Изобретение относится к технологии подготовки металлических поверхностей изделий из черных металлов и нержавеющих сталей перед нанесением на подготовленную поверхность полимерных составов в текучем или вязкотекучем состоянии.
Перед нанесением полимерного состава металлические поверхности нуждаются в предварительной подготовке. Существует два метода предварительной подготовки: химическая обработка и механическая обработка. Основным методом механической обработки является дробеструйная или пескоструйная обработка. Общий метод заключается в очистке металлической поверхности от окисной окалины, сварочного шлака, ржавчины, масла и т. д.
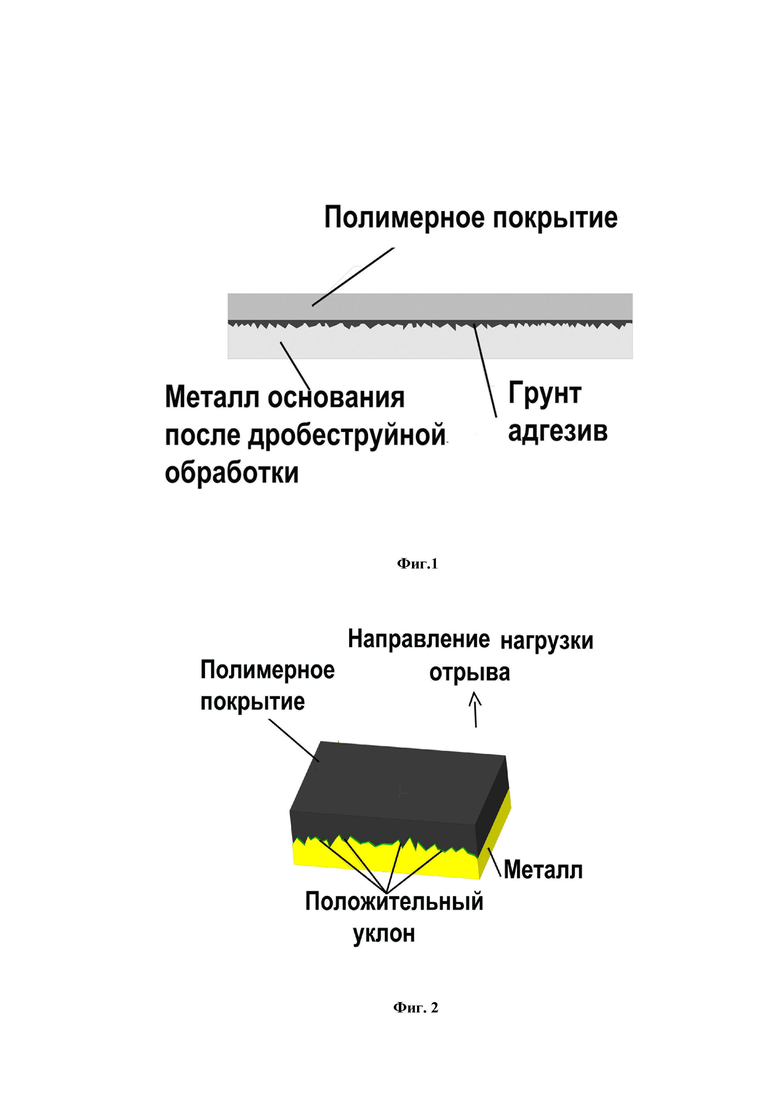
Известен способ гуммирования металлических изделий резиной "Производство резиновых технических изделий": учеб, пособие / И.А. Осошник, Ю.Ф. Шутилин, О.В. Карманова; под общ. ред. Ю.Ф. Шутилина. - Воронеж, гос. технол. акад. Воронеж, 2007. -972-с. (стр. 829-869). Суть способа в том, что на подготовленную металлическую поверхность наносят адгезив (клей), после чего на клеевой слой накладывают листовую резину или жидкие низкомолекулярные каучуки и латексы. Затем проводят процесс вулканизации. Причем, особое внимание уделяется подготовке поверхности металла. Для того, чтобы адгезив закрепился на металле и обеспечил прочную связь металла с полимером, необходимо создать разветвленную поверхность. Основным недостатком данного способа является образование оксидной пленки на активной поверхности металла после пескоструйной или дробеструйной обработки, препятствующей обеспечению адгезии металла с резиной. В том же источнике на стр. 843 рекомендуют наносить клеевой состав на обработанную поверхность металла не позднее чем через 30 минут, во избежание образования оксидной пленки. Данный факт существенно препятствует обеспечению должного качества гуммированной поверхности на больших площадях. Так же необходимо отметить, что во время дробеструйной обработки металла помимо абразива на металл попадает сотни кубометров сжатого воздуха с влажностью не менее 60%, кислород которого, попадая на очищенную абразивом активную поверхность, моментально реагирует с металлом, образовывая оксиды, которые в свою очередь существенно затрудняют адгезию клея к металлу. К недостаткам данного способа так же можно отнести тот факт, что дробеструйная и пескоструйная обработка металлов обеспечивает на поверхности только положительные уклоны (Фиг. 2), которые не обеспечивают надежного крепления резины к металлу, не смотря на свою разветвленность.
