Изобретение относится к керамической и авиационной отраслям промышленности и может быть использовано при многодетальной (многоштучной) механической обработке внутренних и(или) наружных радиусных поверхностей керамических деталей из плоских заготовок.
Известно техническое решение обработки деталей со сферическими поверхностями (А.с. СССР №1006172, МПК B24B 11/00, опубл. 23.03.83, Бюл. №11), в котором смонтировано устройство на станок, установлены и закреплены детали со сферической поверхностью по окружности в держатели с последующей их механической обработкой режущим инструментом.
Недостатком известного технического решения является сложность применяемого устройства при механической обработке деталей со сферической поверхностью.
Наиболее близким к предлагаемому изобретению является техническое решение по патенту РФ на полезную модель № 193365 (МПК В24В 29/04, В24В 11/00, опубл. 28.10.2019, Бюл. №31), включающее установку барабана на станок, установку и закрепление по окружности барабана обрабатываемых деталей (до десяти деталей одновременно) и последующую механическую обработку деталей.
Недостатком известного технического решения является невозможность закрепления и дальнейшей обработки плоских керамических заготовок в барабане с целью получения полусферических керамических деталей.
Техническим результатом предлагаемого изобретения является расширение технологических возможностей токарного станка при многодетальной механической обработке плоских или сферических заготовок керамических деталей, повышение производительности изготовления керамических деталей.
Поставленная задача достигается тем, что предложен способ многодетальной механической обработки керамических деталей, включающий установку барабана на станок, установку и закрепление обрабатываемых заготовок деталей в барабан, установку алмазного круга, механическую обработку алмазным кругом внутренней или наружной поверхности заготовок деталей, отличающийся тем, что плоские или сферические заготовки керамических деталей устанавливают в барабан в чётном количестве на места крепления, симметрично расположенные по окружности, затем с помощью крепежных элементов заготовки закрепляют на внутреннюю или наружную поверхность барабана так, чтобы радиальное биение барабана с установленными заготовками керамических деталей относительно оси вращения было не более ±0,1 мм и производят механическую обработку одной из поверхностей заготовки за счет перемещения шлифовального шпинделя с алмазным кругом вдоль оси вращения с целью получения полусферической поверхности.
Экспериментально установлено, что радиальное биение барабана с установленными на него керамическими заготовками не должно превышать значения ±0,1 мм, в противном случае появляется разнотолщинность по длине детали.
Так же было замечено, что при четном количестве устанавливаемых заготовок в/на барабан выставить биение не более ±0,1 мм значительно легче и быстрее.
В качестве обрабатывающего станка может использоваться стандартный токарный станок, оснащенный шлифовальной головкой для установки алмазного инструмента.
Барабан с крепежными элементами, расположенными по окружности, позволяет устанавливать и обрабатывать сразу несколько плоских или сферических заготовок одновременно.
Количество обрабатываемых деталей зависит от геометрии (габаритных размеров, геометрических особенностей) заготовок.
Диаметр барабана и диаметр режущего инструмента подбирается исходя из заданной геометрии детали и ограничивается максимальным диаметром, допускаемым техническими характеристиками станка.
Пример реализации предлагаемого способа иллюстрируется на фиг. 1, 2, 3, 4, 5 и 6.
На фиг. 1 показана механическая обработка внутренней поверхности плоской заготовки керамической детали в барабане.
На фиг. 2 показана механическая обработка наружной поверхности плоской заготовки керамической детали в барабане.
На фиг. 3 показана механическая обработка внутренней поверхности керамической заготовки детали со сферической базовой поверхностью в барабане.
На фиг. 4 представлена заготовка и получившаяся деталь после механической обработки по способу, описанному по фиг. 3.
