Аналогичная заявка
В настоящей заявке испрашивается приоритет по предшествующей европейской заявке №ЕР 16181260.7, поданной 26 июля 2016 г. от имени компании AISAPACK HOLDINGS.A.M. Содержание этой предшествующей заявки полностью включено посредством ссылки в описание настоящей заявки.
Область, к которой относится изобретение
Настоящее изобретение относится к системам вращающихся ножей машин для производства упаковок, в частности, в виде труб.
Уровень техники
Такие машины для производства упаковок, в частности в виде труб, известны в уровне техники.
В таких машинах при производстве упаковок в виде труб получают, как правило, сплошное трубчатое изделие, которое необходимо нарезать на нужный размер (длину) с целью формирования требуемой отдельной упаковки типа трубы. Соответственно, в состав машины необходимо включить режущие средства, с тем чтобы на ее выходе можно было получить отдельные трубы заданной длины (в зависимости от назначения этих труб). Однако, учитывая, что формирование трубчатого изделия представляет собой непрерывный процесс, который не останавливают для нарезки отдельных труб, приходится конструировать специальную режущую систему, которая могла бы перемещаться по ходу движения трубчатого изделия с такой же скоростью и одновременно нарезать сплошное трубчатое изделие на отдельные трубы без остановки его движения.
Из предшествующего уровня техники известны системы разрезания труб, описанные, например, в документах ЕР 2085169, ЕР 2008749, WO 2015/052338, GB 2120591 и KR 20120062045, которые могут служить примерами известных технологий.
Так, например, в документе ЕР 2085169 описана система разрезания труб. Говоря конкретнее, описанная в этом документе система содержит стол, совершающий линейное перемещение со скольжением в направлении перемещения трубчатого изделия, причем на этом столе закреплен, в частности, режущий рычаг с режущим инструментом. Этот режущий рычаг смонтирован на поворотной оси, снабженной ведущей шестерней, при этом указанная шестерня приводится в движение приводным устройством для управления поворотом рычага в положение разрезания трубчатого изделия на сегменты труб. Однако рассматриваемая система оказывается слишком сложной, так как включает в себя множество установленных на столе элементов, что приводит к значительной инерции и ограничивает возможности ускорения и замедления в линейном направлении, а тем самым - и к снижению производительности линии изготовления отдельных труб, нарезаемых из трубчатого изделия.
Таким образом, известные вращающиеся режущие устройства страдают низкой производительностью из-за нагрузок, возникающих вследствие возвратно-поступательного линейного перемещения, при котором создаются сильные ускорения. Решающим фактором для повышения производительности должно стать уменьшение полезной нагрузки и, следовательно, сил инерции.
В документе US 3843758 раскрыт способ изготовления кольцевых труб для целей орошения. Непрерывно формируемую трубу заводят на пост резания, где имеются режущие средства, перемещающиеся по ходу движения этой трубы. Таким образом, в указанном патентном документе осуществляют перемещение всех имеющихся режущих средств, что не является оптимальным с точки зрения инерции системы при перемещениях, ускорениях и замедлениях, а следовательно, приводит к снижению производительности.
В документе СН 633742 раскрыто устройство разрезания труб с использованием дисковых ножей, располагающихся с возможностью свободного вращения вокруг их соответствующей оси и приводимых в движение вокруг разрезаемой трубы. Каждый нож помещен на каретку-ножедержатель, имеющую возможность радиального перемещения и соединенную с помощью углового шарнира с центральным цилиндром, который может совершать осевое перемещение под действием давления текучей среды, конкретнее гидравлической жидкости, так что при осевом перемещении цилиндра будет происходить радиальное перемещение кареток. Однако эта система довольно сложна ввиду необходимости использования гидравлической жидкости для приведения ее в действие, вследствие чего могут возникнуть трудности, и даже будет запрещено ее применение в некоторых ситуациях применения получаемых труб (например, при работе с пищевыми и другими подобными продуктами).