Способ предварительной подготовки поверхности дробеструйной или пескоструйной обработкой металла используют для получения разветвленной поверхности, на которую наносят грунт или адгезив, что в свою очередь, обеспечивает связь полимера и металла (Фиг.1). Данный способ подготовки поверхности имеет множество недостатков. Во-первых, для его применения требуется специальное, дорогостоящее пескоструйное или дробеструйное оборудование, рабочие органы которого (шланги, сопла) быстро выходят из строя под действием абразива. Во-вторых, для реализации способа требуется качественный абразивный материал, который стоит не дешево и многократное его использование не рекомендуется, а очищать абразив от грязи и жира достаточно проблемно, и связано опять же с дополнительными затратами. В-третьих, в процессе пескоструйной или дробеструйной обработки металла, на его поверхность вместе с абразивом попадают сотни кубометров сжатого воздуха влажностью в среднем 60%, соответственно на очищенную абразивом активную поверхность металла попадает в большом объеме, сильнейший окислитель – кислород, способствующий образованию оксидов, которые в свою очередь затрудняют адгезию полимеров к металлу. В-четвёртых, при данной обработке поверхности металла она не имеет отрицательных уклонов, которые обеспечивают наибольшую прочность соединения (Фиг.2). В пятых, даже проведя качественную подготовку поверхности из нержавеющей стали дробеструйной или пескоструйной обработкой, адгезия любых полимеров к нержавеющей стали намного хуже, чем к черным металлам.
Известен способ подготовки изделий перед нанесением адгезивного слоя - RU 2544726, опубликовано 20.03.2015, который предусматривает обработку металлических поверхностей перед нанесением адгезивного слоя путем окисления в среде воздуха при температуре 220 - 250°С в течении 20 – 30 минут. К недостаткам вышеописанного изобретения можно отнести необходимость высокотемпературной обработки металла, который не всегда можно применить. Например, в случае подготовки поверхностей металла большой площади, таких как емкостное оборудование, ж/д цистерны и прочее, а также в случае подготовки внутренней поверхности, когда наружная сторона оборудования уже имеет лакокрасочное или другое покрытие не способное выдержать температуру 220 - 250°С. Также возникают сложности, связанные с ограниченным доступом в зону обработки, а также с обеспечением высокой производительности и экономичности. Данный способ является наиболее близким по своей сущности к предлагаемому способу и взят за прототип.
Поставлена задача создать способ, позволяющий обеспечить надежное крепление полимерных покрытий к черным металлам и нержавеющей стали.
Технический результат – увеличение прочности сцепления металлических поверхностей изделий из черных металлов и нержавеющих сталей с полимерными составами.