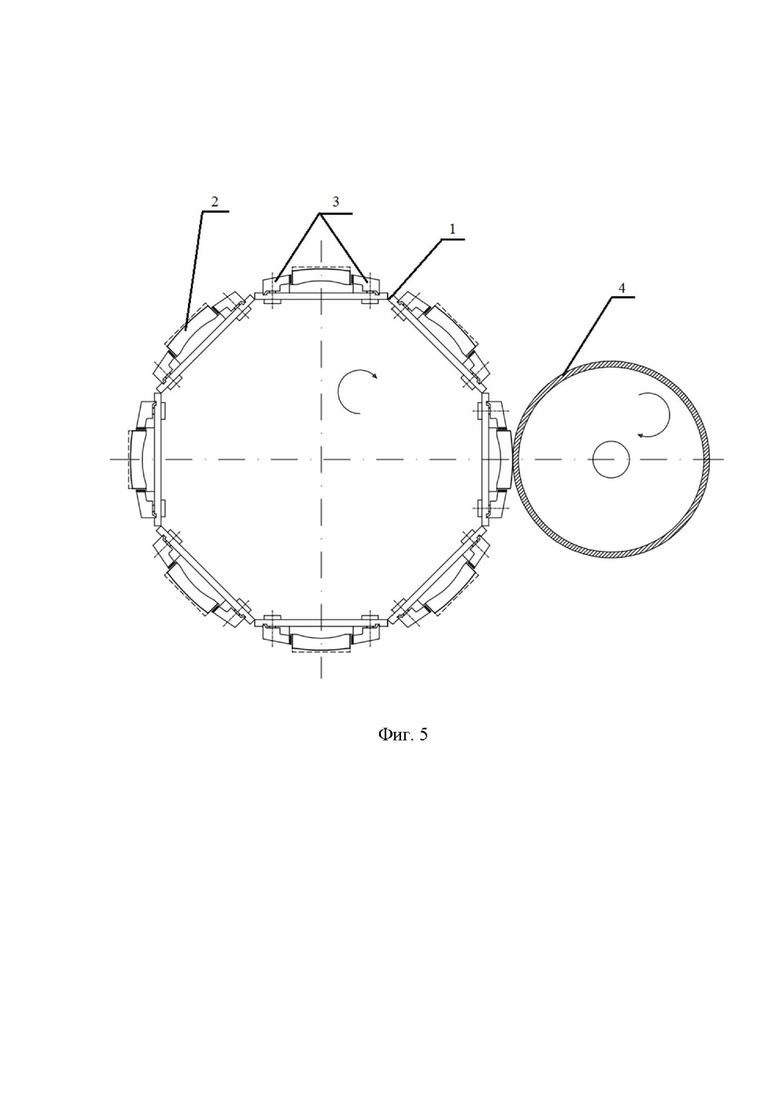
На фиг. 5 показана механическая обработка наружной поверхности керамической заготовки детали со сферическим пазом на базовой поверхности в барабане.
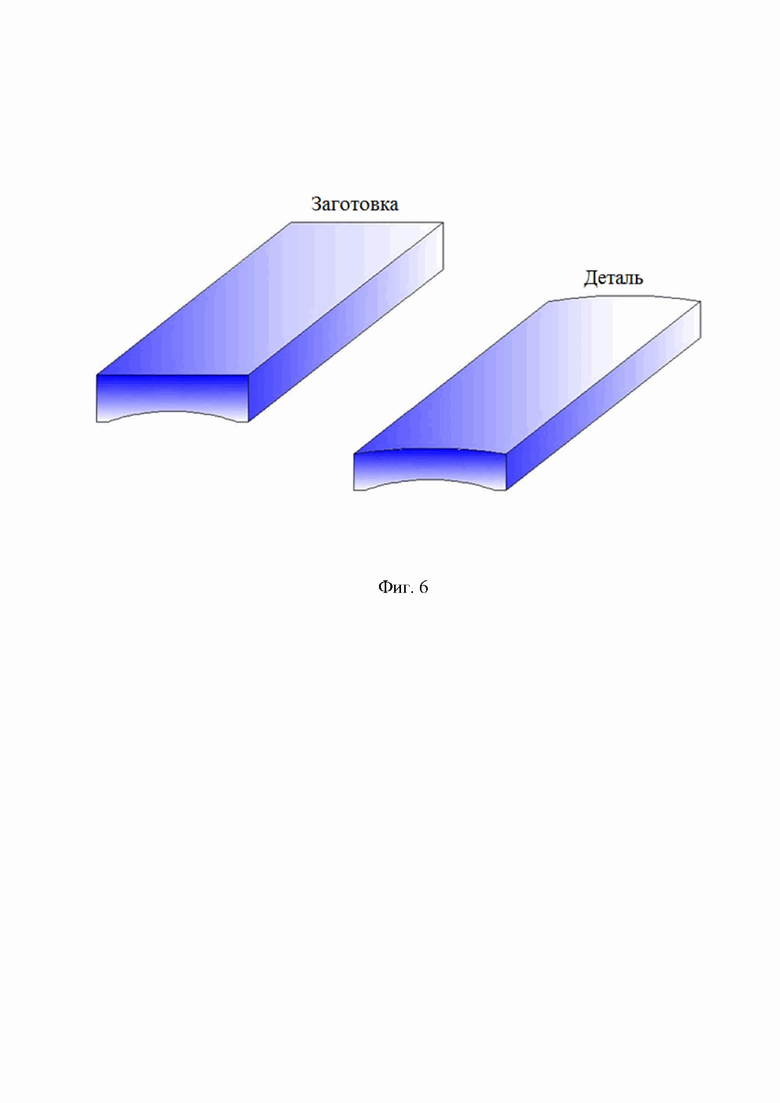
На фиг. 6 представлена заготовка и получившаяся деталь после механической обработки по способу, описанному по фиг. 5.
На фиг. 1 в барабан 1 устанавливают 8 штук плоских заготовок 2 керамических деталей размером 400×90×40 мм (длина×ширина×толщина), с помощью индикатора часового типа ИЧ-10 выставляют радиальное биение заготовок таким образом, чтобы радиальное значение биения было не более ±0,1 мм, затем закрепляют заготовки 2 крепежными элементами 3. Далее внутрь барабана 1 вводят алмазный круг 4 диаметром 125 мм и проводят механическую обработку заготовки 2 на всю ее длину при продольной подаче 0,1-1 мм/об и скорости вращения барабана 1 5–50 об/мин
до необходимого размера.
На фиг. 2 в барабан 1 устанавливаются 8 штук плоских заготовок 2 керамических деталей размером 400×90×40 мм (длина×ширина×толщина), с помощью индикатора часового типа ИЧ-10 выставляют радиальное биение заготовок таким образом, чтобы радиальное значение биение было не более ±0,1 мм, затем закрепляют заготовки 2 крепежными элементами 3. Далее к наружной поверхности заготовки подводят алмазный круг 4 диаметра 200 мм и проводят механическую обработку заготовки 2 на всю ее длину при продольной подаче 0,1-1 мм/об и скорости вращения барабана 1 5–50 об/мин до необходимого размера.
