Изобретение относится к обработке материалов давлением, в частности к оборудованию для производства изделий с кольцевыми гофрами, например сильфонов, методом штамповки с помощью эластичного пуансона.
Известно устройство для изготовления сильфонов, содержащее вертикальный пресс, на ползуне которого установлена траверса, снабженная механизмом силового зажима и фиксации матрицы в сомкнутом рабочем состоянии и перемещаемым в горизонтальных направляющих гидрозамков, который периодически взаимодействует с верхней опорой узла пуансона, концентрично располагаемого в матрице, установленной на рабочем столе (нижней поперечине пресса). При этом пуансон представляет собой эластичное кольцо, которое закреплено в соединенных между собой опорах.
Данное устройство имеет улучшенные условия эксплуатации при загрузке заготовок.
Недостатком данного устройства является то, что оно не обеспечивает формование крупногабаритных многослойных толстостенных сильфонов, имеющих глубокие гофры. Осуществленный на данном устройстве процесс формования характеризуется тем, что наружный слой заготовки, затекая в ручей матрицы, испытывает значительное трение, которое, противодействуя затеканию материала в форму, вызывает утонение стенки участков гофра, что скатывается на снижении циклической прочности (ресурса) сильфона. Если бы не было утонения стенки, можно было бы использовать меньшее количество сильфонов при повышенном ресурсе и с меньшей толщиной стенки при исключении утонения в процессе формования, что, в конечном итоге, дает значительное снижение расхода таких дефицитных материалов сильфона как титан, нержавеющая сталь и т.п. Кроме этого, формование на данном устройстве, особенно на заключительном этапе формования гофра, требует повышения приложенных к пуансону усилий, что вызывает интенсивный износ резинового кольца (пуансона) и соответственно приводит к более частой смене его и дополнительным материальным затратам. Практика показывает - средний ресурс резинового кольца при более благоприятных условиях формовка резиновым пуансоном только на этапе выпучки и с последующей осадкой сближением матриц) составляет порядка 200 циклов (гофров). При этом замена резинового кольца в этом устройстве связана с разборкой, что при больших его габаритах и массе, вызывает большие трудозатраты и снижает производительность.
Наиболее близким по технической сущности и достигаемому результату к заявленному устройству является устройство для изготовления сильфонов, содержащее вертикально установленную силовую раму, образованную основанием (нижней поперечиной), на четырех стойках (колоннах) которой установлен архитрав (верхняя поперечина). На архитраве размещена группа силовых гидроцилиндров, центральный из которых имеет на штоке верхнюю опору пуансона, а остальные связаны с ползуном, на котором концентрично пуансону установлено верхнее матричное кольцо и выдвижные упоры. При этом направляющими ползуна являются колонны силовой рамы. На нижней поперечине рамы установлены: нижняя опора пуансона, механизм смыкания нижних полуматриц и приводной стол для вертикального перемещения заготовки сильфона. При этом пуансон представляет собой эластичное (резиновое) кольцо и расположен между опорами.
Это устройство позволяет формовать крупногабаритные многослойные толстостенные сильфоны (имеющие более одного метра диаметр и толщину стенки 10 мм). На этом устройстве формовка осуществляется в два этапа, где сначала при сжатии резинового пуансона через опоры центральным силовым гидроцилиндром производят увеличение диаметра (выпучку) на участке заготовки, расположенным между верхним и нижним матричными кольцами, а затем последующим осаживанием выпучки окончательно формируют гофр за счет силового опускания верхнего матричного кольца.
(Т. е. от известного устройства отличается тем, что ручей матрицы этого устройства выполнен разъемным в вертикальной плоскости и соответствующими механизмами устройства сначала осуществляют неглубокую вытяжку при раздвинутом ручье матрицы, а при последующем его сближении получают окончательную форму гофра. При этом нет трения и повышения давления на конечном этапе формования, где, наоборот, нагружение пуансона со стороны центрального гидроцилиндра снижается по заданному закону. Но даже при этом способе формования, например, сильфона диаметром 1,2 м и толщине стенки 10 мм необходимое усилие гидроцилиндра для сжатия резинового пуансона составляет порядка 1000 тонн. Смена резинового кольца на этом устройстве не вызывает затруднений, т. к. при разведенных опорах, т.е. когда в исходном положении верхняя опора поднята, его свободно кладу внутрь заготовки на верхний торец нижней опоры).
Недостатком данного устройства является то, что при его загрузке заготовкой, например, длиной 1,2 м, приходится поднимать опору пуансона и ползун с расположенным на нем матричным кольцом на высоту порядка двух метров, при этом такой же ход имеют перемещение их силовые цилиндры (в то же время для формования достаточен ход менее 0,1 м). Такая величина ходов силовых цилиндров и связанных с ними элементов конструкции, а также учитывая то, что формовка осуществляется в конце хода, т.е. при почти полностью выдвинутых штоках, обусловили конструктивное усложнение устройства по части обеспечения требуемой точности, жесткости и т.д.
