Способ изготовления композитной фасонной части согласно ограничительной части пункта 1 формулы изобретения, в частности для ветроэнергетической установки, причем композитная фасонная часть включает в себя термопластичный пластик и волокнистую композитную заготовку. Далее изобретение относится к композитной фасонной части, многослойному конструктивному элементу, элементу лопасти ротора и к ветроэнергетической установке.
Композитными фасонными частями являются фасонные части из двух или большего количества соединенных друг с другом материалов, которые изготовлены в виде тела с фиксированными геометрическими размерами. Встречающиеся в соединении материалы в большинстве случаев имеют функциональные свойства, в частности, привязанные к определенному применению относительно их области использования. Для свойств полученного материала имеют значение вещественные и при определенных обстоятельствах также геометрические свойства отдельных компонентов. Это позволяет объединять друг с другом свойства различных компонентов, вследствие чего композитные материалы находят широкие возможности использования. Необходимые для конечного продукта свойства по мере необходимости могут устанавливаться посредством выбора различных исходных материалов для компонентов.
В большинстве случаев композитный конструктивный элемент имеет свойства, которые под воздействием нагрузки представляют собой оптимизированную характеристику композитной фасонной части. Свойства могут быть приданы, например, в отношении определенной прочности, жесткости или растяжимости. Композитная фасонная часть под воздействием нагрузки должна исполнять оптимизированную работу соединения по сравнению с отдельным компонентом соединения. В основном развитие композитных фасонных частей сводится к тому, что оптимизируются необходимые свойства в комбинации с долговечностью, для того чтобы выдерживать продолжительную нагрузку. В частности, на лопасти ротора и другие элементы ветроэнергетической установки оказываются высокие и сильно изменяющиеся воздействия нагрузки, которые наряду с этим также возрастают при увеличивающемся в размере элементе ветроэнергетической установки. В частности, лопасти ротора должны выдерживать как статические, так и возникающие динамические нагрузки.
Так в настоящее время лопасти ротора ветроэнергетических установок состоят в основном из волокнистых композитных материалов, в которых усиливающие волокна, чаще всего в виде мата, уложены в матрице, в большинстве случаев армированного стекловолокном пластика. Чаще всего лопасть ротора изготавливается в виде оболочковой многослойной конструкции. В возрастающей степени используется, например, армированный углеродным волокном пластик. Необходимыми в этом случае свойствами являются, с одной стороны, незначительный вес при относительно высокой структурной прочности, а с другой стороны, различные степени твердости и ориентированный на воздействие нагрузки предел прочности. В любом случае армированные стекловолокном или углеродным волокном материалы могли бы в принципе и при вышеизложенных точках зрения заменять прежнее использование древесины бальза с точки зрения своей оптимизированной прочности.
Армированные волокном компоненты или композитные конструктивные элементы имеют волокна с распределением в материале слоистого пластика, причем волокна ориентированы, по меньшей мере, в одном определенном направлении, для того чтобы достигать лучшего свойства волокнистого композитного материала. В принципе в любом случае можно выделять три действующие фазы в материале: передающие высокое растягивающее усилие волокна, поначалу в любом случае относительно мягкая, укладывающая матрица и соединяющий оба компонента пограничный слой. Как правило, волокна могут состоять из стекла, углерода, керамики, но также из арамида, нейлоновых волокон, бетонных волокон, натуральных волокон или стальных волокон. Сама укладывающая матрица, в большинстве случаев полимер, имеет обусловленную качествами материала изгибную жесткость, удерживает волокна в их положении, передает напряжения между ними и защищает волокна от внешних механических и химических воздействий. Пограничный слой служит для передачи напряжений между обоими компонентами. Проблемой у армированных волокном композитных конструктивных элементов являются возможные трещинообразования соответствующих волокон в нагруженных областях конструктивного элемента; эти трещинообразования могут возникать, прежде всего, из-за изгибающих моментов вследствие повышенной динамической механической нагрузки.
Тем не менее, армированные волокном компоненты или композитные конструктивные элементы в каждом случае с определенным количеством волокон в материале слоистого пластика или матрицы существенно улучшают механические характеристики соответствующих компонентов. Для обусловленных качествами материала параметров, таких как сдвиговая жесткость и изгибная жесткость, а также для концентрации волокон в определенном направлении механические опорные свойства соответствующих компонентов могут целенаправленно устанавливаться по отдельности, в частности относительно предела прочности соответствующего соединения. Фактором для расчета волокнистых композитных материалов является объемное соотношение между волокнами и матрицей. Чем выше содержание волокон, тем более прочным, но и более хрупким становится композитный материал. В случае если соединение нагружается давлением, то наряду с пределом прочности может также иметь значение сдвиговая и изгибная жесткость. В частности наряду с этим в принципе известно, что благодаря так называемой многослойной конструкции соединения с сердечником и одним или двумя покрывными слоями - следуя принципу тавровой балки - может достигаться высокая механическая жесткость соединения при помощи умеренно жесткого на сдвиг сердцевины и, по меньшей мере, одного сравнительно жесткого на изгиб покрывного слоя, причем соединение, тем не менее, может реализовываться в виде облегченной конструкции.
Лопасти ротора ветроэнергетической установки выполнены, как правило, из армированных волокном конструктивных элементов; в большинстве случаев с преимущественно стеклянными и/или углеродными волокнами в смолистом матричном материале слоистого пластика. Такие или другие волокна могут быть ориентированы в или вдоль продольной оси лопасти ротора, причем точная ориентация волокон в большинстве случаев может контролироваться с трудом. Однако в принципе лопасть ротора может оптимизироваться с точки зрения ожидающихся центробежных или гравитационных сил во время эксплуатации. Фактически на ориентацию волокон может оказываться влияние в зависимости от процесса изготовления. При этом может быть решающим, какой тип волокнистых заготовок используется; они могут включать в себя ткань, однонаправленную ткань, маты, ровинги, но также наполнители, куски, иглы или пигменты. Способы изготовления волокнистого композитного конструктивного элемента многообразны. В настоящее время известны способы, включающие в себя способы ручного укладывания, технологии препрегов, вакуумные инфузионные способы, способы намотки волокна, детали, полученные литьем под давлением, обрызгивание волокна смолой, детали, полученные в литьевом прессе, детали, полученные протягиванием, а также листовой ламинированный компаунд (CMC - Sheet Molding Compound). Например, литые детали изготавливаются при помощи экономичного способа литья под давлением, в котором обычно используются стеклянные волокна.
В DE 10336461 описывается способ изготовления лопасти ротора при помощи волокнистых композитных материалов, в котором изготавливаются образующие внешний контур лопасти ротора оболочки, и изготавливаются несущие структуры из волокнистых нитей с заданной длиной, которые соответствующим образом были пропитаны затвердевающим композитным материалом, и несущие структуры укладываются в оболочках.
US 4242160 представляет способ, в котором неразъемная, армированная волокном лопасть ротора состоит из соединенных внутренних и внешних армированных волокном оболочек. Внутренняя оболочка изготавливается посредством соединения выполненных раздельно трубообразных половин. Наружная оболочка создается на наружной стороне внутренней оболочки предпочтительно посредством наматывания множества витков армированного волокном материала эпоксидной смолы.
Высокую степень точности позиционирования и ориентации волокон обеспечивает способ намотки волокон, в частности в качестве технологии раскатки бесконечных волокнистых нитей (ровингов) на, по меньшей мере, приблизительно цилиндрическую форму, которые на дальнейших шагах способа пропитываются и затвердевают. Для намотки волокон тело конструктивного элемента является более поздней формой волокнистого композитного материала. Дополнительно при намотке волокон делают еще различие между потерянными и используемыми повторно сердцевинами, причем потерянный сердечник может быть функциональным конструктивным элементом конструкции.
В US 2012/0261864 представляется способ, в котором волокнистый материал укладывается на поверхность формы, аналогично негативному изображению армированной волокном изготовляемой структуры. При этом жгуты волокнистого материала укладываются на поверхность и выравниваются таким образом, что посредством приложения низкого давления осуществляется подготовка армированной волокном структуры.
При высокопроизводительной композитной структуре волокнистые заготовки впрыскиваются с полимером и изготовляются удовлетворяющие требованиям экономичные волокнистые заготовки (так называемые преформы) для армированных бесконечным волокном композитных конструктивных элементов. Эти преформы являются "нестандартными" с точки зрения удовлетворяющих требованиям ориентаций волокон, локальных, удовлетворяющих требованиям скоплений волокон и внешних контуров. Изготовленные таким образом заготовки при помощи обычных производственных процессов могут обрабатываться до конструктивных элементов с так называемой конструкцией препрега, полученного в автоклаве.
