РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка испрашивает приоритет по предварительной заявке на патент США №62/472,404, поданной 16 марта 2017 года, под названием «СПОСОБЫ СОВМЕСТНОГО СОЕДИНЕНИЯ ПЕРВОГО ТЕРМОРЕАКТИВНОГО КОМПОЗИТА И ВТОРОГО ТЕРМОРЕАКТИВНОГО КОМПОЗИТА С ОБРАЗОВАНИЕМ ОТВЕРЖДЕННОЙ КОМПОЗИТНОЙ ДЕТАЛИ».
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится в целом к способам совместного соединения (co-bonding) первого термореактивного композита и второго термореактивного композита с образованием отвержденной композитной детали, а в частности, к способам, включающим частичное отверждение по меньшей мере первого термореактивного композита перед выполнением совместного соединения.
УРОВЕНЬ ТЕХНИКИ
[0003] Термореактивные композиты используются в различных деталях, продуктах и/или областях промышленности. Материалы для этих термореактивных композитов могут включать пропитанные смолой текстильные материалы или жгуты волокон (например, препрег) и/или подложки сухого волокна (например, преформы), которые перед выполнением отверждения могут быть обработаны смолой перед выполнением отверждения и/или в которые может быть введена под давлением смола. В любом случае смола, которая также может быть названа в настоящем документе как термореактивная смола, может быть латентной, нереактивной или по меньшей мере по существу нереактивной при комнатной или окружающей температурах.
[0004] Такие термореактивные композиты обычно укладывают слоями в гибком неотвержденном состоянии, которое также может быть названо в настоящем документе как необработанное (green) состояние, и затем нагревают. Нагрев приводит к отверждению термореактивного композита, например, посредством сшивания смолы, и переходу термореактивного композита в отвержденное состояние. Сшивание также может быть названо в настоящем документе полимеризацией смолы.
[0005] В некоторых областях применения, например в авиакосмической промышленности, отвержденные детали на основе термореактивного композита, которые могут быть изготовлены из термореактивных композитов, могут быть особенно крупными. Например, из термореактивных композитов могут быть выполнены цилиндрические секции фюзеляжа летательного аппарата, крылья летательного аппарата и/или секции хвостовой части летательного аппарата. Для таких крупных деталей на основе термореактивного композита могут потребоваться большие оправки для укладки слоев, а также большие узлы для нагрева, такие как автоклавы, печи и/или прессы, для отверждения детали на основе термореактивного композита. Большие оправки для укладки слоев и большие узлы для нагрева являются дорогими и требуют значительного производственного пространства. По существу, экономически целесообразное производство отвержденной детали на основе термореактивного композита требует эффективного использования больших оправок для укладки слоев и/или больших узлов для нагрева.
[0006] Детали на основе термореактивного композита могут быть изготовлены посредством процесса совместного соединения, согласно которому первый термореактивный композит и второй термореактивный композит объединяют с получением детали на основе термореактивного композита. В процессе совместного соединения по меньшей мере один из термореактивных композитов как правило, отвержден перед объединением с другим термореактивным композитом.
[0007] Известные способы отверждения термореактивного композита в целом основаны на нагреве неотвержденного термореактивного композита выше пороговой температуры в течение по меньшей мере порогового периода времени с получением отвержденной детали на основе термореактивного композита. Такие способы, почти во всех случаях предназначены для обеспечения полного, или почти полного, отверждения термореактивного композита, и представляют собой ресурсоемкие подходы к отверждению термореактивного композита и могут не обеспечивать использования производственного оборудования и/или мощностей наилучшим образом. Другими словами, термореактивный композит в известных способах может отверждаться дольше, чем может потребоваться для получения необходимых и/или заданных механических свойств внутри термореактивного композита, и от этого увеличенного времени отверждения может быть мало пользы.
[0008] Таким образом, эти известные способы могут не обеспечивать наилучшим образом эффективного использования производственных ресурсов, таких как оправки для укладки слоев и/или узлы для нагрева. Такое неэффективное отверждение является особенно очевидным, когда термореактивный композит впоследствии используют в процессе совместного соединения, поскольку термореактивный композит может быть подвергнут отверждению практически дважды. Таким образом, существует потребность в экономных по времени способах совместного соединения первого термореактивного композита и второго термореактивного композита с образованием отвержденной композитной детали.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0009] В настоящем документе раскрыты способы совместного соединения первого термореактивного композита (ТРК) и второго термореактивного композита с образованием отвержденной композитной детали. Способы включают частичное отверждение первого термореактивного композита до заданного состояния отверждения (СО) с образованием первого частично отвержденного термореактивного композита. Частичное отверждение основано по меньшей мере частично на максимальной температуре первого термореактивного композита во время частичного отверждения и на истекшем времени, в течение которого фактическая температура первого термореактивного композита превышает пороговую температуру. Способы также включают объединение первого частично отвержденного термореактивного композита со вторым термореактивным композитом с образованием частично отвержденного узла термореактивных композитов. Частично отвержденный узел термореактивных композитов содержит область сопряжения между первым частично отвержденным термореактивным композитом и вторым термореактивным композитом. Способы также включают нагрев частично отвержденного узла термореактивных композитов для соединения первого частично отвержденного термореактивного композита со вторым термореактивным композитом в пределах области сопряжения для отверждения частично отвержденного узла термореактивных композитов и получения отвержденной композитной детали.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] На ФИГ. 1 показан пример летательного аппарата, содержащего композитную конструкцию, которая может быть выполнена с использованием систем и способов согласно настоящему изобретению.
[0011] На ФИГ. 2 показан пример крыла, которое может образовывать часть летательного аппарата по ФИГ. 1.
[0012] На ФИГ. 3 показана блок-схема способов совместного соединения первого термореактивного композита и второго термореактивного композита с образованием отвержденной композитной детали согласно настоящему изобретению.
[0013] На ФИГ. 4 показана технологическая схема, изображающая части способа по ФИГ. 3.
[0014] На ФИГ. 5 показано сравнение кривых зависимости температуры от времени, которые могут быть использованы для полного отверждения композитной детали, с множеством кривых зависимости температуры от времени согласно настоящему изобретению, которые могут быть использованы для частичного отверждения композитной детали до заданного состояния отверждения.
[0015] На ФИГ. 6 показана блок-схема способов отверждения термореактивного композита до заданного состояния отверждения согласно настоящему изобретению.
[0016] На ФИГ. 7 показан пример вида в разрезе модельного термореактивного композита, который может быть использован со способами согласно настоящему изобретению.
[0017] На ФИГ. 8 показан пример кривой зависимости температуры от степени отверждения и времени для модельного термореактивного композита по ФИГ. 7 при заданном наборе условий обработки.
[0018] На ФИГ. 9 показан пример множества кривых зависимости температуры от времени, выработанных для модельного термореактивного композита по ФИГ. 7 при множестве различных условий обработки, причем каждая кривая из множества кривых зависимости температуры от времени обеспечивает такое же состояние отверждения для модельного термореактивного композита.
[0019] На ФИГ. 10 показан пример кривой зависимости температуры от времени для модельного термореактивного композита по ФИГ. 7, иллюстрирующая пороговую температуру, максимальную температуру и истекшее время, в течение которого фактическая температура термореактивного композита превышает пороговую температуру для модельного термореактивного композита по ФИГ. 7.
[0020] На ФИГ. 11 показан график зависимости истекшего времени от максимальной температуры, чтобы выработать заданное состояние отверждения для модельного термореактивного композита по ФИГ. 7.
[0021] На ФИГ. 12 показана блок-схема производства летательного аппарата и методики обслуживания летательного аппарата.
[0022] На ФИГ. 13 показана структурная схема летательного аппарата.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0023] На ФИГ. 1-13 показаны иллюстративные неисключительные примеры способов 150 и 200 согласно настоящему изобретению, термореактивных композитов, которые могут быть изготовлены с использованием способов 150 и/или 200, технологических схем для способов 150 и/или данных и/или информации, которые могут быть выработаны и/или использованы в ходе выполнения способов 150 и/или 200. Элементы, которые служат аналогичной, или по меньшей мере по существу аналогичной, цели, имеют на каждой из ФИГ. 1-13 одни и те же позиционные обозначения, и эти элементы не обязательно должны быть подробно раскрыты в настоящем документе со ссылкой на каждую из ФИГ. 1-13. Аналогичным образом, не все элементы могут иметь позиционные обозначения на каждой из ФИГ. 1-13, но ссылочные позиции, связанные с ними, могут быть использованы в настоящем документе для поддержания единой сквозной нумерации. Элементы, компоненты и/или признаки, которые раскрыты в настоящем документе со ссылкой на одну или большее количество из ФИГ. 1-13, могут быть включены в любую из ФИГ. 1-13 и/или использоваться с любой из ФИГ. 1-13 без отступления от объема настоящего изобретения.
[0024] В общем случае, элементы, которые могут быть включены в данный (т.е. конкретный) вариант осуществления, показаны сплошными линиями, а элементы, которые могут использоваться при необходимости в данном варианте осуществления, показаны пунктирными линиями. При этом элементы, которые показаны сплошными линиями, не обязательно являются необходимыми для всех вариантов осуществления, и элемент, показанный сплошной линией, может быть опущен в конкретном варианте осуществления без отступления от объема настоящего изобретения.
[0025] На ФИГ. 1 показан пример летательного аппарата 700, содержащего композитную конструкцию 800, которая может содержать отвержденную деталь 100 на основе термореактивного композита. Деталь 100 на основе термореактивного композита может быть по меньшей мере частично выполнена из термореактивного композита и/или с использованием способов 150 и/или 200 согласно настоящему изобретению. На ФИГ. 2 показан пример крыла 740, которое может образовывать часть летательного аппарата 700. Летательный аппарат 700 может содержать множество компонентов, в том числе корпус 710, фюзеляж 720, цилиндр 730 фюзеляжа, крыло 740 и/или стабилизатор 750.
[0026] Композитная конструкция 800 летательного аппарата 700 может содержать множество слоев 102 композитного материала, которые могут образовывать отвержденную деталь 100 на основе термореактивного композита и/или которые могут образовывать часть любого подходящего компонента летательного аппарата 700. В качестве примера, как показано на ФИГ. 1, летательный аппарат 700 может содержать сегменты 790 обшивки, которые могут образовывать, покрывать и/или являться наружной поверхностью любой подходящей части летательного аппарата 700, и/или множество стрингеров 770, которые вместе с множеством шпангоутов 780 могут поддерживать внутреннюю поверхность сегментов 790 обшивки. В качестве другого примера, как показано на ФИГ. 2, крыло 740 может содержать множество стрингеров 742 крыла, которые могут проходить по длине крыла. Крыло 740 также может содержать множество нервюр 744. Стрингеры 742 крыла и нервюры 744 вместе могут формировать и/или образовывать по меньшей мере часть внутренней опорной конструкции 746 для крыла 740, которая может поддерживать внутреннюю поверхность 748 сегментов 790 обшивки, покрывающих крыло 740. Эти сегменты обшивки также могут быть названы в настоящем документе сегментами 790 обшивки крыла. Сегменты 790 обшивки (или сегменты 790 обшивки крыла), стрингеры 770, шпангоуты 780, стрингеры 742 крыла, нервюры 744 и/или внутренняя опорная конструкция 746 могут быть по меньшей мере частично, или даже полностью, выполнены из слоев 102 композитного материала и/или могут представлять собой отвержденную деталь 100 на основе термореактивного композита, которая может быть выполнена с использованием способа 200, раскрытого в настоящем документе.
[0027] На ФИГ. 3 показана блок-схема, изображающая способы 150 совместного соединения первого термореактивного композита (ТРК) и второго термореактивного композита (друг с другом) с формированием и/или образованием отвержденной композитной детали согласно настоящему изобретению, а на ФИГ. 4 показана технологическая схема, иллюстрирующая части способа по ФИГ. 3. Способы 150 включают частичное отверждение первого и/или второго термореактивного композита на этапе 155 и могут включать отделение снимаемого слоя от первого и/или второго термореактивного композита на этапе 160. Способы 150 также могут включать предварительную обработку первого и/или второго частично отвержденного термореактивного композита на этапе 165 и/или полное отверждение второго термореактивного композита на этапе 170. Способы 150 также включают объединение первого частично отвержденного термореактивного композита со вторым термореактивным композитом с образованием частично отвержденного узла термореактивных композитов на этапе 175 и нагрев частично отвержденного узла термореактивных композитов с получением отвержденной композитной детали на этапе 180.
[0028] Частичное отверждение первого термореактивного композита и/или второго термореактивного композита на этапе 155 может включать частичное отверждение до необходимого и/или заданного состояния отверждения (СО) и/или частичное отверждение с получением и/или выработкой первого частично отвержденного термореактивного композита и/или второго частично отвержденного термореактивного композита, соответственно. Первый термореактивный композит и/или второй термореактивный композит в целом могут быть названы в настоящем документе как термореактивный композит. Первый частично отвержденный термореактивный композит и/или второй частично отвержденный термореактивный композит в целом могут быть названы в настоящем документе как частично отвержденный термореактивный композит.
[0029] Заданное состояние отверждения может быть установлено, определено и/или задано по меньшей мере частично на основе максимальной температуры, которая достигается на практике во время частичного отверждения на этапе 155 первого термореактивного композита и/или второго термореактивного композита, соответственно. Заданное состояние отверждения дополнительно или в качестве альтернативы может быть установлено, определено и/или задано по меньшей мере частично на основе истекшего времени, во время частичного отверждения на этапе 155, в течение которого фактическая температура первого термореактивного композита и/или второго термореактивного композита, соответственно, превышает пороговую температуру. Более конкретные примеры частичного отверждения на этапе 155 показаны на ФИГ. 6 и раскрыты более подробно в настоящем документе.
[0030] Частичное отверждение на этапе 155 схематично показано на ФИГ. 4. В этом отношении, выполняют частичное отверждение неотвержденного термореактивного композита, как показано на этапе 130, с формированием и/или образованием частично отвержденного термореактивного композита, как показано на этапе 132. В одном примере способов 150 согласно настоящему изобретению неотвержденный термореактивный композит, который обозначен позиционным обозначением 130 на ФИГ. 4, может содержать и/или представлять собой первый термореактивный композит, а частично отвержденный термореактивный композит, который обозначен позиционным обозначением 132 на ФИГ. 4, может содержать и/или представлять собой первый частично отвержденный термореактивный композит.
[0031] Способы 200, которые включают частичное отверждение на этапе 155, могут занять значительно более короткий период времени по сравнению с известными способами, согласно которым обеспечивается полное отверждение первого термореактивного композита перед объединением на этапе 175. В качестве примера такой экономии времени, на ФИГ. 5 показано сравнение множества кривых зависимости температуры от времени, которые могут быть использованы для полного отверждения термореактивного композита, с множеством кривых зависимости температуры от времени согласно настоящему изобретению, которые могут быть использованы для отверждения термореактивного композита до заданного состояния отверждения. Примеры общих кривых зависимости температуры от времени, используемых для полного отверждения термореактивного композита, обозначены на ФИГ. 5 позиционным обозначением 145, а примеры кривых зависимости температуры от времени согласно настоящему изобретению, согласно которым обеспечивается частичное отверждение термореактивного композита, обозначены позиционным обозначением 146. Пример температуры нагретой окружающей среды, которую используют для получения кривых 146, обозначен позиционным обозначением 147. Как показано на чертежах, экономия времени, связанная с использованием способов 150, может быть значительной. В качестве примеров, экономия времени может составлять по меньшей мере 30%, по меньшей мере 35%, по меньшей мере 40%, по меньшей мере 45%, по меньшей мере 50%, по меньшей мере 55% и/или по меньшей мере 60%. Такая экономия времени может являться результатом более эффективного использования оборудования, уменьшенных производственных затрат, уменьшенной стоимости рабочей силы и/или уменьшенной стоимости энергии по сравнению с известными способами.
[0032] Отвержденная композитная деталь может быть включена в часть и/или может образовывать часть любой подходящей детали на основе термореактивного композита, такой как деталь 100 на основе термореактивного композита по ФИГ. 1-2, которая может быть выполнена, изготовлена и/или отверждена с использованием способов, раскрытых в настоящем документе. В качестве примера, первый термореактивный композит, второй термореактивный композит и/или отвержденная композитная деталь могут содержать множество пластов, или слоев, композитного материала. Слои могут содержать множество волокон и/или быть выполнены из них. Волокна могут быть покрыты и/или пропитаны термореактивной смолой. При таких условиях термореактивный композит также может быть назван в настоящем документе предварительно пропитанным материалом или препрегом. Однако другие термореактивные композиты также входят в объем настоящего изобретения. В качестве примера, термореактивный композит может содержать подложку из сухого волокна и/или ткани, которая покрыта, пропитана термореактивной смолой и/или в которые может быть введена под давлением термореактивная смола.
