном блоке, карманной персональном компьютере (PDA) или некотором другом типе компьютерных аппаратных средств. Управляющая система 126 может иметь размер и вес, заданные таким образом, что управляющая система 126 является портативной.
Система 128 питания может быть выполнена с возможностью подачи энергии 170 по меньшей мере на одну из системы 122 нагрева 122, вакуумной системы 124 и управляющей системы 126. Система 128 питания может содержать любое количество источников питания. Например, без ограничения, система 128 питания могут содержать формирователь энергии, систему батарей, двигатель и/или другие типы устройств питания.
Таким образом, портативная система 114 отверждения может быть использована для отверждения композитной заготовки 108 для формирования детали 104. В частности деталь 104 может быть композитной деталью 172. Композитная деталь 172 может иметь окончательную форму 119. С данным типом портативной системы отверждения, различные типы объектов могут быть использованы для формирования частей с различными формами. Таким образом, портативная система 114 отверждения, в дополнение к портативности, может быть выполнена таким образом, что различные типы частей могут быть сформированы с использованием портативной системы 114 отверждения.
Изображение среды отверждения на фиг. 1 не предназначено для обозначения физических или конструктивных ограничений способом, согласно которому может быть реализован показательный пример реализации. Могут быть использованы другие компоненты в дополнение к показанным компонентам или вместо них. Некоторые компоненты могут являться необязательными. Кроме того, блоки могут быть представлены для отображения некоторых функциональных компонентов. По меньшей мере один из этих блоков может быть объединен, разделен или объединен и разделен на различные блоки при реализации в показательном примере реализации.
В некоторых показательных примерах вторая поверхность 120 объекта 115 не может быть открыта слева. В других показательных примерах другие компоненты в дополнение к вышеописанным компонентам и/или вместо них могут быть включены в портативную систему 114 отверждения. В некоторых случаях опорная конструкция 138 может являться необязательной для портативной конструкции 121.
В других показательных примерах могут быть использованы первый дышащий материал (не показан) и второй дышащий материал (не показан). Первый дышащий материал (не показан) может быть расположен между первым устройством 142 нагрева и удерживающей конструкцией 130. Таким образом, первый дышащий материал (не показан) может охватывать композитную заготовку 108, расположенную на первой поверхности 118 объекта 115 на первой стороне 131 удерживающей конструкции 130, а первое устройство 142 нагрева может охватывать первый дышащий материал (не показан).
Кроме того, второй дышащий материал (не показан) может быть расположен между вторым устройством 144 нагрева и удерживающей конструкцией 130. Таким образом, второй дышащий материал (не показан) может охватывать вторую поверхность 120 объекта 115 на второй стороне 132 удерживающей конструкции 130.
Первый дышащий материал (не показан) и второй дышащий материал (не показан) могут быть использованы для обеспечении помощи в применении 146 в пределах вакуумной границы 154. В частности эти дышащие материалы (не показаны) могут содержать материалы, такие как, без ограничения, шерсть, хлопок или некоторый другой тип материала, выполненного с обеспечением возможности перемещения воздуха через дышащие материалы.
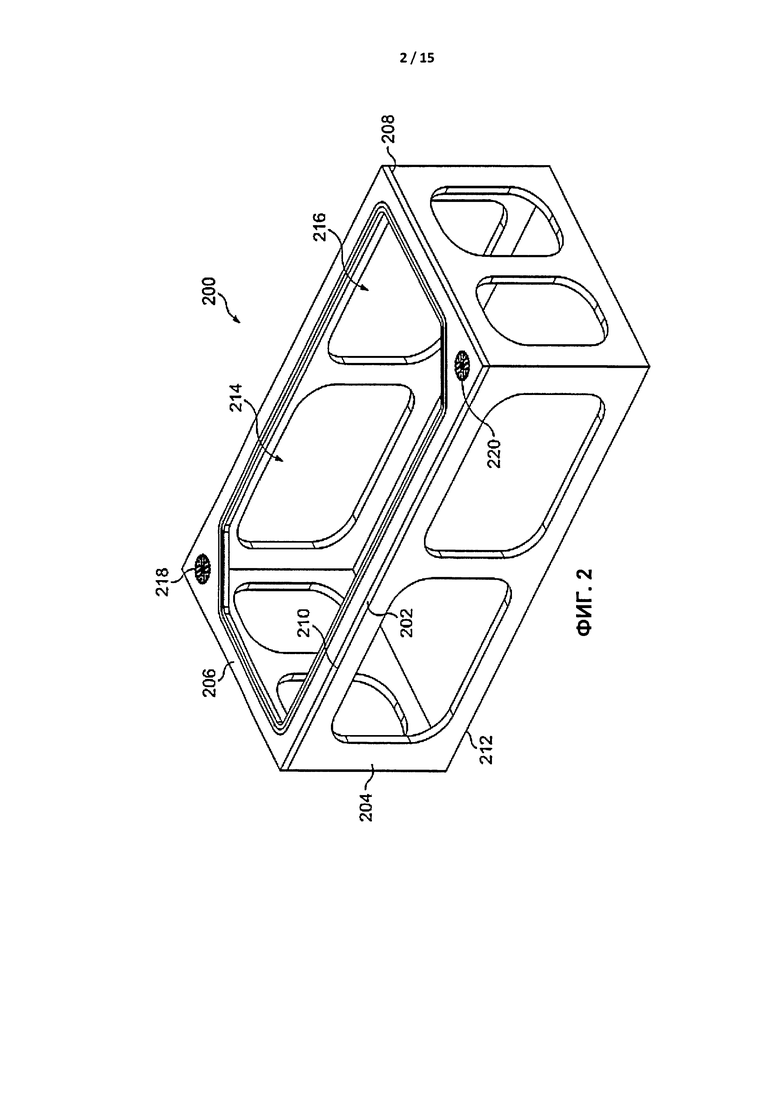
Согласно фиг. 2, описан изометрический вид сверху портативной конструкции в соответствии с одним из показательных примеров реализации. На фиг. 2 портативная конструкция 200 может представлять собой пример одной реализации портативной конструкции 121 по фиг. 1. Согласно описанию, портативная конструкция 200 может содержать удерживающую конструкцию 202 и опорную конструкцию 204. Удерживающая конструкция 202 и опорная конструкция 204 могут представлять собой примеры реализаций соответственно удерживающей конструкции 130 и опорной конструкции 138 по фиг. 1.
В данном показательном примере опорная конструкция 204 может поддерживать удерживающую конструкцию 202. В частности удерживающая конструкция 202 может иметь первую сторону 206 и вторую сторону 208. В данном показательном примере первая сторона 206 может представлять собой верхнюю сторону удерживающей конструкции 202, а вторая сторона 208 может представлять собой нижнюю сторону удерживающей конструкции 202.
Кроме того, опорная конструкция 204 может иметь первую сторону 210 и вторую сторону 212. В данном показательном примере первая сторона 210 может представлять собой верхнюю сторону опорной конструкции 204, а вторая сторона 212 может представлять собой нижнюю сторону опорной конструкции 204. Согласно описанию, удерживающая конструкция 202 могут быть прикреплена к первой стороне 210 опорной конструкции 204.
Кроме того, удерживающая конструкция 202 может иметь отверстие 214. Отверстие 214 может быть выполнено с возможностью размещения объекта, такого как, без ограничения, объект 115 на фиг. 1. Кроме того, опорная конструкция 204 может иметь отверстия 216 доступа. Отверстия 216 доступа могут быть выполнены с возможностью предоставления оператору доступа к отверстию 214 удерживающей конструкции 202 на второй стороне 208 удерживающей конструкции 202.
