Настоящее изобретение относится к сегменту направляющего ручья для установки для непрерывного литья заготовок согласно ограничительной части независимого пункта 1 формулы изобретения. Объектом изобретения также является установка для непрерывного литья заготовок согласно пункту 10 формулы изобретения.
Уровень техники
В современных установках для непрерывного литья заготовок из металлов, в частности из стальных материалов, жидкий металл сначала помещается в кокиль, а затем в виде частично затвердевшей заготовки направляется через направляющий ручей с роликами, также называемый клетью с опорными роликами.
Из DE 19 63 146 С1 известно, что части клети с опорными роликами для получения множества роликов можно объединить в сегменты направляющего ручья, причем каждый сегмент направляющего ручья содержит верхнюю раму и расположенную напротив нее нижнюю раму, которые служат опорой для роликов, направляющих заготовку, и расстояние между которыми может регулироваться в соответствии с форматом отливаемой заготовки. Верхняя рама и нижняя рама каждого сегмента направляющего ручья зажимаются относительно друг друга посредством четырех узлов гидравлических цилиндров, расположенных на внешних углах вне полосы перемещения заготовки и соединяющих друг с другом верхнюю раму и нижнюю раму.
Из WO 2006/050868 А1 известен направляющий ручей с сегментами направляющего ручья, в которых соответствующая верхняя рама и соответствующая нижняя рама посредством узлов гидравлических цилиндров соединены друг с другом с возможностью регулирования положения указанных рам относительно друг друга. Узлы гидравлических цилиндров установлены с опорой на верхней раме и нижней раме.
С целью проведения технического обслуживания таких сегментов направляющего ручья необходимо отделить или, соответственно, отсоединить друг от друга верхнюю раму и нижнюю раму. Для этого необходимо разомкнуть соответствующие опоры узлов гидравлических цилиндров на верхней или нижней раме. Чтобы такую опору можно было разомкнуть простым образом, для нее должен быть предусмотрен достаточно большой зазор. Но такая реализация негативно влияет на точность толщины заготовки, устанавливаемой посредством сегмента направляющего ручья. Потому могут возникать большие отклонения между толщиной заготовки, фактически устанавливаемой посредством сегмента направляющего ручья, и заданной толщиной заготовки.
Раскрытие сущности изобретения
Поэтому в основе настоящего изобретения лежит задача, предложить сегмент направляющего ручья для установки для непрерывного литья заготовок, обеспечивающий простое техническое обслуживание и одновременно большую, по сравнению с уровнем техники, точность толщины заготовки, устанавливаемой посредством сегмента направляющего ручья. Кроме того, настоящее изобретение предназначено для получения установки для непрерывного литья заготовок, которая может обслуживаться простым образом и обеспечивает высокую точность толщины заготовки, устанавливаемой посредством ее сегментов направляющего ручья.
Задача настоящего изобретения решается благодаря сегменту направляющего ручья с признаками пункта 1 формулы изобретения. Предпочтительные усовершенствованные варианты осуществления изобретения следуют из признаков зависимых пунктов формулы изобретения, которые можно комбинировать произвольным образом.