Немецкое ведомство по патентам и товарным знакам проводило поиск следующего уровня техники в приоритетной заявке: DE 4300208 A1, DE 10336461 A1, DE 102012201262 A1, EP 0402309 A1, EP 0697275 A2, EP 0697280 A1, EP 1992472 A1 и WO 94/19176 A1.
С этого места начинается изобретение, задача которого состоит в предоставлении улучшенного способа изготовления композитной фасонной части, в предоставлении самой композитной фасонной части, а также многослойного конструктивного элемента, элемента лопасти ротора и ветроэнергетической установки, которая улучшена относительно уровня техники, однако, по меньшей мере, задача состоит в преодолении одной из описанных выше проблем. По меньшей мере, должно предлагаться альтернативное решение известному в уровне техники решению. В частности, относительно способа изготовления должна предлагаться простая и контролируемая возможность изготовлять композитную фасонную часть. В частности, должно отображаться, по меньшей мере, одно оптимизированное свойство композитной фасонной части с точки зрения статических и динамических нагрузок. В частности, способ изготовления и композитная фасонная часть с ориентированными и направленными соответствующим образом волокнами должны улучшенным образом противодействовать действующим усилиям. Кроме того, способ изготовления и композитная фасонная часть или многослойный конструктивный элемент, элемент лопасти ротора и ветроэнергетическая установка должны использовать оптимизированную систему слоев, которая с точки зрения технологического процесса и/или конкретного материала делает возможным улучшенный принцип работы. В частности, композитный конструктивный элемент и способ должны создавать условия для длительной и направленной против воздействий нагрузок жесткости и/или прочности, предпочтительно с повышением как изгибной, так и сдвиговой жесткости.
Задача относительно способа изготовления решается изобретением с помощью способа пункта 1 формулы изобретения.
Изобретение исходит из способа изготовления композитной фасонной части, в частности для ветроэнергетической установки, включающей в себя термопластичный пластик и волокнистую композитную заготовку, причем согласно изобретению способ включает в себя шаги:
- предоставление термопластичного пластика и волокнистой композитной заготовки с гибкой, выполненной в виде плетеной структуры системой волокон,
- распределение термопластичного пластика в виде задающего форму сердцевинного материала в гибкой, выполненной в виде плетеной структуры системе волокон волокнистой композитной заготовки и соединение с выполненной в виде плетеной структуры системой волокон, причем
- гибкая, выполненная в виде плетеной структуры система волокон в соединении с задающим форму сердцевинным материалом имеет пересекающиеся волокна, которые направляются друг к другу и которые в точке пересечения имеют угол волокна, который составляет от 10° до 90°, в частности от 30° до 60°, предпочтительно волокна ориентируются друг относительно друга под углом волокна в 45° с диапазоном отклонения в ±5°, и причем
- выполненная в виде плетеной структуры система волокон в соединении образует наружный функциональный слой композитной фасонной части.
Предпочтительно волокна ориентируются под углом волокна в 45° с диапазоном отклонения в ±5°.
Относительно композитной фасонной части задача решается изобретением с помощью композитной фасонной части пункта 6 формулы изобретения. Изобретение исходит из композитной фасонной части, в частности изготовленной согласно вышеупомянутому способу, в частности для ветроэнергетической установки, причем композитная фасонная часть включает в себя термопластичный пластик и волокнистую композитную заготовку. Согласно изобретению предусмотрено то, что:
- волокнистая композитная заготовка имеет гибкую, выполненную в виде плетеной структуры систему волокон,
- термопластичный пластик в виде задающего форму сердцевинного материала распределен в гибкой, выполненной в виде плетеной структуры системе волокон волокнистой композитной заготовки и соединен с выполненной в виде плетеной структуры системой волокон, причем
- выполненная в виде плетеной структуры система волокон в соединении с задающим форму сердцевинным материалом имеет пересекающиеся, направленные друг к другу волокна,
- которые в точке пересечения имеют угол волокна, который составляет от 10° до 90°, в частности от 30° до 60°, предпочтительно волокна ориентированы друг относительно друга под углом волокна в 45° с диапазоном отклонения в ±5°, и причем
- выполненная в виде плетеной структуры система волокон в соединении образует наружный функциональный слой композитной фасонной части.
В принципе выполненную в виде плетеной структуры систему волокон следует широко понимать как любой тип системы нитей, которая обладает определенной вариативностью с точки зрения пересекающихся, направленных друг к другу волокон. Предпочтительно этим является плетение или плетеная структура, у которой несколько нитей из податливого и в этом отношении как такового гибкого материала, включающего в себя материал волокон, переплетаются друг с другом, или вязаная структура, у которой податливый и в этом отношении как таковой гибкий материал, включающий в себя материал волокон, переплетается сам с собой; также возможны петлеобразующие системы нитей, такие как трикотаж. Сверх этого также возможны тканеобразные структуры, у которых нити - хотя это и менее предпочтительно, но возможно - полностью или частично проведены друг относительно друга перпендикулярно или приблизительно под углом в 90°, предпочтительно в точке пересечения имеют угол волокна, который составляет предпочтительно от 10° до 90°, предпочтительно от 30° до 60°, предпочтительно волокна ориентируются друг относительно друга под углом волокна в 45° с диапазоном отклонения в ±10° или под другим определенным углом волокна с диапазоном отклонения в ±5°.
В соответствии с этим наиболее предпочтительны, в частности, такие типы системы нитей, чей угол волокна к тому же можно устанавливать вариативно, в частности чей угол волокна устанавливается вариативно автоматически, в зависимости от размеров и формы вводимого, задающего форму сердцевинного материала. Следовательно, наиболее предпочтительна гибкая и способная вариативно принимать определенную форму, выполненная в виде плетеной структуры система волокон с переменным углом волокна. Определенные системы волокон наиболее хорошо способствуют этому свойству, как, например, в частности, выполненная в виде плетеной структуры система волокон, которая выбрана из группы, состоящей из: плетения, вязания, трикотажа.
Для решения задачи относительно дальнейших элементов или устройства изобретение ориентируется на многослойный конструктивный элемент пункта 13 формулы изобретения, элемент лопасти ротора пункта 14 формулы изобретения и ветроэнергетическую установку пункта 15 формулы изобретения.
Многослойный конструктивный элемент включает в себя, по меньшей мере, одну, в частности множество композитных фасонных частей для образования сердцевинного конструктивного элемента. Сердцевинный конструктивный элемент, по меньшей мере, с одной стороны, предпочтительно с двух сторон покрыт, по меньшей мере, одним покровным слоем. В усовершенствованном варианте сердцевинный конструктивный элемент многослойного конструктивного элемента покрыт воспринимающими усилия покровными слоями, которые благодаря сердцевинному материалу сердцевинного конструктивного элемента удерживаются на расстоянии. Данное усовершенствование позволяет интегрировать упомянутую ранее комбинацию свойств с конечными максимальными значениями при незначительном весе в многослойный конструктивный элемент, который в сумме при более высоких воздействиях нагрузок благодаря усталостной прочности противодействует в большинстве случаев линейному увеличению номинальных значений. В частности, многослойный конструктивный элемент имеет улучшенную сдвиговую и изгибную жесткость вследствие выполненной в виде плетеной структуры системы волокон, которая в соединении с задающим форму сердцевинным материалом имеет пересекающиеся волокна, которые направляются друг к другу, и которые в точке пересечения имеют угол волокна, который составляет от 30° до 60°, причем, в частности, волокна ориентируются друг относительно друга под углом волокна в 45° с диапазоном отклонения в ±5°.
В предпочтительном усовершенствовании элемент лопасти ротора включает в себя, по меньшей мере, одну, в частности множество композитный фасонных частей в качестве сердцевинного материала. Это усовершенствование интегрирует оптимизированную композитную фасонную часть в лопасть ротора, в частности в процессе изготовления в ее полуоболочку; вследствие этого можно достигать улучшенную усталостную прочность, в частности улучшенную прочность на сжатие или улучшенную сдвиговую и изгибную жесткость. Таким образом, лопасть ротора оптимизирована с точки зрения ожидаемых центробежных или гравитационных сил во время эксплуатации. При этом благодаря использованию этого композитного конструктивного элемента достигнута минимизация трещинообразования или минимизированное распространение трещин из-за задающего форму сердцевины в качестве термопластичного пластика.
Ветроэнергетическая установка имеет башню, гондолу и ротор с колпаком ротора и несколькими лопастями ротора, причем лопасть ротора имеет, по меньшей мере, один элемент лопасти ротора согласно концепту изобретения и/или башня, гондола и/или колпак ротора имеют многослойный конструктивный элемент согласно концепту изобретения.