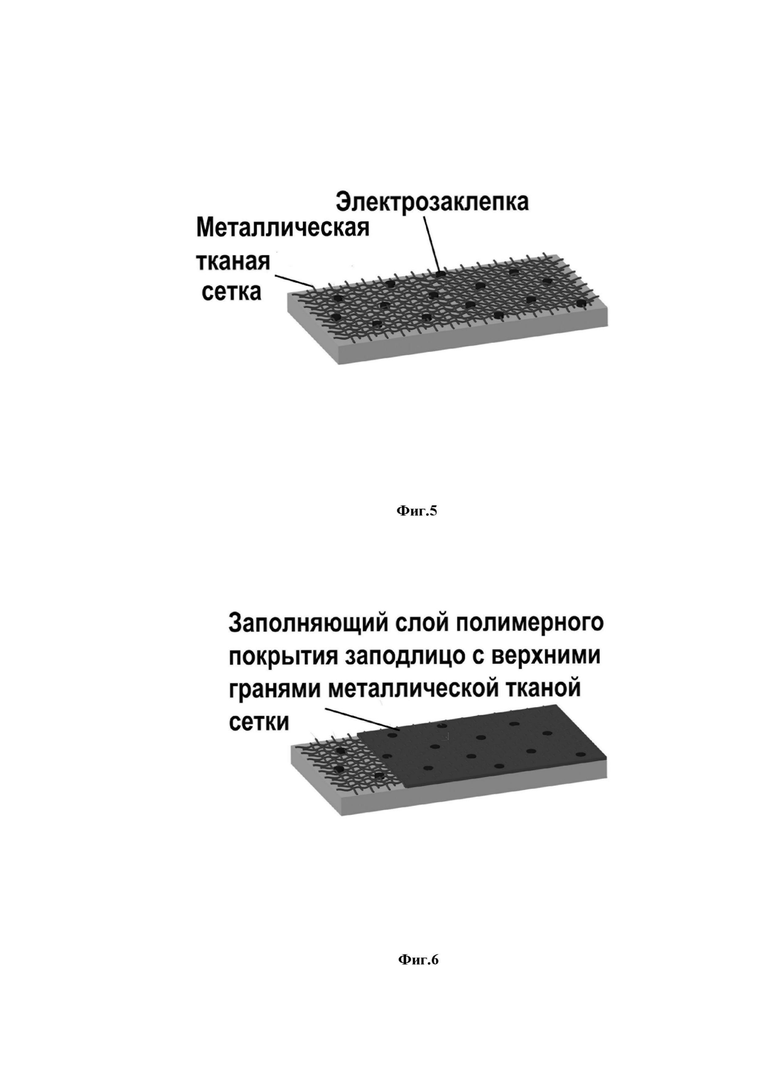
Технический результат достигается тем, что способ подготовки металлических поверхностей изделий из черных металлов или нержавеющих сталей перед нанесением полимерных составов в текучем и вязкотекучем состоянии включает очищение от грязи и пыли, приваривание к металлической поверхности электросваркой металлической мелкоячеистой тканой сетки из черного металла или нержавеющей стали с толщиной проволоки от 0,3 до 2,0 мм и размером ячейки от 0,5 х 0,5 мм до 10,0 х 10,0 мм, которую крепят к металлическому основанию при помощи электрозаклепок и сразу после их приварки развальцовывают в горячем состоянии, зачеканиванивая на металлическую тканую сетку, при этом электрозаклепки устанавливают на расстоянии не более 100 мм друг от друга, после приваривания металлической мелкоячеистой тканой сетки к металлическому основанию проводят ее обезжиривание.