На фиг. 3 в барабан 1 устанавливают 16 штук заготовок 2 керамических деталей со сферической базовой поверхностью по 8 штук в ряд размером 150×45×40 мм (длина×ширина×толщина), с помощью индикатора часового типа ИЧ-10 выставляют радиальное биение заготовок таким образом, чтобы радиальное значение биения было не более ±0,1 мм, затем закрепляют заготовки 2 крепежными элементами 3 за торцевые поверхности. Далее внутрь барабана 1 вводят алмазный круг 4 диаметром 150 мм и проводят механическую обработку заготовок 2 на всю длину при продольной подаче 0,1-1 мм/об и скорости вращения барабана 1 5–50 об/мин до получения сферической поверхности необходимого размера.
На фиг. 4 показана заготовка до и после механической обработки.
На фиг. 5 в барабан 1 устанавливаются 16 штук заготовок 2 керамических деталей с базовой поверхностью со сферическим пазом по 8 штук в ряд размером 150×45×40 мм (длина×ширина×толщина), с помощью индикатора часового типа ИЧ-10 выставляют радиальное биение заготовок таким образом, чтобы радиальное значение биение было не более ±0,1 мм, затем закрепляют заготовки 2 крепежными элементами 3 за торцевые поверхности. Далее к наружной поверхности заготовки подводят алмазный круг 4 диаметра 200 мм и проводят механическую обработку заготовки 2 на всю ее длину при продольной подаче 0,1 - 1 мм/об и скорости вращения барабана 1 5–50 об/мин до получения сферической поверхности и толщины керамической детали необходимого размера.