Так как ввиду все больших размеров лопастей ротора следует ожидать все большие также для сруктурно-динамической работы лопасти ротора нагрузки, им может оказываться противодействие посредством обусловленных качествами материала параметров композитного конструктивного элемента согласно концепту изобретения.
В принципе концепт изобретения в целом реализовывается при композитной фасонной части даже вне зависимости от способа изготовления. Тем не менее наиболее предпочтительной оказалась композитная фасонная часть, которая изготовлена согласно способу изготовления согласно концепту изобретения. Тем не менее в принципе могут также использоваться другие способы изготовления в качестве заявленного способа изготовления.
Изобретение исходит из того соображения, что волокнистый композитный материал, описанный в уровне техники, может противодействовать воздействию нагрузки. Более высокие требования к композитному конструктивному элементу или большие геометрические размеры определенных композитных конструктивных элементов, как например, лопастей ротора обуславливают новый подход к композитному конструктивному элементу, причем при способе изготовления следует также учитывать ресурсы и эффективность. В частности, при помощи соответствующей изобретению выполненной в виде плетеной структуры системы волокон в соединении с задающим форму сердцевинным материалом достигнута более высокая сдвиговая и изгибная жесткость при композитной фасонной части, так как эта система имеет пересекающиеся волокна, которые направляются друг к другу и которые в точке пересечения имеют угол волокна, который составляет от 30° до 60°, предпочтительно волокна ориентируются друг относительно друга под углом волокна в 45° с диапазоном отклонения в ±5°.
Изобретение обнаружило, что у соответствующей изобретению композитной фасонной части в виде волокнисто-матричного композитного конструктивного элемента прочность и жесткость существенно выше в направлении волокон, чем поперек к направлению волокон. Тем не менее, так как воздействие нагрузок, таких как растягивающие или сжимающие усилия, не всегда перпендикулярно к нормалям к поверхности, воздействие, скорее всего, было бы ограничено ориентированными исключительно в направлении волокон в волокнистом композитном конструктивном элементе. Изобретение предусматривает функциональную ориентацию пересекающихся волокон, которая минимизирует усилие или воздействие нагрузки на конструктивный элемент на поверхности. Для этого согласно изобретению предусмотрено то, что пересекающиеся волокна направляются друг к другу и в точке пересечения имеют угол волокна, который составляет от 30° до 60°, предпочтительно волокна ориентируются друг относительно друга под углом волокна в 45° с диапазоном отклонения в ±5°.
Благодаря вариативно ориентирующимся друг относительно друга волокнам способ, при помощи которого изготовляется эта ориентированная композитная фасонная часть, может выполняться технически просто и экономично.
Функциональное выравнивание позволяет изготовлять ориентированную с точки зрения нагрузки композитную фасонную часть, которая поддерживает способ распределения задающего форму сердцевинного материала и создает условия для образования наружного слоя в качестве функционального слоя. Этот слой характеризуется как функциональный слой, так как благодаря функциональному выравниванию волокон он противодействует воздействию нагрузки. Направленное слоистое расположение пересекающихся волокон приводит к конструктивному повышению механических свойств и может соответствовать требованиям к композитной фасонной части.
В итоге изобретение исходит из того соображения, что регулируемая жесткость возможна благодаря выбору подходящей, гибкой, выполненной в виде плетеной структуры системы волокон и ее соединению с термопластичным пластиком. При этом пластичные свойства матрицы - термопластичного пластика - в виде задающего форму сердцевинного материала комбинируются со свойствами наружного функционального слоя - соединенной, функционально направленной, выполненной в виде плетеной структуры системы волокон - которая повышает, прежде всего, прочность, в частности прочность на разрыв.
Предпочтительные усовершенствования изобретения могут быть позаимствованы из зависимых пунктов формулы изобретения и по отдельности указывают предпочтительные возможности по реализации разъясненного выше концепта в рамках постановки задачи, а также в отношении дальнейших преимуществ.
Наиболее предпочтительное усовершенствование исходит из того соображения, что благодаря использованию гибкой, выполненной в виде плетеной структуры системы волокон волокнистой композитной заготовки может предоставляться в распоряжение ориентированная по направлению плетеная, петельная, трикотажная или тому подобная волокнистая структура, которая - в частности при введении матрицы или тому подобного задающего форму сердцевинного материала, в частности при способе изготовления - может выравниваться соответствующим форме сердцевинного материала образом, для того чтобы таким образом в значительной степени устанавливать на сердцевинном материале функциональный слой. В частности, это происходит при помощи изменяемой по форме, выполненной в виде плетеной структуры системы волокон с плетеной, петельной, трикотажной или тому подобной волокнистой структурой, причем плетеная, петельная, трикотажная или тому подобная волокнистая структура своим изменением формы устанавливает в точке пересечения волокон в каждом случае изменяемый угол волокна, который может находиться между 10° и 90°, в частности между 30° и 60°, в частности между 40° и 50°, в частности при котором волокна ориентируются друг относительно друга под углом волокна в 45° с диапазоном отклонения в ±5°. В частности, у рукавообразной, двух- или трехмерной, выполненной в виде плетеной структуры системы волокон это приводит к расширяемому изменяемому поперечному сечению, так что при введении задающего форму сердцевинного материала вся структура вне зависимости от возможно податливого или гибкого материала волокон может расширяться, растягиваться и сжиматься. Предпочтительно растягиваемые проходные поперечные сечения находятся в диапазоне, по меньшей мере, от 2:1 до 6:1, в частности в диапазоне 4:1, в частности у плетеного или тканевого рукава.
Благодаря сохраненному с возможностью саморегулировки выбору направленного слоистого расположения волокон и выбору самих волокон может оказываться воздействие на жесткость или сопротивление сжатию наружного слоя. В частности, усовершенствование делает также возможным способ, который экономичен и может контролироваться, и сверх этого делает возможной улучшенную реализацию функциональной композитной фасонной части. Благодаря взаимным взаимодействиям, в частности настраивающимся друг на друга формам, обоих компонентов сердцевинного материала и выполненной в виде плетеной структуры системы волокон и их соотношений друг относительно друга композитный конструктивный элемент получает наиболее оптимизированную комбинацию свойств, для того чтобы достигать длительного срока службы при статических и динамических воздействиях нагрузок.
Дальнейшее преимущество заключается в том, что благодаря комбинации двух материалов в сердцевинном материале и выполненной в виде плетеной структуры системе волокон могут устанавливаться особые параметры материала; оба материала могут оптимизироваться независимо друг от друга. Так, матрица исполняет роль лишь внутренней сердцевины без необходимости принимать дополнительные, дальнейшие функции, такие как сцепление, защита от эрозии и коррозии.
В отличие от обычного до сих пор использования волокнистых композитных материалов в данном случае волокно является наружным функциональным слоем, который покрывает задающий форму сердечник. При этом этот функциональный слой защищает сердечник и таким образом расширяет сортимент термопластичных пластиков до менее устойчивых сортов. Так как компонент матрицы представляет собой опорную поверхность только в качестве задающей форму сердцевины, благодаря установленному соответствующим образом диаметру сердцевины может изменяться доля особых свойств материала.
Выполненная в виде плетеной структуры система волокон благодаря выбору волокон, локальной плотности и комбинации различных волокон может специфически локально противодействовать соответствующему воздействию нагрузки, которое в большинстве случаев, будучи обусловлено местом конструктивного элемента, различно. Благодаря соответствующей плотности и выполненному в соединении разделительному слою может образовываться защитный слой и одновременно может возникать передача усилий вовнутрь сердцевины.
Наиболее предпочтительно способ можно иллюстрировать посредством функционального взаимного выравнивания под углом в 45°, так как выравнивание в параллелограмме сил направлено против воздействующей нагрузки. При этом в основе механизма лежит то соображение, что нормальные составляющие действующих горизонтально и вертикально компонентов усилия распределяются по параллелограмму. Таким образом, выравнивание волокон направлено против действующего усилия или нагрузки. Выравнивание под предпочтительным углом волокна в 45° в точке пересечения или под другим подходящим углом волокна согласно концепту изобретения может воспринимать повышенную действующую нагрузку на поверхности или противодействовать этой нагрузке соответствующим образом. Одновременно предпочтительный угол в 45° или выравнивание выполненной в виде плетеной структуры системы волокон под углом в 45° в этом аспекте рассматриваются как идеальные, для того чтобы достигать наиболее высокую прочность при кручении или сдвиге.