[0033] Примеры волокон включают любое подходящее углеродное волокно, полимерное волокно, стекловолокно, органическое волокно, неорганическое волокно, арамидное волокно, кремниевое волокно, металлическое волокно, алюминиевое волокно, бор-волокно, волокно карбида вольфрама, природное волокно и/или искусственное волокно. Волокна могут быть расположены относительно друг друга любым подходящим образом. Примеры включают рубленные волокна в случайной ориентации, один жгут, узкий жгут, плетеные ткани, маты, трикотажные ткани, пучки и/или оплетки. Волокна могут быть длинными (например, более 10 миллиметров в длину) или короткими (например, менее 10 миллиметров в длину).
[0034] Примеры термореактивной смолы включают любую подходящую смолу, которая может быть отверждена отверждающим агентом и/или сшивающим соединением, использующим приложенный извне источник энергии для формирования и/или образования трехмерной сшитой сети. Примеры термореактивных смол включают термореактивную эпоксидную смолу, термореактивный адгезив, термореактивный полимер, эпоксидные смолы, эпоксиноволачные смолы, эфирные смолы, винилэфирные смолы, цианат-эфирные смолы, малеимидные смолы, бисмалеимидные смолы, бисмалеимидные триазиновые смолы, фенольные смолы, новолачные смолы, резорцинольные смолы, ненасыщенные полиэфирные смолы, диаллилфталатные смолы, карбамидные смолы, меламиновые смолы, бензоксазиновые смолы, полиуретаны и/или их смеси.
[0035] Как описано выше, известные способы отверждения неотвержденных термореактивных композитов в целом сконфигурированы для изготовления и/или выработки полностью отвержденного, или по меньшей мере по существу полностью отвержденного, термореактивного материала и могут выполнять отверждение неотвержденного термореактивного композита неэффективным образом, тем самым не лучшим образом используя производственные ресурсы. Это может быть особенно справедливым для термореактивных композитов, которые используют как часть процесса совместного соединения, согласно которому выполняют сборку первого полностью отвержденного термореактивного композита со вторым неотвержденным термореактивным композитом с получением узла термореактивных композитов, и выполняют отверждение узла термореактивных композитов второй раз для получения отвержденной композитной детали и соединения первого термореактивного композита и второго термореактивного композита друг с другом.
[0036] Иными словами и без необходимости, способы, раскрытые в настоящем документе, в целом используют для отверждения неотвержденного термореактивного композита, такого как первый термореактивный композит и/или второй термореактивный композит, до заданного состояния отверждения, которое отличается от полностью отвержденного, или по меньшей мере по существу полностью отвержденного известного термореактивного композита. Такой способ, который может быть назван в настоящем документе как обеспечивающий получение и/или выработку частично отвержденного термореактивного композита, имеющего заданное состояние отверждения, может быть промежуточным этапом в производственном процессе, таком как процесс совместного соединения, показанный на ФИГ. 3-4 и раскрытый в настоящем документе. Способы 150 и/или 200, которые раскрыты в настоящем документе, могут представлять собой, или могут быть названы в настоящем документе как бережливые, оптимизированные по времени и/или экономные по времени способы отверждения термореактивного композита и/или получения отвержденной композитной детали.
[0037] Заданное состояние отверждения для частично отвержденного термореактивного композита также может быть названо в настоящем документе состоянием отверждения, заданным состоянием отверждения, степенью отверждения и/или заданной степенью отверждения для частично отвержденного термореактивного композита и может быть определено любым подходящим способом. В качестве примеров, заданное состояние отверждения может быть определено как необходимый и/или заданный процент сшивания в смоле, содержащей частично отвержденный термореактивный композит, и/или необходимый и/или заданный процент реакции превращения смолы, или по ним. Примеры заданного состояния отверждения включают состояние отверждения по меньшей мере на 10%, по меньшей мере на 20%, по меньшей мере на 30%, по меньшей мере на 40%, по меньшей мере на 50%, по меньшей мере на 60%, по меньшей мере на 70%, по меньшей мере на 80%, по меньшей мере на 90%, самое большее на 95%, самое большее на 90%, самое большее на 85%, самое большее на 80%, самое большее на 75%, самое большее на 70%, самое большее на 65%, самое большее на 60%, самое большее на 50% и/или самое большее на 40%. Когда термореактивный композит имеет заданное состояние отверждения, воздействие ультрафиолетового излучения может вызвать дополнительное отверждение и/или деградацию термореактивного композита. Таким образом, частичное отверждение на этапе 155 может включать экранирование термореактивного композита, или частично отвержденного термореактивного композита, от ультрафиолетового излучения таким образом, чтобы сохранить частично отвержденный термореактивный композит при заданном состоянии отверждения и/или защитить частично отвержденный термореактивный композит от деградации. Такое экранирование может выполняться по меньшей мере перед объединением на этапе 175 и/или перед нагревом на этапе 180.
[0038] Использованные в настоящем документе выражения «неотвержденный термореактивный композит» и/или «необработанный термореактивный композит» могут относиться к термореактивному композиту, который является неотвержденным, по меньшей мере по существу неотвержденным, не был целенаправленно отвержден, находится в гибком состоянии, находится в состоянии, в котором термореактивный композит может быть уложен, сформован и/или профилирован, не был нагрет и/или процент сшивания которого в смоле, содержащей термореактивный композит, составляет менее порогового значения. В качестве примеров, процент сшивания неотвержденного термореактивного композита может составлять менее 20%, менее 15%, менее 10%, менее 5% и/или менее 1%.
[0039] Использованные в настоящем документе выражения «отвержденный термореактивный композит» и/или «отвержденная деталь на основе термореактивного композита» могут относиться к термореактивному композиту, который был полностью, или по меньшей мере по существу полностью, отвержден. В качестве примеров, заданное состояние отверждения отвержденного термореактивного композита может быть большим, чем у частично отвержденного термореактивного композита, и/или может составлять по меньшей мере 80%, по меньшей мере 85%, по меньшей мере 90%, по меньшей мере 95%, по меньшей мере 99% и/или по меньшей мере по существу, или фактически, 100%.
[0040] Использованное в настоящем документе выражение «частично отвержденный термореактивный композит» может относиться к термореактивному композиту, который был частично отвержден до заданного состояния отверждения с использованием способов, раскрытых в настоящем документе. Как раскрыто более подробно в настоящем документе, такой частично отвержденный термореактивный композит может обладать многими физическими характеристиками отвержденного термореактивного композита, и в то же время обладать соответствующим состоянием отверждения, которое является неполным и/или меньшим, чем состояние отверждения сравнимого полностью отвержденного термореактивного композита.
[0041] Использованное в настоящем документе выражение «термореактивный композит» или аббревиатура «ТРК» может относиться к любому подходящему термореактивному композиту, который имеет любое подходящее состояние отверждения. Таким образом, выражение «термореактивный композит» и/или аббревиатура «ТРК» в целом могут быть использованы для обозначения неотвержденного термореактивного композита, отвержденного термореактивного композита и/или частично отвержденного термореактивного композита.
[0042] Способы, раскрытые в настоящем документе, в целом описаны как применимые к термореактивным композитам, и в настоящем документе раскрыты примеры таких термореактивных композитов. Однако в объем настоящего изобретения входит, что эти способы также могут быть применены и/или использованы с объемными термореактивными материалами, которые необязательно являются композитами. Примером такого объемного термореактивного материала является смола, которая используется в термореактивных композитах, раскрытых в настоящем документе. С учетом вышесказанного, выражение «термореактивный композит» и/или аббревиатура «ТРК» могут быть заменены в настоящем документе выражением «объемный термореактивный материал» без отступления от объема настоящего изобретения.
[0043] Заданное состояние отверждения термореактивного композита может быть выбрано и/или установлено таким образом, что полученный в результате частично отвержденный термореактивный композит, который был отвержден до заданного состояния отверждения, был функционально аналогичен сравнимому полностью отвержденному термореактивному композиту, по меньшей мере в отношении процессов совместного соединения, которые могут быть использованы для получения узлов термореактивных композитов. В качестве примера, частично отвержденный термореактивный композит может обладать аналогичными механическими свойствами со сравнимым полностью отвержденным термореактивным композитом, такими как жесткость, твердость и/или эластичность, которые находится в пределах 10%, в пределах 5% и/или в пределах 1% от жесткости, твердости и/или эластичности сравнимого полностью отвержденного термореактивного композита. В другом примере частично отвержденный термореактивный композит может быть подходящей заменой для сравнимого полностью отвержденного термореактивного композита в производственном процессе, в котором использован частично отвержденный термореактивный композит и/или сравнимый полностью отвержденный термореактивный композит. Эти аналогичные механические свойства могут быть достаточными для обеспечения функционирования частично отвержденного термореактивного композита аналогичного, или даже идентичного, сравнимому полностью отвержденному термореактивному композиту в контексте процессов совместного соединения. Однако эти аналогичные механические свойства все же могут отличаться от свойств сравнимого полностью отвержденного термореактивного композита, или могут не обеспечивать возможности помещения частично отвержденного термореактивного композита в работу вместо полностью отвержденного термореактивного композита.
[0044] В качестве более конкретного примера, частично отвержденный термореактивный композит может, без ущерба для него, обрабатываться идентичным образом со сравнимым полностью отвержденным термореактивным композитом во время его последующей обработки в производственной среде. В качестве дополнительных примеров, частично отвержденный термореактивный композит может быть обработан, подрезан, просверлен, проверен, механически обработан и/или подготовлен для совместного соединения способом, аналогичным, или даже идентичным, сравнимому полностью отвержденному термореактивному композиту.
[0045] В дополнение к описанным выше механическим сходствам и/или сходствам в обработке между частично отвержденным термореактивным композитом и сравнимым полностью отвержденным термореактивным композитом, частично отвержденный термореактивный композит может проявлять другие предпочтительные, или даже улучшенные, характеристики по сравнению со сравнимым полностью отвержденным термореактивным композитом. В качестве примера, частично отвержденный термореактивный композит может обладать более низким влагопоглощением относительно сравнимого полностью отвержденного термореактивного композита. В качестве более конкретных примеров, влагопоглощение частично отвержденного термореактивного композита может составлять на 0,05 весовых процентов (вес. %), 0,1 вес. %, 0,15 вес. % и/или 0,2 вес. % меньше, чем влагопоглощение, которым обладает сравнимый полностью отвержденный термореактивный композит, и эта разница во влагопоглощении может увеличиваться с большей разницей между состоянием отверждения частично отвержденного термореактивного композита и состоянием отверждения сравнимого полностью отвержденного термореактивного композита.
[0046] В объем настоящего изобретения также входит, что первый термореактивный композит и/или второй термореактивный композит могут включать снимаемый слой, который по меньшей мере частично, или даже полностью, покрывает область первого термореактивного композита и/или второго термореактивного композита, соответственно. Такая область может проходить в пределах области сопряжения между первым термореактивным композитом и вторым термореактивным композитом внутри частично отвержденного узла термореактивных композитов. В этих условиях частичное отверждение на этапе 155 может включать частичное отверждение, пока снимаемый слой покрывает область первого термореактивного композита и/или второго термореактивного композита, соответственно; и способы 150 также могут включать отделение снимаемого слоя от первого термореактивного композита и/или второго термореактивного композита, соответственно, как показано на этапе 160. При выполнении, отделение на этапе 160 может следовать после частичного отверждения на этапе 155 и/или перед объединением на этапе 175 и может включать в себя отделение для обеспечения прямого физического контакта между первым частично отвержденным термореактивным композитом и вторым термореактивным композитом во время объединения на этапе 175. Снимаемый слой может быть использован для уменьшения загрязнения окружающей среды области сопряжения и/или вызвать активацию поверхности и/или текстурирование поверхности внутри области сопряжения.
[0047] Снимаемый слой может включать в себя и/или представлять собой полимерный снимаемый слой и/или полиэфирный снимаемый слой. При использовании снимаемого слоя количество осадка и/или загрязнения, присутствующего на первом и/или втором частично отвержденном термореактивном композите после удаления снимаемого слоя, может быть напрямую связано, или пропорционально, максимальной температуре и/или истекшему времени. Таким образом, частичное отверждение на этапе 155 может включать ограничение максимальной температуры и/или ограничение истекшего времени таким образом, чтобы уменьшить потенциальное загрязнение первого и/или второго частично отвержденного термореактивного композита и/или области сопряжения после отделения снимаемого слоя и/или из-за осадка от снимаемого слоя.
[0048] Предварительная обработка первого частично отвержденного термореактивного композита и/или второго частично отвержденного термореактивного композита на этапе 165 может включать предварительную обработку любым подходящим образом и может быть выполнена после частичного отверждения на этапе 155 и перед объединением на этапе 175. Примеры предварительной обработки на этапе 165 включают одно или более из подрезки частично отвержденного термореактивного композита, проверки частично отвержденного термореактивного композита, механической обработки частично отвержденного термореактивного композита и/или сверления частично отвержденного термореактивного композита.
[0049] Другой пример предварительной обработки на этапе 165 включает очистку частично отвержденного термореактивного композита и/или очистку области частично отвержденного термореактивного композита, которая проходит внутри области сопряжения между первым частично отвержденным термореактивным композитом и вторым термореактивным композитом в частично отвержденном узле термореактивных композитов (например, область, в которой происходит соединение между первым частично отвержденным термореактивным композитом и вторым термореактивным композитом). Дополнительные примеры предварительной обработки на этапе 165 включают одно или более из удаления снимаемого слоя из области частично отвержденного термореактивного композита, плазменного травления области частично отвержденного термореактивного композита, шлифование частично отвержденного термореактивного композита и/или обработки области частично отвержденного термореактивного композита растворителем.
[0050] Полное отверждение второго термореактивного композита на этапе 170 может включать отверждение второго термореактивного композита до полного, или по меньшей мере по существу полного, состояния отверждения и может быть выполнено перед объединением на этапе 175. Другими словами, полное отверждение на этапе 170 может включать полное отверждение с получением и/или выработкой второго полностью отвержденного термореактивного композита. При таких условиях объединение на этапе 175 может включать объединение первого частично отвержденного термореактивного композита со вторым полностью отвержденным термореактивным композитом с получением и/или выработкой частично отвержденного узла термореактивных композитов. Примеры полного, или по существу полного, состояния отверждения включают состояния отверждения по меньшей мере на 90%, по меньшей мере на 92,5%, по меньшей мере на 95%, по меньшей мере на 97,5% или по меньшей мере по существу на 100%.
[0051] Объединение первого частично отвержденного термореактивного композита со вторым термореактивным композитом с образованием частично отвержденного узла термореактивных композитов на этапе 175 может включать объединение любого подходящего количества частично отвержденных термореактивных композитов с любым подходящим количеством неотвержденных, частично отвержденных и/или полностью отвержденных термореактивных композитов с формированием и/или образованием области сопряжения, которая проходит между первым частично отвержденным термореактивным композитом и вторым термореактивным композитом. Первый частично отвержденный термореактивный композит и второй термореактивный композит могут контактировать, или напрямую контактировать, друг с другом внутри области сопряжения.
[0052] В объем настоящего изобретения входит, что объединение на этапе 175 может включать нанесение адгезива на область сопряжения. Однако совсем не обязательно, но также в объем настоящего изобретения входит, что объединение на этапе 175 может включать объединение без нанесения адгезива на область сопряжения. Другими словами, после объединения на этапе 175 область сопряжения может быть свободна от адгезива, проходящего между первым частично отвержденным термореактивным композитом и вторым термореактивным композитом.
[0053] Объединение на этапе 175 схематично показано на ФИГ. 4. В этом отношении, как показано на этапе 136 и 138, частично отвержденный термореактивный композит 132 может быть объединен с другим термореактивным композитом 134 с формированием и/или образованием частично отвержденного узла 142 термореактивных композитов, который содержит область 143 сопряжения, проходящую между термореактивным композитом 132 и термореактивным композитом 134. Как показано на этапе 136, область 143 сопряжения может быть свободна от адгезива, однако, как показано на этапе 138, адгезив 140 может проходить внутри области сопряжения.