Согласно описанию, место 218 вакуумного крепления и место 220 вакуумного крепления могут представлять собой места крепления вакуумных отверстий (не показаны) на удерживающей конструкции 202 портативной конструкции 200. В частности место 218 вакуумного крепления и место 220 вакуумного крепления могут быть расположены на первой стороне 206 удерживающей конструкции 202.
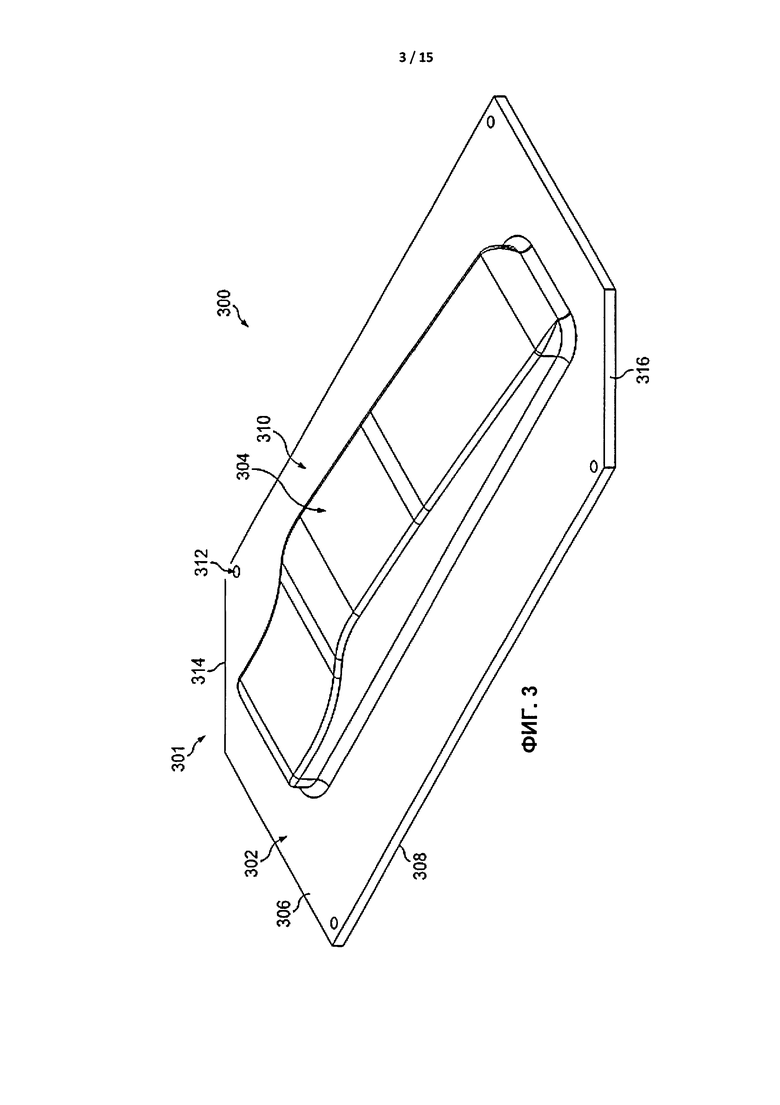
Согласно фиг. 3, описан изометрический вид сверху оправки в соответствии с одним из показательных примеров реализации. На фиг. 3 объект 300 может представлять собой пример одной реализации объекта 115 по фиг. 1. В данном показательном примере объект 300 может принимать форму оправки 301. В частности оправку 301 можно считать наружной оправкой.
Как показано на чертеже, оправка 301 может иметь первую часть 302 и вторую часть 304. Вторая часть 304 может представлять собой часть оправки 301, использованной для профилирования заготовки (не показана) во время отверждения. Кроме того, оправка 301 может иметь первую поверхность 306 и вторую поверхность 308. Первая поверхность 306 может иметь форму 310. В частности форма 310 может представлять собой форму первой поверхности 306 второй части 304 оправки 301. Форма 310 может представлять собой пример одной реализации формы 116 по фиг. 1.
В данном показательном примере оправка 301 может иметь множество отверстий 312. Эти отверстия могут быть использованы для прикрепления оправки 301 к удерживающей конструкции 202 портативной конструкции 200 на фиг. 2. В частности крепежи (не показаны) могут быть вставлены во множество отверстий 312 для прикрепления оправки 301 к первой стороне 206 удерживающей конструкции 202 портативной конструкции 200 по фиг. 2.
Согласно описанию, оправка 301 может иметь срезанный угол 314 и срезанный угол 316. Срезанный угол 314 и срезанный угол 316 могут быть выполнены таким образом, что место 218 вакуумного крепления и место 220 вакуумного крепления на удерживающей конструкции 202 на фиг. 2 могут сохраняться открытыми после прикрепления оправки 301 к удерживающей конструкции 202.
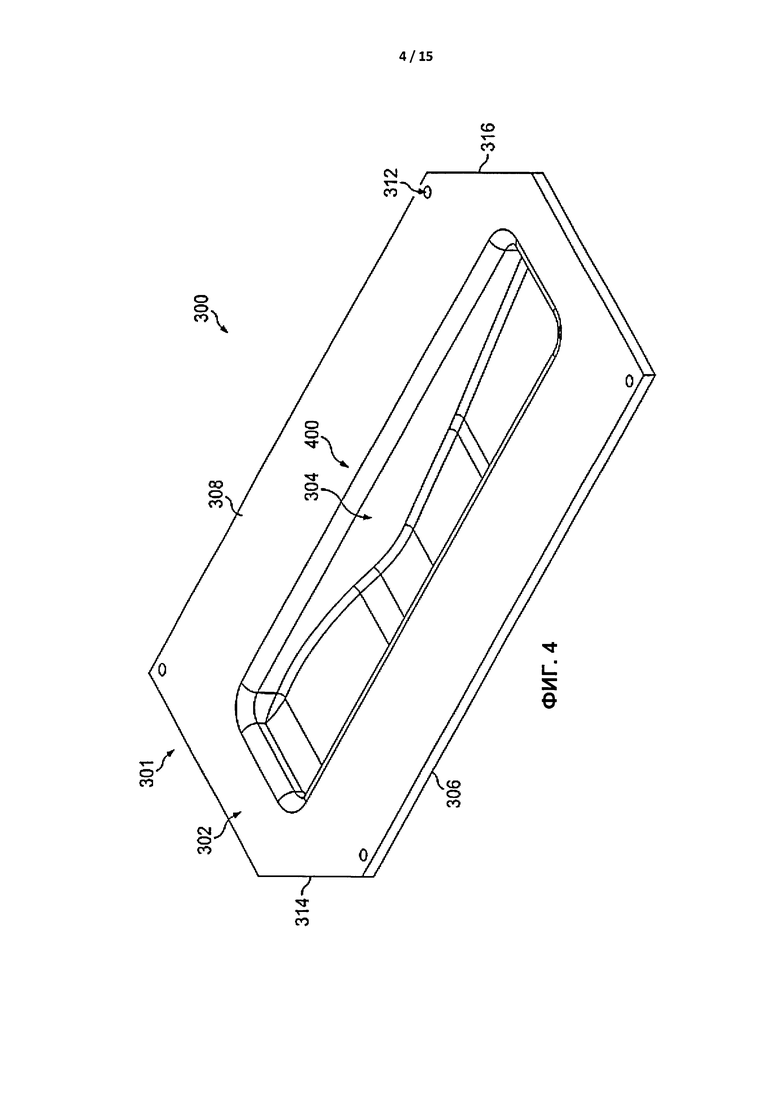
Согласно фиг. 4, описан изометрический вид снизу оправки 301 по фиг. 3 в соответствии с одним из показательных примеров реализации. Согласно описанию на фиг. 4, форма 310 первой поверхности 306 второй части 304 оправки 301 может формировать выемку 400 по отношению ко второй поверхности 308 оправки 301.