В предпочтительном усовершенствовании композитная фасонная часть изготовляется согласно описанному выше способу, причем термопластичный пластик в виде задающего форму сердцевинного материала распределен в гибкой, выполненной в виде плетеной структуры системе волокон волокнистой композитной заготовки и соединен с ней, причем выполненная в виде плетеной структуры система волокон - в соединении с задающим форму сердечником - имеет волокна, которые функционально ориентированы друг относительно друга под углом волокна от 30° до 60°, и причем ориентированная, выполненная в виде плетеной структуры система волокон в соединении представляет собой наружный функциональный слой композитной фасонной части. В частности, композитная фасонная часть предпочтительного усовершенствования имеет функциональное выравнивание под углом в 45°. Таким образом, усовершенствование предоставляет композитную фасонную часть, которая сопоставима с волокнистыми композитными конструктивными элементами, однако в данном случае с функциональной ориентацией к наружному слою, который таким образом является причиной ориентированной прочности. Ориентированные волокна под углом от 30° до 60° или предпочтительно под углом в 45° являются причиной того, что действующая нагрузка, в данном случае растягивающее или сжимающее усилие, компенсируется на основе микромеханики направленными навстречу силами параллелограмма сил. Кроме того, в основном гибкая, выполненная в виде плетеной структуры система волокон делает возможными большие вариации задающего форму сердцевинного материала. В этом случае процесс изготовления больше не привязан к технической реализации волокнистого композитного конструктивного элемента, а может адаптировать форму сердцевины в соответствии с использованием. Благодаря усовершенствованию была разработана функциональная, имеющая свободный выбор формы фасонная часть. Защищающее волокно волокнистой композитной заготовки имеет плотное соединение с задающим форму термопластичным пластиком с функциональными свойствами, которые слагаются из параметров материала термопластичного пластика и гибкой, выполненной в виде плетеной структуры системы волокон. Сверх этого, благодаря выполненной в виде плетеной структуры системе волокон эта композитная фасонная часть имеет дополнительную функцию - направленное противодействие особым нагрузкам.
В предпочтительном усовершенствовании термопластичный пластик распределен в гибкой, выполненной в виде плетеной структуры системе волокон волокнистой композитной заготовки и соединен с ней с материальным замыканием; это предоставляет ту возможность, что компоненты - термопластичный пластик и волокнистая композитная заготовка - могут соединяться химически адгезивно или когезивно. Достигнутым вследствие этого результатом является оптимизированная слоистая система, которая может легче распределять действующие усилия, так как благодаря соединению с материальным замыканием образуется более незначительная граничная поверхность для более легкой передачи поверхностных усилий. Компоненты удерживаются вместе посредством атомных или молекулярных сил. Таким образом, они являются неразъемными соединениями, которые можно разъединять лишь посредством разрушения соединительного средства. Неразъемное соединение является причиной соединения (композита), которое не испытывает дальнейшие усилия при воздействии нагрузки. Наружный функциональный слой - ориентированная, выполненная в виде плетеной структуры система волокон - благодаря соединению может эффективно проявлять свой принцип работы. Усовершенствование может предполагать дополнительный компонент в выполненной в виде плетеной структуры системе волокон, который вызывает исключительно неразъемное соединение материала, или отдельные волокна могут приносить с собой неразъемные соединения. Так также пропитанные волокна гибкой, выполненной в виде плетеной структуры системы волокон могут содействовать этому неразъемному соединению материала. Альтернативно было бы также возможно вакуумное инфузионное изготовление. Это неразъемное соединение оказывается предпочтительным с точки зрения воздействия коррозионных и абразивных сред.
Предпочтительное усовершенствование предусматривает то, что термопластичный пластик распределяется в гибкой, выполненной в виде плетеной структуры системе волокон волокнистой композитной заготовки и соединен с ней с геометрическим замыканием; усовершенствование делает возможным геометрическое замыкание между термопластичным пластиком и волокнистой заготовкой. При этом задающий форму сердечник уже может иметь поверхностные углубления. При этом углубления должны быть выполнены таким образом, что воздействующие усилия не превышают противодействующее усилие наружного слоя, для того чтобы снова разъединять геометрическое замыкание соединения. Одновременно было бы также возможно то, что в этом усовершенствовании термопластичный пластик распределяется таким образом, что гибкая, выполненная в виде плетеной структуры система волокон может утапливаться и пронизывается. Вследствие этого создаются условия для механического сцепления, которое в данном случае представляет собой геометрическое замыкание. Комбинация из соединения с материальным замыканием и соединения с геометрическим замыканием сочетает оба положительных аспекта и возможна посредством этого усовершенствования.
В наиболее предпочтительном усовершенствовании термопластичный пластик экструдируется в гибкую, выполненную в виде плетеной структуры систему волокон волокнистой композитной заготовки. Предпочтительно способ включает в себя те шаги, что термопластичный пластик предоставляется в распоряжение в виде нити, в частности из экструдера, и гибкая, выполненная в виде плетеной структуры система волокон предоставляется в распоряжение в виде рукавообразной, выполненной в виде плетеной структуры системы волокон. Предпочтительно далее предусмотрено то, что термопластичный пластик в виде задающего форму сердцевинного материала распределяется в гибкой, выполненной в виде плетеной структуры системе волокон волокнистой композитной заготовки, благодаря тому, что он в виде мягкой нити, в частности из экструдера, вводится, в частности экструдируется, в рукав выполненной в виде плетеной структуры системы волокон и при затвердевании мягкой нити образует соединение с выполненной в виде плетеной структуры системой волокон в виде наружного функционального слоя композитной фасонной части.
Усовершенствование предоставляет ту возможность, что термопластичный пластик вгоняется в виде задающего форму сердцевинного материала в гибкую, выполненную в виде плетеной структуры систему волокон и распределяется в ней. Также возможно то, что нить от твердой до вязкотекучей термопластичной пластмассы непрерывно и под давлением выдавливается из задающего форму отверстия в гибкую, выполненную в виде плетеной структуры систему волокон волокнистой композитной заготовки. При этом в задающем форму отверстии образовывается соответствующее тело теоретически любой длины, и таким образом это тело может соответствующим образом ориентировать гибкую, выполненную в виде плетеной структуры систему волокон. При этом поперечное сечение отверстия может адаптироваться в соответствии с диаметром выполненной в виде плетеной структуры системы волокон и делает возможным выравнивание посредством растягивания и сжатия гибкой, выполненной в виде плетеной структуры системы волокон на функциональное выравнивание волокон в соединении.
Технология экструзии является по существу известным способом, который сверх этого может однако использоваться синергетически, для того чтобы мягкую нить, в частности из экструдера, вводить, в частности экструдировать, в рукав выполненной в виде плетеной структуры системы волокон, то есть непосредственно из экструдера.
Кроме того, это допускает легкую реализацию, которая допускает контролируемый и экономичный вариант изготовления функциональной в своей системе слоев композитной фасонной части. Кроме того, использование процесса экструзии для соответствующей композитной фасонной части делает возможной реализацию сложных форм, которая одновременно может реализовывать запрессовывание в гибкую, выполненную в виде плетеной структуры систему волокон. Выравнивание волокон может осуществляться посредством самого формообразования. Наконец это усовершенствование делать возможным способ также при более высоких температурах, которые содействуют соединению, будь то соединение с материальным замыканием и/или соединение с геометрическим замыканием.
Предпочтительное усовершенствование посредством дополнительных волокон в поверхностной структуре повышает вне зависимости от угла прочность, в частности помимо этого изгибную и сдвиговую жесткость композитной фасонной части. Это усовершенствование учитывает то, что функциональное выравнивание противодействует параллелограмму сил действующей нагрузки, однако при других усилиях или действующих по-другому усилиях дальнейшие нити, которые проходят в другом направлении, могут воспринимать дополнительные усилия и повышать жесткость или прочность композитной фасонной части. Таким образом, принцип работы наружного слоя композитной фасонной части оптимизируется с точки зрения приложенных усилий и имеет большее отклонение относительно действующих усилий. Одновременно это усовершенствование создало условия также для более высокой жесткости на краях или в углах композитной фасонной части посредством концентрации дополнительных нитей. Кроме того, выравнивание волокон может регулироваться дополнительными волокнами и уплотняет функциональный слой, образованный выполненной в виде плетеной структуры системой волокон.
Выполненная в виде плетеной структуры система волокон в виде рукава предпочтительно имеет двухмерную плетеную структуру. Это усовершенствование делает возможным соединение с геометрическим замыканием без краевых или щелевых эффектов наружного функционального слоя. Уязвимые места в наружном функциональном слое могут минимизироваться посредством формы рукава и одновременно при способе изготовления создают условия для простого технологического шага равномерного распределения и для однородного выравнивания композитного конструктивного элемента с наружным функциональным слоем.