В документе FR 2972670 раскрыты способ и устройство изготовления деталей типа удлиненных элементов вращения. Описываемая здесь система содержит П-образную опору, несущую на себе все устройство для механической обработки и резания. Таким образом, при движении, параллельном оси вращения устройства обработки и резания, то есть в направлении перемещения обрабатываемого изделия, необходимо перемещать П-образную опору и, следовательно, все устройство обработки и резания. При этом инерция достигает максимального уровня, что оказывает негативное воздействие на производительность описанного устройства.
Раскрытие сущности изобретения
Одной из целей изобретения является разработка системы разрезания непрерывно формируемого трубчатого изделия на отдельные трубы, которая обеспечивала бы усовершенствование известных устройств и технологий.
Другая цель настоящего изобретения состоит в разработке системы разрезания труб, которая была бы более производительной по сравнению с известными системами, и в частности, позволяла бы уменьшить количество используемых в ней компонентов с целью снижения ее инерции, особенно при движении в направлении перемещения трубчатого изделия, с достижением, тем не менее, высокой производительности.
Еще одна цель изобретения состоит в разработке системы разрезания, которая была бы проста в реализации и могла бы быть легко адаптирована к диаметру трубчатого изделия и к длине получаемой трубы без серьезного вмешательства в конструкцию всей машины.
Следующая цель изобретения состоит в разработке системы разрезания, которая обеспечивала бы достижение производительности, свойственной существующим машинам, то есть достаточно высоких значений производительности.
Следующая цель изобретения состоит в разработке системы, которая позволила бы легко компенсировать износ режущих пластин без необходимости их замены.
Наконец, еще одна цель настоящего изобретения состоит в разработке способа разрезания на отдельные трубы сплошного трубчатого изделия в процессе его непрерывного линейного перемещения или протягивания.
В соответствии с одним из вариантов осуществления, изобретение относится к устройству разрезания на отдельные трубы сплошного трубчатого изделия, совершающего непрерывное поступательное перемещение и формируемого с помощью производственной машины, причем указанное устройство содержит по меньшей мере:
станину, неподвижную относительно машины,
подвижный узел, выполненный с возможностью поступательного перемещения относительно станины и несущий на себе режущую головку, приводимую в линейное возвратно-поступательное движение и во вращение, причем режущая головка содержит по меньшей мере одну режущую пластину, закрепленную на качающемся рычаге,
первый механизм, содержащий по меньшей мере один первый двигатель для приведения режущей головки в возвратно-поступательное движение,
второй механизм, содержащий по меньшей мере один второй двигатель для приведения режущей головки во вращение,
третий механизм, содержащий по меньшей мере один третий двигатель для активации начала и окончания операции резания с помощью режущей пластины.
В этом устройстве разрезания механизмы являются неподвижными в направлении протягивания трубчатого изделия относительно станины устройства, что позволяет уменьшить количество и вес установленных на нем компонентов и, следовательно, снизить инерцию. Предпочтительно, по меньшей мере двигатели трех механизмов зафиксированы относительно станины устройства.
В соответствии с одним из вариантов осуществления, средства для приведения в действие третьего механизма являются неподвижными в направлении протягивания трубчатого изделия относительно станины.
В соответствии с одним из вариантов осуществления, качающийся рычаг режущей головки имеет по меньшей мере одну поворотную ось и одну точку приведения в действие, причем поворотная ось приводится в линейное возвратно-поступательное движение первым механизмом и во вращение вторым механизмом, а точка приведения в действие приводится во вращение третьим механизмом.
В соответствии с одним из вариантов осуществления, устройство содержит по меньшей мере одну колонну передачи привода, соединяющую поворотную ось с первым и вторым механизмами.
В соответствии с одним из вариантов осуществления, смещение фазы вращения между вторым механизмом и третьим механизмом приводит к вращательному движению качающегося рычага и режущей пластины вокруг поворотной оси.
В соответствии с одним из вариантов осуществления, второй механизм содержит по меньшей мере одну колонну привода режущей головки, приводимой во вращение вторым двигателем, причем качающийся рычаг и режущая пластина соединены с колонной привода посредством поворотной оси.
В соответствии с одним из вариантов осуществления, первый механизм содержит узел из шестерни и зубчатой рейки, причем шестерня приводится в движение первым двигателем.
В соответствии с одним из вариантов осуществления, колонна привода приводится во вращение вторым двигателем посредством шкива и приводного ремня.