Предложенный сегмент направляющего ручья для установки для непрерывного литья заготовок из металлов, в частности из стальных материалов, содержит верхнюю раму и нижнюю раму, которые во время литья в установке для непрерывного литья заготовок соединены друг с другом посредством регулируемых по положению узлов гидравлических цилиндров. Узлы гидравлических цилиндров расположены и выполнены с возможностью регулирования расстояния между верхней рамой и нижней рамой, причем установленное расстояние задает или, соответственно, устанавливает толщину заготовки, направляемой через сегмент направляющего ручья. Каждый узел гидравлического цилиндра содержит регулируемый по положению поршневой шток, который выполнен с возможностью выдвигания или, соответственно, вдвигания посредством прикладываемого к нему гидравлического давления, чтобы увеличивать или, соответственно, уменьшать расстояние между верхней рамой и нижней рамой. Предпочтительно предложенный сегмент направляющего ручья содержит две пары узлов гидравлических цилиндров, расположенных в сегменте направляющего ручья с обеих сторон и вне полосы перемещения заготовки. Предпочтительно сегмент направляющего ручья с обеих сторон полосы перемещения заготовки имеет по одной боковой раме. Указанные боковые рамы допускают направленное перемещение верхней рамы и нижней рамы относительно друг друга в ответ на отклонения или, соответственно, изменения длины узлов гидравлических цилиндров. Первый конец каждого из узлов гидравлических цилиндров установлен с опорой на верхней раме. Кроме того, каждый из узлов гидравлических цилиндров, конкретно его поршневой шток, на втором конце, обращенном от верхней рамы, посредством соответствующего фланцевого устройства с возможностью отсоединения соединен с соответствующей тягой. На своем конце, обращенном от фланцевого устройства, тяги установлены с опорой на нижней раме. Каждый узел гидравлического цилиндра, более конкретно его поршневой шток, предпочтительно посредством соответствующего фланцевого устройства жестко соединен с соответствующей тягой. Изменения длины узлов гидравлических цилиндров, установленных с опорой на верхней раме, вызванные регулированием положения, посредством тяг, установленных с опорой на нижней раме, преобразуются в соответствующее изменение расстояния между верхней рамой и нижней рамой. Тяги предпочтительно выполнены без возможности изменения их длины.
Наличие фланцевых устройств, которые посредством соответствующего узла гидравлического цилиндра или, соответственно, его поршневого штока, с возможностью отсоединения соединены с соответствующей тягой, делает возможным разделение простым образом верхней рамы и нижней рамы, без необходимости размыкания на верхней раме опор узлов гидравлических цилиндров. Таким образом, опоры узлов гидравлических цилиндров не требуют наличия большого зазора. Поэтому опоры могут быть выполнены с небольшим зазором, в результате чего предложенный сегмент направляющего ручья обеспечивает высокую точность регулируемой толщины заготовки.
В усовершенствованном варианте осуществления предложенного сегмента направляющего ручья предусмотрено, что узлы гидравлических цилиндров, в частности их поршневые штоки, посредством соответствующих фланцевых устройств привинчены к соответствующим тягам. Благодаря указанному привинчиванию становится возможным отделение простым образом узлов гидравлических цилиндров от тяг, что равносильно отделению простым образом верхней рамы от нижней рамы, во время технического обслуживания и в то же время очень прочное на растяжение соединение между узлами гидравлических цилиндров и тягами во время литья.
В усовершенствованном варианте осуществления предложенного сегмента направляющего ручья предусмотрено, что тяги с возможностью отсоединения соединены со своим соответствующим фланцевым устройством. Кроме того, в усовершенствованном варианте осуществления предложенного сегмента направляющего ручья предусмотрено, что узлы гидравлических цилиндров с возможностью отсоединения соединены с соответствующим фланцевым устройством. Если соответствующее фланцевое устройство с возможностью отсоединения соединено как с соответствующей тягой, так и с соответствующим узлом гидравлического цилиндра, то во время работ по техническому обслуживанию фланцевое соединение особенно простым образом может быть снято и проверено на износ. Также может быть предусмотрено, что фланцевое устройство напрессовано в горячем состоянии на соответствующий узел гидравлического цилиндра, в частности на его поршневой шток, и указанное фланцевое устройство привинчено к соответствующей тяге. Также может быть предусмотрено, что фланцевое устройство жестко соединено с одним из элементов, входящим в группу, состоящую из узла гидравлического цилиндра и тяги, и фланцевое устройство с возможностью отсоединения соединено, в частности свинчено, с другим элементом, входящим в группу, состоящую из узла гидравлического цилиндра и тяги.
В усовершенствованном варианте осуществления предложенного сегмента направляющего ручья предусмотрено, что узлы гидравлических цилиндров посредством шарнирных опор установлены на пальцах на верхней раме. Благодаря этому установка с опорой узлов гидравлических цилиндров осуществляется с особенно небольшим зазором, так что вследствие соединения верхней рамы с нижней рамой с небольшим зазором предложенный сегмент направляющего ручья обеспечивает высокую точность регулируемой толщины заготовки.