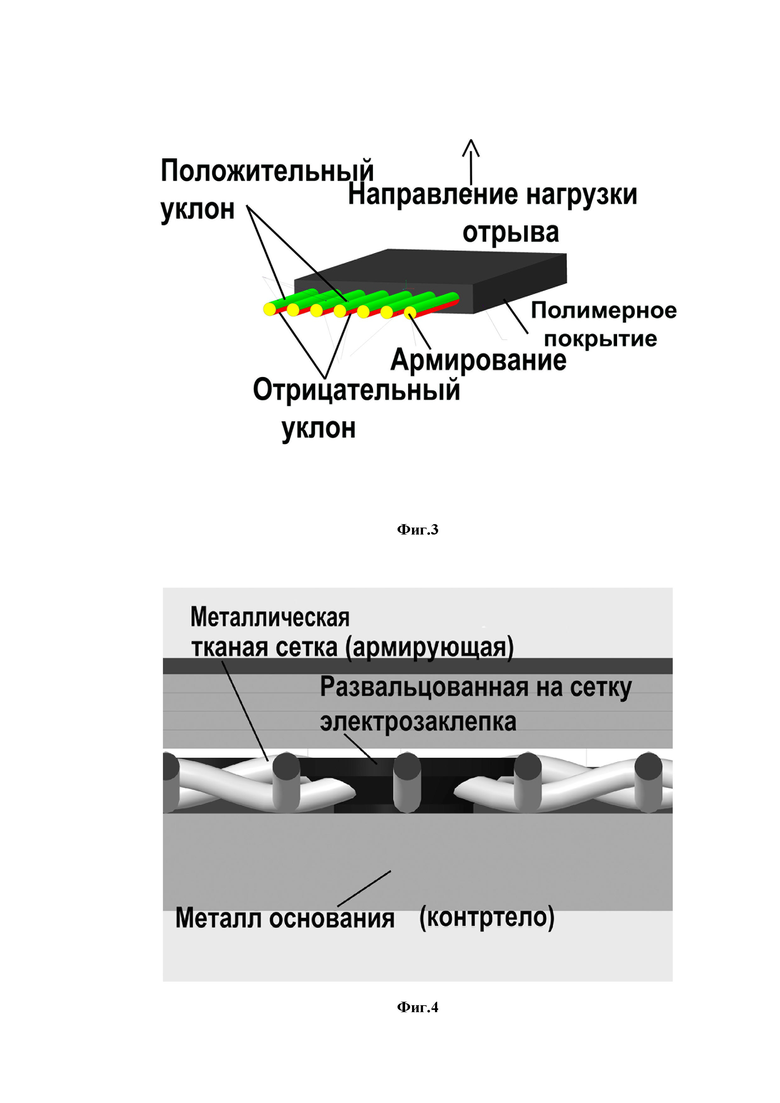
Отличием заявляемого изобретения является способ подготовки металлической поверхности изделий из черных металлов и нержавеющих сталей перед нанесением полимерного состава путем приваривания металлической тканой сетки, что позволяет полимерному составу, нанесенному на металлическую тканую сетку в текучем или вязкотекучем состоянии, после полимеризации, удерживаться на металле не только за счет прямой адгезии к металлу, а с помощью металлической тканой сетки, выполняющей роль анкера, укрепленной к металлической поверхности посредством развальцованных, в горячем состоянии электрозаклепок, то есть механическим способом. Металлическая тканая сетка обеспечивает образование отрицательных уклонов почти на 50 % площади от всей поверхности сетки. Соответственно полимерное покрытие, нанесенное на тканую сетку в текучем или вязкотекучем состоянии, после полимеризации с особой прочностью удерживается поверхностями сетки, имеющими отрицательные уклоны (Фиг.3).