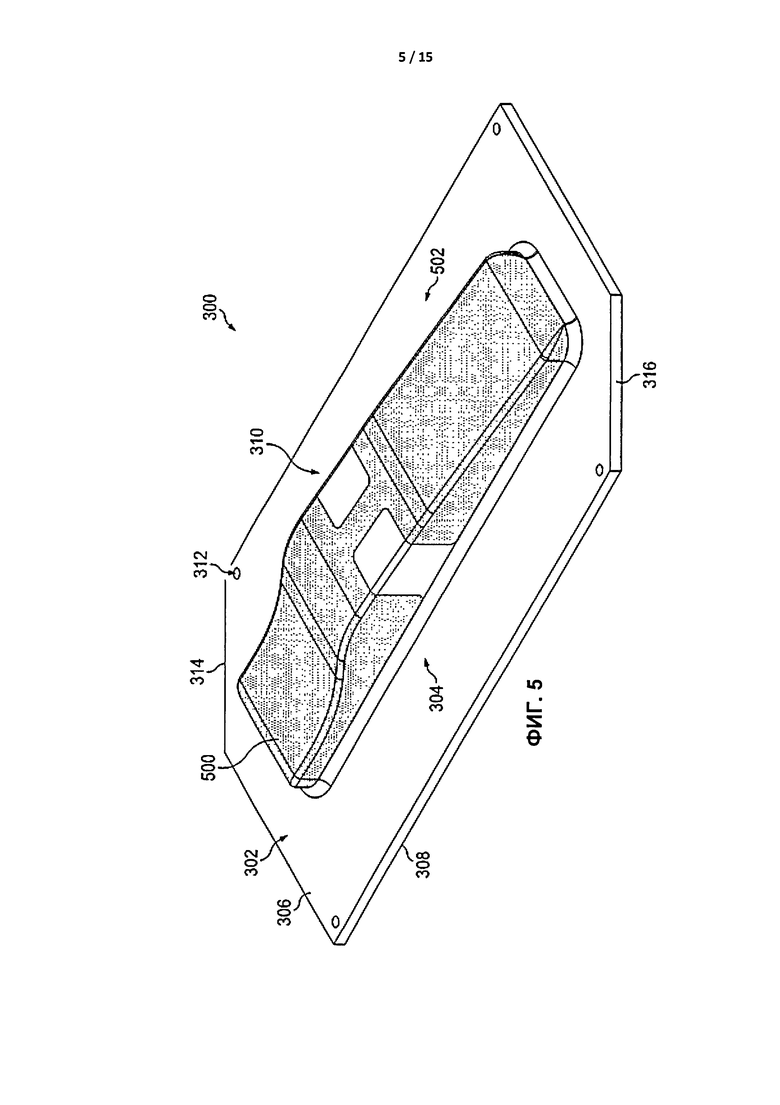
Согласно фиг. 5, описан изометрический вид сверху композитной заготовки, уложенной поверх оправки 301 по фиг. 3 в соответствии с одним из показательных примеров реализации. На фиг. 5 композитная заготовка 500 может быть размещена поверх оправки 301. Композитная заготовка 500 может представлять собой пример одной реализации композитной заготовки 108 по фиг. 1.
Согласно описанию, композитная заготовка 500 может быть размещена поверх первой поверхности 306 второй части 304 оправки 301 таким образом, что композитная заготовка 500 по существу соответствует форме 310. В данном показательном примере композитная заготовка 500 может охватывать только часть формы 310 оправки 301. Следовательно, окончательная форма 502 композитной заготовки 500 может быть сформирована только посредством части формы 310 оправки 301. Окончательная форма 502 может представлять собой окончательную форму композитной детали, которую необходимо сформировать путем отверждения композитной заготовки 500.
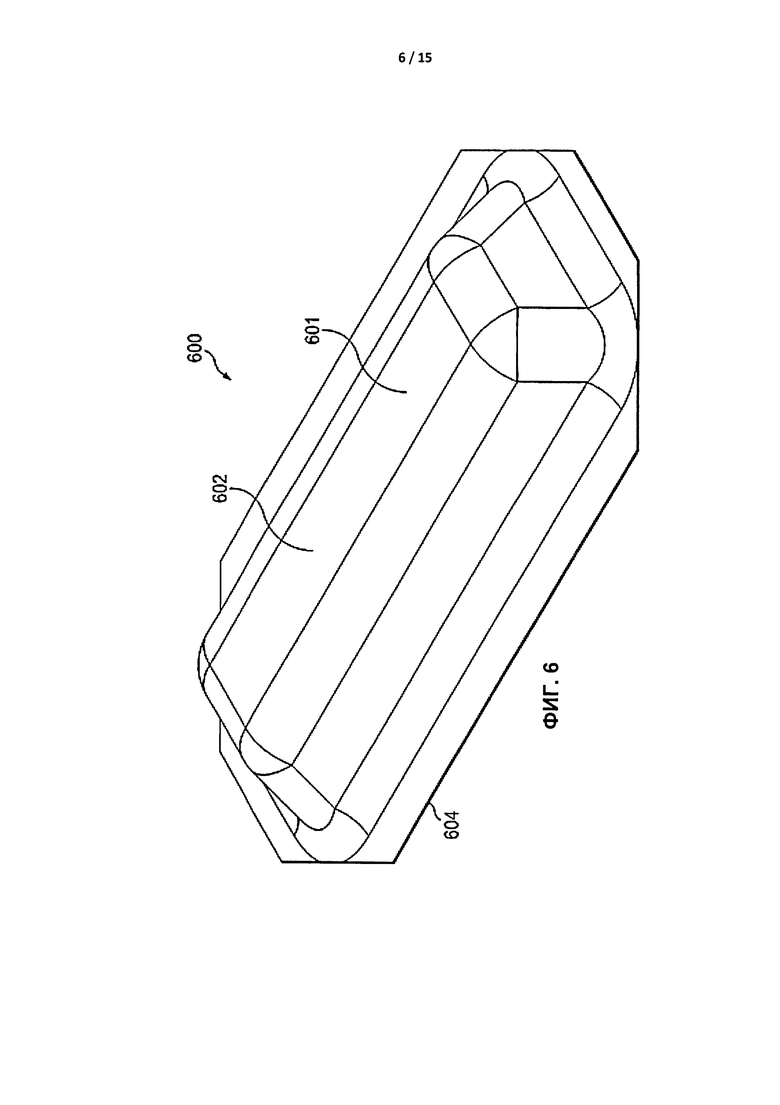
Согласно фиг. 6, описан изометрический вид сверху термоизоляции в соответствии с одним из показательных примеров реализации. На фиг. 6 устройство 600 нагрева может представлять собой пример одной реализации первого устройства 142 нагрева по фиг. 1. В данном показательном примере устройство 600 нагрева может принимать форму термоизоляции 601. Согласно описанию, термоизоляция 601 может иметь первую сторону 602 и вторую сторону 604.