В соответствии с одним из вариантов осуществления, точка приведения в действие приводится во вращение третьим двигателем посредством шкива и приводного ремня.
В соответствии с одним из вариантов осуществления, изобретение относится к машине для производства отдельных труб из сплошного трубчатого изделия, причем указанная машина содержит по меньшей мере одно устройство, раскрытое в настоящей заявке.
В соответствии с одним из вариантов осуществления, изобретение относится к способу разрезания на отдельные трубы сплошного трубчатого изделия, совершающего непрерывное поступательное перемещение, в соответствии с которым
приводят в поступательное движение подвижный узел, несущий на себе режущую головку, приводимую в линейное возвратно-поступательное движение и во вращение, причем режущая головка содержит по меньшей мере одну режущую пластину на качающемся рычаге с возможностью свободного вращения вокруг поворотной оси,
приводят во вращение точку приведения в действие,
активируют начало и окончание операции разрезания с помощью режущей пластины посредством смещения фазы вращения режущей головки и точки приведения в действие;
возвращают подвижный узел в исходную позицию для выполнения следующего цикла разрезания.
В соответствии с одним из вариантов осуществления способа, приведение в поступательное движение осуществляют с помощью узла из шестерни и зубчатой рейки.
В соответствии с одним из вариантов осуществления способа, приведение во вращение осуществляют с помощью двигателя, воздействующего на шкив посредством зубчатого ремня.