В усовершенствованном варианте осуществления предложенного сегмента направляющего ручья предусмотрено, что тяги посредством шарнирных опор установлены с опорой на пальцах на нижней раме. Благодаря этому установка тяг с опорой осуществляется с особенно небольшим зазором, так что вследствие соединения нижней рамы с верхней рамой с небольшим зазором предложенный сегмент направляющего ручья обеспечивает высокую точность регулируемой толщины заготовки.
Предпочтительно как узлы гидравлических цилиндров, так и тяги посредством шарнирных опор установлены на пальцах на соответствующей им раме. Благодаря этому предложенный сегмент направляющего ручья обеспечивает особенно высокую точность регулируемой толщины заготовки.
Кроме того, в усовершенствованных вариантах осуществления предложенного сегмента направляющего ручья предусмотрено, что узлы гидравлических цилиндров и/или тяги в каждом случае зажаты в своих соответствующих рамах разъемными подшипниковыми вкладышами и разъемной опорой. Благодаря этому достигается соединение с небольшим зазором верхней рамы с нижней рамой, так что предложенный сегмент направляющего ручья делает возможной обеспечение высокой точности регулируемой толщины заготовки. В то же время узлы гидравлических цилиндров и/или тяги с целью технического обслуживания и ремонта могут быть без значительных технических работ отсоединены от верхней или, соответственно, нижней рамы.
В усовершенствованном варианте осуществления предложенного сегмента направляющего ручья, кроме того, предусмотрено, что каждый узел гидравлического цилиндра на своем первом конце имеет опору, например, такой формы, что первый конец соответствующего узла гидравлического цилиндра выполнен в виде опоры для упомянутого выше пальца. Сбоку от указанной опоры установлен датчик определения положения, который измеряет отклонение поршневого штока соответствующего узла гидравлического цилиндра и генерирует соответствующий измерительный сигнал для передачи на регулятор для регулирования положения или, соответственно, регулирования толщины заготовки. Благодаря установке датчиков определения положения сбоку от верхних опор узлов гидравлических цилиндров техническое обслуживание датчиков в установке для непрерывного литья заготовок может быть осуществлено простым образом без снятия сегмента направляющего ручья.
Кроме того, задача настоящего изобретения решается также благодаря установке для непрерывного литья заготовок, направляющий ручей которой содержит по меньшей мере один из предложенных выше сегментов направляющего ручья. Предпочтительно весь направляющий ручей состоит из множества предложенных сегментов направляющего ручья. Предложенная установка для непрерывного литья заготовок позволяет простым образом осуществлять техническое обслуживание отдельных сегментов направляющего ручья и минимизировать отклонения между фактической толщиной заготовки в направляющем ручье и толщиной заготовки, заданной посредством регулирования положения.
Изобретение охватывает любые комбинации предложенного выше сегмента направляющего ручья и предложенной выше установки для непрерывного литья заготовок и соответствующих усовершенствованных вариантов осуществления.
Для пояснения предложенного сегмента направляющего ручья согласно настоящему изобретению приводятся примеры осуществления со ссылкой на последующие чертежи, на которых аналогичные или идентичные компоненты снабжены одинаковыми ссылочными обозначениями.
На фиг. 1 в перспективе показан упрощенный вид с частичным разрезом примера осуществления предложенного сегмента направляющего ручья.
Фиг. 2А представляет собой детальный вид в разрезе участка примера осуществления предложенного сегмента направляющего ручья, показанного на фиг. 1 в форме упрощенного вида с частичным разрезом.
Фиг. 2В представляет собой боковой вид в разрезе компонентов примера осуществления предложенного сегмента направляющего ручья, показанных на фиг. 2А.
На фиг. 1 в перспективном изображении показан пример осуществления предложенного сегмента направляющего ручья. Сегмент 50 направляющего ручья содержит верхнюю раму 8 и нижнюю раму 9, расстояние между которыми вдоль направляющего ручья может быть изменено посредством боковых рам 20А и 20В. Сегмент 50 направляющего ручья выполнен для направления заготовки, в частности из частично затвердевшего металла, и регулирования толщины указанной заготовки. С этой целью предусмотрены ролики 21, установленные с опорой на верхней раме 8, и ролики 22, установленные с опорой на нижней раме 9, между которыми направляется заготовка, причем расстояние между роликами 21 и 22 определяет толщину заготовки, задаваемую посредством сегмента 50 направляющего ручья. Указанное расстояние устанавливается посредством четырех узлов 1 гидравлических цилиндров с соответствующими соединенными с ними тягами 2, расположенными по четырем внешним углам сегмента 50 направляющего ручья.