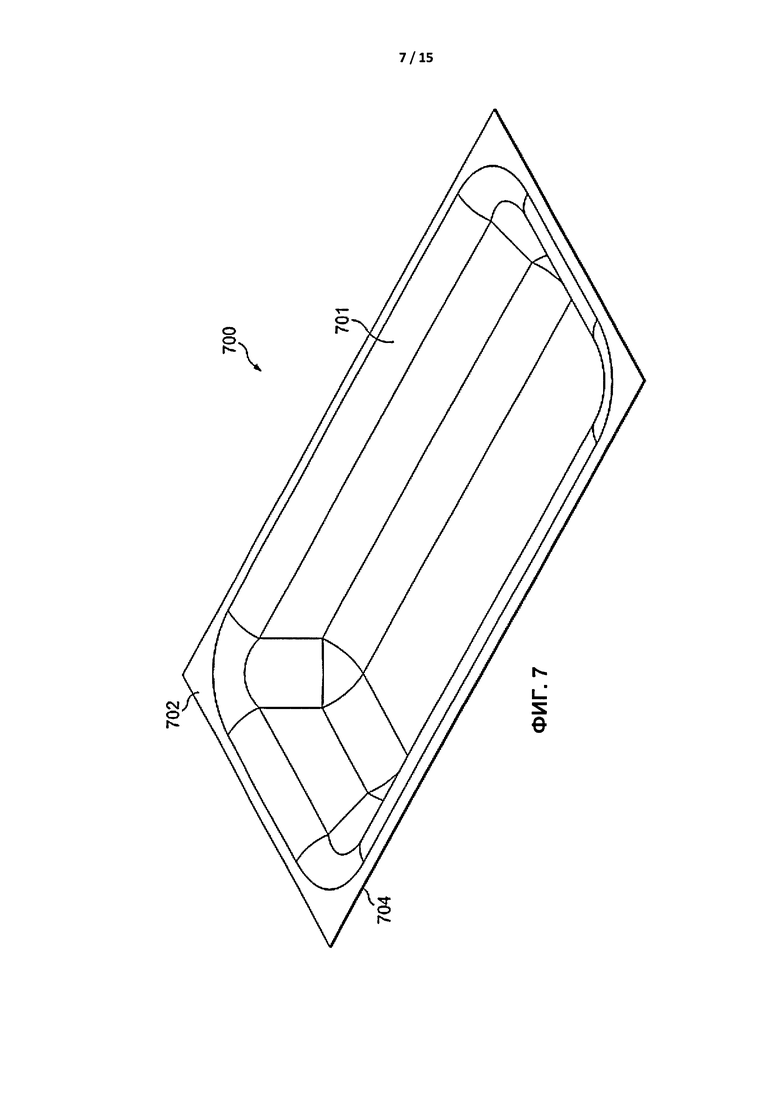
Согласно фиг. 7, описан изометрический вид сверху термополости в соответствии с одним из показательных примеров реализации. На фиг. 7 устройство 700 нагрева может представлять собой пример одной реализации второго устройства 144 нагрева по фиг. 1. В данном показательном примере устройство 700 нагрева может принимать форму термополости 701. Согласно описанию, термополость 701 может иметь первую сторону 702 и вторую сторону 704.
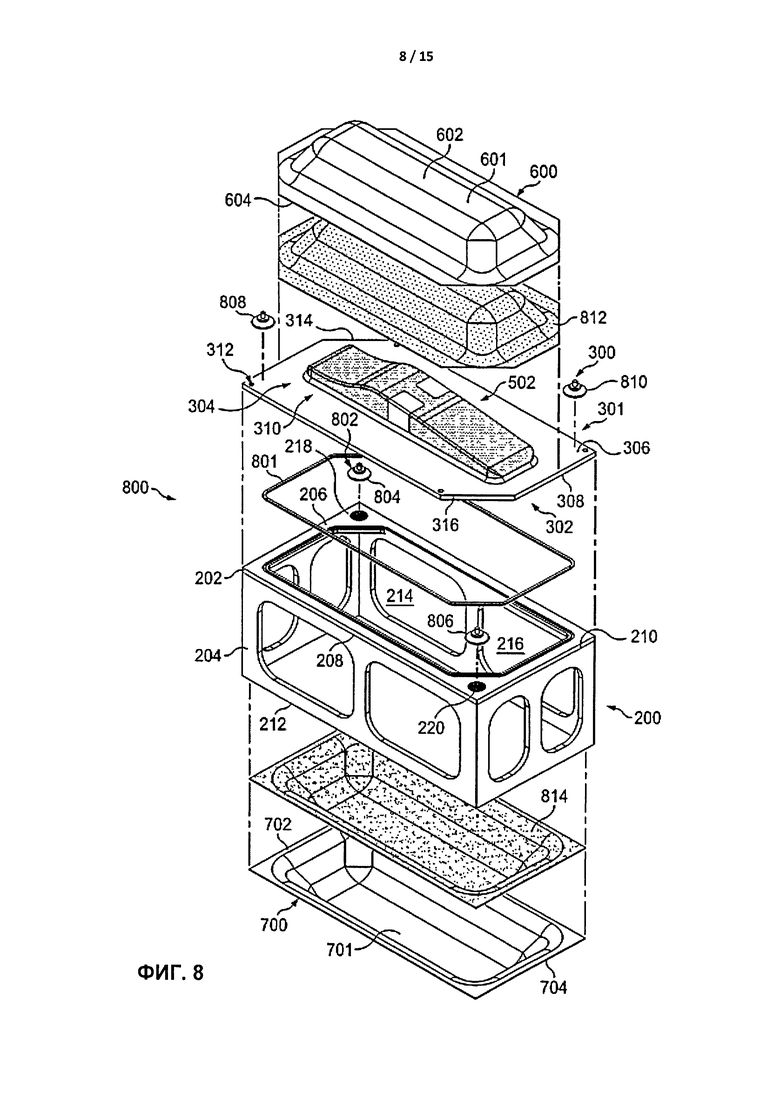
Согласно фиг. 8, описан разобранный изометрический вид снизу блока отверждения в соответствии с одним из показательных примеров реализации. На фиг. 8 блок 800 отверждения может быть сформирован с использованием портативной конструкции 200 по фиг. 2, оправки 301 по фиг. 3-5, термоизоляции 601 по фиг. 6, термополости 701 по фиг. 7 и прокладки 801.
Прокладка 801 может представлять собой пример одной реализации уплотнения 136 по фиг. 1. Кроме того, множество вакуумных отверстий 802 может быть рассмотрено в качестве части блока отверждения 800 на данном наглядном примере. Согласно описанию, множество вакуумных отверстий 802 могут содержать отверстия 804, 806, 808 и 810 для вакуума.
Отверстие 804 для вакуума и отверстие 806 для вакуума могут быть прикреплены соответственно к месту 218 вакуумного крепления и месту 220 вакуумного крепления на первой стороне 206 удерживающей конструкции 202 портативной конструкции 200. Кроме того, отверстие 808 для вакуума и отверстие 810 для вакуума могут быть прикреплены к местам вакуумного крепления (не показаны) на первой поверхности 306 оправки 301 после сборки блока 800 отверждения.
Кроме того, первый дышащий материал 812 и второй дышащий материал 814 могут также быть использованы для формирования блока 800 отверждения. Первый дышащий материал 812 может быть расположен между термоизоляцией 601 и оправкой 301. Второй дышащий материал 814 может быть расположен между термополостью 701 и оправкой 301. Первый дышащий материал 812 и второй дышащий материал 814 могут содержать, например, без ограничения, шерсть. Шерсть может обеспечивать возможность прохождения воздуха через эти дышащие материалы, в случае подачи вакуума, с использованием множества отверстий 802 для вакуума.
Согласно фиг. 9, описан изометрический вид сверху блока отверждения 800 по фиг. 8, полностью собранного в соответствии с одним из показательных примеров реализации. Согласно описанию, термоизоляция 601 может охватывать первую поверхность 306 оправки 301 на первой стороне 206 удерживающей конструкции 202. Термоизоляция 601 и термополость 701 (скрыта на данном виде) могут вместе формировать систему 900 нагрева. Система 900 нагрева может представлять собой пример одной реализации системы 122 нагрева по фиг. 1.
Первый дышащий материал 812 и второй дышащий материал 814 по фиг. 8 могут быть не показаны на данном виде по фиг. 9. В частности первый дышащий материал 812 и второй дышащий материал 814 по фиг. 8 могут быть охвачены соответственно термоизоляцией 601 и термоизоляцией 701.
