Изобретение относится к металлургии, конкретно к непрерывной разливке металлов и сплавов а машинах непрерывного литья заготовок (МНЛЗ), включающих отдельные секции, используемые для вытягивания, правки, направления и транспортирования слитков в зоне вторичного охлаждения.
Цель изобретения - упрощение конструкции и уменьшение габаритов секции.
Для этого в правильно-тянущей секции машины непрерывного литья заготовок, содержащей нижние ролики, установленные на раме секции, и верхние ролики, смонтированные на Г-образных нажимных рычагах, шарнирно зафиксированных на оси качания и связанных с приводом прижима роликов, верхние ролики установлены в коленах Г-обоззных нажимных рычагов, размещенных попарно на общей оси качания, при этом привод прижима роликов шарнирно установлен в вертикальной консоли одного из пары рычагов, а силовой элемент привода шарнирно связан с вертикальной консолью другого рычага. Верхние ролики установлены в одной плоскости с осью качания Г-образных нажимных рычагов.
Выполнение и соединение конструктивных элементов правильно-тянущей секции указанным образцом позволяет разместить привод прижима роликов между вертикальными консолями рычагов, а не на раме, как в известных решениях, и получить при этом большую амплитуду качания верхних роликов при меньшем ходе силового элемента привода с использованием активной и реактивной составляющих усилия привода, имеющего за счет этого меньшие габариты как по длине, и по диаметру. Это упрощает конструкцию и уменьшает габариты, что обуславливает возможность ее использования в многоручьевых МНЛЗ при уменьшении капитальных затрат в сравнении с использованием известных секций.
(Л
С
ч ел
ю
со
При попарной установке роликов указанным образом подъем одного ролика в каждой пэре верхних роликов, вызванный искажением профиля слитка, происходит независимо от положения соседнего ролика, который продолжает прижимать слиток, что делает возможным использование секции в качестве правильной.
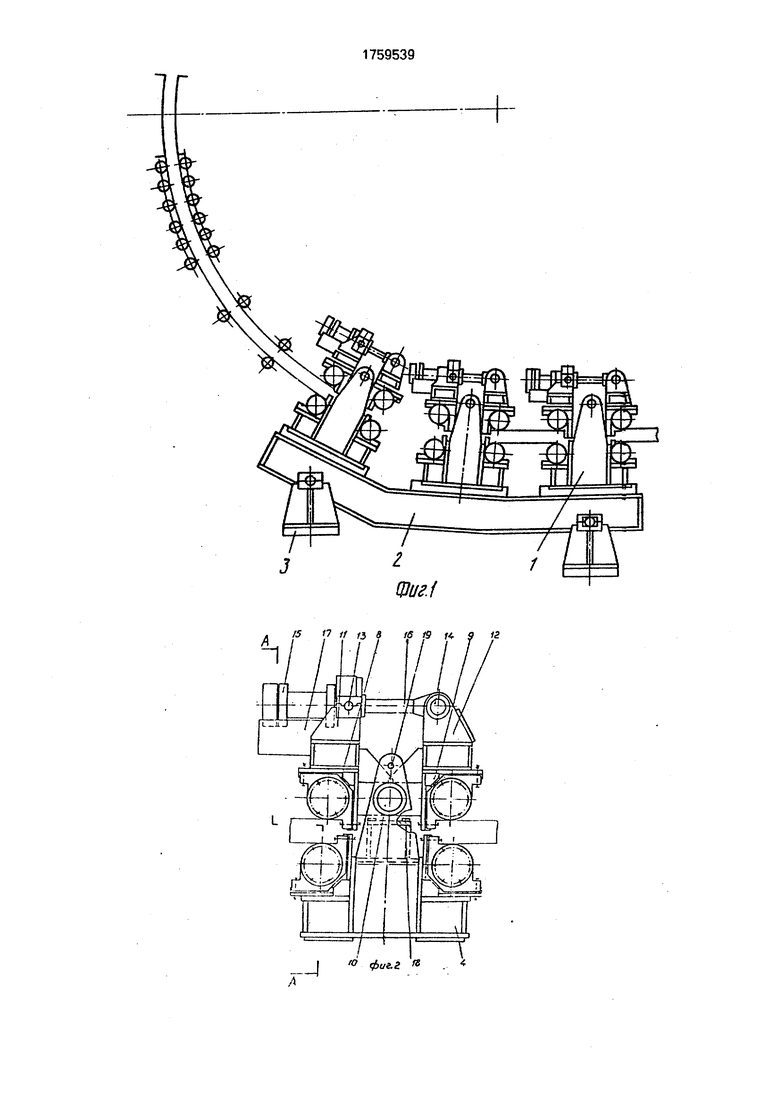
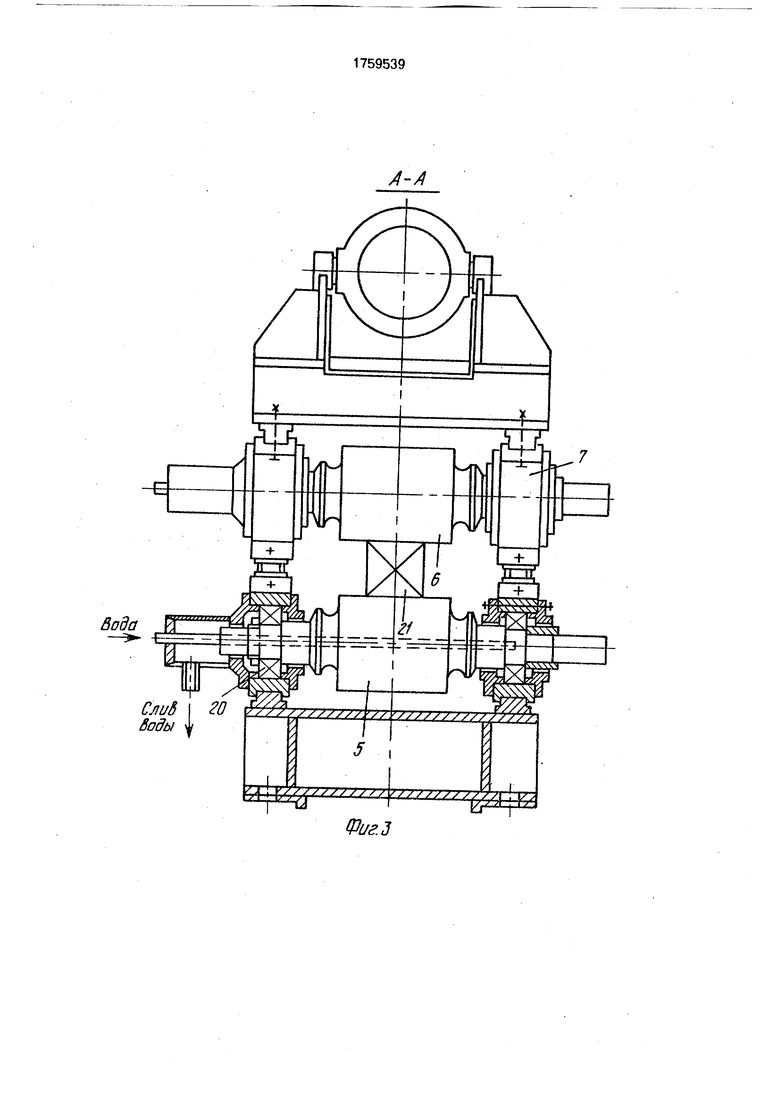
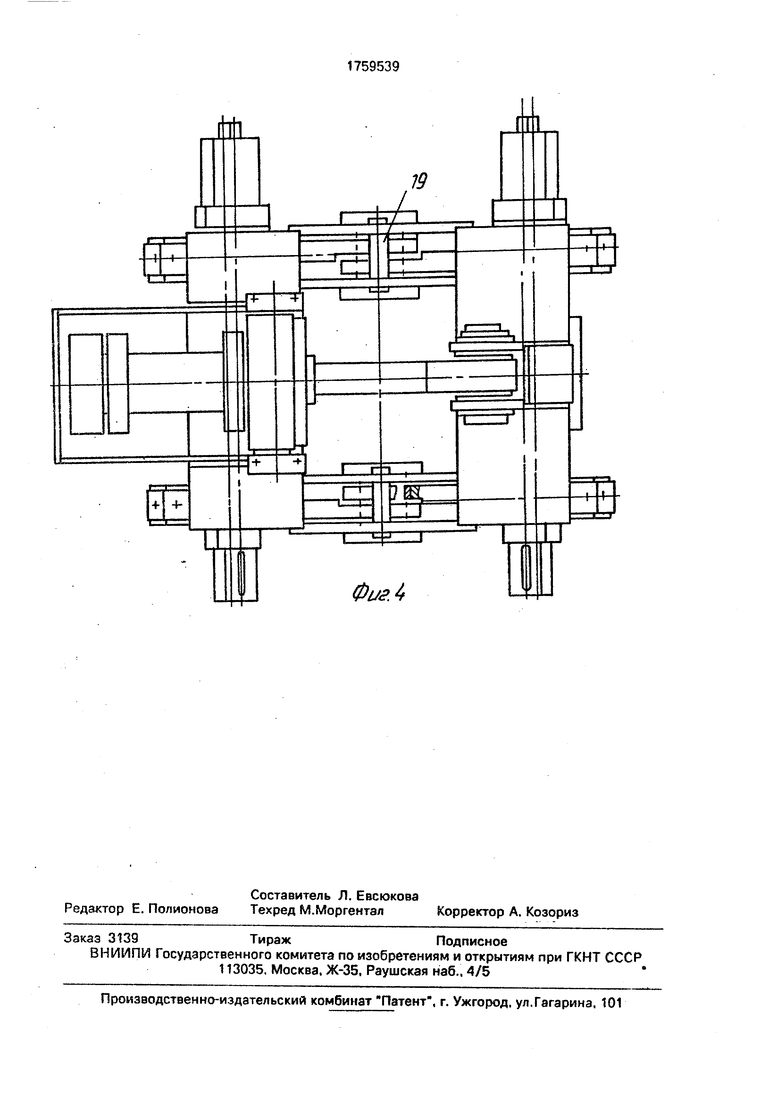
На фиг. 1 изображена предлагаемая секция МНЛЗ; на фиг.2 - то же, вид сбоку; на фиг.З - разрез А-А на фиг.2; на фиг.4 - вид секции в плане.
