Изобретение относится к области получения керамических изделий, в том числе крупногабаритных, обладающих высокой механической прочностью, износостойкостью, химической инертностью, коррозионной стойкостью, в том числе при высоких температурах, и может быть использовано в машиностроении и на предприятиях оборонной промышленности, в металлургии, нефтяной промышленности, ЖКХ и др.
Известен способ изготовления карбидокремниевых нагревателей [SU 170173 «Способ изготовления трубчатых неметаллических нагревателей» опубл. 09.04.1965], включающий перемешивание порошков карбида кремния, кремния и сажи со связующим веществом, в качестве которого могут быть взяты сажа и пек или синтетическая смола, вальцовку полученной массы, пневмотрамбовку и формование методом мундштучного прессования и нарезку на куски; отформованные заготовки подвергаются коксующему обжигу при температуре 1300°С или отвержению в полимеризаторе. Далее отвержденные заготовки подвергаются силицирующему отжигу путем прямого или косвенного электротермического нагрева в засыпке, приготовленной на основе смеси песка и кокса. После этого, тем или иным способом формируют токоподводящие части.
Преимуществом указанного способа является возможность получения крупногабаритных карбидокремниевых изделий при относительнонизкой удельной стоимости. Недостатком способа являются низкая прочность изделий из-за высокой пористости (15-25%) и малой связанности частиц карбида кремния в объеме получающейся карбидокремниевой керамики. По этим причинам, несмотря на возможность использования данного способа для получения изделий сложных форм и длинномерных изделий, область применения получаемых карбидокремниевых изделий ограничена преимущественно нагревательными элементами относительно небольшой длины, эксплуатация которых допустима при условии медленного нагрева и охлаждения, ограничении рабочих температур и т.д.
Технический результат в увеличении размера карбидокремниевых изделий с повышенной механической прочностью, термоударной стойкостью плотностью 2,5-2,9 г/см3, повышении технологичности и рентабельности их изготовления, расширении областей применения карбидокремниевой керамики.
Технический результат достигается за счет того, что в способе получения изделий из карбидокремниевой керамики, заключающемся в получении изделия из рекристаллизованной керамики перемешиванием шихты из порошков карбида кремния со связующим веществом, вальцовкой, пневмотрамбовкой полученной массы, формованием методом мундштучного прессования и нарезкой на куски с последующим коксующим обжигом при температуре 1300°С и силицирующим отжигом, в полученное изделие вводится углеродосодержащий компонент, далее производится пропитка кремнием и/или выдерживание в парах кремния в высокотемпературной камере.
Введение углеродных компонентов в карбидокремниевый каркас рекристаллизованной керамики и последующее силицирование обеспечивают образование дополнительных связей между частицами карбида кремния, что приводит к увеличению механической прочности получаемых изделий. Остаточные углерод и кремний, сохраняющиеся в объеме керамики после повторного силицирования, увеличивают трещиностойкость и термоударную прочность получаемых изделий.
Изобретение поясняется рисунками и примером.
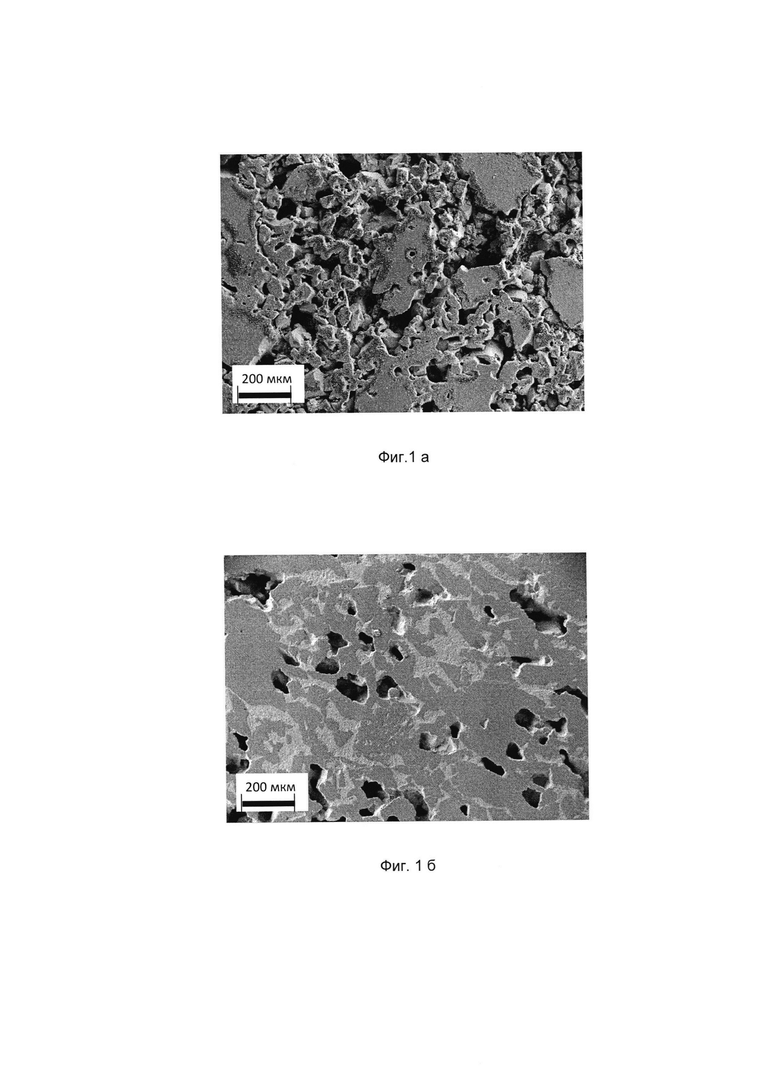
Микроструктура карбидокремниевой керамики, полученной по способу прототипа изобретения (Фиг. 1а) и микроструктура карбидокремниевой керамики, полученной по способу изобретения (Фиг. 1б).