Способ заключается в том, что металлическую поверхность очищают от грязи и пыли, к металлической поверхности изделия из черного металла или нержавеющей стали приваривают электросваркой металлическую мелкоячеистую тканую сетку из черного металла или нержавеющей стали, толщину проволоки и величину ячейки металлической тканой сетки подбирают из такого расчета, чтобы было обеспечено надежное затекание полимера через ячейки внутрь сетки, приваренной к основанию, с целью захвата поверхностей сетки с отрицательным уклоном (Фиг.3), причем металлическую тканую сетку крепят к металлическому основанию при помощи электрозаклепок, которые сразу после их приварки к металлу контртела (металлического основания) развальцовывают в горячем состоянии, зачеканиванивая при этом их на металлическую тканую сетку. Сетка же в свою очередь крепится к металлу надежным способом электрозаклепки с шагом не более 100 мм. Причем электрозаклепку формируют следующим образом: электросваркой, через металлическую тканую сетку, точечно проваривают основной металл, после чего горячую заклепку сразу развальцовывают молотком с таким расчетом, чтоб зачеканенный верх заклепки захватил близ лежащих проволок металлической тканой сетки (Фиг.4). Проволоки сетки при зачеканивании, прочно соединяются с металлом заклепки кузнечным соединением и обеспечивают прочное соединение тканой сетки с основанием (Фиг.5). После крепления сетки проводят обезжиривание сетки растворителями, затем наносят полимерный материал в текучем или вязкотекучем состоянии (Фиг.6). В качестве металлической тканой сетки используют мелкоячеистую сетку из черного металла или нержавеющей стали, толщина проволоки составляет от 0,3 до 2,0 мм, размер ячейки тканой сетки составляет 0,5х0,5 мм до 10,0х10,0 мм.
В качестве полимерного материала наносимого в текучем или вязкотекучем состоянии на подготовленную металлическую поверхность по способу изобретения могут применяться различные виды резиновых смесей растворенных в растворителях до текучего или вязкотекучего состояния, двухкомпонентные компаунды различной природы (реактопласты): полиуретановые, полиэфирные, эпоксидные и пр., а так же расплавы термопластов: полиэтилена, полипропилена, поливинилхлорида и пр. Нанесение полимеров в текучем или вязкотекучем состоянии производят известными в технике способами: кистью, валиком, шпателем, наливом, ротационным способом, распылением и пр.
Примеры осуществления способа приведены в табл. 1.
Таблица №1. Примеры осуществления способа
Сталь 3
Сталь 3
Сталь 3
Сталь 3
Сталь 3
Сталь 3
Сталь 10
Сталь 10
Сталь 10
Сталь 10
Сталь 10
Сталь 10
12Х18Н9
12Х18Н9
12Х18Н9
12Х18Н9
12Х18Н9
12Х18Н9
Для наглядности результативности заявляемого способа были проведены сравнительные испытания. Для этого вначале проводили подготовку поверхности по способу прототипа и способу заявляемого изобретения соответственно. Все образцы были приготовлены на парных стальных пластинах размером 5х5х1 см площадью поверхности 5х5 см - 25 см². На одну из сторон, предварительно подготовленных двух парных металлических пластин площадью 25 см², наносили полимерное покрытие толщиной 1,5 мм. Затем обе пластины были соединены сторонами с наклеенной на металл резиновой смесью и зажаты струбцинами. После чего проводили полимеризацию в соответствии с технологическими рекомендациями к получению полимера. Для получения полимерного покрытия использовали эластомер в виде резиновой смеси серной вулканизации 51-1632 на основе этиленпропиленового каучука и более твердый полимер - полипропилен в гранулах. Оба полимера не отличаются хорошими адгезивными свойствами.
Образец №1 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из черного металла марки сталь 3, предварительно подготовленных дробеструйным способом и обезжиренных, был нанесен в два слоя клей Лейконат, после чего на каждую пластину была наклеена обезжиренная каландрованая резиновая смесь 51-1632 толщиной 1,5 мм. Затем обе пластины были соединены сторонами с наклеенной на металл резиновой смесью и зажаты струбцинами. После чего провели вулканизацию резиновой смеси при температуре 150°С в течении 45 минут.
Образец №2 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из нержавеющей стали марки 12Х18Н10Т, предварительно подготовленных дробеструйным способом и обезжиренных, был нанесен в два слоя клей Лейконат, после чего на каждую пластину была наклеена обезжиренная каландрованая резиновая смесь 51-1632 толщиной 1,5 мм. Затем обе пластины были соединены сторонами с наклеенной на металл резиновой смесью и зажаты струбцинами. После чего провели вулканизацию резиновой смеси при температуре 150°С в течении 45 минут.