Предпочтительное усовершенствование заключается в том, что выполненная в виде плетеной структуры система волокон имеет форму рукава с трехмерной плетеной структурой и дополнительные волокна внутри соединения, которые функционально ориентированы друг относительно друга под углом волокна от 15° до 90°, в частности от 30° до 60°, предпочтительно 45°. Это усовершенствование включает в себя дополнительный аспект, который уже реализован в волокнистых композитных материалах, а именно расположенные внутри структуры являются причиной дополнительной прочности. Благодаря включению трехмерной плетеной структуры функциональные усилия могут также создаваться из внутренней части матрицы задающего форму сердцевинного материала. Выравнивание волокон возможно в принципе любым образом; тем не менее, предпочтительно восприятие нагрузки под углом волокна 45° с диапазоном отклонения в ±5°; в частности, этот угол подходит для высоких крутящих или сдвигающих усилий. Дополнительно усовершенствование позволяет оптимизировать термопластичный пластик в его характерных для конкретного материала свойствах с точки зрения действующих усилий, не вызывая повышение веса. При этом в первую очередь могут осуществляться возможности неразъемного соединения.
В наиболее предпочтительном усовершенствовании термопластичный пластик имеет, по меньшей мере, один компонент из группы: акрилонитрил-бутадиен-стирол, полиамиды, полиацетат, полиметилметакрилат, поликарбонат, полиэтилентерефталат, полиэтилен, полипропилен, полистирол, полиэфирэфиркетон и поливинилхлорид. Благодаря выбору производственного процесса распределения соответствующие термопластики или компонент или их смесь могут использоваться, например, в периодическом процессе со своим характерным для конкретного материала свойством, для того чтобы устанавливать необходимые свойства для соответствующей композитной фасонной части. Сверх этого, смесь различных термопластичных пластиков может быть предпочтительной при однородном и/или локально разнородном распределении различных термопластичных пластиков. Например, первое количество композитный фасонных частей и второе количество композитных фасонных частей могут использоваться для исполнения одного единственного многослойного конструктивного элемента или элемента лопасти ротора, или первое количество композитный фасонных частей и второе количество композитных фасонных частей могут использоваться для исполнения первого и второго многослойного конструктивного элемента или элемента лопасти ротора, которые монтируются в лопасти ротора, башне, гондоле и/или в колпаке ротора в качестве сердцевинного конструктивного элемента; первое и второе количество композитных фасонных частей могут иметь различные сердцевинный материалы и/или выполненные в виде плетеной структуры системы волокон.
В усовершенствовании гибкая, выполненная в виде плетеной структуры система волокон может иметь, по меньшей мере, один компонент из группы, состоящей из: стеклянных волокон, углеродных волокон, арамидных волокон, натуральных волокон, металлической пряжи, моноволокон или комплексных волокон, в частности термопластичных нитей, или в общем и целом из пластиковых нитей из нейлона, полиэтилентерефталата, полипропилена или подобных пластиков. Выбор одного единственного волокна или комбинации из одного или нескольких разнообразных жестких волокон может использоваться, для того чтобы оказывать особое воздействие на свойства композитной фасонной части и/или содействовать неразъемному соединению с сердцевинным материалом. Предпочтительными являются сравнительно высокие температуры плавления материалов, в частности пластиков, около или выше 200°C и высокая устойчивость к ультрафиолетовому излучению.
Усиление термопластичного пластика дополнительными, расположенными внутри, функционально ориентированными волокнами оказывается предпочтительным. Вследствие этого и подобные меры могут дополнительно использоваться для упрочнения композитной фасонной части. Могут использоваться соответствующие механизмы действия или рассчитанные моменты сил волокон – как, например, стеклянных волокон и/или углеродных волокон - но также и трехмерная, выполненная в виде плетеной структуры система волокон, в которую соответствующим образом распределяется термопластичный пластик. Эти волокна могут иметь определенную ориентацию и интегрироваться в соответствии с процессом изготовления.
Под трехмерной, выполненной в виде плетеной структуры системой волокон следует понимать выполненную в виде плетеной структуры систему волокон, чья двухмерная поверхность объединена в трехмерную сеть посредством вплетающего, ткущего, вяжущего или помимо этого петлеобразующего или подобного образующего плетеную структуру присоединения дополнительных волокон, в частности посредством равномерного распределения образующих плетеную структуру присоединенных волокон, в частности, через открытое поперечное сечение плетеного или тканевого рукава. В этом отношении трехмерную, выполненную в виде плетеной структуры систему волокон следует отличать от двухмерной, выполненной в виде плетеной структуры системы волокон, которая может быть плоской, рукавообразной, в частности в виде плетеного или тканевого рукава - с круглыми или угловатыми или имеющими закругленные углы формами поперечного сечения рукава - или может быть выпуклой, полностью выпуклой или выпуклой с частичным раскрытием, и которая может использоваться в комбинации с дополнительно свободно вкрапленными волокнами.
Теперь примеры осуществления изобретения описываются в дальнейшем при помощи чертежа в сравнении с уровнем техники, который например, также представлен. Это описание должно представлять примеры осуществления не обязательно определяющими, а скорее в виде чертежа, для чего разъяснения выполнены пригодно, в схематизированном и/или немного искаженном виде. Относительно добавлений различимых непосредственно из чертежа технических решений делается ссылка на соответствующий уровень техники. При этом следует учитывать то, что разнообразные модификации или изменения относительно формы и подробности варианта осуществления могут производиться без отхода от общей идеи изобретения. Раскрытые в описании, на чертеже, а также в пунктах формулы изобретения признаки изобретения могут быть существенными для усовершенствования изобретения как по отдельности, так и в любой комбинации. Кроме того, в объем изобретения входят все комбинации, по меньшей мере, из двух раскрытых в описании, на чертеже и/или в пунктах формулы изобретения признаков. Общая идея изобретения не ограничена точной формой или подробностью показанного в дальнейшем и описанного варианта осуществления или ограничена предметом, который был бы ограничен по сравнению с заявленным в пунктах формулы изобретения предметом. При указанных диапазонах измерений находящиеся в данном случае внутри упомянутых границ значения должны также раскрываться и произвольно использоваться и испрашиваться в качестве пороговых значений. Дальнейшие преимущества, признаки и подробности изобретения проистекают из последующего описания предпочтительных примеров осуществления, а также при помощи чертежа.