[0054] Согласно одному примеру способов 150 согласно настоящему изобретению частично отвержденный термореактивный композит 132 может содержать и/или представлять собой первый частично отвержденный термореактивный композит, а другой термореактивный композит 134 может содержать и/или представлять собой второй термореактивный композит. В объем настоящего изобретения входит, что второй термореактивный композит может иметь и/или задавать любое подходящее состояние отверждения во время объединения на этапе 175 и/или перед нагревом на этапе 180. В качестве примера, второй термореактивный композит может быть неотвержденным перед нагревом на этапе 180. В качестве другого примера второй термореактивный композит может иметь состояние отверждения меньше порогового состояния отверждения. Примеры порогового состояния отверждения включают пороговые состояния отверждения меньше, чем на 50%, меньше, чем на 40%, меньше, чем на 30%, меньше, чем на 20%, меньше, чем на 10%, меньше, чем на 5% и/или меньше, чем на 1%.
[0055] В качестве еще одного примера, способы 150 могут включать частичное отверждение второго термореактивного композита, например посредством и/или с использованием частично отверждения на этапе 155 перед объединением на этапе 175. При таких условиях второй термореактивный композит может быть частично отвержден до второго состояния отверждения с образованием второго частично отвержденного термореактивного композита, и второе состояние отверждения может быть таким же, как состояние отверждения первого частично отвержденного термореактивного композита, или отличаться от него. В качестве другого примера, способы 150 могут включать полное отверждение второго термореактивного композита, например, посредством выполнения полного отверждения на этапе 170 перед объединением на этапе 175.
[0056] Нагрев частично отвержденного узла термореактивных композитов с получением отвержденной композитной детали на этапе 180 может включать нагрев для соединения первого частично отвержденного термореактивного композита со вторым термореактивным композитом внутри области сопряжения и/или для отверждения частично отвержденного узла термореактивных композитов. Другими словами, нагрев на этапе 180 может включать нагрев для формирования и/или образования отвержденной композитной детали, и отвержденная композитная деталь может представлять собой узел, отвержденный узел и/или соединеный узел по меньшей мере первого частично отвержденного термореактивного композита и второго термореактивного композита. Однако в отвержденной композитной детали как первый частично отвержденный термореактивный композит, так и второй термореактивный композит полностью отверждены. Нагрев на этапе 180 может быть выполнен любым подходящим образом, включая раскрытые в настоящем документе относительно способов 200 по ФИГ. 6. Пример отвержденной композитной детали показан на ФИГ. 4 под позиционным обозначением 144.
[0057] На ФИГ. 6 показана структурная схема, иллюстрирующая способы 200 согласно настоящему изобретению отверждения термореактивного композита (ТРК), такого как первый термореактивный композит и/или второй термореактивный композит по ФИГ. 3-4, до заданного состояния отверждения (СО). Это может включать отверждение для получения и/или выработки частично отвержденного термореактивного композита, такого как первый и/или второй частично отвержденный термореактивный композит по ФИГ. 3-4. Как раскрыто, способы 200 могут быть более подробными описаниями частичного отверждения на этапе 155, которое раскрыто в настоящем документе со ссылкой на ФИГ. 3. Таким образом, частично отверждение на этапе 155 может включать любой подходящий этап и/или этапы, описанные в настоящем документе со ссылкой на способы 200. Аналогично, способы 200 могут включать любой подходящий этап и/или этапы, описанные в настоящем документе со ссылкой на частичное отверждение на этапе 155.
[0058] Способы 200 могут включать проведение корреляции параметров процесса на этапе 210 и/или выбор верхнего температурного порога на этапе 220. Способы 200 включают нагрев термореактивного композита (ТРК) на этапе 230 и прекращение нагрева термореактивного композита на этапе 240. Проведение на этапе 210 может включать выполнение множества симуляций температурных условий на этапе 212 и/или выработку корреляции параметров процесса на этапе 214. Во время нагрева на этапе 230, способы 200 включают отслеживание фактической температуры термореактивного композита на этапе 232, определение максимальной температуры термореактивного композита на этапе 234 и определение истекшего времени, в течение которого термореактивный композит находится выше пороговой температуры на этапе 236.
[0059] Проведение корреляции параметров процесса на этапе 210 может включать обеспечение любой подходящей корреляции параметров процесса, или калибровки, для термореактивного композита и/или для отверждения термореактивного композита. Корреляция параметров процесса может быть описана множеством кривых зависимости температуры от времени, свойственной термореактивному композиту, для получения и/или достижения заданного состояния отверждения в частично отвержденном термореактивном композите. В качестве примера, корреляция параметров процесса может быть описана комбинацией истекшего времени, определенного во время определения на этапе 236, и максимальной температурой, определенной во время определения на этапе 234, которые обеспечивают получение и/или достижение заданного состояния отверждения в частично отвержденном термореактивном композите для данной пороговой температуры.
[0060] Корреляция параметров процесса может отличаться изменениями в термореактивном композите, изменениями в пороговой температуре и/или изменениями в заданном состоянии отверждения. Другими словами, корреляция параметров процесса может быть конкретной для данного термореактивного композита в данной конфигурации (например, данный химический состав термореактивного композита, данная толщина термореактивного композита, данная конфигурации оправки для укладки слоев и т.п.), при данной пороговой температуре и данном заданном состоянии отверждения. Примеры корреляции параметров процесса включают кривую корреляции параметров процесса, которая описывает и/или показывает функциональное отношение между значениями максимальной температуры и соответствующими значениями истекшего времени, в течение которого достигается заданное состояние отверждения, справочную таблицу корреляции параметров процесса, которая описывает парные значения максимальной температуры и соответствующие значения истекшего времени, в течение которого достигается заданное состояние отверждения, и/или функцию корреляции параметров процесса, которая описывает функциональное отношение между значениями максимальной температуры и соответствующими значениями истекшего времени, в течение которого достигается заданное состояние отверждения, или подходит ему.
[0061] Пороговая температура может быть выбрана и/или установлена любым подходящим образом. В качестве примера, пороговая температура может быть выбрана по меньшей мере частично на основе состава, или химического состава, термореактивного композита. В качестве другого примера, пороговая температура может включать температуру, выше которой в термореактивном композите происходит сшивание со скоростью, которая является достаточной для обеспечения обработки или отверждения термореактивного композита в разумные или экономически обоснованные сроки, или может являться ею. В качестве еще одного примера, пороговая температура может включать минимальную температуру для сшивания термореактивного композита или может являться ею. В качестве другого примера, пороговая температура может включать температуру, при которой итоговая скорость отверждения термореактивного композита обеспечивает получение приемлемых механических свойств в отвержденном термореактивном композите и/или в частично отвержденном термореактивном композите, или может являться ею. Примеры пороговой температуры включают пороговые температуры по меньшей мере 70°C, по меньшей мере 80°C, по меньшей мере 90°C, по меньшей мере 100°C, по меньшей мере 110°C, по меньшей мере 120°C, по меньшей мере 130°C, по меньшей мере 135°C, по меньшей мере 140°C, по меньшей мере 145°C, по меньшей мере 150°C, по меньшей мере 155°C, по меньшей мере 160°C, по меньшей мере 165°C, по меньшей мере 170°C, не более 200°C, не более 195°C, не более 190°C, не более 185°C, не более 180°C, не более 175°C, не более 170°C, не более 165°C, не более 160°C и/или не более 155°C.
[0062] Проведение на этапе 210 может включать обеспечение любым подходящим образом. В качестве примеров, проведение на этапе 210 может включать получение корреляции параметров процесса из полуэмпирических моделей термореактивного композита, из кинетики отверждения термореактивного композита и/или из моделей теплопередачи термореактивного композита. В качестве еще одного примера, проведение на этапе 210 может включать получение корреляции параметров процесса экспериментальным образом, например, посредством отверждения термореактивного композита до заданного состояния отверждения при определенных условиях и/или параметрах процесса отверждения. Примеры определенных условий и/или параметров процесса отверждения включают пороговую температуру, истекшее время, диапазон температур или изменение, скорость и/или максимальную температуру. Когда проведение на этапе 210 включает получение корреляции параметров процесса экспериментальным образом, состояние отверждения термореактивного композита также может быть определено экспериментальным образом и/или любым подходящим способом.
[0063] В качестве более конкретного примера, проведение на этапе 210 может включать использование выполнения на этапе 212 и выработку на этапе 214 для обеспечения корреляции параметров процесса. В таком способе, может быть обеспечена и/или установлена имитационная модель термореактивного композита. Пример такой модели 70 термореактивного композита показан на ФИГ. 7, в которой термореактивный композит, в форме неотвержденной термореактивной композитной укладки 80, содержащей множество слоев 82, расположен на несущем слое, укладке и/или оправке 90 для отверждения, или, как показано пунктирными линиями на ФИГ. 4, между двумя оправками 90 для укладки слоев. Как дополнительно показано пунктирными линиями на ФИГ. 7, способы 200 могут включать отверждение модели 70 внутри узла 60 для нагрева, такого как печь и/или автоклав. Узел 60 нагрева может создавать нагретую окружающую среду 62.
[0064] Как показано пунктирными линиями на ФИГ. 7, контроллер 50 может быть предназначен, выполнен с возможностью, спроектирован, сконструирован и/или использован для управления работой узла 60 для нагрева, например, посредством и/или с использованием способов 200, которые раскрыты в настоящем документе. Также показано пунктирными линиями на ФИГ. 7, что один или более детекторов 52 температуры могут быть использованы для отслеживания температуры термореактивной композитной укладки 80. Детекторы 52 температуры, при наличии, могут быть выполнены с возможностью передачи температуры термореактивной композитной укладки на контроллер 50; и контроллер 50 может управлять работой узла 60 для нагрева по меньшей мере частично на основе температуры термореактивной композитной укладки, измеренной детекторами 52 температуры. Узел 60 для нагрева, нагретая окружающая среда 62, контроллер 50, детекторы 52 температуры и/или модель 70 также могут быть названы в настоящем документе как система 40 для отверждения термореактивного композита.
[0065] Проведение на этапе 210 может быть определенным для данного и/или выбранного термореактивного композита. Таким образом, изменения в термореактивном композите, или в имитационной модели термореактивного композита, может обеспечивать, вырабатывать и/или требовать различной корреляции параметров процесса. Примеры таких изменений в термореактивном композите могут включать одно или более изменений в конфигурации оправок 90 для укладки слоев, присутствии и/или отсутствии оправок 90 для укладки слоев, изменений в химическом составе термореактивной композитной укладки 80, изменений в количестве слоев 82 внутри термореактивной композитной укладки 80 и/или изменений толщины термореактивной композитной укладки 80.
[0066] Выполнение на этапе 212 может включать выполнение множества симуляций температурных условий на и/или с использованием имитационной модели термореактивного композита. Множество симуляций температурных условий включает кинетические модели термореактивного композита и выполняется для множества различных условий обработки для отверждения термореактивного композита. Примеры множества различных условий обработки для термореактивного композита включают одно или более из множества температур нагретой окружающей среды, используемых во время нагрева на этапе 230, множества различных скоростей нагрева для термореактивного композита, используемых во время нагрева на этапе 230, множества различных толщин для термореактивного композита, множества различных коэффициентов теплопередачи для термореактивного композита, множества различных толщин для опорной оправки, которая поддерживает термореактивный композит во время нагрева на этапе 230 и/или множества различных коэффициентов теплопередачи для опорной оправки. Множество симуляций температурных условий может быть основано по меньшей мере частично на кинетике отверждения и/или на моделировании теплопередачи термореактивного композита.
[0067] Пример одной симуляции температурных условий из множества симуляций температурных условий показан на ФИГ. 8. Более конкретно, температура 110 термореактивного композита, температура 112 нагретой окружающей среды, которую используют для нагрева термореактивного композита, и состояние 114 отверждения термореактивного композита показаны на графике в зависимости от времени отверждения. В симуляции температурных условий, температура окружающей среды повышается до установившейся температуры 113 и затем поддерживается на уровне установившейся температуры в течение некоторого периода времени до уменьшения. При теплопередаче от нагретой окружающей среды, температура 110 термореактивного композита увеличивается до максимальной температуры 111, а затем уменьшается при снижении температуры 112 окружающей среды. Максимальная температура 111 также может быть названа в настоящем документе максимальной температурой 111, которую достигает реальный термореактивный композит во время нагрева реального термореактивного композита. В зависимости от общего цикла нагрева термореактивного композита, представленного температурой 110 термореактивного композита, состояние 114 отверждения термореактивного композита увеличивается до конечного состояния 115 отверждения.
[0068] На ФИГ. 9 показана зависимость температуры 110 термореактивного композита от времени для множества симуляций температурных условий, включая симуляцию температурных условий по ФИГ. 8. Для выработки различных кривых температур 110 термореактивного композита, показанных на ФИГ. 9, множество симуляций температурных условий выполняют для различных материалов для оправок 90 для укладки слоев, для различных толщин оправок 90 для укладки слоев, для разнообразия различных толщин термореактивной композитной укладки 80 и для разнообразия различных коэффициентов теплопередачи между моделью 70 термореактивного композита по ФИГ. 7 и нагретой окружающей средой 62. Каждое из показанных симуляций температурных условий приводит термореактивный композит по ФИГ. 7 к такому же, необходимому и/или заданному состоянию отверждения (например, приблизительно 75%, как показано на ФИГ. 8). Кроме того, каждое из показанных симуляций температурных условий выработано с использованием одинакового профиля нагрева (например, как показано температурой 112 окружающей среды по ФИГ. 8), однако совсем не обязательно, но также в объем настоящего изобретения входит, что множество симуляций температурных условий может использовать множество различных профилей нагрева.
[0069] Выработка корреляции параметров процесса на этапе 214 может включать использование информации каждого из множества симуляций температурных условий. В качестве примера, как показано на ФИГ. 10, выработка на этапе 214 может включать определение максимальной температуры 111 и истекшего времени 125 выше пороговой температуры 120 для каждого из множества симуляций температурных условий. В качестве другого примера, как показано на ФИГ. 11, выработка на этапе 214 может включать нанесение истекшего времени на график в зависимости от максимальной температуры для каждого из множества симуляций температурных условий. График по ФИГ. 11 затем может быть использован в качестве отображения корреляции параметров процесса, как показано на ФИГ. 8 позиционным обозначением 130. Такая корреляция параметров процесса может быть создана для конкретного состояния отверждения, например 75% в примере по ФИГ. 11.
[0070] Дополнительно или в качестве альтернативы, график по ФИГ. 11 может быть кривой, подходящей для обеспечения функции 133 корреляции параметров процесса, которая раскрыта в настоящем документе, и/или данные, используемые для выработки графика по ФИГ. 11, могут быть использованы для выработки справочной таблицы корреляции параметров процесса, которая раскрыта в настоящем документе. Функция 133 корреляции параметров процесса, при использовании, может включать и/или задавать любое подходящее функциональное отношение между истекшим временем и максимальной температурой. Примеры функции 133 корреляции параметров процесса включают линейную функцию, полиномиальную функцию и/или дугообразную функцию.
[0071] Выбор верхнего температурного порога на этапе 220 может включать выбор любого подходящего верхнего температурного порога для термореактивного композита во время нагрева на этапе 230. Выбор на этапе 220 может быть выполнен перед нагревом на этапе 230; и, когда способы 200 включают выбор на этапе 220, нагрев на этапе 230 может включать поддержание максимальной температуры термореактивного композита ниже верхнего температурного порога.
[0072] Термореактивные композиты могут претерпевать экзотермическую реакцию при нагреве и/или отверждении. Эта экзотермическая реакция, которая также может быть названа в настоящем документе экзотермой, может вызывать увеличение температуры термореактивного композита, быстрое увеличение и/или увеличение выше температуры нагретой окружающей среды, которую используют для нагрева термореактивного композита. Таким образом, экзотермическая реакция может усложнять управление и/или регулирование температуры термореактивного композита в большей степени; однако верхняя пороговая температура может быть выбрана, чтобы уменьшить потенциальную возможность экззотермы и/или избежать ее, тем самым обеспечивая более точное управление температурой термореактивного композита и/или максимальной температурой термореактивного композита, которая имеет место во время нагрева на этапе 230.
[0073] Дополнительно или в качестве альтернативы, определенные последующие этапы производства, которые могут быть выполнены с использованием частично отвержденного термореактивного композита после выполнения способов 200 с термореактивным композитом, могут испытывать воздействие максимальной температуры частично отвержденного термореактивного композита, которая достигается во время нагрева на этапе 230, и/или истекшего времени, при котором термореактивный композит находится выше пороговой температуры. В качестве примера, и когда термореактивный композит используют в процессе совместного соединения, прочность соединения между термореактивным композитом и неотвержденным термореактивным композитом может испытывать негативные воздействия высоких температур, воспринимаемых термореактивным композитом, во время нагрева на этапе 230. Таким образом, выбор на этапе 220 может быть использован для улучшения прочности соединения, воспринимаемой в процессе совместного соединения.