Образец №3 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из черного металла марки сталь 3, предварительно подготовленных дробеструйным способом, обезжиренных и подогретых до 180°С был нанесен наливом расплав гранул полипропилена при температуре 235°С толщиной 1,5 мм, после чего пластины сопрягли сторонами с нанесенным полипропиленом и дали остыть до температуры 20°С.
Образец №4 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из нержавеющей стали марки 12Х18Н10Т, предварительно подготовленных дробеструйным способом, обезжиренных и подогретых до 180°С был нанесен расплав гранул полипропилена при температуре 235°С толщиной 1,5 мм, после чего пластины сопрягли сторонами с нанесенным полипропиленом и дали остыть до температуры 20°С.
Образец №5 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из черного металла марки сталь 10, предварительно подготовленных дробеструйным способом и обезжиренных, был нанесен в два слоя клей Лейконат, после чего на каждую пластину была наклеена обезжиренная каландрованая резиновая смесь 51-1632 толщиной 1,5 мм. Затем обе пластины были соединены сторонами с наклеенной на металл резиновой смесью и зажаты струбцинами. После чего провели вулканизацию резиновой смеси при температуре 150°С в течении 45 минут.
Образец №6 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из нержавеющей стали марки 12Х18Н9, предварительно подготовленных дробеструйным способом и обезжиренных, был нанесен в два слоя клей Лейконат, после чего на каждую пластину была наклеена обезжиренная каландрованая резиновая смесь 51-1632 толщиной 1,5 мм. Затем обе пластины были соединены сторонами с наклеенной на металл резиновой смесью и зажаты струбцинами. После чего провели вулканизацию резиновой смеси при температуре 150°С в течении 45 минут.
Образец №7 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из черного металла марки сталь 10, предварительно подготовленных дробеструйным способом, обезжиренных и подогретых до 180°С был нанесен наливом расплав гранул полипропилена при температуре 235°С толщиной 1,5 мм, после чего пластины сопрягли сторонами с нанесенным полипропиленом и дали остыть до температуры 20°С.
Образец №8 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из нержавеющей стали марки 12Х18Н9, предварительно подготовленных дробеструйным способом, обезжиренных и подогретых до 180°С был нанесен расплав гранул полипропилена при температуре 235°С толщиной 1,5 мм, после чего пластины сопрягли сторонами с нанесенным полипропиленом и дали остыть до температуры 20°С.
Образец №9 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из черного металла марки сталь 3, была приварена металлическая тканая сетка из черного металла марки сталь 3 толщиной проволоки 0,9 мм и размером ячейки 2,8х2,8 мм, с шагом электрозаклепок 10 мм, поле чего на приваренную анкерную сетку была нанесена с помощью кисти, растворенная в растворителе нефрас С2 80/120 резиновая смесь 51-1632 в вязкотекучем состоянии заподлицо с верхними гранями сетки. После высыхания уложенной на сетку резиновой смеси до состояния «до отлипа», на обе пластины была наклеена обезжиренная каландрованая резиновая смесь 51-1632 толщиной 1,5 мм. Затем пластины были прижаты поверхностями с нанесенной резиновой смесью и зажаты струбцинами. После чего была проведена вулканизация резиновой смеси при температуре 150°С в течении 45 минут.
Образец №10 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из нержавеющей стали марки 12Х18Н10Т, была приварена по способу данного изобретения металлическая тканая сетка из нержавеющей стали марки 12Х18Н10Т толщиной проволоки 0,9 мм и размером ячейки 2,8х2,8 мм, с шагом электрозаклепок 10 мм, поле чего на приваренную анкерную сетку была нанесена с помощью кисти, растворенная в растворителе нефрас С2 80/120 резиновая смесь 51-1632 в вязкотекучем состоянии заподлицо с верхними гранями сетки. После высыхания уложенной на сетку резиновой смеси до состояния «до отлипа», на обе пластины была наклеена обезжиренная каландрованая резиновая смесь 51-1632 толщиной 1,5 мм. Затем пластины были прижаты поверхностями с нанесенной резиновой смесью и зажаты струбцинами. После чего была проведена вулканизация резиновой смеси при температуре 150°С в течении 45 минут.