Согласно фиг. 10, описан изометрический вид снизу блока отверждения 800, полностью собранного по фиг. 9 в соответствии с одним из показательных примеров реализации. На фиг. 10 может быть более явно видна термополость 701. Термополость 701 может охватывать вторую поверхность 308 оправки 301 на второй стороне 208 удерживающей конструкции 202.
Согласно фиг. 11, описано изображение портативной системы отверждения в соответствии с одним из показательных примеров реализации. На фиг. 11 портативная система 1100 отверждения может содержать блок 800 отверждения по фиг. 9, полностью собранного, систему 900 нагрева, вакуумную оболочку 1102, портативную панель 1104 и управляющую систему 1106.
В данном показательном примере портативная панель 1104 может содержать вакуумную систему (не показана) и систему питания (не показана). Эта вакуумная система (не показана) и система питания (не показана) могут быть реализованы с использованием соответственно вакуумной системы 124 и системы 128 питания, описанных по фиг. 1.
Вакуумная оболочка 1102 может быть размещена вокруг блока 800 отверждения. Вакуумная оболочка 1102 может по существу герметично изолировать пространство в вакуумной оболочке 1102 таким образом, что вакуум может быть подан в вакуумную оболочку 1102. Данный вакуум может быть создан вакуумной системой (не показана), удаляющей газовые молекулы из вакуумной оболочки 1102 через множество вакуумных линий 1108, соединенных с множеством отверстий 802 для вакуума. Множество вакуумных линий 1108 могут содержать вакуумные линии 1110, 1112, 1114 и 1116, соединенные с соответствующими отверстиями 804, 806, 808 и 810 для вакуума.
Кроме того, управляющая система 1106 может быть использована для регулирования вакуумного давления, созданного вакуумной системой (не показана) в вакуумной оболочке 1102. Управляющая система 1106 может быть также использована для управления количеством тепла, созданным системой 122 нагрева 900. Таким образом, отверждение, выполненное посредством вакуума, поданного вакуумной системой, и тепла, созданного системой 122 нагрева 900, может быть под контролем и может быть отрегулировано во время процесса отверждения по мере необходимости.
Согласно фиг. 12, описано изображение оправки в соответствии с одним из показательных примеров реализации. Оправка 1200 может представлять собой пример одной реализации объекта 115 по фиг. 1. Согласно описанию, оправка 1200 может иметь первую часть 1202 и вторую часть 1204. Вторая часть 1204 может иметь форму 1206. Форма 1206 может быть выполнена отличной от формы 310 оправки 301 по фиг. 1.
В зависимости от реализации, оправка 1200 может быть использована в блоке 800 отверждения на фиг. 8-11 вместо оправки 301. С помощью оправки 301 деталь (не показана), сформированная отверждением композитной заготовки (не показана), уложенной поверх второй части 1204 оправки 1200, может быть выполнена отличной от формы детали (не показана), сформированной путем отверждения композитной заготовки 500, уложенной поверх оправки 301 по фиг. 5.
Изображения портативной конструкции 200 по фиг. 2, оправка 301 по фиг. 3-5, термоизоляция 601 по фиг. 6, термополость 701 по фиг. 7, блок 800 отверждения по фиг. 8-11, портативная система 1100 отверждения по фиг. 11 и оправка 1200 не предназначены для обозначения физических или конструктивных ограничений для способа, согласно которому может быть реализован показательный пример реализации. Могут быть использованы другие компоненты в дополнение к показанным компонентам или вместо них. Некоторые компоненты могут быть необязательными.
Различные компоненты, показанные на фиг. 2-12, могут представлять собой показательные примеры того, как компоненты, показанные в блочной форме на фиг. 1, могут быть реализованы в виде физических конструкций. Кроме того, различные компоненты, показанные на фиг. 2-12, могут быть объединены с компонентами по фиг. 1, использованы с компонентами по фиг. 1 или могут быть объединены и использованы с компонентами по фиг. 1.
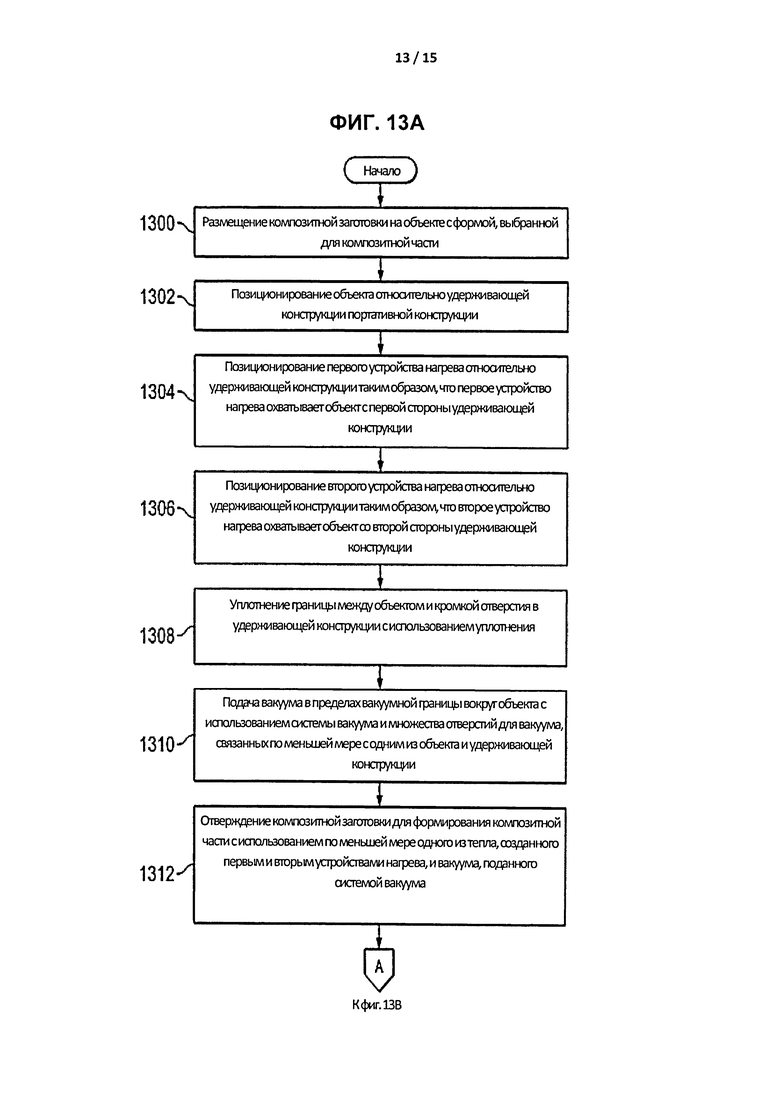
Согласно фиг. 13, описано изображение процесса отверждения композитной заготовки для формирования композитной детали в форме блок схемы в соответствии с одним из показательных примеров реализации. Процесс, показанный на фиг. 13, может быть реализован с использованием портативной системы 114 отверждения на фиг. 1. Кроме того, данный процесс может быть реализован для отверждения композитной заготовки 108 для формирования композитной детали 172 с окончательной формой 119 по фиг. 1.
Процесс может быть начат путем размещения композитной заготовки 108 поверх объекта 115, имеющего форму 116, выбранную для композитной детали 172 (операция 1300). Объект 115 может быть расположен относительно удерживающей конструкции 130 портативной конструкции 121 (операция 1302). В операции 1302, удерживающая конструкция 130 может быть выполнена с возможностью удержания объекта 115 в отверстии 134 в удерживающей конструкции 130. Удерживающая конструкция 130 может иметь первую сторону 131 и вторую сторону 132.