Правильно-тянущая секция 1, показанная на фиг.1 в количестве трех штук, установлена на балке 2. Балка смонтирована на двух стойках 3. базирующихся на фундаменте. Секция состоит из рамы 4 с установленными на ней нижними роликами 5. Верхние ролики 6 с помощью букс 7 размещены попарно в коленах нажимных Г-образных рычагов 8 и 9. шарнирно установленных посредством двух полуосей 10, имеющих общую ось вращения, в раме 4 и связанных с помощью вертикальных консолей 11 и 12, а также осей 13 и 14 соответственно с корпусом 15 и силовым элементом 16 привода прижима роликов (в данном случае гидроцилиндра). Для защиты привода от теплового излучения слитка установлен экран 17. Угол качания нижних рычагов 8 и 9 ограничивает упоры 18 и 19. Для установки нижних 5 и верхних б роликов предусмотрены подшипники 20. Слиток 21 транспортируется между нижними 5 и верхними б роликами.
Правильно-тянущая секция работает следующим образом.
Перед разливкой в полость гидроцнг-чн- дра подают давление от насосно-аккумуля- торной станции (не показана). Шток 16 втягивается в корпус 15 гидроцилиндра. Корпус 15, взаимодействующий с вертикальной консолью 11, поднимает рычаг 8, а шток 16, взаимодействуя с вертикальной консолью 12, поднимает рычаг 9. Рычаги поднимаются до упора 19, который предохраняет пару верхних рычагов от завала в одну из сторон.