[0074] Нагрев термореактивного композита на этапе 230 может включать нагрев термореактивного композита любым подходящим образом и/или с использованием любой подходящей конструкции и/или конструкций. В качестве примеров, нагрев на этапе 230 может включать одно или более из нагрева посредством конвективной теплопередачи к термореактивному композиту, нагрева посредством кондуктивной теплопередачи к термореактивному композиту и/или нагрева посредством радиационной теплопередачи к термореактивному композиту. В качестве более конкретных примеров, нагрев на этапе 230 может включать нагрев в узле для нагрева, таком как узел 60 для нагрева по ФИГ. 7, и/или нагрев опорной оправки, такой как оправка 90 для укладки слоев по ФИГ. 7, которая поддерживает термореактивный композит во время нагрева на этапе 230.
[0075] В качестве другого примера, нагрев на этапе 230 может включать нагрев в нагретой окружающей среде, которая окружает термореактивный композит, такой как нагретая окружающая среда 62 по ФИГ. 7, за счет увеличения температуры нагретой окружающей среды. В качестве еще одного примера, нагрев на этапе 230 может включать воздействие на термореактивный композит источником тепла и/или приложение тепловой энергии к термореактивному композиту с, посредством и/или с использованием источника тепла. При таких условиях, прекращение на этапе 240 может включать прекращение приложения тепловой энергии к термореактивному композиту с помощью источника тепла.
[0076] Когда нагрев на этапе 230 включает нагрев с помощью источника тепла, нагрев на этапе 230 также может включать повышение температуры источника тепла до температуры выдержки или установившейся температуры, такой как установившаяся температура 113 по ФИГ. 8 и поддержание температуры источника тепла на уровне установившейся температуры в течение порогового времени выдержки. Установившаяся температура превышает пороговую температуру; и когда способы 200 включают выбор на этапе 220, установившаяся температура может быть меньше верхнего температурного порога. Примеры установившейся температуры включают установившиеся температуры по меньшей мере 80°C, по меньшей мере 90°C, по меньшей мере 93,3°C, по меньшей мере 100°C, по меньшей мере 110°C, по меньшей мере 120°C, по меньшей мере 130°C, по меньшей мере 140°C, по меньшей мере 150°C, по меньшей мере 160°C, по меньшей мере 170°C, по меньшей мере 179.4°C, по меньшей мере 180°C, по меньшей мере 190°C, по меньшей мере 200°C, не более 250°C, не более 225°C, не более 200°C, не более 190°C, не более 180°C, не более 170°C, не более 160°C, не более 150°C, не более 140°C, не более 130°C, не более 120°C, не более 110°C, не более 100°C и/или не более 95°C.
[0077] Как было упомянуто, во время нагрева на этапе 230, способы 200 включают отслеживание фактической температуры термореактивного композита на этапе 232, определение максимальной температуры термореактивного композита на этапе 234 и определение истекшего времени, в течение которого термореактивный композит находится выше пороговой температуры на этапе 236 или превышает ее. Отслеживание фактической температуры термореактивного композита на этапе 232 может включать отслеживание с, посредством и/или с использованием детектора температуры, такого как детекторы 52 температуры по ФИГ. 7. Примеры детектора температуры включают, без ограничения, термопару, резистивный детектор температуры (РДТ) и/или инфракрасный датчик (ИК) температуры.
[0078] В объем настоящего изобретения входит, что отслеживание на этапе 232 может включать отслеживание выбранной температуры выбранного, конкретного и/или заранее определенного местоположения на термореактивном композите, отслеживание средней температуры термореактивного композита и/или отслеживание самой нижней температуры термореактивного композита. Дополнительно или в качестве альтернативы, отслеживание на этапе 232 также может включать отслеживание множества фактических температур термореактивного композита во множестве разнесенных местоположений на термореактивном композите. Фактическая температура термореактивного композита также может быть названа в настоящем документе как и/или может представлять собой температуру детали, температуру детали термореактивного композита, температуру термореактивного композита, измеренную температуру термореактивного композита и/или отслеженную температуру термореактивного композита. В объем настоящего изобретения входит, что фактическая температура термореактивного композита может быть измерена, или напрямую измерена, на термореактивном композите, например, посредством прямого теплового контакта между детектором температуры и термореактивным композитом. Дополнительно или в качестве альтернативы, в объем настоящего изобретения также входит, что фактическая температура термореактивного композита может быть косвенно измерена, рассчитана и/или выведена, например, посредством знания температуры нагретой окружающей среды, которая окружает термореактивный композит.
[0079] Определение максимальной температуры термореактивного композита на этапе 234 может включать измерение и/или определение максимальной температуры, которой достиг термореактивный композит во время нагрева на этапе 230. Когда отслеживание на этапе 232 включает отслеживание одного местоположения и/или средней температуры термореактивного композита, максимальная температура может быть максимальной температурой в одном местоположении и/или максимумом средней температуры термореактивного композита. Альтернативно, когда отслеживание на этапе 232 включает отслеживание во множестве разнесенных местоположений на термореактивном композите, максимальная температура термореактивного композита может включать, или может являться, самой низкой отслеженной температурой термореактивного композита, измеренной в местоположении самой низкой температуры из множества разнесенных местоположений на термореактивном композите. Такая самая низкая отслеженная температура также может быть названа в настоящем документе температурой отставания термореактивного композита и/или температурой детектора температуры отставания. Самая низкая отслеженная температура может представлять температуру самого последнего отвержденного местоположения из множества разнесенных местоположений на множестве отвержденных термореактивных композитов. Таким образом, состояние отверждения в местоположении самой низкой отслеженной температуры может быть последним, или самым низким, состоянием отверждения частично отвержденного термореактивного композита среди множества разнесенных местоположений на множестве отвержденных термореактивных композитов.
[0080] Определение истекшего времени, в течение которого термореактивный композит находится выше, или больше, пороговой температуры на этапе 236, может включать определение периода времени, или истекшего времени, которое начинается, когда фактическая температура термореактивного композита превышает пороговую температуру, и заканчивается, когда инициировано прекращение. Пример такого истекшего времени показан на ФИГ. 10 и раскрыт более подробно в настоящем документе со ссылкой на нее. В целом, на ФИГ. 10 показана общее количество времени, в течение которого температура термореактивного композита превышает пороговую температуру. Поскольку охлаждение термореактивного композита ниже пороговой температуры после прекращения на этапе 240 может занять конечный период времени охлаждения, общее время, в течение которого температура термореактивного композита превышает пороговую температуру, может быть больше истекшего времени, которое определено во время определения на этапе 236. Дополнительно или в качестве альтернативы, определение на этапе 236 может включать оценку времени охлаждения и, таким образом, может оценивать общее истекшее время как сумму истекшего времени охлаждения и периода времени, который начинается, когда фактическая температура термореактивного композита превышает пороговую температуру, и заканчивается, когда инициировано прекращение.
[0081] Прекращение нагрева термореактивного композита на этапе 240 может включать прекращение по меньшей мере частично на основе максимальной температуры термореактивного композита, такой, которая определена во время определения на этапе 234, и истекшего времени, таком, которое определено во время определения на этапе 236. В качестве примера, прекращение на этапе 240 может включать прекращение, или инициирование прекращения по меньшей мере частично на основе соотношения между максимальной температурой термореактивного композита и истекшим временем. Пример такого соотношения показан на ФИГ. 11 и раскрыт более подробно в настоящем документе со ссылкой на нее.
[0082] В качестве более конкретного примера, когда способы 200 включают проведение на этапе 210, прекращение на этапе 240 может включать прекращение в ответ на корреляцию параметров процесса, указывающую на то, что термореактивный композит достиг, или достигнет, заданного состояния отверждения (например, что термореактивный композит является частично отвержденным термореактивным композитом). В качестве другого более конкретного примера, когда способы 200 включают проведение на этапе 210, прекращение на этапе 240 может включать прекращение, когда истекшее время превысит пороговое значение истекшего времени для максимальной температуры термореактивного композита, которая обеспечивает достижение заданного состояния отверждения. В качестве еще одного примера, когда способы 200 включают проведение на этапе 210, прекращение на этапе 240 может включать прекращение, когда максимальная температура превысит пороговую максимальную температуру для текущего истекшего времени, которое обеспечивает достижение заданного состояния отверждения.
[0083] Прекращение на этапе 240 может включать прекращение любым подходящим способом. В качестве примера, прекращение на этапе 240 может включать прекращение подачи тепла к термореактивному композиту. В качестве другого примера, прекращение на этапе 240 может включать уменьшение температуры нагретой окружающей среды, которая окружает термореактивный композит во время нагрева на этапе 230.
[0084] Способы 150 и/или 200, которые раскрыты в настоящем документе, могут обеспечивать несколько значительных преимуществ по сравнению с известными способами отверждения и/или совместного соединения термореактивных композитов. В качестве примера, раскрыто, что известные способы в целом выполнены с возможностью полного, или по меньшей мере по существу полного, отверждения термореактивного композита путем обеспечения того, что термореактивный композит находится выше пороговой температуры в течение по меньшей мере порогового времени. Таким образом, эти известные способы не учитывают максимальную температуру, которой достигает термореактивный композит, не учитывают кривую распространения температуры, воздействию которой подвергается термореактивный композит во время процесса отверждения, и/или не учитывают, когда максимальная экзотермическая температура термореактивного композита превышает верхнюю пороговую температуру. Раскрыто, что это в целом приводит к или требует неэффективного отверждения термореактивного композита (например, отверждение дольше, чем необходимо, для получения необходимых и/или заданных механических свойств) и вносит неэффективность в процесс отверждения.
[0085] Напротив, способы 150, которые раскрыты в настоящем документе, выполнены с возможностью совместного соединения первого частично отвержденного термореактивного композита со вторым термореактивным композитом. Раскрыто, что первый частично отвержденный термореактивный композит не полностью отвержден, что может значительно уменьшить общее время, необходимое для формования и отверждения отвержденной композитной детали. Пример таких экономий времени показан на ФИГ. 5 и раскрыт в настоящем документе со ссылкой на нее. Раскрыто, что уменьшение времени отверждения для первого частично отвержденного термореактивного композита может составлять приблизительно 50%. Также раскрыто, что, когда снимаемый слой используют для защиты области сопряжения между первым частично отвержденным термореактивным композитом и вторым термореактивным композитом, первый частично отвержденный термореактивный композит в целом будет обладать меньшим осадком и/или загрязнением в области сопряжения по сравнению с известными способами совместного соединения. Таким образом, способы 150 могут обеспечить совместное соединение первого термореактивного композита со вторым термореактивным композитом без необходимости в очистке области сопряжения между ними и/или обеспечивать получение более прочной отвержденной композитной детали по сравнению с известными способами совместного соединения. Способы 150 и 200, которые раскрыты в настоящем документе, выполнены с возможностью отверждения термореактивного композита до любого подходящего состояния отверждения, включая состояние отверждения, которое меньше, чем полностью отвержденное. Способы 150 и 200 управляют процессом отверждения на основании как истекшего времени выше пороговой температуры, так и максимальной температуры термореактивного композита и, таким образом, учитывают кривую распространения температуры, воздействию которой подвергается термореактивный композит во время процесса отверждения. Такое рассмотрение кривой распространения температуры обеспечивает дополнительную информацию, необходимую для отверждения термореактивного композита до заданного состояния отверждения воспроизводимо и/или без неэффективного отверждения термореактивного композита. Способы 150 и/или 200 также позволяют регулировать время отверждения, во время процесса отверждения, с реагированием на непредвиденные события, такие как прерывание нагрева из-за перебоев в электроснабжении и т.п.
[0086] Далее на ФИГ. 12-13, варианты реализации раскрытия изобретения могут быть описаны в контексте способа 900 изготовления и обслуживания летательного аппарата, как показано на ФИГ. 12, и/или летательного аппарата 700, как показано на ФИГ. 13. Во время подготовки к производству показанный в качестве примера способ 900 может включать разработку спецификации и проектирование 905 летательного аппарата 700 и материальное снабжение 910. Во время производства осуществляют изготовление 915 компонентов и сборочных узлов и интеграцию 920 систем летательного аппарата 700. После этого летательный аппарат 700 может проходить этапы сертификации и доставки 925 для ввода в эксплуатацию 930. В процессе эксплуатации заказчиком летательный аппарат 700 подпадает под регламентное техобслуживание и текущий ремонт 935 (которые также могут включать в себя модернизацию, перенастройку, переоборудование и так далее).
[0087] Каждый из процессов способа 900 может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). Для целей настоящего описания системный интегратор может включать в себя, помимо прочего, любое количество производителей воздушных летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, помимо прочего, любое количество продавцов, субподрядчиков и поставщиков; а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.д.
[0088] Как показано на ФИГ. 13, летательный аппарат 700, изготовленный согласно приведенному в качестве примера способу 900, может включать в себя корпус 710 с множеством систем 712 и внутренней частью 714. Примеры высокоуровневых систем 712 включают в себя одну или более таких систем, как движительная система 715, электрическая система 716, гидравлическая система 717 и климатическая система 718. Может быть включено любое количество других систем. Хотя показан пример, относящийся к аэрокосмической отрасли, принципы изобретения применимы к другим отраслям, например, автомобильной промышленности.
[0089] Способы, представленные в настоящем документе, могут быть использованы во время любых одного или более этапов способа 900 изготовления и обслуживания. Например, компоненты или сборочные узлы, относящиеся к этапу 915 изготовления компонентов и сборочных узлов, могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным во время эксплуатации летательного аппарата 700. Также, один или более вариантов реализации устройства, вариантов реализации способа или их комбинаций могут быть использованы во время этапов 915 и 920, производства, например, с существенным ускорением сборки или снижением стоимости летательного аппарата 700. Аналогично, один или более вариантов реализации устройства или вариантов реализации способов или их комбинаций могут быть использованы во время эксплуатации летательного аппарата 700, например и без ограничения, для регламентного техобслуживания и ремонта 935.
[0090] Далее, настоящее изобретение описано в контексте рабочих примеров. В этих рабочих примерах, состояние отверждения на 90% или более рассматривается, используется для моделирования и/или используется для аппроксимации полностью отвержденного термореактивного композита. Напротив, состояние отверждения менее, чем на 90%, рассматривается, используется для моделирования и/или используется для аппроксимации частично отвержденного термореактивного композита. Такая модель частично отвержденных термореактивных композитов и модель полностью отвержденных термореактивных композитов в общем могут быть названы в настоящем документе как полученные в результате термореактивные композиты.
[0091] Согласно первому рабочему примеру, несколько неотвержденных термореактивных композитных укладок 80 были сформированы из множества слоев 82, и полиэфирный сухой снимаемый слой, включающий ткань из полиэфирных волокон без смолы, был нанесен на поверхность каждой неотвержденной термореактивной композитной укладки 80. Затем неотвержденные термореактивные композитные укладки 80 были отверждены до различных состояний отверждения в диапазоне от 70% до 90%. Полученные в результате термореактивные композиты были подвергнуты двум различным количественным анализам.
[0092] Во-первых, для измерения усилия отслаивания снимаемого слоя с полученных в результате термореактивных композитов было использовано ударное испытание на расслаивание адгезионной связи (согласно стандарту ASTM D1781). Усилие отслаивания для образцов, которые были отверждены до состояния отверждения 90%, обладали усилием отслаивания, которое составляло приблизительно на 35% больше усилия отслаивания, наблюдаемого для образцов, которые были отверждены до состояния отверждения 70%. Эти результаты говорят о том, что более высокое состояние отверждения обеспечивает большее соединение между термореактивным композитом и снимаемым слоем, что может сделать удаление снимаемого слоя более сложным и/или может обеспечить большее загрязнение термореактивного композита снимаемым слоем.
[0093] Во-вторых, время-пролетная масс-спектроскопия вторичных ионов (time-of-flight secondary ion mass spectroscopy, TOF-SIMS) и рентгеновская фотоэлектронная спектроскопия (X-ray photoelectron spectroscopy, XPS) были использованы для измерения осадочных полиэфирных компонентов снимаемого слоя на полученных в результате термореактивных композитах после отделения снимаемого слоя от полученных в результате термореактивных композитов. Оба метода TOF-SIMS и XPS в результате показывают, что образцы, которые были отверждены до состояния отверждения 90%, обладали в 3-4 раза большим количеством полиэфирного осадка по сравнению с образцами, которые были отверждены до состояния отверждения 70%. Этот результат также говорит о том, что существует более высокий риск загрязнения термореактивного композита снимаемым слоем, когда термореактивный композит доводят до более высокого состояния отверждения. Считается, что это уменьшение загрязнения сведет к минимуму любую необходимость в последующей подготовке поверхности и обеспечат улучшенное соединение для раскрытого в настоящем документе процесса совместного соединения, по сравнению с известными процессами совместного соединения. Это уменьшение загрязнения также может облегчить процессы совместного соединения, в которых между смежными термореактивными композитами не использован адгезив.