Затем, первое устройство 142 нагрева может быть расположено относительно удерживающей конструкции 130 таким образом, что первое устройство 142 нагрева охватывает объект 115 на первой стороне 131 удерживающей конструкции 130 (операция 1304). В некоторых показательных примерах первый дышащий материал, такой как, без ограничения, первый дышащий материал 812 по фиг. 8, может быть расположен относительно удерживающей конструкции 130 на первой стороне 131 удерживающей конструкции 130 до расположения первого устройства 142 нагрева относительно удерживающей конструкции 130. Таким образом, первое устройство 142 нагрева может охватывать первый дышащий материал и объект 115.
Второе устройство 144 нагрева может быть расположено относительно удерживающей конструкции 130 таким образом, что второе устройство 144 нагрева охватывает объект 115 на второй стороне 132 удерживающей конструкции 130 (операция 1306). В некоторых показательных примерах второй дышащий материал, такой как, без ограничения, второй дышащий материал 814 по фиг. 8, может быть расположен относительно удерживающей конструкции 130 на второй стороне 132 удерживающей конструкции 130 до расположения второго устройства 144 нагрева относительно удерживающей конструкции 130. Таким образом, второе устройство 144 нагрева может охватывать второй дышащий материал и объект 115.
Граница между объектом 115 и кромкой 137 отверстия 134 в удерживающей конструкции 130 может быть уплотнена с использованием уплотнения 136 (операция 1308). Уплотнение 136 может по существу герметично уплотнять эту границу в операции 1308.
Таким образом, вакуум 146 могут быть подан в пределах вакуумной границы 154 вокруг объекта 115 с использованием вакуумной системы 124 и множества отверстий 148 для вакуума, связанных по меньшей мере с одним из объекта 115 и удерживающей конструкции 130 (операция 1310). Композитная заготовка 108 может быть отверждена для формирования композитной детали 172 с использованием по меньшей мере одного из тепла 110, созданного первым устройством 142 нагрева и вторым устройством 144 нагрева, и вакуума 146, поданного вакуумной системой 124 (операция 1312).
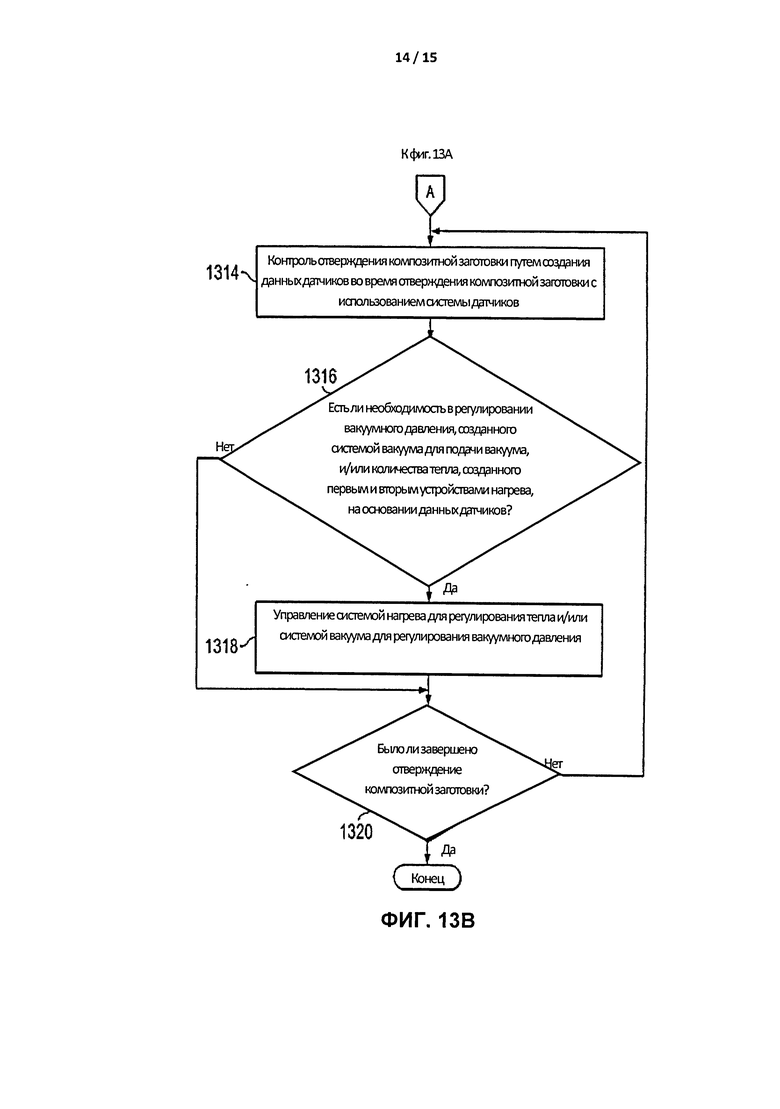
Кроме того, композитная заготовка 108 может быть под контролем путем создания данных 164 датчиков во время отверждения композитной заготовки 108 с использованием системы 166 датчиков (операция 1314). Управляющая система 126 может определить необходимость регулирования вакуумного давления 112, созданного вакуумной системой 124 для подачи вакуума 146 и/или количества 162 тепла 110, созданного первым устройством 142 нагрева и вторым устройством 144 нагрева на основании данных 164 датчиков (операция 1316). Если нет необходимости в регулировании вакуумного давления 112 и/или тепла 110, управляющая система 126 может управлять системой 122 нагрева для регулирования тепла и/или вакуумной системой 124 для регулирования вакуумного давления 112 (операция 1318).
Процесс может определить завершение отверждения композитной заготовки 108 (операция 1320). Если отверждение композитной заготовки 108 было завершено, то процесс может закончиться. Результат процесса отверждения может представлять собой композитную деталь 172 с окончательной формой 119.
По отношению к операции 1320, если отверждение композитной заготовки 108 не было завершено, то процесс может вернуться к операции 1314. По отношению к операции 1316, если нет необходимости в регулировании вакуумного давления 112 и/или тепла 110, то процесс может перейти к операции 1320 согласно приведенному выше описанию.
Блок-схемы и структурные схемы в различных описанных примерах реализации могут иллюстрировать конструкцию, функциональность и работу некоторых возможных реализаций устройства и способов в показательном примере реализации. При этом каждый блок в блок-схемах или структурных схемах может представлять модуль, долю, функцию и/или часть операции или этапа.
В некоторых альтернативных реализациях показательного примера реализации, функция или функции, указанные в блоках, могут происходить не в порядке, указанном на чертежах. Например, без ограничения, в некоторых случаях, два блока, показанные последовательно, могут быть выполнены по существу одновременно или блоки могут иногда быть осуществлены в обратном порядке в зависимости от включенной функциональности. Кроме того, другие блоки могут быть добавлены в дополнение к блокам, показанным в блок-схеме или структурной схеме.