В соответствии с одним из вариантов осуществления способа, смещение фазы позволяет регулировать точку резания на режущей пластине и компенсировать износ указанной пластины.
Таким образом, в соответствии с принципами настоящего изобретения, при использовании предлагаемого способа перечисляемые ниже компоненты не являются установленными, то есть не совершают линейного возвратно-поступательного перемещения по оси протягивания трубы и, соответственно, не перемещаются:
- средства приведения во вращение;
- приводные средства;
- средства приведения в линейное движение.
Говоря конкретнее, эти средства приведения в движение и приводные средства представляют собой двигатель.
Напротив, установленные средства передачи обладают незначительной инерцией, в частности в осевом направлении, то есть в направлении линейного возвратно-поступательного перемещения. Эти установленные средства передают движения приведения в поступательное и вращательное движение на режущую головку. Кроме того, они обеспечивают передачу движения привода режущей головки.
Краткое описание чертежей
Сущность настоящего изобретения станет более понятной из описания различных вариантов его осуществления и приложенных чертежей, на которых:
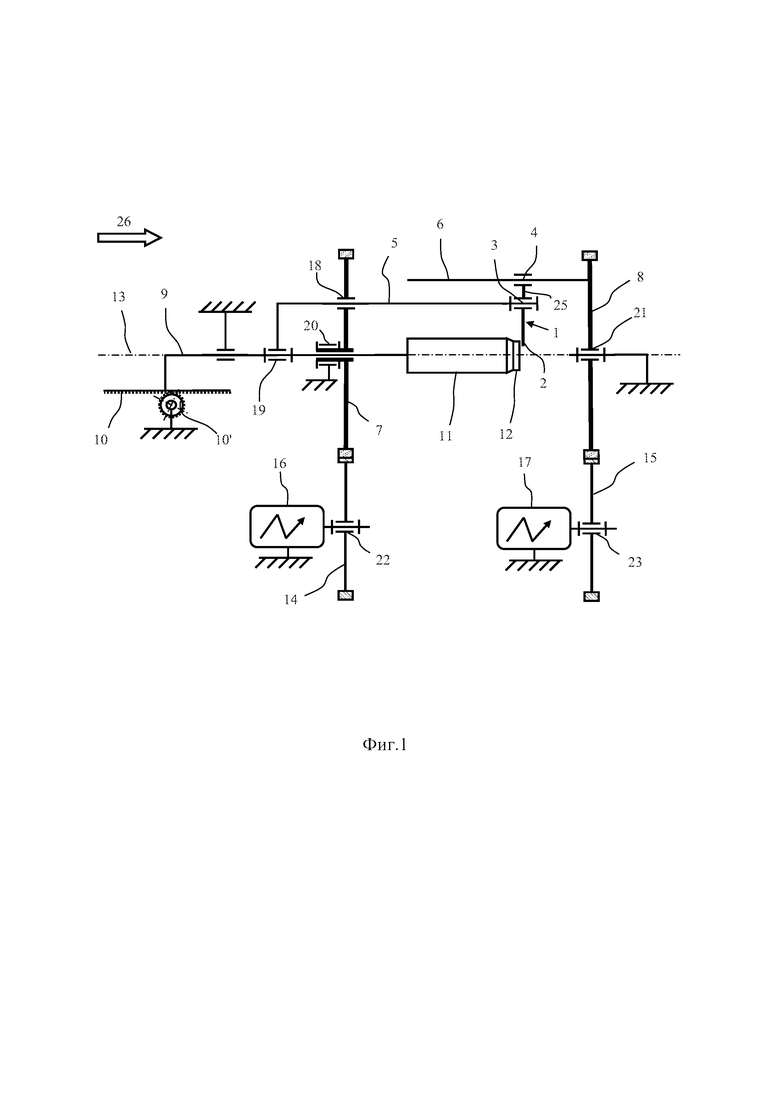
- фиг. 1 представляет собой принципиальную схему устройства согласно изобретению;
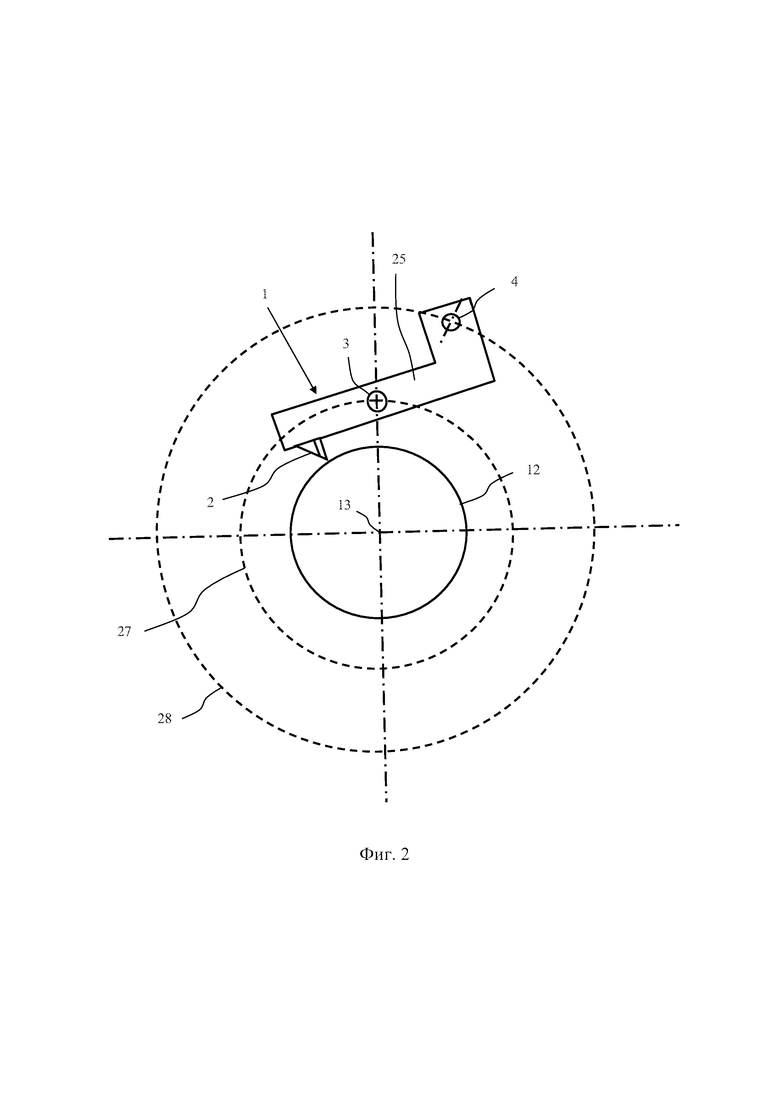
- фиг. 2 представляет собой схематическое изображение в разрезе, иллюстрирующее предлагаемую систему резания.