В частности на чертеже показаны:
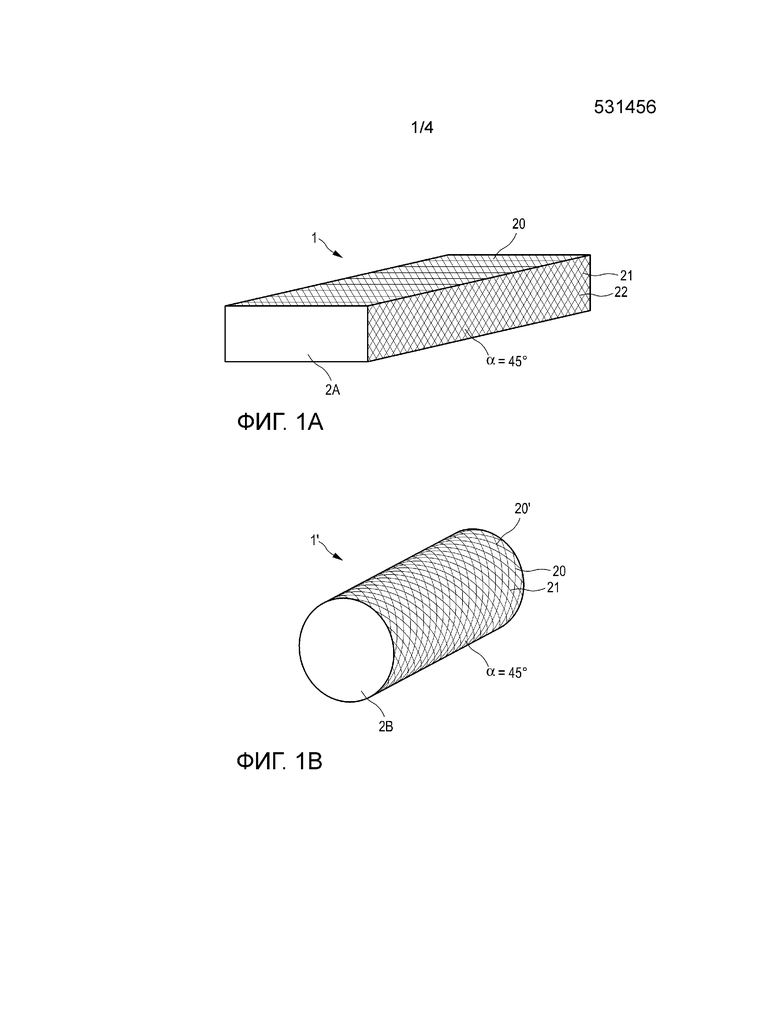
фиг. 1А - схематичное изображение варианта осуществления композитной фасонной части, причем термопластичный пластик в данном случае изображен в виде прямоугольного параллелепипеда с предпочтительной гибкой плетеной структурой;
фиг. 1B - схематичное изображение дальнейшего варианта осуществления композитной фасонной части, причем термопластичный пластик изображен в виде цилиндрического образования, окруженного плетеной структурой в виде чулка;
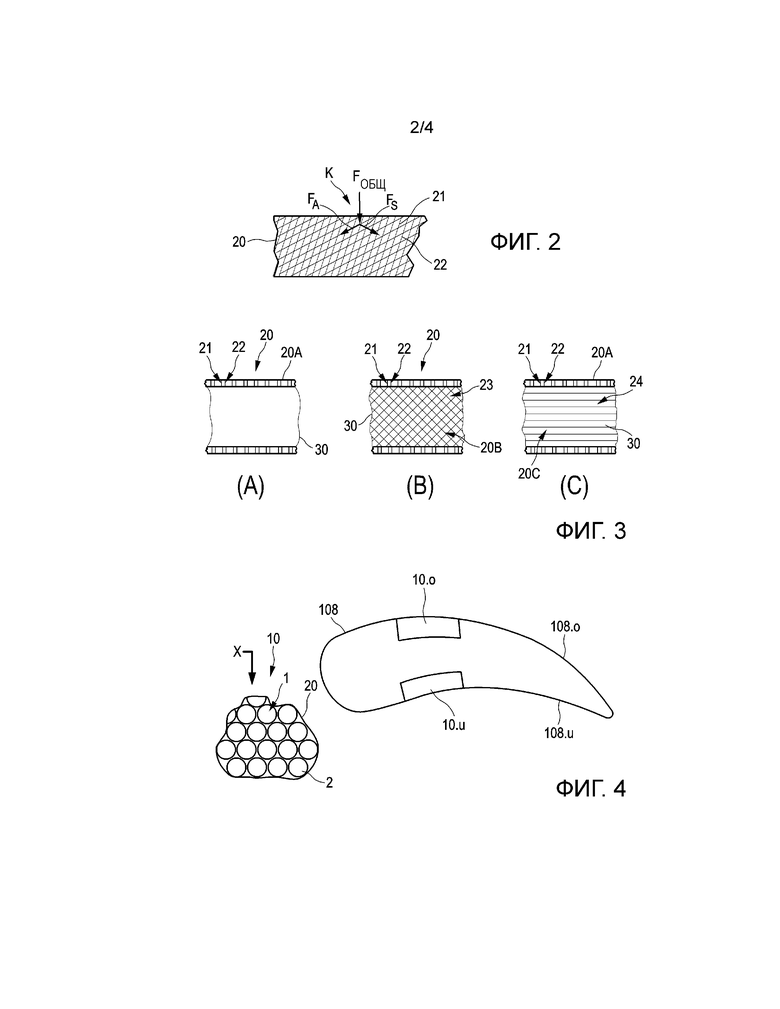
фиг. 2 - схематичное изображение действующей нагрузки на верхний функциональный слой в виде плетеной структуры композитной фасонной части;
фиг. 3А - схематичное поперечное сечение композитной фасонной части еще одного предпочтительного варианта осуществления, причем задающий форму сердечник представлен в виде термопластичного пластика, а расположенный поверх него наружный функциональный слой представлен в виде гибкой плетеной структуры;
фиг. 3B - схематичное поперечное сечение композитной фасонной части еще одного предпочтительного варианта осуществления, причем задающий форму сердечник представлен в виде термопластичного пластика, а расположенный поверх него наружный функциональный слой в виде гибкой плетеной структуры имеет форму рукава с трехмерной плетеной структурой;
фиг. 3С - схематичное поперечное сечение композитной фасонной части еще одного предпочтительного варианта осуществления с интегрированными, функционально направленными волокнами;
фиг. 4 - упрощенное изображение поперечного сечения лопасти ротора ветроэнергетической установки с композитной фасонной частью согласно предпочтительному варианту осуществления;
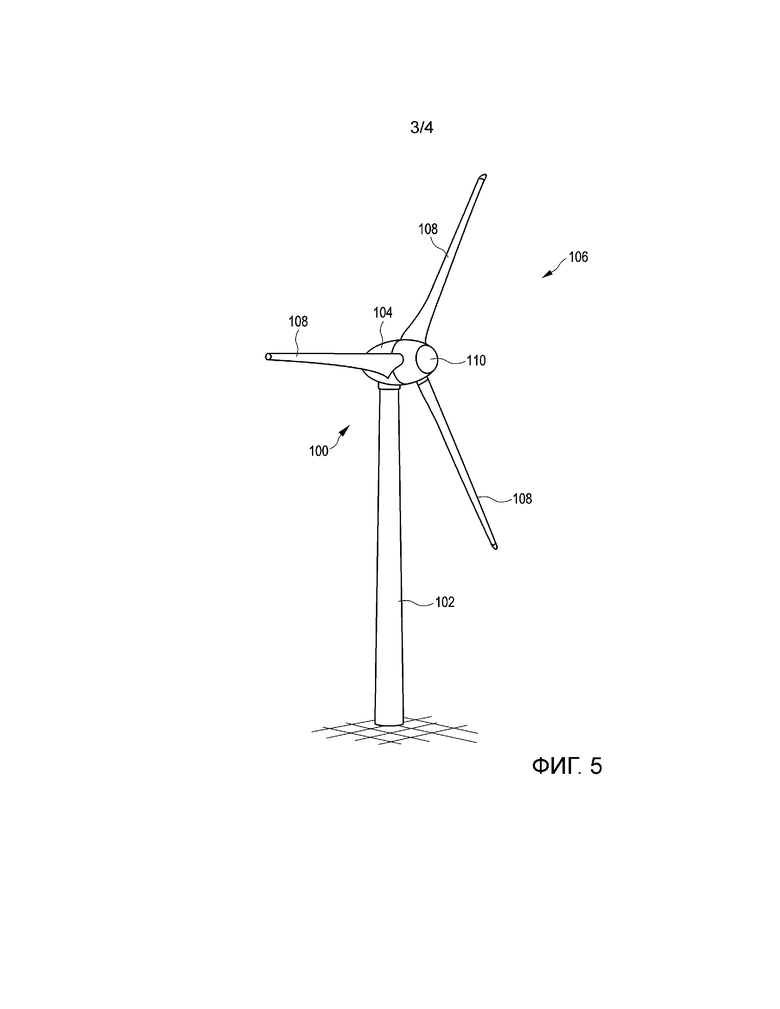
фиг. 5 - ветроэнергетическая установка;
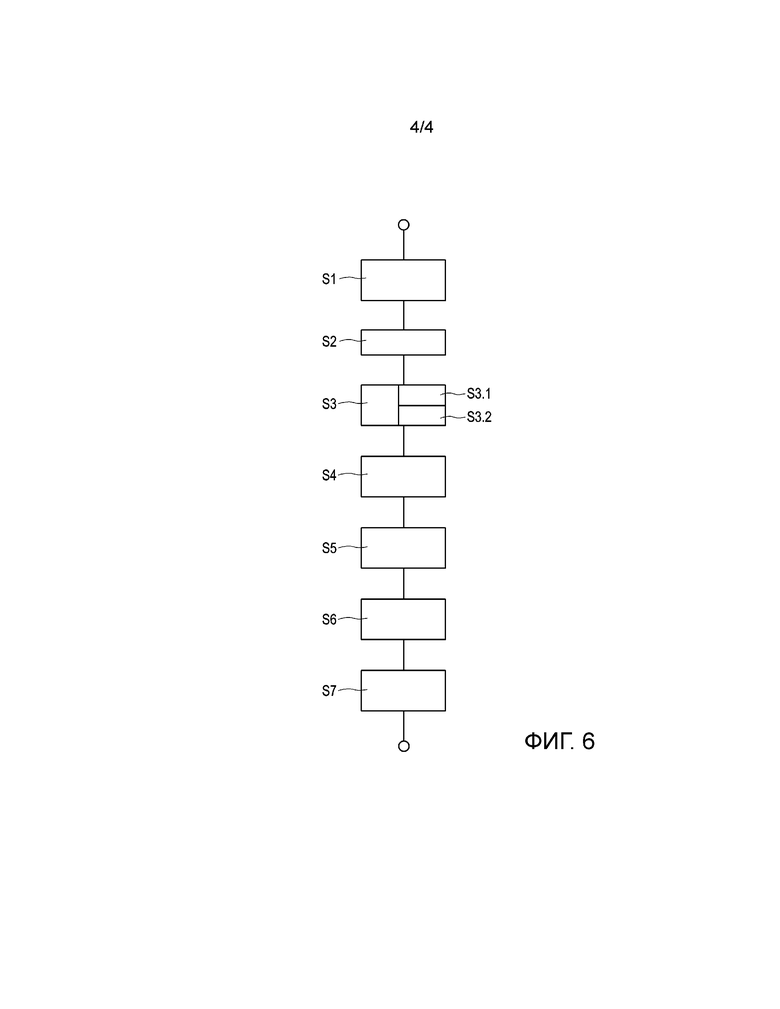
фиг. 6 - блок-схема предпочтительного варианта осуществления способа изготовления.