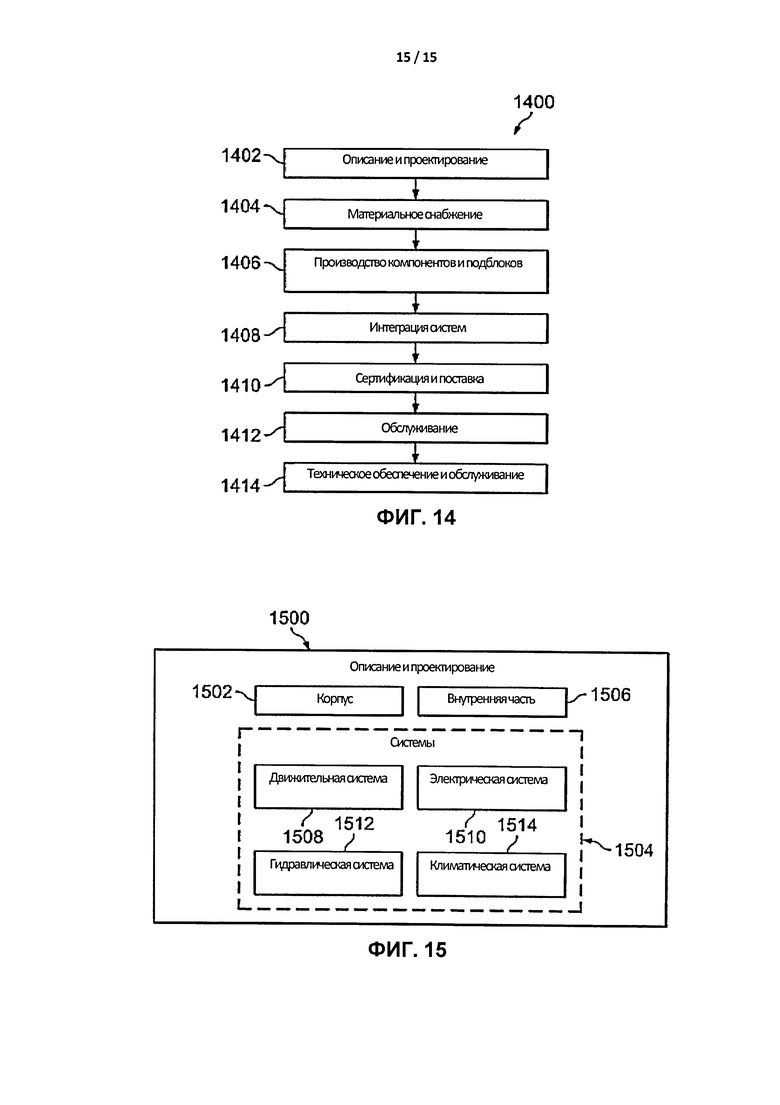
Показательные примеры реализации настоящего изобретения могут быть описаны в контексте способа 1400 производства и обслуживания воздушного судна, который показан на фиг. 14, и воздушного судна 1500, показанного на фиг. 15. Согласно фиг. 14, изображение способа производства и обслуживания воздушного судна в форме структурной схемы описана в соответствии с одним из показательных примеров реализации. Во время подготовки к изготовлению, способ 1400 производства и обслуживания воздушного может содержать описание и проектирование 1402 воздушного судна 1500 на фиг. 15 и материальное снабжение 1404.
Во время изготовления, может иметь место производство 1406 компонентов и подблоков и интеграция 1408 систем воздушного судна 1500 по фиг. 15. Таким образом, воздушное судно 1500 по фиг. 15 может проходить через сертификацию и поставку 1410 для размещения на обслуживании 1412. При нахождении на обслуживании 1412 заказчиком, воздушное судно 1500 на фиг. 15 может быть включено в график технического обеспечения и обслуживания 1414, которое может включать модификацию, изменение конфигурации, восстановление и техническое обеспечение или обслуживание.
Каждый из процессов способа 1400 производства и обслуживания воздушного судна может быть выполнен или проведен системным интегратором, третьей стороной и/или оператором. В этих примерах оператор может представлять собой заказчика. Для целей данного описания, системный интегратор может содержать, без ограничения, любое количество производителей воздушных судов и субподрядчиков основных систем; третья сторона могут содержать, без ограничения, любое количество продавцов, субподрядчиков и поставщиков; а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.д.
Согласно фиг. 15, описано изображение воздушного судна в форме структурной схемы, в которой может быть реализован показательный пример реализации. В данном примере, воздушное судно 1500 может быть изготовлено посредством способа 1400 производства и обслуживания воздушного судна на фиг. 14 и могут содержать корпус 1502 с множеством систем 1504 и внутренней частью 1506. Примеры систем 1504 могут содержать по меньшей мере одну из движительной системы 1508, электрической системы 1510, гидравлической системы 1512 и климатической системы 1514. Может быть включено любое количество других систем. Несмотря на то, что показан аэрокосмический пример, различные показательные примеры реализации могут быть применены к другим промышленностям, таким как автомобильная промышленность.
Устройства и способы, реализованные в настоящей заявке, могут быть использованы во время по меньшей мере одного из этапов способа 1400 производства и обслуживания воздушного судна по фиг. 14.
В одном показательном примере компоненты и подблоки, выполненные при производстве 1406 компонентов и подблоков на фиг. 14, могут быть изготовлены или произведены способом, аналогичным компонентам или подблокам, изготовленным во время нахождения воздушного судна 1500 на обслуживании 1412 по фиг. 14. В качестве еще одного примера по меньшей мере один пример реализации устройства, пример реализации способа или их сочетания могут быть использованы во время этапов изготовления, таких как производство 1406 компонентов и подблоков и интеграции 1408 систем по фиг. 14.
Например, без ограничения, портативная система 114 отверждения может быть использована для отверждения композитных материалов для формирования частей воздушного судна 1500 во время по меньшей мере одного из этапа производства 1406 компонентов и подблоков, этапа интеграции 1408 систем, этапа технического обеспечения и обслуживания 1414 и других этапов во время процессов способа 1400 производства и обслуживания воздушного судна по фиг. 14. Кроме того, портативная система 114 отверждения может быть выполнена с возможностью перемещения в различные места во время этих различных этапов.
По меньшей мере один пример реализации устройства, пример реализации способа или их сочетания могут быть использованы при нахождении воздушного судна 1500 на обслуживании 1412 и/или во время технического обеспечения и обслуживания 1414 по фиг. 14. Использование множества различных показательных примеров реализации может по существу упростить сборку и/или уменьшить стоимость воздушного судна 1500.