[0094] Согласно второму рабочему примеру, который иллюстрирует способы 200, корреляция параметров процесса, например, корреляция 130 параметров процесса по ФИГ. 11, была использована для выбора условия 131 обработки, которое обеспечивает максимальную температуру и соответствующее истекшее время, при которых будет достигнуто заданное состояние отверждения для термореактивного композита. Согласно рабочему примеру, условие 131 обработки соответствует максимальной температуре 326,7°F (163,7°C) и истекшему времени 104 минуты. Считается, что корреляция130 параметров процесса по ФИГ. 11, которая основана на моделировании моделей, обеспечит условия, при которых состояние отверждения для термореактивного композита составит приблизительно 75%.
[0095] Далее, термореактивный композит был помещен в автоклав. Выполняли цикл нагрева, в котором температура 112 окружающей среды в автоклаве возрастала от окружающей до установившейся температуры 113 приблизительно 340°F (171°C) перед уменьшением обратно до окружающей. При этом отслеживали температуру 110 термореактивного композита и, в ответ на увеличение температуры 112 окружающей среды, температуру 110 термореактивного композита увеличивали до максимальной температуры 111 величиной 326,7°F (163,7°C). Кроме того, термореактивный композит оставался выше пороговой температуры 120 величиной 280°F (138°C), как показано на ФИГ. 10, в течение истекшего времени 125 величиной 104 минуты. Этот цикл нагрева обеспечил отверждение термореактивного композита до состояния отверждения приблизительно 74,7%.
[0096] Согласно третьему рабочему примеру, несколько неотвержденных термореактивных композитных укладок 80 были сформированы из множества слоев 82. Неотвержденные термореактивные композитные укладки 80 затем были отверждены до различных состояний отверждения в диапазоне от 70% до 90%. Полученные в результате термореактивные композиты были подвергнуты различным производственным обработкам и/или операциям механической обработки, включая сверление и подрезку. Было установлено, что качество механической обработки поверхности, качество просверленных отверстий и срок службы станков, используемых в экспериментах над полученными в результате термореактивными композитами, находятся в допустимых производственных пределах, определенных для производственной обработки и/или операций механической обработки, выполняемых на полностью отвержденных термореактивных композитах.
[0097] Согласно четвертому рабочему примеру, неотвержденные термореактивные композитные укладки 80 были сформированы из множества слоев 82. Неотвержденные термореактивные композитные укладки 80 затем были отверждены до различных состояний отверждения, и полученные в результате термореактивные композиты были подвергнуты различным испытаниям для проверки механических свойств.
[0098] В первом испытании механических свойств неотвержденные термореактивные композитные укладки 80 были отверждены до состояний отверждения в диапазоне от 69% до 94%, и гибкость была проанализирована согласно стандарту ASTM D7264. Результаты показывают предельное изменение напряжения изгиба менее 11% среди образцов, предельное изменение деформации изгиба менее 7% среди образцов и изменение модуля изгиба менее 4% среди образцов.
[0100] В другом испытании механических свойств неотвержденные термореактивные композитные укладки 80 были отверждены до состояний отверждения в диапазоне от 72% до 93%, и область повреждения была проанализирована согласно стандарту ASTM D7137, чтобы достигнуть повреждения из-за удара. Результаты показали, что образцы, отвержденные до более низкого состояния отверждения, в целом обладали меньшим повреждением из-за удара и, таким образом, и могли быть более надежными для обработки на производстве по сравнению с полностью отвержденными термореактивными композитными укладками.
[0100] Согласно пятому рабочему примеру, неотвержденные термореактивные композитные укладки 80 были сформированы из множества слоев 82. Неотвержденные термореактивные композитные укладки 80 затем были отверждены с использованием систем и способов согласно настоящему изобретению, чтобы достигнуть состояния отверждения от 75% до 92%, соответственно. Полученные в результате термореактивные композиты снова были отверждены в примерном цикле отверждения для получения состояния отверждения выше 92%. Следует отметить, что термореактивные композитные укладки 80 были отверждены дважды согласно вышеописанному процессу, чтобы копировать полностью отвержденное состояние термореактивных композитов в процессе совместного соединения и, таким образом, проверить механические характеристики термореактивных композитов в двух случаях. Конечные термореактивные композиты были подвергнуты испытаниям на сжатие при 0-град. (стандарт ASTM D6641), сжатие со сквозным отверстием (стандарт ASTM D 6484) при окружающей комнатной температуре (ОКТ), в сухом при 180°F (356°C) и мокром при 180°F (356°C), натяжению на 90-град. (стандарт ASTM D3039) и сдвигу в плоскости (стандарт ASTM 3518). Никаких существенных различий в механических характеристиках в этих двух случаях не наблюдалось (как правило, менее 6% различий между различными испытаниями).
[0101] Согласно шестому рабочему примеру, неотвержденные термореактивные композитные укладки 80 были сформированы из множества слоев 82. Неотвержденные термореактивные композитные укладки 80 затем были отверждены с использованием систем и способов согласно настоящему изобретению, чтобы достигнуть состояния отверждения от 75% до 92%, соответственно, для формирования первого термореактивного композита (с состоянием отверждения 75%) и второго термореактивного композита (с состоянием отверждения 92%). Полученные в результате термореактивные композиты были объединены с соответствующими неотвержденными термореактивными композитными укладками 80, адгезивом и частичной антиадгезионной пленкой, которая была использована во время испытания для инициирования образования трещин, для создания первого и второго узла, соответственно. Узлы были подвергнуты примерному циклу отверждения, обеспечивающему состояние отверждения более 92% для изготовления первого и второго итоговых узлов термореактивных композитов. Конечные узлы термореактивных композитов были подвергнуты испытанию на вязкость разрушения при окружающей комнатной температуре (ОКТ) и в среде 180°F (356°) (180°F/A) для двойной консольной балки (double cantilever beam, DCB, ASTM D 5528) и гибкости концевого надреза (end notch flexure, ENF, JIS К 7086, методика проведения испытаний японского промышленного стандарта) для проверки характеристик в двух случаях. Итоговые узлы термореактивных композитов обладали аналогичными значениями вязкости разрушения моды I (mode I fracture toughness, GIC). Первый итоговый узел термореактивных композитов (отвержденный от 75% до 92%) обладал более высокими значениями вязкости разрушения моды II (mode II fracture toughness, GIIC).
[0102] Согласно седьмому рабочему примеру, неотвержденные термореактивные композитные укладки 80 были сформированы из множества слоев 82. Каждый из двух узлов содержал две неотвержденные термореактивные композитные укладки 80, объединенные с частично антиадгезионной пленкой, которая была снова использована во время испытания для инициирования образования трещин. Два узла были отверждены с использованием систем и способов согласно настоящему изобретению до состояния отверждения от 75% до 92%, соответственно, для формирования первого узла термореактивных композитов (с состоянием отверждения 75%) и второго узла термореактивных композитов (с состоянием отверждения 92%). Узлы термореактивных композитов были подвергнуты примерному циклу отверждения для получения состояния отверждения больше 92% для изготовления первого и второго конечных узлов термореактивных композитов. Конечные узлы термореактивных композитов были подвергнуты испытанию на вязкость разрушения при окружающей комнатной температуре (ОКТ) и в среде 180°F (356°C) (180°F/A) для двойной консольной балки (DCB, ASTM D 5528) и гибкости концевого надреза (ENF, JIS К 7086, методика проведения испытаний японского промышленного стандарта) для проверки характеристик в двух случаях. Конечные узлы термореактивных композитов обладали аналогичными значениями GIC и GIIC.
Иллюстративные и неисключительные примеры предмета настоящего раскрытия согласно настоящему изобретению описаны в следующих пронумерованных параграфах:
А1. Способ совместного соединения первого термореактивного композита (ТРК) и второго термореактивного композита с образованием отвержденной композитной детали, включающий:
частичное отверждение первого термореактивного композита до заданного состояния отверждения (СО) путем нагрева первого термореактивного композита с образованием первого частично отвержденного термореактивного композита, причем заданное состояние отверждения устанавливают по меньшей мере частично на основе следующего:
(i) максимальной температуры первого термореактивного композита во время частичного отверждения и
(ii) истекшего времени, во время частичного отверждения, в течение которого фактическая температура первого термореактивного композита превышает пороговую температуру;
объединение первого частично отвержденного термореактивного композита со вторым термореактивным композитом с образованием частично отвержденного узла термореактивных композитов, который включает область сопряжения между первым частично отвержденным термореактивным композитом и вторым термореактивным композитом; и
нагрев частично отвержденного узла термореактивных композитов для:
(i) соединения первого частично отвержденного термореактивного композита со вторым термореактивным композитом внутри области сопряжения;
(ii) отверждения частично отвержденного узла термореактивных композитов и
(iii) получения отвержденной композитной детали.
А2. Способ по параграфу А1, согласно которому, перед объединением, первый термореактивный композит включает снимаемый слой, причем снимаемый слой по меньшей мере частично, и при необходимости полностью, покрывает область первого термореактивного композита, которая проходит внутри области сопряжения между первым термореактивным композитом и вторым термореактивным композитом в частично отвержденном узле термореактивных композитов, и при этом частичное отверждение включает частичное отверждение во время, пока снимаемый слой покрывает область первого термореактивного композита, которая проходит внутри области сопряжения.
A3. Способ по параграфу А2, согласно которому, перед объединением, способ также включает отделение снимаемого слоя от первого термореактивного композита.
А4. Способ по любому из параграфов А2-А3, согласно которому снимаемый слой включает в себя, и при необходимости представляет собой, полиэфирный снимаемый слой.
А5. Способ по любому из параграфов А2-А4, согласно которому частичное отверждение включает по меньшей мере одно из следующего:
(i) ограничение максимальной температуры первого термореактивного композита, при необходимости для уменьшения потенциальной возможности осадка от снимаемого слоя на первом термореактивном композите после отделения снимаемого слоя от первого термореактивного композита; и
(ii) ограничение истекшего времени, в течение которого фактическая температура первого термореактивного композита превышает пороговую температуру, при необходимости для уменьшения потенциальной возможности осадка от снимаемого слоя на первом термореактивном композите после отделения снимаемого слоя от первого термореактивного композита.
А6. Способ по любому из параграфов А1-А5, согласно которому заданное состояние отверждения включает по меньшей мере одно из следующего:
(i) заданный процент сшивания в смоле первого термореактивного композита и
(ii) заданный процент реакции превращения смолы первого термореактивного композита.
А7. Способ по любому из параграфов А1-А6, согласно которому, при достижении первым термореактивным композитом заданного состояния отверждения, первый термореактивный композит функционально подобен сравнимому полностью отвержденному термореактивному композиту.
А8. Способ по любому из параграфов А1-А7, согласно которому, при достижении первым термореактивным композитом заданного состояния отверждения, первый термореактивный композит функционально эквивалентен сравнимому полностью отвержденному термореактивному композиту или указанному сравнимому полностью отвержденному термореактивному композиту.
А9. Способ по любому из параграфов А1-А8, согласно которому, при достижении первым термореактивным композитом заданного состояния отверждения, первый термореактивный композит по меньшей мере:
(i) обладает аналогичными механическими свойствами со сравнимым полностью отвержденным термореактивным композитом или указанным сравнимым полностью отвержденным термореактивным композитом; и
(ii) представляет собой подходящую замену для указанного сравнимого полностью отвержденного термореактивного композита.
А10. Способ по любому из параграфов А1-А9, в котором частичное отверждение включает, или взамен этого включает:
(i) нагрев первого термореактивного композита до более высокой температуры, чем пороговая температура/указанная пороговая температура;
(ii) во время нагрева первого термореактивного композита, отслеживание фактической температуры первого термореактивного композита;
(iii) во время нагрева первого термореактивного композита, определение максимальной температуры, которой достиг первый термореактивный композит;
(iv) во время нагрева первого термореактивного композита, определение истекшего времени, в течение которого фактическая температура первого термореактивного композита превышает пороговую температуру; и
(iv) прекращение нагрева первого термореактивного композита по меньшей мере частично на основе максимальной температуры первого термореактивного композита и истекшего времени.
A11. Способ по параграфу А10, согласно которому прекращение нагрева первого термореактивного композита основано по меньшей мере частично на соотношении между максимальной температурой первого термореактивного композита и истекшим временем.
А12. Способ по любому из параграфов А10-А11, согласно которому способ также включает обеспечение корреляции параметров процесса, или калибровки для заданного состояния отверждения первого термореактивного композита.
А13. Способ по параграфу А12, согласно которому корреляция параметров процесса описывает комбинации истекшего времени и максимальной температуры первого термореактивного композита, при которых достигается заданное состояние отверждения.
А14. Способ по параграфу А13, согласно которому корреляция параметров процесса для данного заданного состояния отверждения отличается от корреляции параметров процесса для другого заданного состояния отверждения.
А15. Способ по любому из параграфов А13-А14, согласно которому корреляция параметров процесса для данной пороговой температуры отличается от корреляции параметров процесса для другой пороговой температуры.
А16. Способ по любому из параграфов А13-А15, согласно которому корреляция параметров процесса включает по меньшей мере одно из следующего:
(i) кривую корреляции параметров процесса, описывающую функциональное отношение между значениями максимальной температуры и соответствующими значениями истекшего времени, в течение которого достигается заданное состояние отверждения;
(ii) справочную таблицу корреляции параметров процесса, описывающую парные значения максимальной температуры и соответствующие значения истекшего времени, в течение которого достигается заданное состояние отверждения; и
(iii) функцию корреляции параметров процесса, описывающую функциональное отношение между значениями максимальной температуры и соответствующими значениями истекшего времени, в течение которого достигается заданное состояние отверждения.
А17. Способ по любому из параграфов А13-А16, согласно которому по меньшей мере:
(i) корреляция параметров процесса получают из полуэмпирических моделей первого термореактивного композита, кинетики отверждения первого термореактивного композита и моделирования теплопередачи первого термореактивного композита;
(ii) способ также включает получение корреляции параметров процесса из полуэмпирических моделей первого термореактивного композита, кинетики отверждения первого термореактивного композита и моделирования теплопередачи первого термореактивного композита;
(iii) корреляция параметров процесса получена экспериментальным образом; и
(iv) способ также включает получение корреляции параметров процесса экспериментальным образом.
А18. Способ по любому из параграфов А13-А17, согласно которому прекращение нагрева первого термореактивного композита включает прекращение в ответ на корреляцию параметров процесса, указывающую на то, что первый термореактивный композит достиг заданного состояния отверждения.
А19. Способ по любому из параграфов А13-А18, согласно которому прекращение нагрева первого термореактивного композита включает прекращение, когда истекшее время превысит пороговое значение истекшего времени для максимальной температуры, которая обеспечивает достижение заданного состояния отверждения.
А20. Способ по любому из параграфов А13-А19, согласно которому прекращение нагрева первого термореактивного композита включает прекращение, когда максимальная температура превысит пороговую максимальную температуру для истекшего времени, которое обеспечивает достижение заданного состояния отверждения.
А21. Способ по любому из параграфов А13-А20, согласно которому обеспечение корреляции параметров процесса включает выполнение множества симуляций температурных условий, которые включают модели кинетики отверждения первого термореактивного композита для множества различных условий обработки и выработку корреляции параметров процесса из множества симуляций температурных условий,
причем каждая симуляция температурных условий из множества симуляций температурных условий моделирует отверждение первого термореактивного композита до заданного состояния отверждения.
А22. Способ по параграфу А21, согласно которому множество различных условий обработки включает по меньшей мере одно из следующего:
(i) множество различных температур нагретой окружающей среды, используемых во время нагрева первого термореактивного композита;
(ii) множество различных скоростей нагрева для первого термореактивного композита;
(iii) множество различных толщин для первого термореактивного композита;
(iv) множество различных коэффициентов теплопередачи для термореактивного композита,
(v) множество различных толщин для опорной оправки, которая поддерживает первый термореактивный композит во время нагрева первого термореактивного композита; и
(vi) множество различных коэффициентов теплопередачи для опорной оправки.
А23. Способ по любому из параграфов А21-А22, согласно которому множество симуляций температурных условий основано по меньшей мере частично на кинетике отверждения и моделирования теплопередачи первого термореактивного композита.
А24. Способ по любому из параграфов А10-А23, согласно которому, перед нагревом первого термореактивного композита, способ также включает выбор верхнего температурного порога для первого термореактивного композита во время нагрева первого термореактивного композита, и при этом нагрев первого термореактивного композита включает поддержание максимальной температуры первого термореактивного композита ниже верхнего температурного порога.