На фиг. с 1 по 4 для простоты для одинаковых или схожих элементов или элементов одинаковых или схожих функций были использованы одинаковые ссылочные позиции.
Фиг. 1А показывает композитную фасонную часть 1, которая выполнена в виде прямоугольного параллелепипеда в качестве задающего форму сердцевинного материала 2А. При этом плетеная структура 20, в данном случае замкнутый в наружную оболочку прямоугольного параллелепипеда плетеный мат из стеклянных волокон, окружает этот прямоугольный параллелепипед и показывает волокна, ориентированные друг относительно друга под функциональным углом α волокна в 45°. При этом отдельные волокна 21 и волокна 22 обнаруживают угол волокна α=45° и образуют на поверхности функциональный параллелограмм сил, который разъяснен более подробно со ссылкой на фиг. 2. При этом на этом изображении представлено равномерное распределение волокон. Тем не менее было бы также возможно то, что - например, в зависимости от распределения нагрузки - волокна 21, 22 расширяются по-разному. Так функциональное выравнивание в локально более плотных плетеных структурах могло бы возникать в тех областях, где также действует более высокая нагрузка. Форма термопластичного пластика может уже, способствуя этому, служить в качестве задающего форму сердцевинного материала. Благодаря выбору плетеных структур и их плотности можно усиливать также центры или целые области более высокого воздействия усилия.
Фиг. 1B равным образом показывает композитную фасонную часть 1’ другого варианта осуществления; в данном случае задающий форму термопластичный пластик 2Б изображен в виде цилиндра, который окружается гибкой плетеной структурой 20`; в данном случае плетеным рукавом из полиэтилентерефталата. Выровненные волокна в данном случае соответствуют указанному в пункте 1 формулы изобретения углу в 45° и функционально выровнены друг относительно друга таким образом, чтобы тем самым представлять собой наружный функциональный слой.
На фиг. 2 схематично изображено действующее снаружи усилие FОБЩ - в данном случае растягивающее усилие - с получающимися из него нормальными усилиями FA и FS, которые распределяются по параллелограмму K сил. Выровненные волокна 21 и 22 в виде наружного функционального слоя в данном случае противодействуют нормальным усилиям и образуют в плоскости функциональный слой, который противодействует усилию. Волокна плетеной структуры могут противодействовать действующему усилию FОБЩ благодаря повышенной прочности композитной системы, без того чтобы волокно 21 могло поддаваться поперечной нагрузке, так как эта нагрузка воспринимается волокном 22. При этом также дальнейшие усилия сдвига или переноса могут восприниматься наружным функциональным слоем и минимизироваться в композитной фасонной части благодаря соответствующим, характерным для конкретного материала свойствам.
Фиг. 3А схематично показывает на поперечном сечении композитную фасонную часть, у которой в наружном слое 20А представлена двухмерная структура выполненной в виде плетеной структуры системы волокон; в данном случае с выровненной плетеной структурой 20 из нитей 21 и 22 вокруг сердцевины из термопластичного пластика 30.
На фиг. 3B изображена трехмерная ориентация выполненной в виде плетеной структуры системы волокон, которая наряду с наружным функциональным слоем 20А также внутри выровнена нитями 23 задающего форму сердцевинного материала 30 и таким образом образует трехмерную структуру 20B действия против внешнего воздействия нагрузки.
На фиг. 3C внутри сердцевины термопластичного пластика 30 выполнены продольные волокна 24, которые в дополнение к наружному функциональному слою 20А с волокнами 21, 22 под углом в 45° представляют собой комбинацию 20C волокон для защиты от внешних воздействий нагрузок и могут воспринимать дополнительные напряжения сдвига и кручения.
На фиг. 4 упрощенно изображена на поперечном сечении лопасть 108 ротора для ветроэнергетической установки 100. Эта лопасть 108 ротора включает в себя верхнюю полуоболочку 108.o и нижнюю полуоболочку 108.u, причем в этих оболочках предусмотрены несущие структуры 10.o и 10.u, которые могут воспринимать и поглощать действующие на лопасть ротора нагрузки. Эти несущие структуры могут образовываться посредством элементов лопасти ротора, например с многослойной конструкцией или посредством упомянутых композитных фасонных частей, для того чтобы воспринимать именно эти соответствующие нагрузки. Фрагмент X с фиг. 4 показывает такую несущую структуру 10 с множеством композитных фасонных частей 1 из сердцевинного материала 2, которые окружены гибкой, выполненной в виде плетеной структуры системой 20 волокон, и которые - в данном случае в качестве примера - собраны в плотнейшем пакете до несущей структуры 10.
Фиг. 5 показывает ветроэнергетическую установку 100 с башней 102 и гондолой 104. На гондоле 104 расположен ротор 106 с тремя лопастями 108 ротора - примерно аналогичными по виду лопасти 108 ротора с фиг. 4 - и обтекателем 110. Ротор 106 во время эксплуатации приводится во вращательное движение ветром и вследствие этого приводит в действие генератор в гондоле 104.
Фиг. 6 в рамках блок-схемы показывает предпочтительный вариант осуществления способа изготовления для композитной фасонной части 1 или для объединения множества таких частей в несущую структуру 10 для введения в лопасть 108 ротора ветроэнергетической установки 100. На первом шаге S1 разъясненным ранее образом предоставляется в распоряжение термопластичный пластик, а на втором шаге S2 волокнистая композитная заготовка в виде плетеной структуры.
На третьем шаге S3 термопластичный пластик вводится в качестве задающего форму сердцевинного материала в гибкую плетеную структуру и распределяется в ней, так что он соединяется с плетеной структурой. В данном случае на шаге S3.1 термопластичный пластик подводится из смешивания гранулята в экструдер и на шаге S3.2 на выходе экструдера вводится в виде мягкой нити непосредственно в плетеный рукав. Плетеный рукав имеет пересекающиеся волокна, которые в точке пересечения имеют угол волокна в 45°, и растягивается вокруг еще мягкого, задающего форму сердцевинного материала, если этот материал охлаждается. Вследствие этого мягкий, задающий форму материал затвердевает вокруг или в плетеном рукаве или на его волокнах, так что возникает соединение между плетеным рукавом и термопластичным материалом, при определенных условиях с плетеным рукавом полностью или, по меньшей мере, частично, но не обязательно на его наружной стороне; мягкий, задающий форму материал может оставаться в пределах контуров плетеного рукава или же полностью или частично проникать наружу через плетение; то есть в последнем случае просачиваться и при необходимости даже снова укладываться снаружи вокруг плетеного рукава и окружать его.
Изготовляемый в итоге в виде бесконечной нити композитный жгут на шаге S4 может по необходимости разделяться на множество композитных фасонных частей и приблизительно изображенным на фрагменте X с фиг. 4 образом собираться на шаге S5 в несущую структуру. Несущая структура на шаге S6 может вводиться в полуоболочку лопасти 108 ротора или в другой элемент ветроэнергетической установки 100. В данном случае полуоболочки объединяются в заготовку лопасти ротора и подвергаются дальнейшим шагам изготовления, пока лопасть ротора на шаге S7 не сможет закрепляться на ветроэнергетической установке 100 изображенного на фиг. 5 типа.