В первую роликовую секцию заводят затравку (не показана). Подача затравки в МНЛЗ может осуществляться как сверху через кристаллизатор, так и снизу. Головка затравки уплотняется в кристаллизаторе асбестовым шнуром, а хвост затравки зажимается между двумя парами роликов первой роликовой секции. При этом в поршневую полость гидроцилиндра подают давление. Корпус 15 и шток 16 гидроцилиндра передают усилие через оси 13 и 14 на рычаги 8 и 9 верхних роликов 6. Ролики 6 опускаются до
соприкосновения с затравкой и зажимают ее. После передачи металла в кристаллизатор и схватывания его с головкой затравки ролики секции приводятся во вращение и
начинают тянуть затравку с формировавшимся слитком. По мере прохождения затравки в работу включаются вторая и третья секции. Во время транспортирования слитка через правильно-тянущую сек0 цию происходит его правка и подача на горизонтальный рольганг.
При попадании одного из пары верхних роликов на искажение профиля слитка он поднимается и усилие передается через
5 один из рычагов 8 или 9, либо на корпус 15. либо на шток 16 гидроцилиндра. При этом один из этих элементов перемещается, компенсируя искажение профиля, другой остается на месте, продолжая прижимать
0 второй из пары роликов к слитку, осуществляя его правку.
При прохождении замороженного конца слитка через роликовые секции верхние подвижные ролики опускаются вниз в поло5 жение, определяемое упорами 18. Для разливки следующей плавки цикл повторяется.
Таким образом, установка привода прижима роликов непосредственно между ры0 чагами, на которых размещены верхние ролики, позволяет одновременно уменьшить его габариты, использовать активную и реактивную составляющую его усилия и упростить конструкцию секции, Это обеспе5 чивает использование секции в качестве правильной при проектировании многоручьевых МНЛЗ при минимальных капитальных затратах.
Формула изобретения
0 .1. Правильно-тянущая секция машины непрерывного литья заготовок, содержащая нижние ролики, установленные на раме секции, и верхние ролики, смонтированные на Г-образных нажимных рычагах, шарнирно
5 зафиксированных на оси качания и связанных с приводом прижима роликов, отличающаяся тем, что, с целью упрощения конструкции и уменьшения габаритов, верхние ролики установлены в коленах Г-образ0 ных нажимных рычагов, размещенных попарно на общей оси качания, при этом привод прижима роликов шарнирно установлен на вертикальной консоли одного из пары рычагов, а силовой элемент привода
5 шарнирно связан с вертикальной консолью. 2. Секция по п. 1,отличающаяся тем, что верхние ролики установлены в одной плоскости с осью качания Г-образных нажимных рычагов.

| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ КАЧАНИЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2005 |
|
RU2264275C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| ГИБКАЯ ЗАТРАВКА | 2002 |
|
RU2193472C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2424081C1 |
| ГИБКАЯ ЗАТРАВКА | 2004 |
|
RU2258576C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
Сущность изобретения: правильно-тянущая секция имеет нижние ролики, установленные на раме, верхние ролики, установленные на нажимных Г-обрззных рычагах, размещенных попарно на общей оси. при этом вертикальная консоль одного из пары рычагов шарнирно связана с корпусом привода, а вертикальная консоль другого рычага шарнирно соединена с силовым элементом привода. Верхние ролики установлены в одной плоскости с осью качания нажимных Г-образных рычагов. 1 з.п. ф-лы, 4 ил.
IS 17 tf f3 9 6 t9 ц. о 12
1
Вода ft
Слиб 20 воды w
г г s. / s / / / s / u.L.;.if-f.si
ЧД
///////77/s
/{/ i-Y-st
ФиаЗ
| 0 |
|
SU199357A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