Осуществление изобретения
Устройство согласно изобретению состоит из неподвижной части, которая содержит тяжелые и с трудом перемещаемые компоненты, и подвижной части, менее тяжелой и легко поддающейся ускорению и замедлению при выполнении операции разрезания на обрабатываемом трубчатом изделии.
Предлагаемое устройство снабжено средствами приведения в поступательное движение, которые выполнены неподвижными, и средствами передачи поступательного движения, выполненными подвижными. Средства передачи рассчитаны таким образом, чтобы они имели как можно меньшую инерцию.
Говоря конкретнее, устройство согласно изобретению типа показанного на фиг. 1 и 2 имеет передаточную опору 9, выполненную с возможностью поступательного перемещения относительно производственной машины. Это поступательное перемещение достигается с помощью, например, системы из шестерни 10' и зубчатой рейки 10, хотя возможно использование и иных эквивалентных средств. В соответствии с предпочтительным техническим решением, шестерня 10' приводится в движение напрямую или опосредованно первым двигателем 10'', причем указанный двигатель 10'' неподвижен относительно производственной машины. Поступательное перемещение опоры 9 является линейным и повторяет перемещение формируемого в машине трубчатого изделия с той же скоростью, благодаря чему обеспечивается его вращательное разрезание на отдельные трубы в процессе непрерывного поступательного перемещения по продольной оси 13 трубчатого изделия в направлении 26. По завершении вращательного разрезания средства резания снимают, как будет разъяснено ниже по тексту описания, и возвращают опору 9 в исходное положение с целью перехода к следующему циклу разрезания на трубы.
Кроме того, предлагаемое устройство разрезания содержит используемый в качестве приводных средств первый механизм приведения во вращение, образуемый конкретно вторым двигателем 16, например типа смонтированного на машине серводвигателя, и шкивом 7, например приводимым во вращение ремнем 14, который связан с двигателем 16, или другими аналогичными средствами, причем шкив 7 приводит в движение по меньшей мере одну колонну 5 передачи привода. Эта колонна 5 скользит в направляющей 18 шкива 7, благодаря чему обеспечивается ее поступательное перемещение вдоль оси 13 трубчатого изделия. Это позволяет отсоединять приводной механизм 14, прикрепленный к машине, тогда как передаточная колонна 5 приводимая во вращение, перемещается вместе с подвижным узлом. Можно предусмотреть несколько передаточных колонн 5, например две или больше, для придания системе резания большей устойчивости.
На передаточной колонне 5 закреплены режущие средства в форме режущей головки 1, снабженной качающимся рычагом 25, на котором закреплена режущая пластина 2, причем рычаг 25 смонтирован на колонне 5 с помощью поворотной оси 3, которая обеспечивает возможность поворота рычага и пластины 2 в направлении по оси 13 трубы или с удалением от указанной оси с целью проведения операции разрезания непрерывно формируемого трубчатого изделия на отдельные трубы. В процессе разрезания трубчатое изделие совершает направленное перемещение в трубчатом теле 11.
Устройство содержит используемый в качестве приводных средств второй приводной механизм 15, называемый также ниже просто «приводным механизмом», который содержит третий приводной двигатель 17, например типа серводвигателя, смонтированного на машине, а также приводной шкив 8, причем указанный шкив 8 приводится во вращение двигателем 17, например, с помощью ремня иди других аналогичных средств, при этом указанный приводной шкив 8 приводит во вращение точку 4 приведения в действие рычага 25. Эта точка 4 приведения в действие закреплена на приводном стержне 6 и используется для вращения рычага 25 и режущей пластины 2 вокруг его оси вращения следующим образом: точка 4 приведения в действие смещается относительно поворотной оси 3, в результате чего вращательное движение указанной точки 4 приведения в действие относительно оси 4 приводит к повороту качающегося рычага 25 вокруг оси 3 и, соответственно, к сближению с осью 13 трубы (или удалению от нее.) Поскольку оба шкива 7 и 8 имеют одну и ту же ось вращения, каковой является ось 13 трубы, смещение точки приведения в действие относительно поворотной оси 3 может быть достигнуто посредством относительного смещения фаз шкивов 7 и 8. Таким образом, это смещение фаз, управляемое двигателями 16 и 17, позволяет перемещать режущую пластину 2 в положение резания трубчатого изделия путем его сближения с осью 13 или путем его отвода от положения резания с удалением от оси 13, просто используя нужное значение смещения фаз шкивов 7 и 8 и происходящее вследствие этого перекидывание рычага 25.