Кроме этого, при загрузке заготовок и смене инструмента оператору приходится находиться в опасной зоне (под поднятыми многотонными подвижными элементами устройства (ползуном, опорой и пр.), удержание которых осуществляется высоконадежными элементами, что также усложняет конструкцию устройства. При этом стесненные условия работы в этой зоне ухудшают условия обслуживания и увеличивают потери времени на загрузку, выгрузку и смену формующей оснастки, которые в цикле изготовления сильфона превышают время формования сильфона.
Целью изобретения является устранение указанных недостатков, а именно - упрощение конструкции устройства путем уменьшения ходов силовых цилиндров, а также повышение производительности и удобства обслуживания.
Поставленная цель достигается тем, что устройство для изготовления сильфонов, содержащее вертикально установленную силовую раму, состоящую из верхней и нижней поперечин, соединенных между собой стойками, группу силовых гидроцилиндров, шток центрального из которых связан с верхней опорой пуансона, а периферийные связаны с ползуном, на котором концентрично пуансону установлено верхнее кольцо матрицы и выдвижные упоры, а на нижней поперечине - нижняя опора пуансона, механизм смыкания и зажима полуколец матрицы и приводной стол для вертикального перемещения заготовки сильфона, при этом пуансон выполнен в виде эластичного кольца и расположен между опорами, согласно изобретению снабжено порталом с тележкой, размещенной под верхней поперечиной, фиксаторами и направляющими для ползуна, смонтированными на тележке, траверсой размещенной над порталом и связанной со штоками периферийных силовых цилиндров, а центральный силовой цилиндр закреплен на тележке и выполнен с дополнительным поршнем, шток которого связан с траверсой. Кроме того, устройство снабжено приводными захватами заготовок и манипулятором съема готовых изделий, закрепленными на тележке, а также подъемником заготовок, установленным над порталом вне силовой рамы.
Предложенные изменения известного устройства - введение портала с тележкой с расположенными на ней силовыми цилиндрами и ползуном, которые ранее размещались в архитраве (верхней поперечине пресса), а также введение дополнительного поршня с траверсой и размещение на тележке упоров и ползуна с направляющими - позволяют значительно сократить величину хода силовых гидроцилиндров и упростить конструкцию силовой рамы за счет уменьшения ее высоты, устранения ходовых поверхностей на силовых колоннах, упрощения конструкции архитрава и пр. В новом устройстве отпала необходимость поднимать опору и ползун на высоту больше, чем рабочий ход формования, чтобы установить заготовку на подъемный стол основания и снять готовое изделие, т.к. опора и ползун вместе с тележкой в это время располагаются вне рамы. При перемещении тележки на рабочую позицию зазор между траверсой и верхней поперечиной минимален. На рабочей позиции дополнительный поршень с траверсой поднимается на величину этого зазора и передает все усилие формования (как и в прототипе) на поперечину, не нагружая корпус тележки, при этом совместно с фиксаторами тележки и направляющими ползуна обеспечивается заданная точность и повторяемость соосности опор пуансона и элементов матрицы. Кроме этого, дополнительная позиция в новом устройстве позволяет разместить под порталом подъемник заготовок, который совместно с приводными захватами тележки обеспечивает повышение производительности устройства за счет совмещения и механизации операций, при которых одновременно с подъемом стола с сильфоном производится надевание заготовки на верхнюю опору пуансона и закрепление ее на ней, а при перемещении тележки с заготовкой на рабочую позицию, сильфон манипулятором выводится из рабочей зоны. При этом устройство обеспечивает то, что операции установки заготовок на подъемник и прием сильфона с манипулятора не требуют увеличения цикла работы пресса, т.к. выполняются во время формования, что также повышает производительность. Перечисленные свойства, проявляемые предлагаемым устройством, позволяют сделать вывод о том, что отличительные признаки, названные в формуле, являются по отношению к прототипу новыми существенными и в совокупности с известными позволяют получить новый дополнительный эффект - уменьшить величину хода силовых цилиндров и упростить конструкцию, а также повысить производительность.