А25. Способ по любому из параграфов А10-А24, согласно которому нагрев первого термореактивного композита включает по меньшей мере одно из следующего:
(i) нагрев первого термореактивного композита посредством конвективной теплопередачи к первому термореактивному композиту;
(ii) нагрев первого термореактивного композита посредством кондуктивной теплопередачи к первому термореактивному композиту и
(iii) нагрев первого термореактивного композита посредством радиационной теплопередачи к первому термореактивному композиту.
А26. Способ по любому из параграфов А10-А25, согласно которому нагрев первого термореактивного композита включает по меньшей мере одно из следующего:
(i) нагрев первого термореактивного композита в печи;
(ii) нагрев первого термореактивного композита в автоклаве и
(iii) нагрев опорной оправки/указанной опорной оправки, которая поддерживает первый термореактивный композит во время нагрева первого термореактивного композита.
А27. Способ по любому из параграфов А10-А26, согласно которому нагрев первого термореактивного композита включает нагрев первого термореактивного композита в нагретой окружающей среде, которая окружает первый термореактивный композит, за счет увеличения температуры нагретой окружающей среды.
А28. Способ по любому из параграфов А10-А27, согласно которому нагрев первого термореактивного композита включает подвергание первого термореактивного композита воздействию источника тепла.
А29. Способ по параграфу А28, согласно которому нагрев первого термореактивного композита включает приложение тепловой энергии к первому термореактивному композиту с помощью источника тепла.
А30. Способ по параграфу А29, согласно которому прекращение нагрева первого термореактивного композита включает прекращение приложения тепловой энергии к первому термореактивному композиту с помощью источника тепла.
А31. Способ по любому из параграфов А28-А30, согласно которому нагрев первого термореактивного композита включает повышение температуры источника тепла до температуры выдержки и поддержание температуры источника тепла на уровне температуры выдержки.
А32. Способ по параграфу А31, согласно которому температура выдержки представляет собой по меньшей мере одно из следующего:
(i) большую температуру, чем максимальная температура; и
(ii) меньшую температуру, чем верхний температурный порог/указанный верхний температурный порог.
А33. Способ по любому из параграфов А31-А32, согласно которому температура выдержки представляет собой по меньшей мере одно из следующего:
(i) по меньшей мере 80°C, по меньшей мере 90°C, по меньшей мере 93,3°C, по меньшей мере 100°C, по меньшей мере 110°C, по меньшей мере 120°C, по меньшей мере 130°C, по меньшей мере 140°C, по меньшей мере 150°C, по меньшей мере 160°C, по меньшей мере 170°C, по меньшей мере 179,4°C, по меньшей мере 180°C, по меньшей мере 190°C или по меньшей мере 200°C; и
(ii) не более 250°C, не более 225°C, не более 200°C, не более 190°C, не более 180°C, не более 170°C, не более 160°C, не более 150°C, не более 140°C, не более 130°C, не более 120°C, не более 110°C, не более 100°C или не более 95°C.
А34. Способ по любому из параграфов А10-А33, согласно которому прекращение нагрева первого термореактивного композита включает прекращение подачи тепла к первому термореактивному композиту.
А35. Способ по любому из параграфов А10-А34, согласно которому прекращение нагрева первого термореактивного композита включает уменьшение температуры/указанной температуры нагретой окружающей среды/указанной нагретой окружающей среды, которая окружает первый термореактивный композит.
А36. Способ по любому из параграфов А10-А35, согласно которому отслеживание фактической температуры первого термореактивного композита включает отслеживание с помощью детектора температуры, причем при необходимости детектор температуры включает по меньшей мере одно из следующего:
(i) термопару;
(ii) резистивный детектор температуры и
(iii) инфракрасный датчик температуры.
А37. Способ по любому из параграфов А10-А36, согласно которому отслеживание фактической температуры первого термореактивного композита включает по меньшей мере одно из следующего:
(i) отслеживание выбранной температуры выбранного местоположения на первом термореактивном композите;
(ii) отслеживание средней температуры первого термореактивного композита и
(iii) отслеживание самой низкой измеренной температуры первого термореактивного композита.
А38. Способ по любому из параграфов А10-А37, согласно которому отслеживание фактической температуры первого термореактивного композита включает отслеживание множества фактических температур первого термореактивного композита во множестве разнесенных местоположений на первом термореактивном композите.
А39. Способ по параграфу А38, согласно которому максимальная температура первого термореактивного композита представляет собой самую низкую отслеживаемую температуру первого термореактивного композита, измеренную в местоположении самой низкой температуры из множества разнесенных местоположений на первом термореактивном композите.
А40. Способ по любому из параграфов А10-А39, согласно которому определение истекшего времени включает определение периода времени, который начинается, когда фактическая температура первого термореактивного композита превышает пороговую температуру, и заканчивается, когда инициировано прекращение нагрева первого термореактивного композита.
А41. Способ по любому из параграфов А1-А40, согласно которому по меньшей мере:
(i) объединение включает нанесение адгезива на область сопряжения перед нагревом частично отвержденного узла термореактивных композитов и
(ii) объединение включает объединение без нанесения адгезива на область сопряжения перед нагревом частично отвержденного узла термореактивных композитов.
А42. Способ по любому из параграфов А1-А41, согласно которому, перед объединением, область сопряжения свободна от адгезива/указанного адгезива, проходящего между первым частично отвержденным термореактивным композитом и вторым термореактивным композитом.
А43. Способ по любому из параграфов А1-А42, согласно которому, после частичного отверждения первого термореактивного композита и перед объединением, способ также включает по меньшей мере одно из следующего:
(i) подрезку первого частично отвержденного термореактивного композита;
(ii) проверку первого частично отвержденного термореактивного композита;
(iii) механическую обработку первого частично отвержденного термореактивного композита и
(iv) сверление по меньшей мере одного отверстия в первом частично отвержденном термореактивном композите.
А44. Способ по любому из параграфов А1-А43, согласно которому, после частичного отверждения первого термореактивного композита и перед объединением, способ также включает очистку области/указанной области первого частично отвержденного термореактивного композита, которая проходит внутри области сопряжения между первым термореактивным композитом и вторым термореактивным композитом в частично отвержденном узле термореактивных композитов.
А45. Способ по параграфу А44, согласно которому очистка включает по меньшей мере одно из следующего:
(i) удаление снимаемого слоя/указанного снимаемого слоя из области первого частично отвержденного термореактивного композита;
(ii) плазменное травление области первого частично отвержденного термореактивного композита;
(iii) шлифование области первого частично отвержденного термореактивного композита и
(iv) обработку области первого частично отвержденного термореактивного композита растворителем.
А46. Способ по любому из параграфов А1-А45, согласно которому нагрев частично отвержденного узла термореактивных композитов включает любой подходящий этап нагрева первого термореактивного композита, описанный в любом из параграфов А10 А40.
А47. Способ по любому из параграфов А1-А46, согласно которому второй термореактивный композит является неотвержденным перед нагревом частично отвержденного узла термореактивных композитов.
А48. Способ по любому из параграфов А1-А47, согласно которому второй термореактивный композит имеет состояние отверждения меньше порогового состояния отверждения перед нагревом частично отвержденного узла термореактивных композитов, причем при необходимости пороговое состояние отверждения составляет менее 50%, менее 40%, менее 30%, менее 20%, менее 10%, менее 5% или менее 1%.
А49. Способ по любому из параграфов А1-А48, согласно которому, перед объединением, способ также включает частичное отверждение второго термореактивного композита до второго заданного состояния отверждения с образованием второго частично отвержденного термореактивного композита.
А50. Способ по параграфу А49, согласно которому второе заданное состояние отверждения устанавливают по меньшей мере частично на основе максимальной температуры, во время частичного отверждения второго термореактивного композита, второго термореактивного композита и второго истекшего времени, во время частичного отверждения второго термореактивного композита, в течение которого вторая фактическая температура второго термореактивного композита превышает пороговую температуру.
А51. Способ по любому из параграфов А49-А50, согласно которому частичное отверждение второго термореактивного композита включает выполнение любого подходящего этапа частичного отверждения первого термореактивного композита по любому из параграфов А1-А52.
А52. Способ по любому из параграфов А1-А51, согласно которому, перед объединением, способ также включает полное отверждение второго термореактивного композита.
А53. Способ по любому из параграфов А1-А52, согласно которому, после частичного отверждения первого термореактивного композита и перед объединением, способ также включает защиту первого частично отвержденного термореактивного композита от ультрафиолетового излучения.
А54. Способ по любому из параграфов А1-А53, согласно которому по меньшей мере один, а при необходимости оба, первый термореактивный композит и второй термореактивный композит содержат, и при необходимости представляют собой, множество слоев или наслоенных слоев композитного материала.
А55. Способ по любому из параграфов А1-А54, согласно которому по меньшей мере один, а при необходимости оба, первый термореактивный композит и второй термореактивный композит включают, представляют собой или образованы множеством волокон и термореактивной смолой.
А56. Способ по параграфу А55, согласно которому термореактивная смола включает термореактивную эпоксидную смолу.
А57. Способ по любому из параграфов А1-А56, согласно которому отвержденная композитная деталь включает по меньшей мере одно из следующего:
(i) конструкцию стрингера обшивки;
(ii) хвостовое оперение летательного аппарата и
(iii) крыло летательного аппарата.
А58. Способ по любому из параграфов А1-А57, согласно которому, в отвержденной композитной детали, первый термореактивный композит образует одно из стрингера и обшивки, а второй термореактивный композит образует другое из стрингера и обшивки.
В1. Использование любого из способов по любому из параграфов А1-А57 для совместного соединения первого термореактивного композита и второго термореактивного композита.
С1. Отвержденная композитная деталь, полученная при использовании способа по любому из параграфов А1-А58.
При использовании в настоящем документе термины "выборочный" и "выборочно", когда они модифицируют действие, перемещения, конфигурации или другую активность одного или более компонентов или характеристики устройства, означает, что конкретные действие, перемещение, конфигурация или другая активность являются прямым или непрямым результатом действий пользователя в отношении аспекта или одного или более компонентов устройства.
При использовании в настоящем документе термины "приспособленный" и "выполненный с возможностью" означают, что элемент, компонент или другой объект разработан и/или предназначен для выполнения данной функции. Таким образом, при использовании в настоящем документе термины приспособленный" и "выполненный с возможностью" не должны толковаться означающими, что данный элемент, компонент или другой объект просто "способен" выполнять определенную функцию, а что указанный элемент, компонент и/или другой объект специально выбран, создан, реализован, использован, запрограммирован и/или разработан с целью выполнения этой функции. Также без отступления от объема настоящего изобретения элементы, компоненты и/или другие объекты, упомянутые как приспособленные для выполнения конкретной функции, могут дополнительно или в качестве альтернативы быть описаны как выполненные с возможностью выполнения этой функции и наоборот. Схожим образом, объект, упомянутый как выполненный с возможностью выполнения определенной функции, может дополнительно или в качестве альтернативы быть описан как способный функционировать для выполнения этой функции.
При использовании в настоящем документе выражение "по меньшей мере один" со ссылкой на список из одного или более объектов следует понимать как означающие по меньшей мере один объект, выбранный из любого одного или большего количества объектов в списке объектов, но не обязательно включающий по меньшей мере один и каждый объект, конкретно указанный в списке объектов и не исключающий любые комбинации объектов в списке объектов. Это определение также обеспечивает возможность того. Что объекты могут при необходимости присутствовать помимо объектов, конкретно указанных в списке объектов, на которые ссылается фраза «по меньшей мере один», независимо от того, связаны ли они или нет с теми объектами, которые конкретно указаны. Таким образом, в качестве неограничивающего примера, "по меньшей мере один из А и В" (или эквивалентно "по меньшей мере один из А или В," или эквивалентно "по меньшей мере один из А и/или В") может относится, в одном варианте реализации, к по меньшей мере одному, при необходимости включающему более одного А в отсутствие В (и при необходимости включающему объекты, отличающиеся от В); в другом варианте реализации, к по меньшей мере одному, при необходимости включающему более одного B в отсутствие А (и при необходимости включающему объекты, отличающиеся от А); еще в одном другом варианте реализации, к по меньшей мере одному, при необходимости включающему более одного А, и по меньшей мере одному, при необходимости включающему более одного В (и при необходимости включающему другие объекты). Другими словами, выражения "по меньшей мере один" "один или более" и "и/или" являются открытыми выражениями, которые являются как союзными, так и разделительными в действии. Например, каждое из выражений "по меньшей мере одно из А, В и С" "по меньшей мере одно из А, В или С," "одно или более из А, В и С," "одно или более из А, В или С" и "А, В и/или С" могут означать только А, только В, только С, А и В вместе, А и С вместе, В и С вместе, А, В и С вместе, и при необходимости любой из указанных выше в комбинации с по меньшей мере одним другим объектом.
Различные раскрытые элементы устройств и операции способов, раскрытые в настоящем документе, не обязательно необходимы для всех устройств и способов согласно настоящему изобретению, и раскрытие настоящего изобретения включает в себя все новые и неочевидные комбинации и подкомбинации различных раскрытых в настоящем документе элементов и операций. Кроме того, один или более из раскрытых в настоящем документе различных элементов и операций могут определять независимый объект, обладающий признаками изобретения, выделяемый и существующий отдельно от рассматриваемого в целом устройства или способа. Соответственно, такой патентоспособный объект изобретения не обязан быть связанным с конкретными устройствами и способами, явно раскрытыми в настоящем документе, и такой патентоспособный объект изобретения может найти применение в устройствах и/или способах, которые не раскрыты явно в настоящем документе.
При использовании в настоящем документе, выражение "например", выражение "в качестве примера" и/или просто выражение "пример", используемые со ссылкой на один или более компонентов, признаков, деталей, конструкций, вариантов осуществления и/или способов согласно настоящему раскрытию, предназначены для передачи информации о том, что описанный компонент, признак, деталь, конструкция, вариант осуществления и/или способ является иллюстративным, не исключающим примером компонентов, признаков, деталей, конструкций, вариантов осуществления и/или способов согласно настоящему раскрытию. Таким образом, описанный компонент, признак, деталь, конструкция, вариант осуществления и/или способ не предназначен быть ограничивающим, обязательным или исключительным/исчерпывающим и другие компоненты, признаки, детали, конструкции, варианты осуществления и/или способы, включая в себя конструктивно и/или функционально аналогичные и/или эквивалентные компоненты, признаки, детали, конструкции, варианты осуществления и/или способы, также находятся в объеме настоящего раскрытия.