Узлы 1 гидравлических цилиндров посредством соответствующего фланцевого устройства 3 с возможностью отсоединения соединены с соответствующей тягой 2. Конец каждого узла 1 гидравлического цилиндра, обращенный к верхней раме 8, выполнен в виде опоры 11, на которой сбоку установлен датчик 10 определения положения. Опора 11 выполнена для приема пальца 5, который в свою очередь зажат в верхней раме 8 посредством разъемных подшипниковых вкладышей 6 и разъемной опоры 7, которые предусмотрены или, соответственно, установлены в верхней раме 8. Опора 11 соответствующего узла 1 гидравлического цилиндра установлена на пальце 5 посредством шарнирной опоры 4, выполненной с небольшим зазором. Каждый узел 1 гидравлического цилиндра в осевом направлении ориентирован в направлении нижней рамы 9, причем на своем конце, обращенном от верхней рамы 2, каждый узел 1 гидравлического цилиндра содержит поршневой шток 1А. Указанный поршневой шток 1А соединен с фланцевым устройством 3, в свою очередь соединенным с тягой 2.
На своем конце, обращенном от фланцевого устройства 3, тяга 2 установлена с опорой на нижней раме 9. Точнее говоря, на указанном конце тяга 2 посредством шарнирной опоры 14 с небольшим зазором установлена с опорой на пальце 15. Палец 15 и, следовательно, также тяга 2 зажаты в нижней раме 9 посредством разъемных подшипниковых вкладышей 16 и разъемной опоры 17.
На фиг. 1 показан передний левый участок сегмента 50 направляющего ручья с упрощенным перспективным видом в разрезе узла 1 гидравлического цилиндра с его поршневым штоком 1А, фланцевым устройством 3, тягой 2, шарнирными опорами 4, 14, пальцами 5, 15 и разъемными подшипниковыми вкладышами 6, 16. В противоположность этому на фиг. 2А указанный вид в разрезе показан детально и в двух измерениях. В показанном примере осуществления фланцевое устройство 3 с силовым замыканием соединено с концевой частью поршневого штока 1А, обращенной от верхней рамы 8. Фланцевое устройство 3, например, может быть напрессовано в горячем состоянии на концевую часть поршневого штока 1А. Фланцевое устройство 3 посредством множества винтов 12, ориентированных в осевом направлении поршневого штока 1А, соединено с концевой частью тяги 2, имеющей расширенную форму и обращенной в противоположную от нижней рамы 9 сторону. Во время литья винты 12 создают жесткое соединение между поршневым штоком 1А и тягой 2. Для работ по техническому обслуживанию винты 12 могут быть ослаблены, так что фланцевое устройство 3 и, таким образом, поршневой шток 1А узла 1 гидравлического цилиндра могут быть отделены или, соответственно, отсоединены от тяги 2. Это позволяет при работах по техническому обслуживанию отделять верхнюю раму 8 от нижней рамы 9, без необходимости открытия опор на верхней или нижней раме.
На фиг. 2В показан вид в разрезе вдоль линий В-В на фиг. 2А. Как видно из фиг. 2В, в области верхней рамы 8, сбоку на опоре 11 узла 1 гидравлического цилиндра установлен датчик 10 определения положения. Поэтому в установке для непрерывного литья заготовок датчик 10 определения положения может подвергаться техническому обслуживанию без разборки сегмента 50 направляющего ручья.
