Изобретение относится к керамической и авиационной промышленности и может быть использовано при механической обработке внутренней поверхности керамических изделий.
Известен способ механической обработки малогабаритных керамических изделий прямого профиля (Г.В.Белинская, Г.А.Выдрик. Технология электровакуумной и радиотехнической керамики. - М.: "Энергия", 1977. - 335 с.), включающий крепление керамической детали на универсально-шлифовальном станке с помощью клеящих составов, ее обработку алмазным кругом до необходимого профиля.
Недостатком известного способа является невозможность механической обработки внутренней поверхности керамических изделий.
Наиболее близким к заявленному решению является способ механической обработки внутренней поверхности керамических изделий (патент UK № 2077639 А, кл. B24B 5/16, опубл. 23.12.1981 г.), включающий установку изделия на станок, обработку внутренней поверхности изделия конической шлифовальной головкой, при этом шлифовальная головка имеет полость, выполненную для приема хладагента.
Недостатком известного способа является то, что для механической обработки керамических изделий применение хладагента в качестве охлаждающего вещества приводит к существенному росту материальных затрат, а также требует наличие достаточно крупного технологического оборудования (для его хранения, транспортировки, подачи в зону обработки и т.д.) и соответственно производственных площадей.
Задачей настоящего изобретения является упрощение технологии обработки внутренней поверхности керамических изделий.
Поставленная задача достигается тем, что предложен способ механической обработки внутренней поверхности керамических изделий, включающий установку изделия на станок, обработку внутренней поверхности изделия режущим инструментом, отличающийся тем, что сначала проводят обработку изделия режущим инструментом, радиус которого в 3-6 раз меньше внутреннего радиуса изделия, а потом проводят обработку изделия режущим инструментом, размер которого соответствует внутреннему радиусу изделия, при этом подача каждого режущего инструмента составляет 0,1-0,5 мм/об, а глубина резания 0,1-1,2 мм.
Предложенный способ механической обработки препятствует перегреву каждого режущего инструмента из-за отсутствия их полного контакта с керамическим изделием.
Установлено, что размер радиуса режущего инструмента меньше, чем в 3 раза внутреннего радиуса изделия приводит к невозможности получения изделия с необходимым размером по высоте, а размер радиуса режущего инструмента больше, чем в 6 раз приводит к недостаточному охлаждению части его вершины.
Экспериментально установлено, что подача и глубина резания каждого режущего инструмента меньше минимальных пределов приведет к увеличению длительности механической обработки, а увеличение максимальных пределов приведет к разрушению детали.
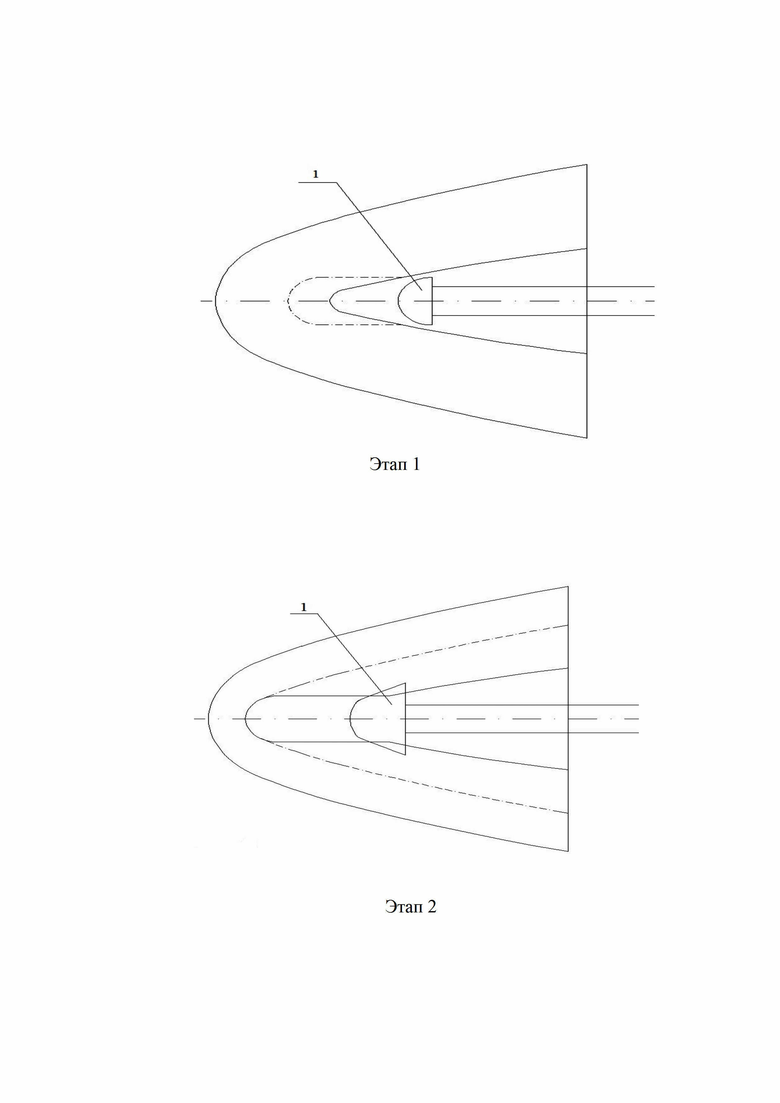
На фигуре показаны этапы механической обработки внутренней поверхности керамических изделий. Этап 1 включает в себя установку изделия на токарный станок и обработку изделия режущим инструментом 1, размер радиуса которого меньше радиуса изделия. Этап 2 включает в себя обработку изделия режущим инструментом 1, размер радиуса которого соответствует заданным размерам внутреннего радиуса изделия.