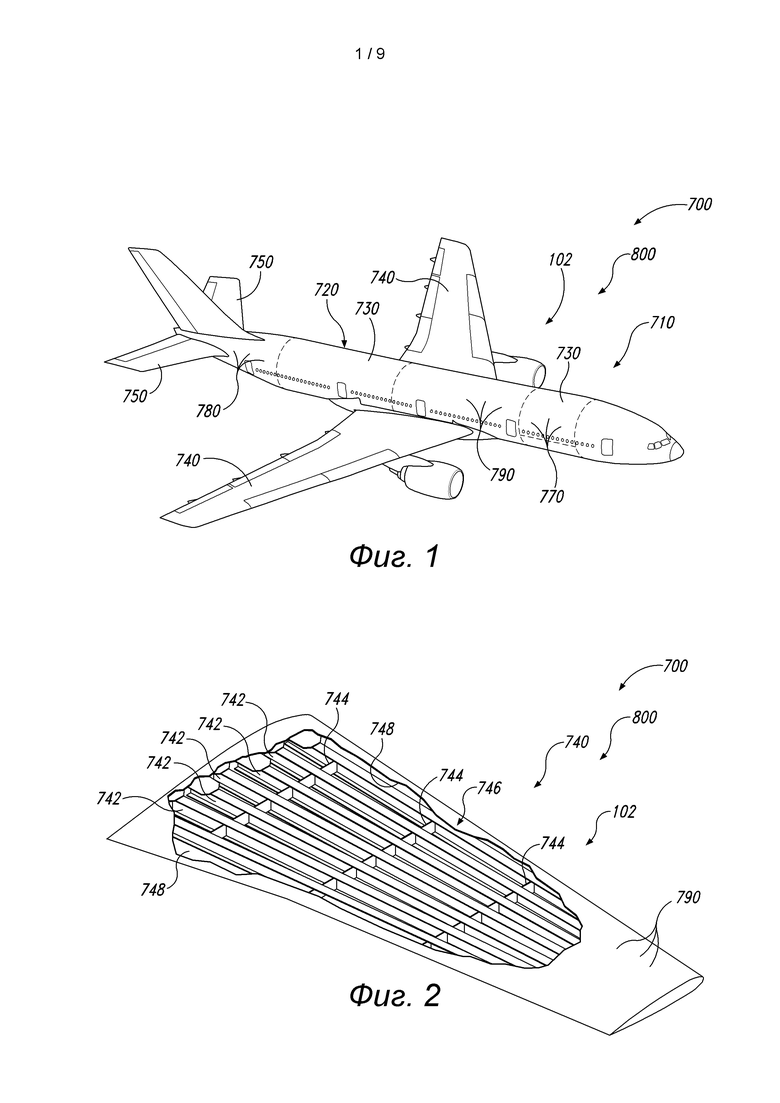
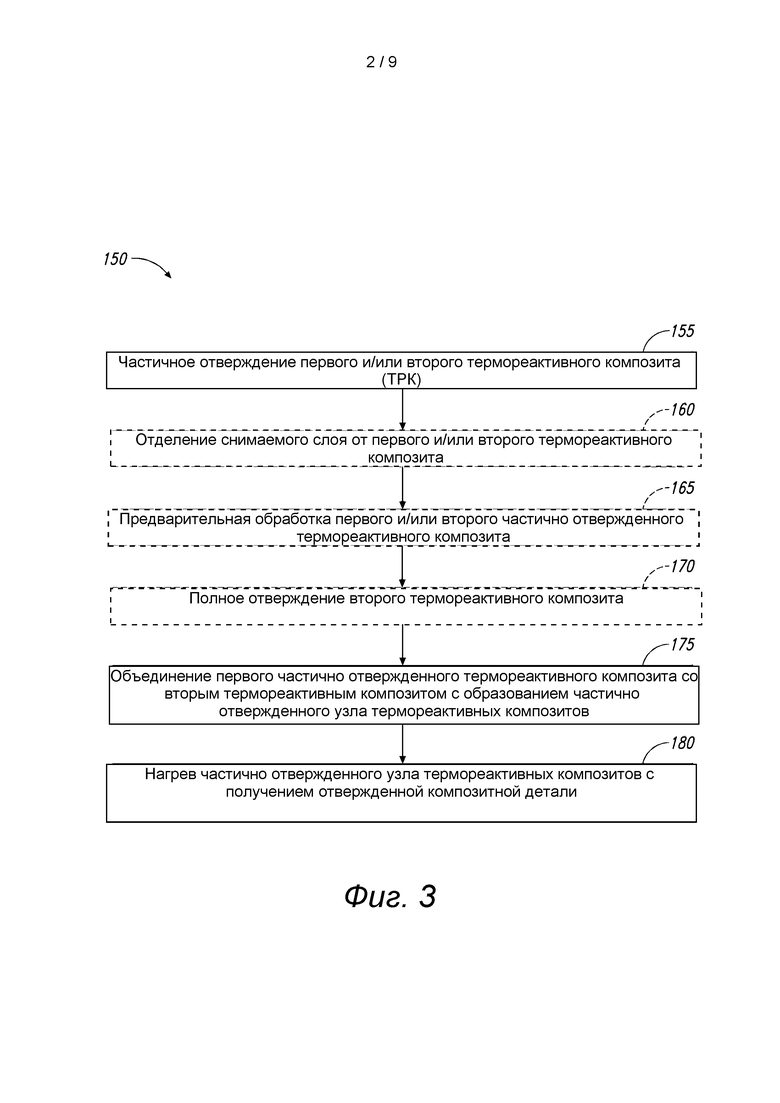
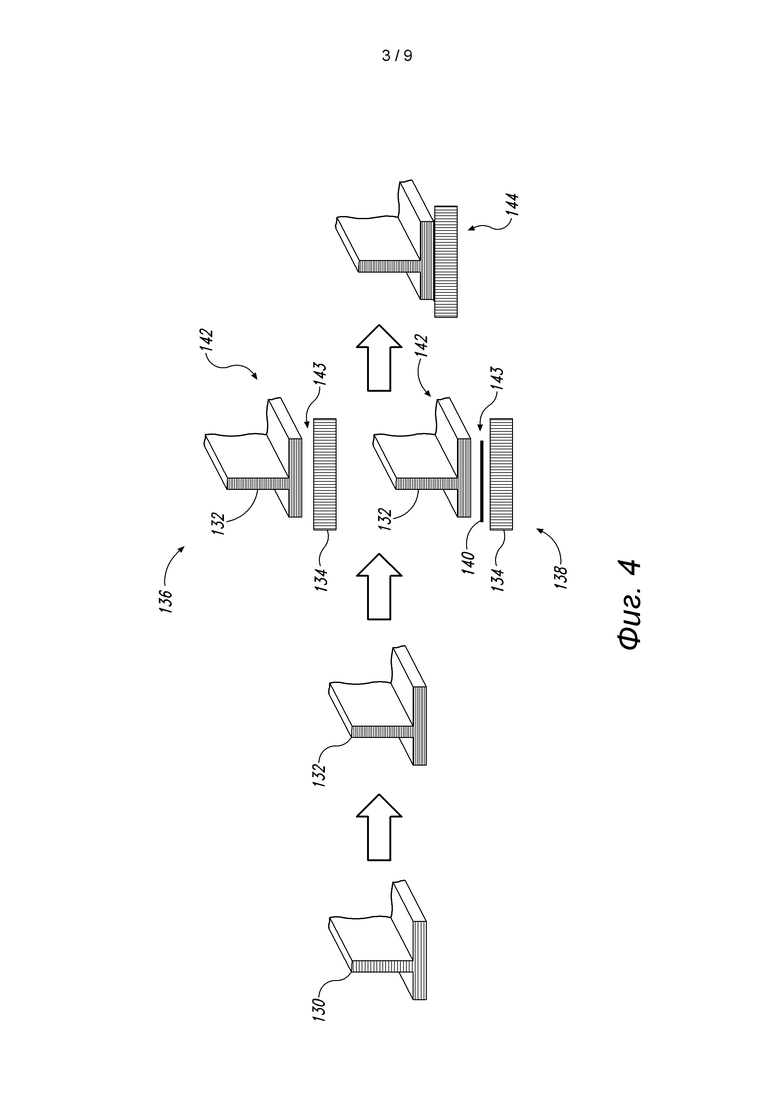
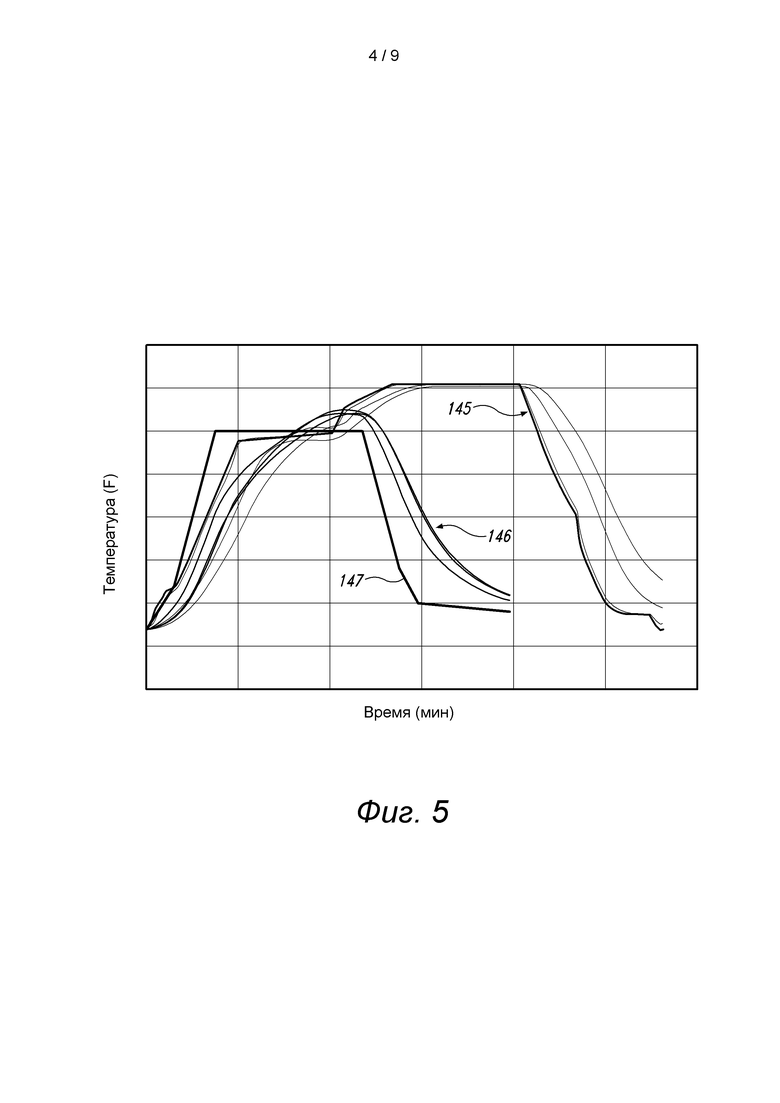
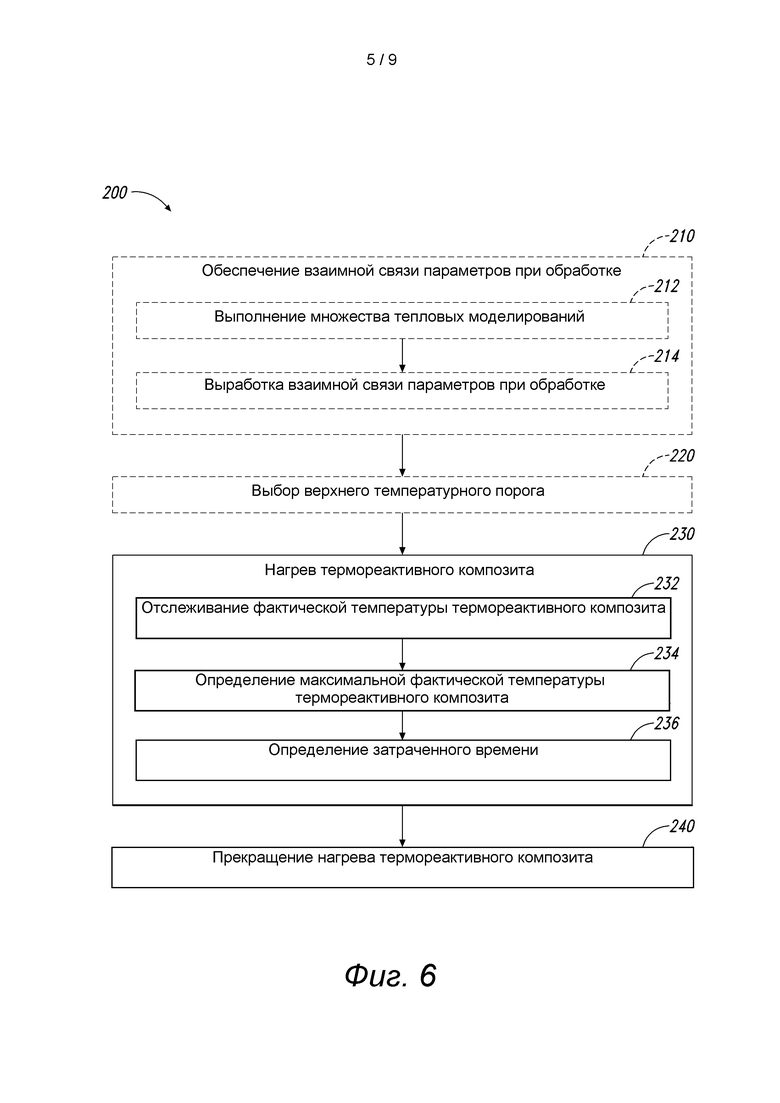
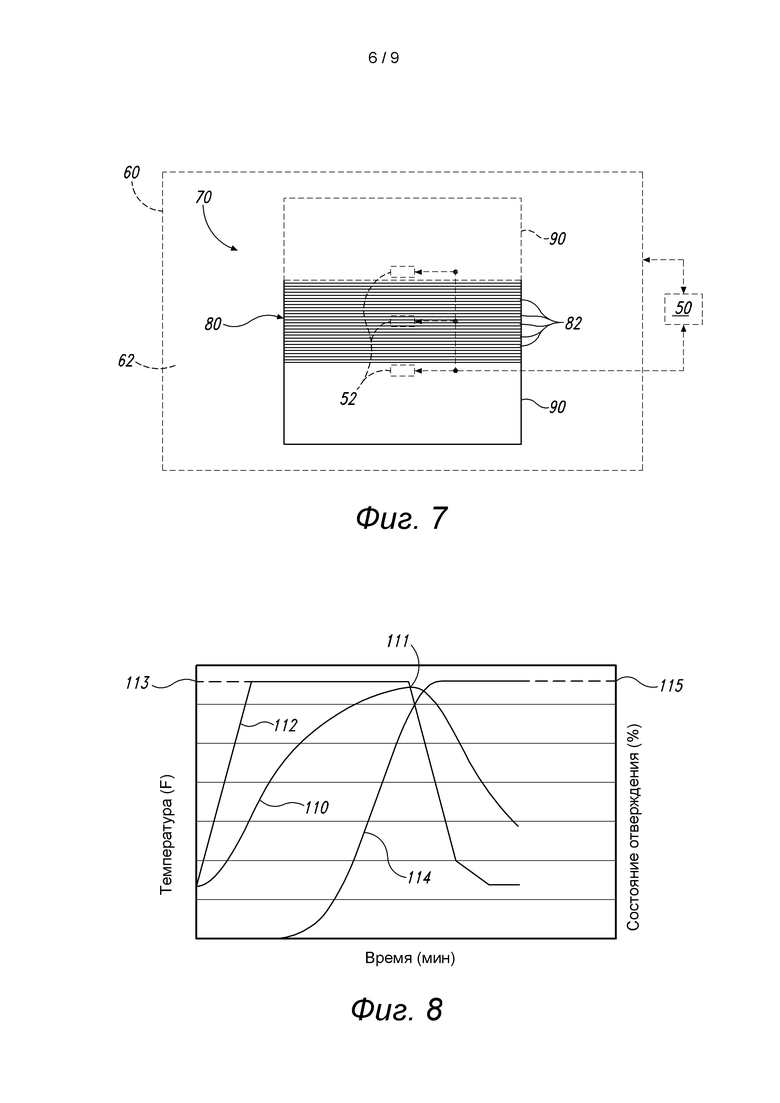
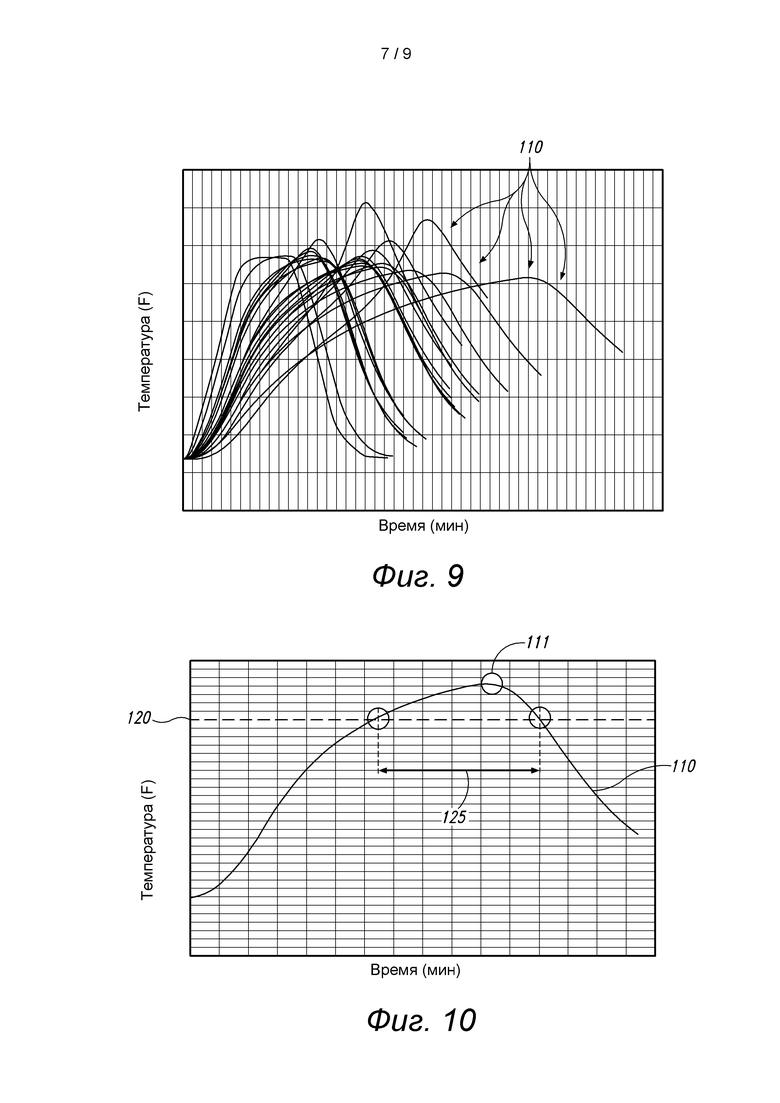
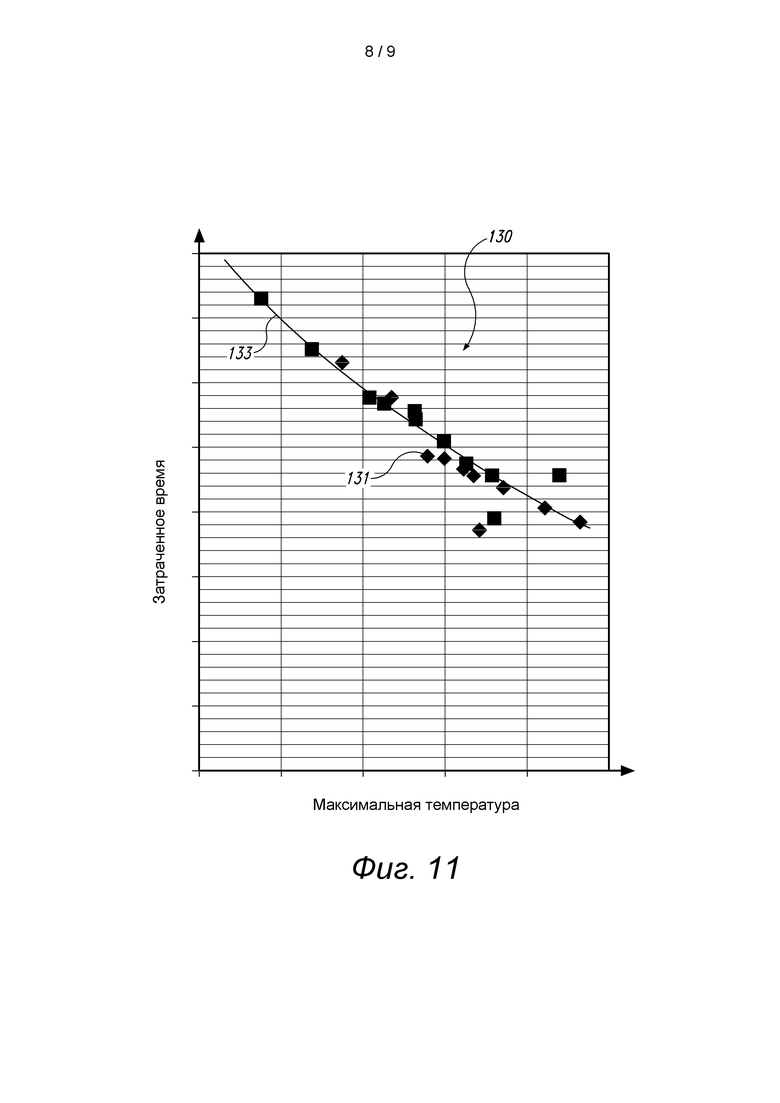
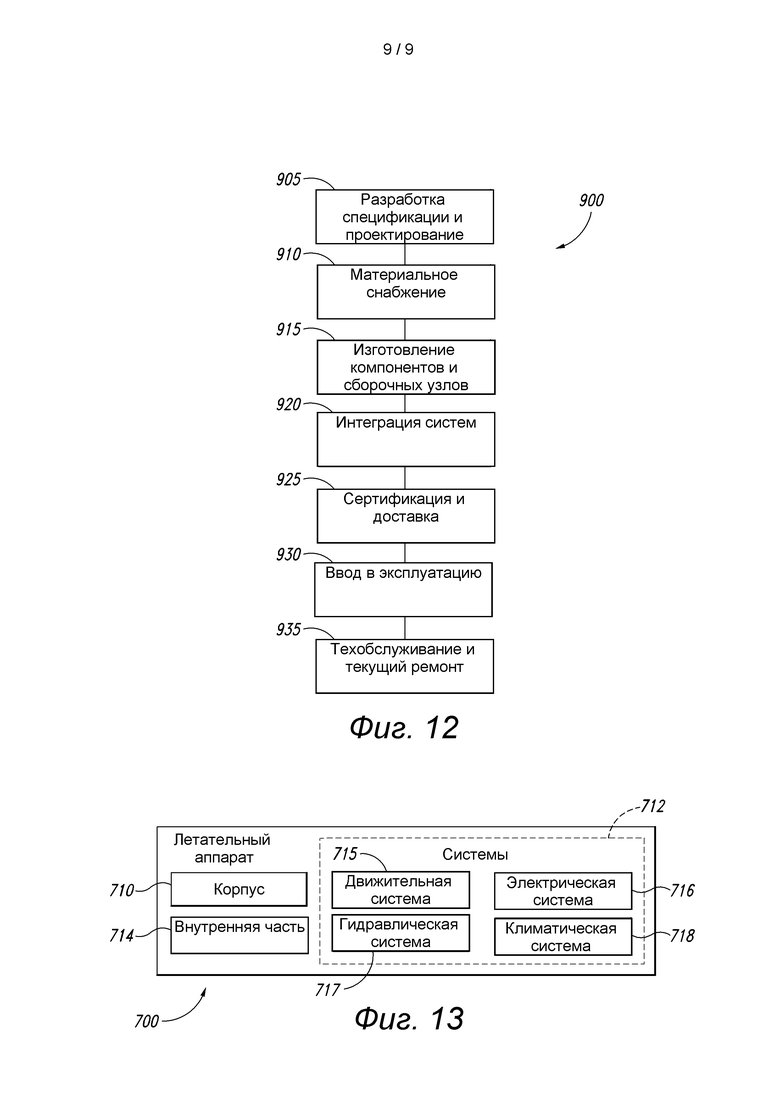
Изобретение относится к области термореактивных композитов и касается способа совместного соединения первого термореактивного композита (ТРК) и второго термореактивного композита с образованием отвержденной композитной детали. Способ включает частичное отверждение первого термореактивного композита до заданного состояния отверждения (СО) с образованием первого частично отвержденного термореактивного композита. Частичное отверждение основано по меньшей мере частично на максимальной температуре первого термореактивного композита во время частичного отверждения и на истекшем времени, в течение которого фактическая температура первого термореактивного композита превышает пороговую температуру. Способ также включает объединение первого частично отвержденного термореактивного композита со вторым термореактивным композитом с образованием частично отвержденного узла термореактивных композитов и нагрев частично отвержденного узла термореактивных композитов для соединения первого частично отвержденного термореактивного композита со вторым термореактивным композитом, отверждения частично отвержденного узла термореактивных композитов и получения отвержденной композитной детали. Изобретение обеспечивает повышение эффективности технологии изготовления композитной детали из термореактивных композитов. 19 з.п. ф-лы, 13 ил.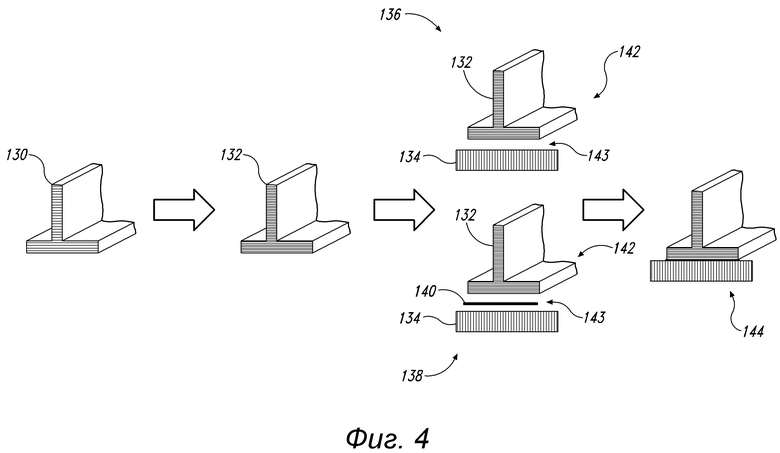
1. Способ [150] совместного соединения первого термореактивного композита [130] и второго термореактивного композита [134] с образованием отвержденной композитной детали [144], включающий:
частичное отверждение [155] первого термореактивного композита [130] до заданного состояния отверждения [114] путем нагрева [180] первого термореактивного композита [130] с образованием первого частично отвержденного термореактивного композита [132], причем заданное состояние отверждения [114] устанавливают по меньшей мере частично на основе следующего:
(i) максимальной температуры [111] первого термореактивного композита [130] во время частичного отверждения [155] и
(ii) истекшего времени [125] во время частичного отверждения [155], в течение которого фактическая температура [110] первого термореактивного композита [130] превышает пороговую температуру [120];
объединение [175] первого частично отвержденного термореактивного композита [132] со вторым термореактивным композитом [134] с образованием частично отвержденного узла [142] термореактивных композитов, который включает область [143] сопряжения между первым частично отвержденным термореактивным композитом [132] и вторым термореактивным композитом [134]; и
нагрев [180] частично отвержденного узла [142] термореактивных композитов для:
(i) соединения первого частично отвержденного термореактивного композита [132] со вторым термореактивным композитом [134] внутри области [143] сопряжения;
(ii) отверждения частично отвержденного узла [142] термореактивных композитов и
(iii) получения отвержденной композитной детали [144].
2. Способ [150] по п. 1, согласно которому, перед объединением [175], первый термореактивный композит [130] включает снимаемый слой, причем снимаемый слой по меньшей мере частично покрывает область первого термореактивного композита [130], которая проходит внутри области [143] сопряжения между первым термореактивным композитом [130] и вторым термореактивным композитом [134] в частично отвержденном узле [142] термореактивных композитов,
причем частичное отверждение [155] включает частичное отверждение [155] во время, пока снимаемый слой покрывает область первого термореактивного композита [130], которая проходит внутри области [143] сопряжения, и при этом перед объединением [175] способ [150] также включает отделение [160] снимаемого слоя от первого термореактивного композита [130].
3. Способ [150] по п. 2, согласно которому частичное отверждение [155] включает по меньшей мере одно из следующего:
(i) ограничение максимальной температуры [111] первого термореактивного композита [130] и
(ii) ограничение истекшего времени [125], в течение которого фактическая температура [110] термореактивного композита [130] превышает пороговую температуру [120].
4. Способ [150] по п. 1, согласно которому частичное отверждение [155] включает:
(i) нагрев [180] первого термореактивного композита [130] до более высокой температуры, чем пороговая температура [120];
(ii) во время нагрева [180] первого термореактивного композита [130], отслеживание фактической температуры [110] первого термореактивного композита [130];
(iii) во время нагрева [180] первого термореактивного композита [130], определение максимальной температуры [111], которой достиг первый термореактивный композит [130];
(iv) во время нагрева [180] первого термореактивного композита [130], определение истекшего времени [125], при котором фактическая температура [110] первого термореактивного композита [130] превышает пороговую температуру [120]; и
(v) прекращение нагрева [240] первого термореактивного композита [130] по меньшей мере частично на основе максимальной температуры [111] первого термореактивного композита [130] и истекшего времени [125].
5. Способ [150] по п. 4, согласно которому прекращение нагрева [240] первого термореактивного композита [130] основано по меньшей мере частично на соотношении между максимальной температурой [111] первого термореактивного композита [130] и истекшим временем [125].
6. Способ [150] по п. 4, также включающий обеспечение корреляции параметров процесса для заданного состояния отверждения [114] первого термореактивного композита [130],