Перечень ссылочных обозначений
1 узел гидравлического цилиндра
1А поршневой шток узла гидравлического цилиндра
2 тяга
3 фланцевое устройство
4, 14 шарнирная опора
5, 15 палец
6, 16 разъемные подшипниковые вкладыши
7, 17 разъемная опора
8 верхняя рама
9 нижняя рама
10 датчик определения положения
11 опора
12 винт
20А, 20В боковая рама
21, 22 ролики
50 сегмент направляющего ручья
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПОРЫ И КАЧАНИЯ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, В ЧАСТНОСТИ ЖИДКИХ СТАЛЬНЫХ МАТЕРИАЛОВ, И СПОСОБ МОНТАЖА ИЛИ ДЕМОНТАЖА, А ТАКЖЕ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ | 2005 |
|
RU2348483C2 |
| НАПРАВЛЯЮЩИЙ СЕГМЕНТ РУЧЬЯ КАССЕТНОЙ КОНСТРУКЦИИ С ОТДЕЛЬНОЙ УСТАНОВКОЙ ВАЛКОВ | 2011 |
|
RU2511414C1 |
| СЕКЦИЯ РОЛИКОВАЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК | 2007 |
|
RU2350426C1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИСТАЛЛИЗАТОРОМ ДЛЯ ЛИТЬЯ ЖИДКИХ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛЬНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2388574C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2007 |
|
RU2417134C2 |
| УСТРОЙСТВО ДЛЯ ПОДДЕРЖКИ И КАЧАНИЯ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА, В ЧАСТНОСТИ ЖИДКОГО СТАЛЬНОГО МАТЕРИАЛА | 2005 |
|
RU2346786C2 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ЛИТЬЯ С ДВУМЯ ВАЛКАМИ | 2016 |
|
RU2720515C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 1990 |
|
RU2019339C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |


Изобретение относится к непрерывному литью заготовок. Сегмент (50) направляющего ручья установки для непрерывного литья содержит верхнюю раму (8), нижнюю раму (9) и узлы (1, 1А) гидравлических цилиндров для регулирования расстояния между верхней рамой (8) и нижней рамой (9), определяющего толщину заготовки, направляемой через сегмент (50). Первый конец каждого узла (1, 1А) гидравлического цилиндра установлен с опорой на верхней раме (8). Каждый узел (1, 1А) гидравлического цилиндра на своем втором конце, обращенном от верхней рамы (8), соединен фланцевым устройством (3) с соответствующей тягой с возможностью отсоединения. Тяга (2) на конце, обращенном от фланцевого устройства (3), установлена с опорой на нижней раме (9). Обеспечивается простота техобслуживания установки непрерывного литья при увеличении точности толщины заготовок. 2 н. и 8 з.п. ф-лы, 2 ил.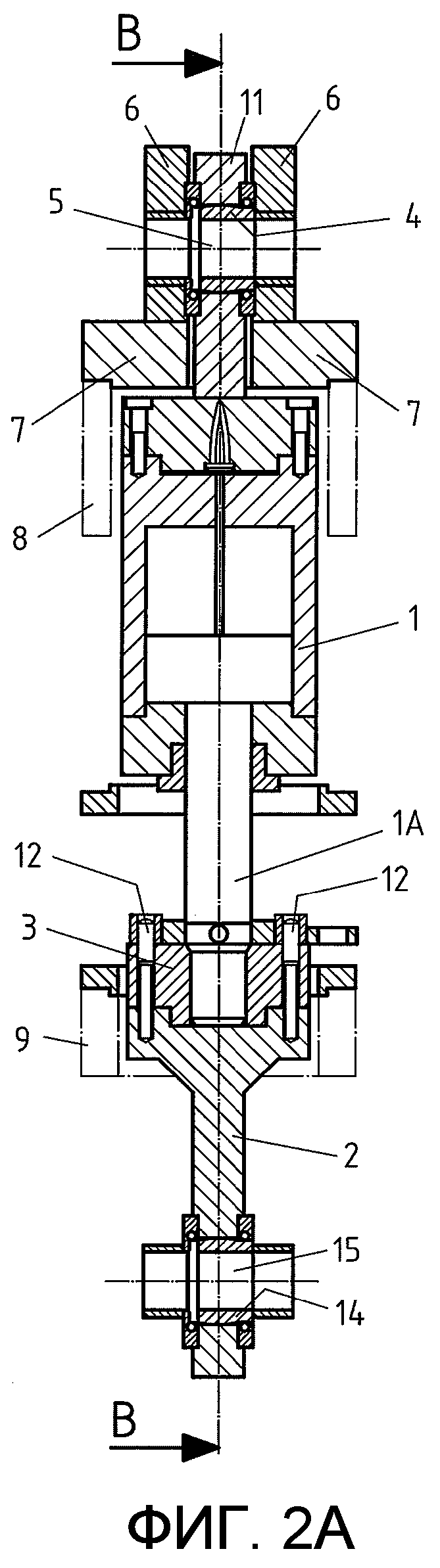
1. Сегмент (50) направляющего ручья для установки для непрерывного литья заготовок, содержащий верхнюю раму (8), нижнюю раму (9) и регулируемые по положению узлы (1, 1А) гидравлических цилиндров для регулирования расстояния между верхней рамой (8) и нижней рамой (9) и тем самым толщины заготовки, направляемой через сегмент (50) направляющего ручья, причем первый конец каждого узла (1, 1А) гидравлического цилиндра установлен с опорой на верхней раме (8),