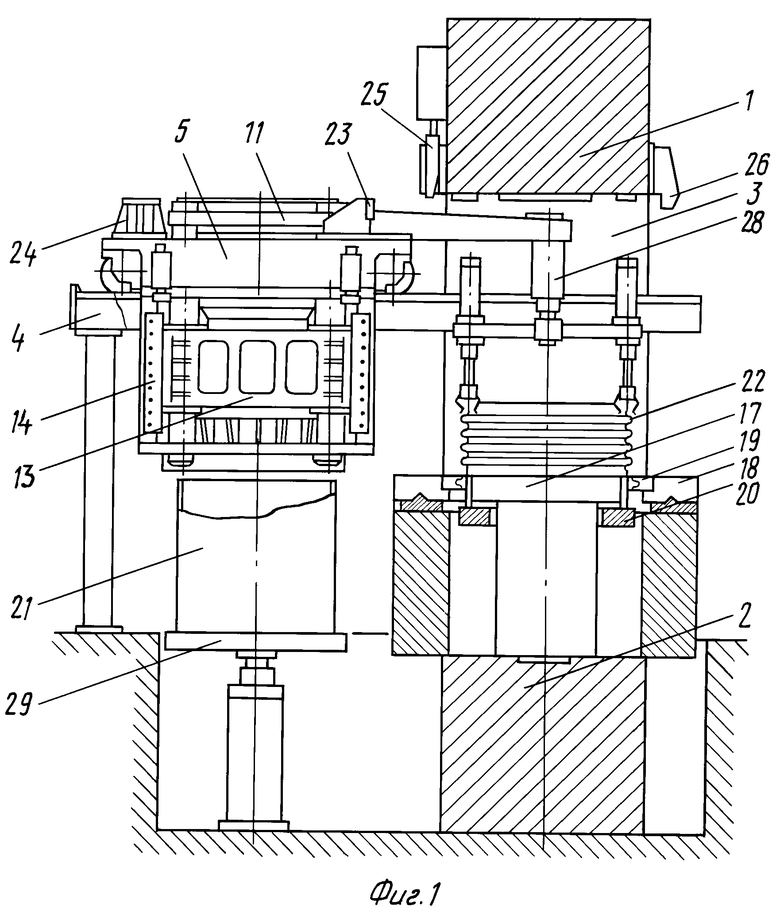
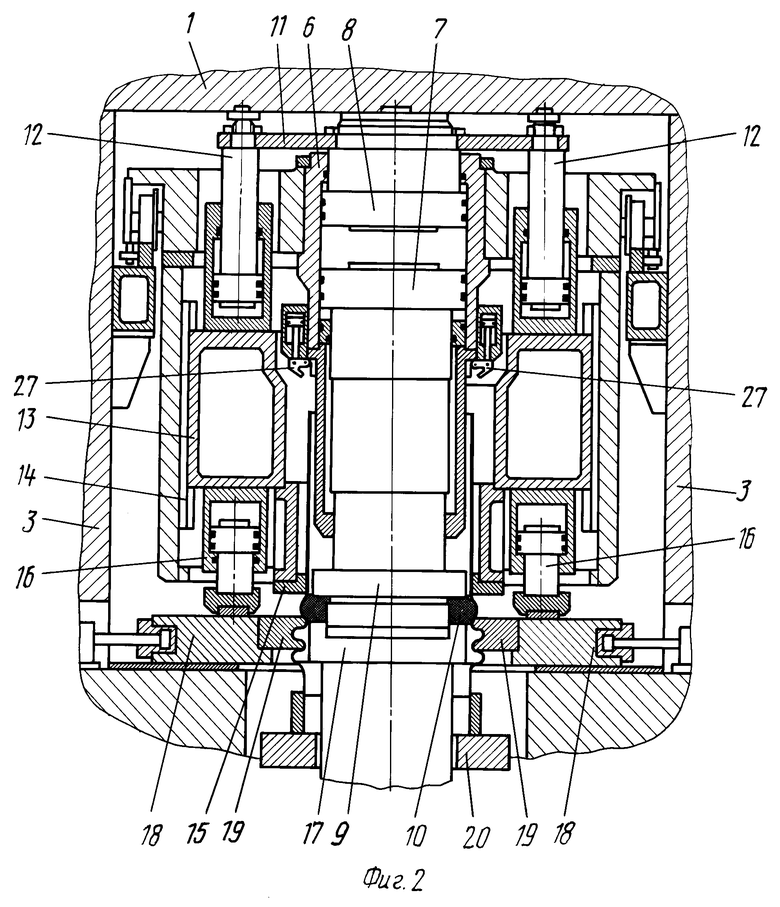
На фиг. 1 показан общий вид устройства в момент загрузки, на фиг. 2 - частичный вид устройства в разрезе в момент формования гофра.