На фиг. 2 схематически иллюстрируются средства резания трубчатого изделия в зоне расположения режущей головки 1. Качающийся рычаг 25 смонтирован на поворотной оси 3, а на одном из его концов закреплена режущая пластина 2. Второй конец рычага 25 соединен с точкой 4 приведения в действие, так что при вращении системы поворотная ось 3 будет двигаться по окружности 27, в то время как поворотная точка 4 будет двигаться по кругу 28. Как было сказано выше, относительное смещение фаз точки 4 приведения в действие и поворотной оси приведет к повороту рычага 25, что позволит, в зависимости от направления смещения фаз, сблизить пластину 2 с осью 13 и, следовательно, произвести отрезание трубы или отодвинуть от оси.
Работу режущей головки согласно изобретению можно коротко описать следующим образом.
- Поворотная ось и точка приведения в действие приводятся во вращение вокруг оси 13 трубы. Это движение необходимо для осуществления кругового разрезания трубы режущей пластиной 2.
- Управление движениями поворотной оси 3 и точки 4 приведения в действие производится по отдельности. Если их относительное положение постоянно, радиального перемещения режущей пластины 2 не будет. Если же их относительное положение изменяется, то создается радиальное перемещение режущей пластины 2, обеспечивающее возможность кругового отрезания отдельной трубы в процессе поступательного перемещения со скоростью, соответствующей скорости перемещения трубчатого изделия.
Предусмотрены предпочтительно следующие регулировки режущей головки:
- начальное радиальное положение режущей пластины 2 (в зависимости от диаметра трубчаты) - начальное положение регулируют через относительное расстояние (точнее, угловой сдвиг фаз) между точкой 4 приведения в действие и поворотной осью 3;
- глубину резания регулируют с помощью другого значения углового сдвига фаз между точкой 4 приведения в действие и поворотной осью 3;
- угловые положения начала и окончания резания можно регулировать в любой момент, так как угловые положения поворотной оси 3 и точки 4 приведения в действие в каждый момент известны. Таким образом, смещение фаз может регулироваться постоянно. Соответственно, предлагаемую систему легко адаптировать к разным диаметрам и толщинам труб;
- колонны 5 передачи привода передают линейные и вращательные движения на режущую головку;
- ось 6 приведения в действие передает управление относительным положением точки приведения в действие;
- калибровочная втулка 12 поддерживает трубу в процессе резания и центрирует ее относительно теоретической оси. Эта калибровочная втулка 12 позволяет создать точку отсчета глубины резания (радиальное положение пластины регулируется относительно втулки). Калибровочная втулка 12 позволяет также получить более четкий рез путем оптимизации осевого зазора между втулкой 12 и пластиной 2.
Компоненты, обозначенные позициями 18-23, представляют собой направляющие средства, конкретнее:
18 - подшипник, обеспечивающий направленное продольное движение колонны 5 в шкиве 7 с целью достижения продольного перемещения колонны 5 в процессе резания;
19 - подшипник, обеспечивающий направленное вращение колонны 5 на оси 13 трубы;
20 - подшипник, обеспечивающий направленное вращение шкива 7 на оси 13 трубы;
21 - подшипник, обеспечивающий направленное вращение шкива 8 на оси 13 трубы;
22 - подшипник, обеспечивающий направленное перемещение приводного механизма 14;
23 - подшипник, обеспечивающий направленное перемещение приводного механизма 15.
Позицией 26 обозначено направление протягивания трубчатого изделия.
Благодаря применению предлагаемого способа в рассматриваемой машине становится возможным разрезание на отдельные трубы без прерывания формирования трубчатого изделия, которое нарезается на эти отдельные трубы.