Образец №11 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из черного металла марки сталь 3, была приварена по способу данного изобретения металлическая тканая сетка из черного металла марки сталь 3 толщиной проволоки 0,9 мм и размером ячейки 2,8х2,8 мм, с шагом электрозаклепок 10 мм, поле чего на приваренную анкерную сетку, предварительно нагретую вместе с пластиной до 180°С, был нанесен наливом, расплав гранул полипропилена температурой 235°С в вязкотекучем состоянии, толщиной выше на 1,5 мм верхних граней сетки. Затем провели сопряжение обеих пластин, сторонами с нанесенным полипропиленом и дали остыть до температуры 20°С.
Образец №12 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из нержавеющей стали марки 12Х18Н10Т, была приварена по способу данного изобретения металлическая тканая сетка из нержавеющей стали марки 12Х18Н10Т, толщиной проволоки 0,9 мм и размером ячейки 2,8х2,8 мм, с шагом электрозаклепок 30 мм, поле чего на приваренную анкерную сетку, предварительно нагретую вместе с пластиной до 180°С был нанесен наливом, расплав гранул полипропилена температурой 235°С в вязкотекучем состоянии, толщиной выше на 1,5 мм верхних граней сетки. Затем провели сопряжение обеих пластин, сторонами с нанесенным полипропиленом и дали остыть до температуры 20°С.
Образец №13 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из черного металла марки сталь 10, была приварена металлическая тканая сетка из черного металла марки сталь 10 толщиной проволоки 0,9 мм и размером ячейки 2,8х2,8 мм, с шагом электрозаклепок 10 мм, поле чего на приваренную анкерную сетку была нанесена с помощью кисти, растворенная в растворителе нефрас С2 80/120 резиновая смесь 51-1632 в вязкотекучем состоянии заподлицо с верхними гранями сетки. После высыхания уложенной на сетку резиновой смеси до состояния «до отлипа», на обе пластины была наклеена обезжиренная каландрованая резиновая смесь 51-1632 толщиной 1,5 мм. Затем пластины были прижаты поверхностями с нанесенной резиновой смесью и зажаты струбцинами. После чего была проведена вулканизация резиновой смеси при температуре 150°С в течении 45 минут.
Образец №14 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из нержавеющей стали марки 12Х18Н9, была приварена по способу данного изобретения металлическая тканая сетка из нержавеющей стали марки 12Х18Н9 толщиной проволоки 0,9 мм и размером ячейки 2,8х2,8 мм, с шагом электрозаклепок 10 мм, поле чего на приваренную анкерную сетку была нанесена с помощью кисти, растворенная в растворителе нефрас С2 80/120 резиновая смесь 51-1632 в вязкотекучем состоянии заподлицо с верхними гранями сетки. После высыхания уложенной на сетку резиновой смеси до состояния «до отлипа», на обе пластины была наклеена обезжиренная каландрованая резиновая смесь 51-1632 толщиной 1,5 мм. Затем пластины были прижаты поверхностями с нанесенной резиновой смесью и зажаты струбцинами. После чего была проведена вулканизация резиновой смеси при температуре 150°С в течении 45 минут.
Образец №15 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из черного металла марки сталь 10, была приварена по способу данного изобретения металлическая тканая сетка из черного металла марки сталь 10 толщиной проволоки 0,9 мм и размером ячейки 2,8х2,8 мм, с шагом электрозаклепок 10 мм, поле чего на приваренную анкерную сетку, предварительно нагретую вместе с пластиной до 180°С, был нанесен наливом, расплав гранул полипропилена температурой 235°С в вязкотекучем состоянии, толщиной выше на 1,5 мм верхних граней сетки. Затем провели сопряжение обеих пластин, сторонами с нанесенным полипропиленом и дали остыть до температуры 20°С.