отличающийся тем, что
каждый узел (1, 1А) гидравлического цилиндра на своем втором конце, обращенном от верхней рамы (8), посредством соответствующего фланцевого устройства (3) с возможностью отсоединения соединен с соответствующей тягой (2), которая на своем конце, обращенном от фланцевого устройства (3), установлена с опорой на нижней раме (9).
2. Сегмент (50) направляющего ручья по п. 1, отличающийся тем, что узлы (1, 1А) гидравлических цилиндров посредством соответствующих фланцевых устройств (3) привинчены к соответствующим тягам (2).
3. Сегмент (50) направляющего ручья по п. 1 или 2, отличающийся тем, что тяги (2) с возможностью отсоединения соединены с соответствующим фланцевым устройством (3).
4. Сегмент (50) направляющего ручья по одному из пп. 1-3, отличающийся тем, что узлы (1, 1А) гидравлических цилиндров с возможностью отсоединения соединены с соответствующим фланцевым устройством (3).
5. Сегмент (50) направляющего ручья по одному из пп. 1-4, отличающийся тем, что узлы (1, 1А) гидравлических цилиндров посредством шарнирных опор (4) установлены с опорой на пальцах (5) на верхней раме (8).
6. Сегмент (50) направляющего ручья по одному из пп. 1-5, отличающийся тем, что тяги (2) посредством шарнирных опор (14) установлены с опорой на пальцах (15) на нижней раме (9).
7. Сегмент (50) направляющего ручья по одному из пп. 1-6, отличающийся тем, что каждый из узлов (1, 1А) гидравлических цилиндров зажат в верхней раме (8) разъемными подшипниковыми вкладышами (6) и разъемной опорой (7).
8. Сегмент (50) направляющего ручья по одному из пп. 1-7, отличающийся тем, что каждая из тяг (2) зажата в нижней раме (9) разъемными подшипниковыми вкладышами (16) и разъемной опорой (17).
9. Сегмент направляющего ручья по одному из пп. 1-8, отличающийся тем, что каждый из узлов (1, 1А) гидравлических цилиндров на своем первом конце содержит опору (11) с установленным сбоку датчиком (10) определения положения.
10. Установка для непрерывного литья заготовок, содержащая по меньшей мере один сегмент (50) направляющего ручья по одному из пп. 1-9.
| Рабочий орган толкача | 1990 |
|
SU1754556A1 |
| Прибор для измерения кривизны буровых скважин | 1931 |
|
SU30223A1 |
| НАПРАВЛЯЮЩИЙ СЕГМЕНТ ДЛЯ ЗАГОТОВОК В УСТАНОВКАХ ДЛЯ ОТЛИВКИ СЛЯБОВ | 1999 |
|
RU2219014C2 |
| WO 2015091080 A1, 25.06.2015 | |||
| DE 1963146 C3, 28.02.1974 | |||
| Правильно-тянущая секция машины непрерывного литья заготовок | 1991 |
|
SU1759539A1 |