В соответствии со способом согласно изобретению, выполняют разрезание отдельных труб из трубчатого изделия, которое имеет сплошную форму и совершает непрерывное поступательное перемещение, при этом способ содержит следующие этапы:
- приводят подвижный узел в поступательное движение;
- приводят качающийся рычаг с режущей пластиной во вращение вокруг оси трубчатого изделия;
- приводят во вращение точку приведения в действие;
- активируют начало и/или окончание операции резания посредством смещения фазы вращения режущей головки и точки приведения в действие;
- по окончании резания возвращают подвижный узел в исходную позицию.
В соответствии с предпочтительным решением, приведение в поступательное движение осуществляют с помощью узла 10, 10' из шестерни и зубчатой рейки, причем шестерня прикреплена к машине, а зубчатая рейка - к подвижному узлу.
Благодаря предлагаемому способу удается отрезать отдельное трубчатое тело, передаваемое с привязкой к метке или клише в повторяющейся последовательности по оси протягивания трубчатого изделия.
Этот способ позволяет завершать разрезание на отдельные трубчатые тела с исключительно высокой точностью в наиболее дальнем месте на оси 13. Преимущество настоящего изобретения состоит в том, что упрощаются операции транспортировки указанных трубчатых тел к помещенным дальше по ходу обработки механизмами или конструкциям.
Приведение во вращение осуществляется двигателем, оказывающим воздействие на шкив посредством зубчатого ремня.
В соответствии с этим способом, смещение фаз обеспечивает также возможность регулировки точки резания на режущей пластине и компенсации износа этой пластины.
Различные варианты осуществления изобретения были приведены здесь в качестве примеров и не должны рассматриваться как имеющие ограничительный характер. Возможны модификации в рамках заявленного объема охраны, что подразумевает использование эквивалентных средств.
Изобретение относится к устройству разрезания на трубы сплошного трубчатого изделия, совершающего непрерывное поступательное перемещение. Устройство содержит, по меньшей мере, станину, неподвижную относительно машины, подвижный узел, выполненный с возможностью поступательного перемещения относительно станины и несущий на себе режущую головку, выполненную с возможностью ее приведения в линейное возвратно-поступательное движение и во вращение, первый механизм для приведения указанной режущей головки в возвратно-поступательное движение, второй механизм для приведения указанной режущей головки во вращение и третий механизм для активации начала и окончания операции резания. В указанном устройстве указанные механизмы являются неподвижными относительно станины устройства. В результате обеспечивается уменьшение количества и веса установленных в устройстве компонентов, что в свою очередь обеспечивает снижение инерции устройства. 2 н. и 11 з.п. ф-лы, 2 ил.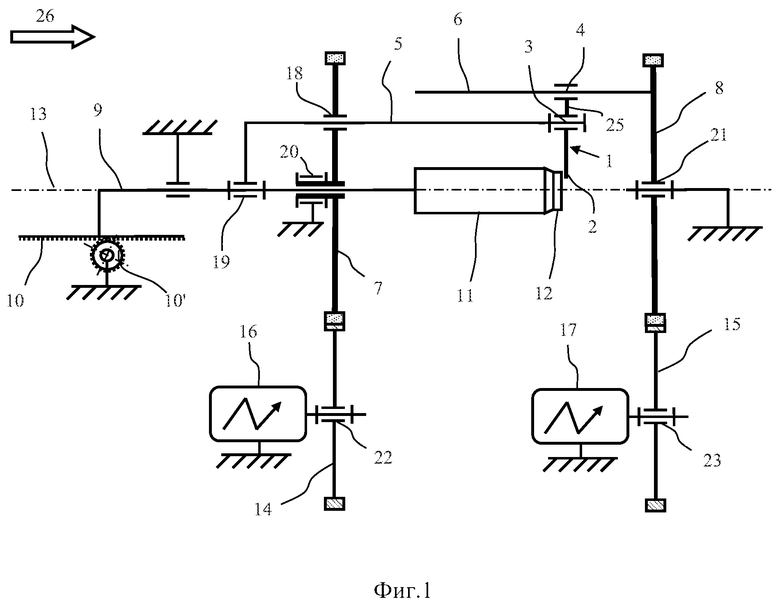
1. Устройство разрезания на трубы сплошного трубчатого изделия, совершающего непрерывное поступательное перемещение, причем указанное устройство содержит, по меньшей мере, неподвижную станину, подвижный узел, выполненный с возможностью поступательного перемещения относительно станины и несущий на себе режущую головку (1), выполненную с возможностью ее приведения в линейное возвратно-поступательное движение и во вращение, причем указанная режущая головка содержит по меньшей мере одну режущую пластину (2), закрепленную на качающемся рычаге (25), первый механизм, содержащий по меньшей мере один первый двигатель (10’’) для приведения указанной режущей головки в возвратно-поступательное движение, второй механизм, содержащий по меньшей мере один второй двигатель (16) для приведения указанной режущей головки во вращение, третий механизм, содержащий по меньшей мере один третий двигатель (17) для активации начала и окончания операции резания с помощью режущей пластины, отличающееся тем, что указанные механизмы являются неподвижными в направлении протягивания трубчатого изделия относительно станины устройства.