На фиг. 6 пока показана заготовка до и после механической обработки.
Предложенное техническое решение позволяет повысить производительность изготовления керамических деталей за счет многодетальной установки заготовок деталей с плоскими и сферическими поверхностями в барабан и расширить технологические возможности станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки внутренней поверхности керамических изделий с контролем структурных дефектов | 2024 |
|
RU2834522C1 |
| Способ механической обработки керамических изделий с наружной сферической поверхностью | 2019 |
|
RU2715269C1 |
| Способ доводки наружной поверхности сложнопрофильных керамических изделий | 2021 |
|
RU2780052C1 |
| Способ механической обработки внутренней поверхности сложнопрофильных керамических изделий | 2021 |
|
RU2765866C1 |
| Способ механической обработки крупногабаритных сложнопрофильных керамических изделий | 2019 |
|
RU2698009C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440881C2 |
| Способ механической обработки крупногабаритных сложнопрофильных керамических изделий | 2020 |
|
RU2739183C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440880C2 |
| Способ механической обработки крупногабаритных керамических изделий конической формы | 2020 |
|
RU2742266C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
Изобретение относится к керамической и авиационной отраслям промышленности и может быть использовано при многодетальной механической обработке внутренних и/или наружных радиусных поверхностей керамических деталей из плоских заготовок. Осуществляют установку барабана на станок, установку и закрепление обрабатываемых заготовок деталей в барабан, установку алмазного круга, механическую обработку алмазным кругом внутренней или наружной поверхности заготовок деталей. При этом плоские или сферические заготовки керамических деталей устанавливают в барабан в чётном количестве на места крепления, симметрично расположенные по окружности. С помощью крепежных элементов заготовки закрепляют на внутреннюю или наружную поверхность барабана так, чтобы радиальное биение барабана с установленными заготовками керамических деталей относительно оси вращения было не более ±0,1 мм. Производят механическую обработку одной из поверхностей заготовки за счет перемещения шлифовального шпинделя с алмазным кругом вдоль оси вращения с целью получения полусферической поверхности. Обеспечивается расширение технологических возможностей токарного станка при многодетальной механической обработке плоских или сферических заготовок керамических деталей, повышение производительности изготовления керамических деталей. 6 ил.
Способ многодетальной механической обработки керамических деталей, включающий установку барабана на станок, установку и закрепление обрабатываемых заготовок деталей в барабан, установку алмазного круга, механическую обработку алмазным кругом внутренней или наружной поверхности заготовок деталей, отличающийся тем, что плоские или сферические заготовки керамических деталей устанавливают в барабан в чётном количестве на места крепления, симметрично расположенные по окружности, затем с помощью крепежных элементов заготовки закрепляют на внутреннюю или наружную поверхность барабана так, чтобы радиальное биение барабана с установленными заготовками керамических деталей относительно оси вращения было не более ±0,1 мм, и производят механическую обработку одной из поверхностей заготовки за счет перемещения шлифовального шпинделя с алмазным кругом вдоль оси вращения с получением полусферической поверхности.
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ РАЗРАБОТКИ И ТРАНСПОРТИРОВКИ ГРУНТА | 0 |
|
SU193365A1 |
| Станок для роторной двусторонней обработки сферических неконцентрических поверхностей оптических деталей | 1987 |
|
SU1609619A1 |
| Устройство для обработки сферическихпОВЕРХНОСТЕй ТЕл ВРАщЕНия | 1979 |
|
SU850362A1 |
| Способ механической обработки керамических изделий с наружной сферической поверхностью | 2019 |
|
RU2715269C1 |
| УСТРОЙСТВО ПРЕДПУСКОВОГО ПРОГРЕВА ПРИВОДА ЗЕМЛЕРОЙНО-СТРОИТЕЛЬНОЙ МАШИНЫ | 1994 |
|
RU2077639C1 |
| US 6129611 A, 10.10.2000. | |||