Крупногабаритное изделие из карбидокремниевой керамики, полученное по способу изобретения на Фиг. 2.
Объемное уплотнение рекристаллизованной керамики, проводится за счет введения в ее пористый карбидокремниевый каркас углеродосодержащего компонента и последующего реакционного спекания в процессе силицирования изделия. При этом контролируется содержание остаточного кремния в объеме изделия для обеспечения необходимой связности между крупными карбидокремниевыми зернами. Выполнение этих операций позволяет получить материал, структура и механические характеристики которого близки к структуре и свойствам конструкционных карбидокремниевых керамик (Таблица 1).

Пример реализации изобретения
Способ предлагаемого изобретения был применен для изготовления высокопрочного карбидокремниевого нагревательного элемента.
Карбидокремниевый нагревательный элемент получали силицирующим обжигом сформованной путем экструзии заготовки из порошков карбида кремния (F60 зел. - 15%, F120 зел. - 65%, и F500 зел. - 5%), декстрина и метилцеллюлозы (15%) при температуре >2400° в защитной атмосфере, предварительно заготовка подвергалась коксующему обжигу при температуре 1300°С для перевода связующего в углерод. В результате этого было изготовлено карбидокремниевое изделие, имеющее структуру рекристаллизованной карбидокремниевой керамики с однородными связями между крупными зернами первичного карбида кремния (Фиг. 1а). Далее рабочее тело изделия пропитывалось дополнительным углеродо-содержащим компонентом, в качестве которого использовался коллоидно-графитовый раствор марки КГР-1500; в качестве растворителя применялся этиловый спирт. Силицирование производилось в вакуумной высокотемпературной печи. Изделие располагали на графитовой оснастке, над изделием размещался тигель с кремнием. После запуска печи и разогрева до температуры 1600°С проводили силицирование изделия путем пропитки расплавом кремния, процесс пропитки происходил в течении 10 минут с последующей выдержкой в течение 20 минут и плавным охлаждением в течение 4 часов.
Плотность полученного изделия из карбидокремниевой керамики составила 2,5 г/см3 (Фиг. 1б).
Полученное изделие обладает повышенной прочностью, менее подвержено старениюи выдерживает многократные нагрев и охлажденияв режиме изменения температуры со скоростью до 100°С в минуту, в то время как предельно допустимая скорость выхода на рабочий режим для нагревателей, изготовленных по традиционной технологии составляет не более 300° в час. По способу изобретения возможно изготовление нагревательных карбидокремниевых элементов с большим отношением длины к диаметру сечения с высокой прочностью (Фиг. 3), позволяющей как транспортировку, так и надежную эксплуатацию.
Получение карбидокремниевых изделий, в том числе крупногабаритных изделий, изделий сложных форм, например, трубчатой формы, обладающих высокой прочностью, термостойкостью существенно расширяет области применения изделий из карбидокремниевой керамики. По способу изобретения могут быть изготовлены крупногабаритные нагреватели, тигли, воронки, теплообменники, трубы для перекачки абразивосодержащих суспензий и агрессивных жидкостей и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полых нагревателей сопротивления на основе углеродкарбидокремниевого материала | 2016 |
|
RU2620688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2544206C1 |
| УГЛЕРОД-КАРБИДОКРЕМНИЕВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ | 2014 |
|
RU2573141C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2546216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКЦИОННОСПЕЧЕННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2539465C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ НАГРЕВАТЕЛЕЙ СОПРОТИВЛЕНИЯ ИЗ УГЛЕРОДКАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2286317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УЛЬТРАМЕЛКОЗЕРНИСТОГО СИЛИЦИРОВАННОГО ГРАФИТА | 2018 |
|
RU2699641C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2624707C1 |
| Способ получения карбидкремниевого войлока | 2021 |
|
RU2758311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2561096C1 |

Способ изобретения относится к области получения карбидокремниевых керамических изделий, в том числе крупногабаритных, обладающих повышенными эксплуатационными характеристиками, в том числе при высоких температурах для применения в различных областях промышленности. Технический результат состоит в увеличении размера карбидокремниевых изделий с повышенной механической прочностью, термоударной стойкостью, плотностью 2,5-2,9 г/см3, повышении технологичности и рентабельности их изготовления, расширении областей применения карбидокремниевой керамики. Способ включает приготовление шихты из порошков карбида кремния со связующим веществом, вальцовку, пневмотрамбовку полученной массы, формование заготовок методом мундштучного прессования, нарезку на куски необходимой длины, последующий коксующий обжиг. После коксующего обжига изделия пропитывают коллоидно-графитовым спиртовым раствором и силицируют путём пропитки расплавом кремния или выдерживанием в парах кремния в высокотемпературной камере. По способу изобретения могут быть изготовлены крупногабаритные нагреватели, тигли, воронки, теплообменники, трубы для перекачки абразивосодержащих суспензий и агрессивных жидкостей и т.п. 1 табл., 3 ил.
Способ получения изделий из карбидокремниевой керамики, заключающийся в получении изделия из рекристаллизованной карбидокремниевой керамики перемешиванием шихты из порошков карбида кремния со связующим веществом, вальцовкой, пневмотрамбовкой полученной массы, формованием методом мундштучного прессования и нарезкой на куски длиной, равной общей длине готового изделия, с последующим коксующим обжигом при температуре 1300°С и силицирующим отжигом, отличающийся тем, что после коксующего обжига изделие пропитывают коллоидно-графитовым спиртовым раствором, а силицирование проводят путём пропитки расплавом кремния или выдерживанием в парах кремния в высокотемпературной камере.