причем корреляция параметров процесса описывает комбинации истекшего времени [125] и максимальной температуры [111] первого термореактивного композита [130], при которых достигается заданное состояние отверждения [114].
7. Способ [150] по п. 6, согласно которому прекращение нагрева [240] первого термореактивного композита [130] включает прекращение в ответ на корреляцию параметров процесса, указывающую на то, что первый термореактивный композит [130] достиг заданного состояния отверждения [114].
8. Способ [150] по п. 6, согласно которому обеспечение корреляции параметров процесса включает выполнение множества симуляций температурных условий, которые включают модели кинетики отверждения, первого термореактивного композита [130] для множества различных условий обработки и выработку корреляции параметров процесса из множества симуляций температурных условий,
причем каждая симуляция температурных условий из множества симуляций температурных условий моделирует отверждение первого термореактивного композита [130] до заданного состояния отверждения [114].
9. Способ [150] по п. 1 или 2, согласно которому по меньшей мере одно из следующего:
(i) объединение [175] включает нанесение адгезива [140] на область [143] сопряжения перед нагревом [180] частично отвержденного узла [142] термореактивных композитов; и
(ii) объединение [175] включает объединение без нанесения адгезива [140] на область [143] сопряжения перед нагревом [180] частично отвержденного узла [142] термореактивных композитов.
10. Способ [150] по п. 1 или 2, согласно которому после объединения [175] область [143] сопряжения свободна от адгезива [140], проходящего между первым частично отвержденным термореактивным композитом [132] и вторым термореактивным композитом [134].
11. Способ [150] по п. 1 или 2, согласно которому после частичного отверждения [155] первого термореактивного композита [130] и перед объединением [175] способ [150] также включает по меньшей мере одно из следующего:
(i) подрезку первого частично отвержденного термореактивного композита [132];
(ii) проверку первого частично отвержденного термореактивного композита [132];
(iii) механическую обработку первого частично отвержденного термореактивного композита [132] и
(iv) сверление по меньшей мере одного отверстия в первом частично отвержденном термореактивном композите [132].
12. Способ [150] по п. 1 или 2, согласно которому после частичного отверждения [155] первого термореактивного композита [130] и перед объединением [175] способ [150] также включает очистку области первого термореактивного композита [130], которая проходит внутри области [143] сопряжения между первым термореактивным композитом [130] и вторым термореактивным композитом [134] в частично отвержденном узле [142] термореактивных композитов.
13. Способ [150] по п. 12, согласно которому очистка включает по меньшей мере одно из следующего:
(i) удаление снимаемого слоя из области первого частично отвержденного термореактивного композита [132];
(ii) плазменное травление области первого частично отвержденного термореактивного композита [132];
(iii) шлифование области первого частично отвержденного термореактивного композита [132] и
(iv) обработку области первого частично отвержденного термореактивного композита [132] растворителем.
14. Способ [150] по любому из пп. 1-13, согласно которому нагрев [180] частично отвержденного узла [142] термореактивных композитов включает нагрев [180] в нагретой окружающей среде [62], которая окружает частично отвержденный узел [142] термореактивных композитов, за счет увеличения температуры нагретой окружающей среды [62].
15. Способ [150] по п. 1 или 2, согласно которому второй термореактивный композит [134] является неотвержденным перед нагревом [180] частично отвержденного узла [142] термореактивных композитов.
16. Способ [150] по п. 1 или 2, согласно которому второй термореактивный композит [134] имеет состояние отверждения меньше порогового состояния отверждения [114] перед нагревом [180] частично отвержденного узла [142] термореактивных композитов, причем пороговое состояние отверждения [114] составляет менее 10%.
17. Способ [150] по п. 1 или 2, согласно которому, перед объединением [175], способ [150] также включает частичное отверждение [155] второго термореактивного композита [134] до второго заданного состояния отверждения [114] с образованием второго частично отвержденного термореактивного композита [134].
18. Способ [150] по п. 17, согласно которому второе заданное состояние отверждения [114] устанавливают по меньшей мере частично на основе второй максимальной температуры [111], во время частичного отверждения [144] второго термореактивного композита [134], второго термореактивного композита [134] и второго истекшего времени [125], во время частичного отверждения [155] второго термореактивного композита [134], в течение которого вторая фактическая температура [110] второго термореактивного композита [134] превышает вторую пороговую температуру [120].
19. Способ [150] по п. 1 или 2, согласно которому перед объединением [175] способ [150] также включает полное отверждение второго термореактивного композита [134].
20. Способ [150] по п. 1 или 2, согласно которому отвержденная композитная деталь [144] включает по меньшей мере одно из следующего:
(i) конструкцию стрингера обшивки;
(ii) хвостовое оперение летательного аппарата [700] и
(iii) крыло [740] летательного аппарата [700].
| US 2014144568 A1, 29.05.2014 | |||
| EP 2055464 А1, 06.05.2009 | |||
| US 2016257427 A1, 08.09.2016 | |||
| US 2016316214 A1, 03.11.2016 | |||
| RU 2008116590 A, 10.11.2009 | |||
| СПОСОБ СОЕДИНЕНИЯ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА С МАТЕРИАЛОМ ВОЛОКНИСТОГО КОМПОЗИТА | 2008 |
|
RU2463163C2 |