2. Устройство по п. 1, в котором средства (6, 8, 21, 15, 23, 17) приведения в действие третьего механизма являются неподвижными в направлении протягивания трубчатого изделия относительно станины.
3. Устройство по п. 1 или 2, в котором качающийся рычаг режущей головки имеет по меньшей мере одну поворотную ось (3) и одну точку (4) приведения в действие, причем предусмотрена возможность приведения поворотной оси в линейное возвратно-поступательное движение первым механизмом и во вращение вторым механизмом, при этом также предусмотрена возможность приведения во вращение точки приведения в действие третьим механизмом.
4. Устройство по одному из пп. 1-3, которое содержит по меньшей мере одну колонну (5) передачи привода, соединяющую поворотную ось с первым и вторым механизмами.
5. Устройство по одному из пп. 1-4, в котором в результате смещения фазы вращения между вторым механизмом и третьим механизмом предусмотрена возможность приведения во вращательное движение качающегося рычага (25) и режущей пластины (2) вокруг поворотной оси (3).
6. Устройство по одному из пп. 1-5, в котором второй механизм содержит по меньшей мере одну колонну (5) передачи привода режущей головки, причем предусмотрена возможность приведения ее во вращение вторым двигателем (16), причем качающийся рычаг и режущая пластина соединены с указанной колонной передачи привода посредством поворотной оси (3).
7. Устройство по одному из пп. 1-6, в котором первый механизм содержит узел (10, 10’) из шестерни и зубчатой рейки, причем предусмотрена возможность приведения в движение указанной шестерни (10’) первым двигателем (10’’).
8. Устройство по одному из пп. 4-7, в котором предусмотрена возможность приведения во вращение указанной колонны (5) передачи привода вторым двигателем (16) посредством шкива (7) и приводного ремня (1).
9. Устройство по одному из пп. 3-8, в котором предусмотрена возможность приведения во вращение указанной точки (4) приведения в действие третьим двигателем (17) посредством шкива и приводного ремня.
10. Способ разрезания на трубы сплошного трубчатого изделия, совершающего непрерывное поступательное перемещение с использованием устройства по любому из пп. 1-9, в котором приводят в поступательное движение подвижный узел, несущий на себе режущую головку, приводимую в линейное возвратно-поступательное движение и во вращение, причем указанная режущая головка содержит по меньшей мере одну режущую пластину на качающемся рычаге с возможностью свободного вращения вокруг поворотной оси, приводят во вращение точку приведения в действие, активируют начало и окончание операции резания с помощью режущей пластины посредством смещения фазы вращения режущей головки и точки приведения в действие, возвращают подвижный узел в исходную позицию для выполнения следующего цикла резания.
11. Способ по п. 10, в котором приведение в поступательное движение осуществляют с помощью узла из шестерни и зубчатой рейки.
12. Способ по п. 10 или 11, в котором приведение во вращение осуществляют с помощью двигателя, воздействующего на шкив посредством зубчатого ремня.
13. Способ по одному из пп. 10-12, в котором смещение фазы позволяет регулировать точку резания на режущей пластине и компенсировать износ указанной пластины.
| US 3843758 A1, 22.10.1974 | |||
| FR 2972670 A1, 21.09.2012 | |||
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1990 |
|
RU2009790C1 |
| Устройство для резки труб | 1988 |
|
SU1655665A2 |