Примеры реализации предложенного технического решения.
Пример 1. Изделие устанавливают на токарный станок и режущим инструментом, размер радиуса которого в 4,8 раза меньше радиуса изделия, проводят обработку внутренней поверхности изделия с подачей 0,19 мм/об и глубиной резания 0,6 мм. Затем проводят обработку режущим инструментом изделия с подачей 0,36 мм/об и глубиной резания 0,2 мм, размер которого соответствует заданным размерам внутреннего радиуса изделия. При этом качество обработки осталось на высоком уровне.
Пример 2. Аналогично, описанному выше примеру 1 проводят обработку внутренней поверхности изделия режущим инструментом с подачей 0,37 мм/об и глубиной резания 0,7 мм, размер радиуса которого в 5,3 раза меньше радиуса изделия, а затем режущим инструментом с подачей 0,44 мм/об и глубиной резания 0,25 мм, размер радиуса которого соответствует заданным размерам внутреннего радиуса изделия. При этом качество обработки осталось на высоком уровне.
Пример 3. Аналогично описанному выше примеру 2 проводят обработку внутренней поверхности изделия режущим инструментом с подачей 0,24 мм/об и глубиной резания 0,5 мм, размер радиуса которого в 3,9 раза меньше радиуса изделия, а затем режущим инструментом с подачей 0,21 мм/об и глубиной резания 0,9 мм, размер радиуса которого соответствует заданным размерам внутреннего радиуса изделия. При этом качество обработки осталось на высоком уровне.
Применение способа по предложенному техническому решению позволяет существенно упростить технологию обработки внутренней поверхности керамических изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки керамических изделий с наружной сферической поверхностью | 2019 |
|
RU2715269C1 |
| Способ механической обработки внутренних сферических поверхностей | 2019 |
|
RU2706918C1 |
| Способ механической обработки внутренней поверхности керамических изделий с контролем структурных дефектов | 2024 |
|
RU2834522C1 |
| Способ многодетальной механической обработки керамических деталей | 2022 |
|
RU2787659C1 |
| Способ обработки сложнопрофильных поверхностей керамических изделий на станках с ЧПУ с использованием метода адаптивного шлифования | 2022 |