Изобретение относится к способу изготовления композитной фасонной части, в частности для ветроэнергетической установки. Техническим результатом является повышение прочности и жесткости композитной части. Технический результат достигается способом изготовления композитной фасонной части, которая включает в себя термопластичный пластик и волокнистую композитную заготовку. Способ включает предоставление термопластичного пластика и волокнистой композитной заготовки с гибкой системой волокон, выполненной в виде плетеной структуры. Распределение термопластичного пластика в виде задающего форму сердцевинного материала в гибкой, выполненной в виде плетеной структуры системе волокон и их соединение. Причем гибкая, выполненная в виде плетеной структуры система волокон в соединении с задающим форму сердцевинным материалом имеет пересекающиеся волокна, которые ориентированы друг относительно друга и имеют в точке пересечения угол волокна, который составляет от 10° до 90°, в частности от 30° до 60°. Предпочтительно волокна ориентированы друг относительно друга под углом волокна в 45° с диапазоном отклонения в ±5°. Выполненная в виде плетеной структуры система волокон в соединении образует наружный функциональный слой композитной фасонной части. При этом термопластичный пластик предоставляют в виде нити, а гибкую, выполненную в виде плетеной структуры систему волокон предоставляют в виде рукавообразной, выполненной в виде плетеной структуры системы волокон. Причем термопластичный пластик в виде задающего форму сердцевинного материала распределяют в гибкой, выполненной в виде плетеной структуры системе волокон волокнистой композитной заготовки, за счет того, что его в виде мягкой нити вводят в рукав выполненной в виде плетеной структуры системы волокон. При затвердевании мягкой нити термопластичный пластик в виде наружного функционального слоя композитной фасонной части образует соединение с выполненной в виде плетеной структуры системой волокон. 5 н. и 10 з.п. ф-лы, 7 ил.
1. Способ изготовления композитной фасонной части, в частности для ветроэнергетической установки, включающей в себя термопластичный пластик и волокнистую композитную заготовку, причем способ включает в себя шаги:
- предоставление термопластичного пластика и волокнистой композитной заготовки с гибкой системой волокон, выполненной в виде плетеной структуры,
- распределение термопластичного пластика в виде задающего форму сердцевинного материала в гибкой, выполненной в виде плетеной структуры системе волокон волокнистой композитной заготовки и соединение с выполненной в виде плетеной структуры системой волокон, причем
- гибкая, выполненная в виде плетеной структуры система волокон в соединении с задающим форму сердцевинным материалом имеет пересекающиеся волокна, которые ориентированы друг относительно друга и которые в точке пересечения имеют угол волокна, который составляет от 10° до 90°, в частности от 30° до 60°, предпочтительно волокна ориентированы друг относительно друга под углом волокна в 45° с диапазоном отклонения в ±5°, и причем
- выполненная в виде плетеной структуры система волокон в соединении образует наружный функциональный слой композитной фасонной части, отличающийся тем, что
- термопластичный пластик предоставляют в распоряжение в виде нити, и
- гибкую, выполненную в виде плетеной структуры систему волокон предоставляют в распоряжение в виде рукавообразной, выполненной в виде плетеной структуры системы волокон, причем
- термопластичный пластик в виде задающего форму сердцевинного материала распределяют в гибкой, выполненной в виде плетеной структуры системе волокон волокнистой композитной заготовки, за счет того, что его в виде мягкой нити вводят в рукав выполненной в виде плетеной структуры системы волокон, и
- при затвердевании мягкой нити термопластичный пластик в виде наружного функционального слоя композитной фасонной части образует соединение с выполненной в виде плетеной структуры системой волокон.
2. Способ по п. 1, отличающийся тем, что:
- термопластичный пластик предоставляют в распоряжение в виде нити из экструдера, и
- что его в виде мягкой нити из экструдера экструдируют в рукав выполненной в виде плетеной структуры системы волокон.
3. Способ по п. 1 или 2, отличающийся тем, что термопластичный пластик распределяют в гибкой, выполненной в виде плетеной структуры системе волокон волокнистой композитной заготовки и соединяют с материальным замыканием с гибкой, выполненной в виде плетеной структуры системой волокон.
4. Способ по п. 1 или 2, отличающийся тем, что термопластичный пластик распределяют в гибкой, выполненной в виде плетеной структуры системе волокон волокнистой композитной заготовки и соединяют с геометрическим замыканием с гибкой, выполненной в виде плетеной структуры системой волокон.
5. Способ по п. 1 или 2, отличающийся тем, что в выполненную в виде плетеной структуры систему волокон и/или в термопластичный пластик, в частности независимо от упомянутого угла волокна, вводят дополнительные волокна, которые повышают прочность композитной фасонной части по сравнению с композитной фасонной частью без дополнительных волокон.
6. Композитная фасонная часть, в частности изготовленная согласно способу по любому из пп. 1-5, в частности для ветроэнергетической установки, включающая в себя термопластичный пластик и волокнистую композитную заготовку, отличающаяся тем, что
- волокнистая композитная заготовка имеет гибкую систему волокон, выполненную в виде плетеной структуры,
- термопластичный пластик в виде задающего форму сердцевинного материала распределен в гибкой, выполненной в виде плетеной структуры системе волокон волокнистой композитной заготовки и соединен с выполненной в виде плетеной структуры системой волокон, причем
- выполненная в виде плетеной структуры система волокон в соединении с задающим форму сердцевинным материалом имеет пересекающиеся, ориентированные друг относительно друга волокна,
- которые в точке пересечения имеют угол волокна, который составляет от 10° до 90°, в частности от 30° до 60°, предпочтительно волокна ориентированы друг относительно друга под углом волокна в 45° с диапазоном отклонения в ±5°, и причем
- выполненная в виде плетеной структуры система волокон в соединении образует наружный функциональный слой композитной фасонной части, отличающаяся тем, что
- термопластичный пластик выполнен в виде нити, а гибкая, выполненная в виде плетеной структуры система волокон в виде рукавообразной, выполненной в виде плетеной структуры системы волокон.
7. Композитная фасонная часть по п. 6, отличающаяся тем, что выполненная в виде плетеной структуры система волокон является системой волокон, которая выбрана из группы, состоящей из: плетения, вязания, трикотажа, ткани.
8. Композитная фасонная часть по п. 6 или 7, отличающаяся тем, что выполненная в виде плетеной структуры система волокон имеет форму рукава с ориентированной в двух измерениях плетеной структурой.
9. Композитная фасонная часть по п. 6 или 7, отличающаяся тем, что выполненная в виде плетеной структуры система волокон имеет форму рукава с трехмерной плетеной структурой, причем внутри соединения предусмотрены дополнительные волокна, функционально ориентированные друг относительно друга под углом волокна от 15° до 90°, в частности от 30° до 60°, предпочтительно под углом волокна в 45° с диапазоном отклонения в ±5°.
10. Композитная фасонная часть по п. 6 или 7, отличающаяся тем, что термопластичный пластик усилен дополнительными, расположенными внутри, функционально ориентированными волокнами.
11. Композитная фасонная часть по п. 6 или 7, отличающаяся тем, что распределенный в гибкой, выполненной в виде плетеной структуры системе волокон термопластичный пластик имеет, по меньшей мере, один компонент из группы: акрилонитрил-бутадиен-стирол, полиамиды, полиацетат, полиметилметакрилат, поликарбонат, полиэтилентерефталат, полиэтилен, полипропилен, полистирол, полиэфирэфиркетон и поливинилхлорид.
12. Композитная фасонная часть по п. 6 или 7, отличающаяся тем, что гибкая, выполненная в виде плетеной структуры система волокон имеет компонент плетенья, который выбран из группы компонентов плетенья, включающих в себя: стеклянные волокна, углеродные волокна, арамидные волокна, натуральные волокна, металлическую пряжу, моноволокна и термопластичные нити.
13. Многослойный конструктивный элемент, в частности для ветроэнергетической установки, с использованием множества композитных фасонных частей по любому из пп. 6-12 для образования сердцевинного конструктивного элемента, отличающийся тем, что сердцевинный конструктивный элемент, по меньшей мере, с одной стороны покрыт, по меньшей мере, одним покровным слоем.
14. Элемент лопасти ротора, в частности для лопасти ротора ветроэнергетической установки, с использованием множества композитных фасонных частей по любому из пп. 6-12 для образования сердцевинного конструктивного элемента, отличающийся тем, что сердцевинный конструктивный элемент окружен, по меньшей мере, одним покровным слоем лопасти ротора.
15. Ветроэнергетическая установка, включающая в себя башню, гондолу и ротор с колпаком ротора и несколькими лопастями ротора, причем лопасть ротора имеет, по меньшей мере, один элемент лопасти ротора по п. 14 и/или башня, гондола и/или колпак ротора имеют многослойный конструктивный элемент по п. 13.
| US 20120301654 А1, 29.11.2012 | |||
| US 20120301654 А1, 29.11.2012 | |||
| Устройство для натяжения арматуры | 1950 |
|
SU93492A1 |
| WO 2013083172 A1, 13.06.2013 | |||
| Устройство для непрерывного измерения и контроля насыпного веса сыпучего материала | 1976 |
|
SU577409A1 |
| US 20130108837 A1, 02.05.2013 | |||
| 0 |
|
SU191104A1 | |
| МЕШОК ИЗ ПОЛИМЕРНОЙ, В ЧАСТНОСТИ ИЗ ПОЛИОЛЕФИНОВОЙ ТКАНИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1995 |
|
RU2109666C1 |