Устройство содержит вертикально установленную силовую раму, состоящую из верхней 1 и нижней 2 поперечин, соединенных между собой стойками 3. Под верхней поперечиной проходит портал 4, на котором размещена приводная тележка 5. На тележке 5 закреплен корпус 6 силового гидроцилиндра (центрального), имеющего два поршня 7 и 8 (дополнительного). На штоке поршня 7 закреплена верхняя опора 9 пуансона 10, представляющего собой эластичное (например, резиновое) кольцо. Шток дополнительного поршня 8 траверсой 11 соединен с группой силовых гидроцилиндров 12, установленных на ползуне 13, который размещен в направляющих 14, закрепленных на тележке 5. На ползуне 13 концентрично пуансону 10 установлено верхнее кольцо 15 матрицы и выдвижные упоры 16. На нижней поперечине 2 установлены: нижняя опора 17 пуансона, механизм смыкания и зажима 18 полуколец 19 матрицы и приводной стол 20 для вертикального перемещения заготовок 21 сильфона 22. Для точной фиксации тележки 5 на рабочей позиции на ней установлены элементы фиксаторов 23 и 24, ответные части которых размещены на раме (например, клиновой элемент 25 и ответный элемент 26). Кроме этого, на тележке 5 концентрично верхней опоре 9 пуансона установлены приводные захваты 27 заготовок 21 и манипулятор 28 для съема сильфонов 22, а вне силовой рамы под порталом 4 установлен подъемник 29 заготовок 21.
Устройство работает следующим образом.
При отведенной тележке 5 (см. фиг. 1) на позицию загрузки, раздвинутых полукольцах 19 и поднятом столе 20 (исходное положение), заготовка 21 подается с помощью подъемника 29 на верхнюю опору 9 и фиксируется на ней с помощью захватов 27. Одновременно с этим манипулятором 28 со стола 20 снимается сформованный до этого сильфон 22. Затем тележка 5, перемещаясь по порталу 4, заходит под верхнюю поперечину 1 и базируется на ней с помощью элементов фиксатора 23, 24 (например, когда клиновой элемент 25 зайдет в элемент 24 и доведет тележку 5 до смыкания элементов 23 и 26). После фиксации тележки на рабочей позиции (см. фиг. 2) последовательно осуществляются следующие операции: опускаются и открываются захваты 27 и заготовка 21 устанавливается на стол 20, механизмом 18 закрываются полукольца 19, выдвигаются упоры 16 и штоки из гидроцилиндров 12, под действием которых сначала перемещается ползун 13 вниз и упирается выдвинутыми упорами 16 в плиты механизма 18 смыкания полуколец 19, а затем поднимается траверса 11 и, связанный с ней поршень 8, упирается в верхнюю поперечину 1. При этом кольцо 15 матрицы располагается на заданной высоте над сомкнутыми полукольцами 19 в зоне участка заготовки, где расположен пуансон 10. Затем перемещается поршень 7, который через опору 9 деформирует пуансон 10, который в свою очередь производит увеличение диаметра заготовки (местную выпучку, предварительную вытяжку гофра), после достижения заданной величины которого поршень 7 останавливается. Затем снимается давление с выдвинутых упоров 16 и гидроцилиндрами 12 производится силовое перемещение ползуна 13 вниз, при этом верхнее кольцо 15 деформирует выпучку, т.е. производит окончательное формирование гофра. Одновременно с перемещением ползуна 13 поршень 7 поднимается, уменьшая тем самым сжатие пуансона 10, для свободного последующего выхода его из гофра. После этого производится подъем кольца 15 и опоры 9, размыкание колец 19 механизмом 18 и опускание стола 20 на величину шага гофров сильфона. На этом цикл операций формования гофра заканчивается и может быть повторен в зависимости от заданного количества гофров сильфона. После формования последнего гофра стол 20 опускается вниз, штоки гидроцилиндров 12, а также выдвинутых упоров 16 вдвигаются, тележка 5 расфиксируется (убирается клин фиксатора 25) и отводится на позицию загрузки. После этого цикл изготовления следующего сильфона повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГОФРОВ НА ТРУБНЫХ ЗАГОТОВКАХ | 1991 |
|
SU1826241A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| Штамп для формования поперечных гофров на обечайках | 1982 |
|
SU1038002A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |
| Пресс для глубокой вытяжки листовых деталей | 2015 |
|
RU2619421C2 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
Использование: при производстве сильфонов. Сущность устройства состоит в том, что верхней поперечиной вертикально установленной силовой рамы проходит портал, имеющий приводную тележку, на которой закреплен корпус центрального силового гидроцилиндра, дополнительный поршень, который штоком соединен с траверсой и силовыми гидроцилиндрами ползуна. При этом на тележке размещены верхняя опора пуансона и верхнее кольцо матрицы, а также элементы фиксаторов для точной ее фиксации на рабочей позиции, направляющие ползуна, а также манипулятор съема сильфонов и приводные захваты. На нижней поперечине силовой рамы установлены нижняя опора пуансона, механизм смыкания и зажима полуколец матрицы и приводной стол, а вне силовой рамы под порталом установлен подъемник заготовок. 1 з.п. ф-лы, 2 ил.
| 0 |
|
SU259811A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