|
RU2799962C1 |
| Способ доводки наружной поверхности сложнопрофильных керамических изделий | 2021 |
|
RU2780052C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ВЫСОКОТВЕРДОГО ПОРОШКОВОГО МАТЕРИАЛА | 2012 |
|
RU2519173C1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ИМПУЛЬСНОЙ ВОДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407629C1 |
| Способ механической обработки внутренней поверхности сложнопрофильных керамических изделий | 2021 |
|
RU2765866C1 |
Изобретение относится к обработке материалов резанием и может быть использовано при механической обработке внутренней поверхности керамических изделий. Способ включает установку изделия на станок и обработку внутренней поверхности изделия режущим инструментом. Для обработки используют режущий инструмент, радиус которого в 3-6 раз меньше внутреннего радиуса изделия. Затем проводят обработку изделия режущим инструментом, размер которого соответствует внутреннему радиусу изделия. При обработке подача каждого режущего инструмента составляет 0,1-0,5 мм/об, а глубина резания 0,1-1,2 мм. Исключается перегрев режущего инструмента из-за отсутствия их полного контакта с керамическим изделием, упрощается технология процесса обработки керамического изделия. 3 пр., 1 ил.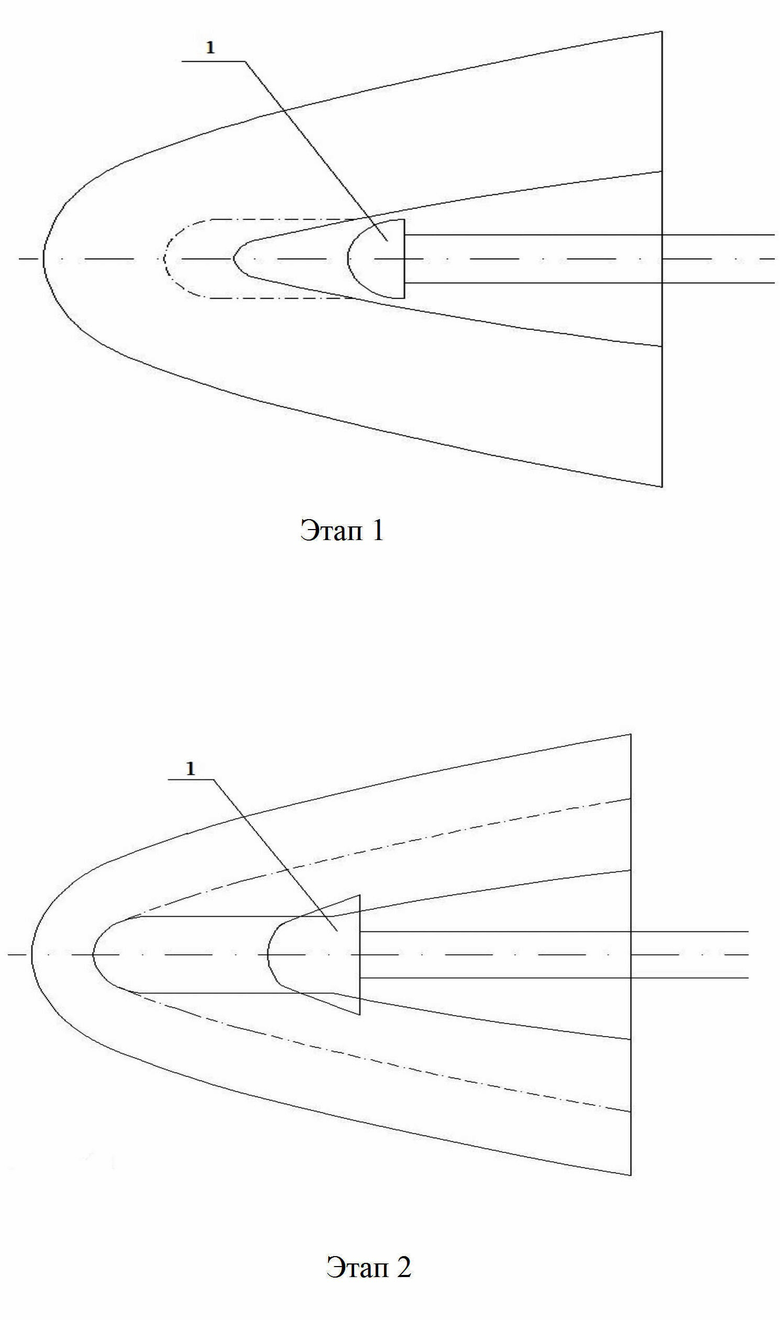
Способ механической обработки внутренней поверхности керамических изделий, включающий установку изделия на станок, обработку внутренней поверхности изделия режущим инструментом, отличающийся тем, что сначала проводят обработку изделия режущим инструментом, радиус которого в 3-6 раз меньше внутреннего радиуса изделия, а потом проводят обработку изделия режущим инструментом, размер которого соответствует внутреннему радиусу изделия, при этом подача каждого режущего инструмента составляет 0,1-0,5 мм/об, а глубина резания 0,1-1,2 мм.
| УСТРОЙСТВО ПРЕДПУСКОВОГО ПРОГРЕВА ПРИВОДА ЗЕМЛЕРОЙНО-СТРОИТЕЛЬНОЙ МАШИНЫ | 1994 |
|
RU2077639C1 |
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2258596C1 |
| Устройство нефтяного отопления для содовых сушил | 1928 |
|
SU11338A1 |