Описание различных показательных примеров реализации было представлено для целей изображения и описания и не предназначено для ограничений примерами реализации в раскрытой форме. Множество модификаций и изменений могут быть очевидны специалистам в уровне техники. Кроме того, различные показательные примеры реализации могут обеспечивать различные особенности по сравнению с другими показательными примерами реализации. Приведенный пример реализации или примеры реализации выбраны и описаны для наилучшего описания принципов примеров реализации, практического применения и для обеспечения возможности понимания другими специалистами в уровне техники описания различных примеров реализации с различными модификациями, которые подходят для конкретного предполагаемого использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБКА ИЗ ТЕРМОУСАДОЧНОЙ ПЛЕНКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ КОМПОЗИТНЫХ ДЕТАЛЕЙ | 2016 |
|
RU2664999C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УМЕНЬШЕНИЯ ПОРИСТОСТИ В ДЕТАЛЯХ ИЗ КОМПОЗИЦИОННОГО ПОЛИМЕРА | 2013 |
|
RU2635141C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ЭЛЕМЕНТА | 2009 |
|
RU2524233C2 |
| СПОСОБ ЛОКАЛЬНОГО ВЛИЯНИЯ НА ПРОНИЦАЕМОСТЬ ДЛЯ СМОЛЫ СУХОЙ ЗАГОТОВКИ | 2017 |
|
RU2747007C2 |
| ВПИТЫВАЮЩИЕ МАТЕРИАЛЫ ДЛЯ ОБНАРУЖЕНИЯ ВЛАГИ | 2016 |
|
RU2738313C2 |
| СПОСОБЫ СОВМЕСТНОГО СОЕДИНЕНИЯ ПЕРВОГО ТЕРМОРЕАКТИВНОГО КОМПОЗИТА И ВТОРОГО ТЕРМОРЕАКТИВНОГО КОМПОЗИТА С ОБРАЗОВАНИЕМ ОТВЕРЖДЕННОЙ КОМПОЗИТНОЙ ДЕТАЛИ | 2018 |
|
RU2758430C2 |
| СЛОИСТЫЕ КОМПОЗИТНЫЕ КОНСТРУКЦИИ С МЕЖСЛОЙНЫМИ ГОФРАМИ ДЛЯ УЛУЧШЕНИЯ СТОЙКОСТИ К УДАРНЫМ НАГРУЗКАМ И СИСТЕМА И СПОСОБ ИХ ОБРАЗОВАНИЯ | 2018 |
|
RU2766612C2 |
| СИСТЕМА И СПОСОБ ОТВЕРЖДЕНИЯ ТЕРМОРЕАКТИВНОГО КОМПОЗИТА ДО ЗАДАННОГО СОСТОЯНИЯ ОТВЕРЖДЕНИЯ | 2018 |
|
RU2762099C2 |
| ПРОФИЛИРОВАННЫЙ ЗАПОЛНИТЕЛЬ, СОДЕРЖАЩИЙ МАТРИЦУ ИЗ ПРЕРЫВИСТЫХ ВОЛОКОН | 2016 |
|
RU2716794C2 |
| РЕБРИСТЫЕ КРОМОЧНЫЕ ОТВОДЯЩИЕ КОМПОНЕНТЫ ДЛЯ КОМПОЗИТНЫХ ПРОДУКТОВ | 2016 |
|
RU2740928C2 |
Изобретение относится к устройствам для отверждения заготовки для формирования детали. Техническим результатом является снижение уровня потребления энергии. Технический результат достигается устройством для отверждения заготовки для формирования детали. Устройство содержит оправку, имеющую форму, выбранную для детали. Устройство также содержит портативную конструкцию, содержащую удерживающую конструкцию, выполненную с возможностью удержания оправки. Причем удерживающая конструкция имеет первую сторону и вторую сторону. Кроме того, устройство содержит систему нагрева, выполненную с возможностью охвата оправки с первой стороны удерживающей конструкции с помощью первого устройства нагрева и второй стороны удерживающей конструкции с помощью второго устройства нагрева. Причем система нагрева выполнена с возможностью создания тепла для использования в отверждении заготовки, расположенной поверх оправки для формирования указанной детали. При этом первое устройство нагрева и/или второе устройство нагрева содержит деформируемый материал, выбранный таким образом, что в ответ на вакуум происходит деформирование первого устройства нагрева и/или второго устройства нагрева. 2 н. и 10 з.п. ф-лы, 15 ил.
1. Устройство для отверждения заготовки (102) для формирования детали (104), содержащее:
оправку (115), имеющую форму (116), выбранную для детали (104);
портативную конструкцию (121), содержащую удерживающую конструкцию (130), выполненную с возможностью удержания оправки (115), причем удерживающая конструкция (130) имеет первую сторону (131) и вторую сторону (132); и
систему (122) нагрева, выполненную с возможностью охвата оправки (115) с первой стороны (131) удерживающей конструкции (130) с помощью первого устройства (142) нагрева и второй стороны (132) удерживающей конструкции (130) с помощью второго устройства (144) нагрева, причем система (122) нагрева выполнена с возможностью создания тепла (110) для использования в отверждении заготовки (102), расположенной поверх оправки (115) для формирования указанной детали (104);
причем первое устройство (142) нагрева и/или второе устройство (144) нагрева содержит деформируемый материал (158), выбранный таким образом, что в ответ на вакуум (146) происходит деформирование первого устройства (142) нагрева и/или второго устройства (144) нагрева.
2. Устройство по п. 1, дополнительно содержащее:
отверстия (148) для вакуума, связанные с оправкой (115) и/или удерживающей конструкцией (130); и
вакуумную систему (124), соединенную с отверстиями (148) для вакуума и выполненную с возможностью подачи вакуума (146) в пределах вакуумной границы (154), сформированной вокруг оправки (115), в которой вакуум (146) использован в отверждении заготовки (102), расположенной поверх оправки (115) для формирования детали (104).
3. Устройство по п. 2, в котором вакуумная граница (154) сформирована посредством системы (122) нагрева и/или вакуумной оболочки (156).
4. Устройство по п. 2, дополнительно содержащее:
управляющую систему (126), выполненную с возможностью управления вакуумным давлением (112), созданным вакуумной системой (124) для подачи вакуума (146), и количеством (162) тепла (110), созданным системой (122) нагрева.
5. Устройство по п. 1, в котором удерживающая конструкция (130) портативной конструкции (121) содержит отверстие (134), выполненное с возможностью размещения и удержания оправки (115), и дополнительно содержащее:
уплотнение (136), выполненное с возможностью уплотнения границы между оправкой (115) и кромкой (137) отверстия (134) удерживающей конструкции (130).
6. Устройство по п. 1, дополнительно содержащее:
систему (166) датчиков, связанную с оправкой (115) и/или системой (122) нагрева и выполненную с возможностью создания данных (164) датчиков во время отверждения заготовки (102).
7. Способ отверждения заготовки (102) для формирования детали (104), включающий:
размещение заготовки (102) поверх оправки (115), имеющей форму (116), выбранную для детали (104);
расположение оправки (115) относительно удерживающей конструкции (130), выполненной с возможностью удержания оправки (115), причем удерживающая конструкция (130) имеет первую сторону (131) и вторую сторону (132);
расположение системы (122) нагрева относительно удерживающей конструкции (130) таким образом, что система (122) нагрева охватывает оправку (115) с первой стороны (131) удерживающей конструкции (130) с помощью первого устройства (142) нагрева и второй стороны (132) удерживающей конструкции (130) с помощью второго устройства (144) нагрева; и
отверждение заготовки (102) для формирования детали (104) с использованием тепла (110), созданного системой (122) нагрева;
причем первое устройство (142) нагрева и/или второе устройство (144) нагрева содержит деформируемый материал (158), выбранный таким образом, что в ответ на вакуум (146) происходит деформирование первого устройства (142) нагрева и/или второго устройства (144) нагрева.
8. Способ по п. 7, дополнительно включающий:
подачу вакуума (146) в пределах вакуумной границы (154) вокруг оправки (115) с использованием вакуумной системы (124), причем вакуум (146) используют при отверждении заготовки (102) для формирования детали (104).
9. Способ по п. 8, согласно которому этап подачи вакуума (146) в пределах вакуумной границы (154) вокруг оправки (115) включает:
подачу вакуума (146) в пределах вакуумной границы (154) вокруг оправки (115) с использованием отверстий (148) для вакуума, связанных с оправкой (115) и/или удерживающей конструкцией (130).
10. Способ по п. 8, дополнительно включающий:
создание данных (164) датчиков во время отверждения заготовки (102) с использованием системы (166) датчиков и
регулирование вакуумного давления (112), созданного вакуумной системой (124) для подачи вакуума (146), и количества (162) тепла (110), созданного системой (122) нагрева на основании данных (164) датчиков, созданных системой (166) датчиков с использованием управляющей системы (126).
11. Способ по п. 7, дополнительно включающий:
уплотнение границы между оправкой (115) и кромкой (137) отверстия (134) в удерживающей конструкции (130), выполненной с возможностью размещения оправки (115) с использованием уплотнения (136).
12. Способ по п. 7, согласно которому этап отверждения заготовки (102) для формирования детали (104) с использованием тепла (110), созданным системой (122) нагрева, включает:
отверждение композитной заготовки (108) для формирования композитной детали (172) с использованием тепла (110), созданного системой (122) нагрева, причем композитная деталь (172) имеет окончательную форму (119), которая по существу соответствует по меньшей мере части формы (116) оправки (115).
| EP 0410599 А2, 30.01.1991 | |||
| US 20120061006 A1, 15.03.2012 | |||
| US 5122323 A, 16.06.1992 | |||
| US 5464337 A, 07.11.1995 | |||
| WO 2000054949 A2, 21.09.2000 | |||
| RU 2060159 C1, 20.05.1996. |