Образец №16 был изготовлен следующим способом. На одну из сторон площадью 25 см², двух парных пластин из нержавеющей стали марки 12Х18Н9, была приварена по способу данного изобретения металлическая тканая сетка из нержавеющей стали марки 12Х18Н9, толщиной проволоки 0,9 мм и размером ячейки 2,8х2,8 мм, с шагом электрозаклепок 10 мм, поле чего на приваренную анкерную сетку, предварительно нагретую вместе с пластиной до 180°С был нанесен наливом, расплав гранул полипропилена температурой 235°С в вязкотекучем состоянии, толщиной выше на 1,5 мм верхних граней сетки. Затем провели сопряжение обеих пластин, сторонами с нанесенным полипропиленом и дали остыть до температуры 20°С.
После выдержки всех образцов в течение 14 дней провели испытания на отрыв полимеров от металла в разрывной машине. Результаты испытаний зафиксированы в таблице №2.
Таблица №2. Результаты сравнительных испытаний
51-1632
51-1632
51-1632
51-1632
По результатам испытаний, приведенных в табл. №2 видно, что усилие отрыва образцов по способу данного изобретения в десятки раз выше усилия отрыва образцов по способу прототипа.
На основании вышеизложенного, можно заключить следующее: поставленная задача по обеспечению надежного крепления полимеров к металлу по способу данного изобретения выполнена. Более того способом данного изобретения обеспечено крепление к черным металлам и нержавеющей стали полимерных составов, которые имеют низкую адгезию к металлам и адгезивным составам, или вообще ее не имеют, например: резины на основе этиленпропиленового каучука СКЭПТ, полипропилен и пр. За счет обеспечения прочного механического крепления анкерной металлической тканой сетки путем электрозаклепок, развальцованных на сетку обеспечено прочное соединение полимерного покрытия с тканой сеткой используя при этом отрицательные уклоны сетки, которые как якорем надежно удерживают все полимерное покрытие (табл. №2).
Используемые термины:
Положительный уклон поверхности – уклон способствующий извлечению нанесенного на него полимера.
Отрицательный уклон поверхности – уклон препятствующий извлечению нанесенного на него полимера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гуммирования металлической емкости | 2021 |
|
RU2762553C1 |
| Способ гуммирования металлической емкости | 2023 |
|
RU2791780C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО НОСИТЕЛЯ ДЛЯ КАТАЛИЗАТОРА (ВАРИАНТЫ) И НОСИТЕЛЬ | 2006 |
|
RU2320785C1 |
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ С МЕТАЛЛОМ | 2014 |
|
RU2573867C2 |
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА ИЗ СИНТЕТИЧЕСКИХ УГЛЕВОДОРОДНЫХ ТОПЛИВ | 2010 |
|
RU2455068C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО ЛИСТОВОГО МАТЕРИАЛА ИЗ МЕТАЛЛИЧЕСКИХ СЕТОК | 2000 |
|
RU2187392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ УГЛЕРОДНЫХ ВОЛОКОН | 2018 |
|
RU2698809C1 |
| Самоочищающийся фильтр для очистки жидкости от мусора | 2019 |
|
RU2733778C1 |
| СПОСОБ НАНЕСЕНИЯ ФТОРПОЛИМЕРНОГО ПОРОШКОВОГО ПОКРЫТИЯ В КАЧЕСТВЕ ГРУНТОВОЧНОГО СЛОЯ И ВЕРХНЕГО ПОКРЫВНОГО СЛОЯ | 2008 |
|
RU2464107C2 |
| АППАРАТ МАЛУШИНА ДЛЯ ПРИГОТОВЛЕНИЯ ПОЛИОЛИГОДИНАМИЧЕСКОЙ ОМАГНИЧЕННОЙ ВОДЫ ПРОТИВОМИКРОБНОГО ДЕЙСТВИЯ (ВАРИАНТЫ) | 2009 |
|
RU2397958C1 |
Изобретение относится к технологии подготовки металлических поверхностей изделий из черных металлов и нержавеющих сталей перед нанесением на подготовленную поверхность полимерных составов в текучем или вязкотекучем состоянии. Осуществляют очистку от грязи и пыли металлической поверхности изделия, приваривают к ней электросваркой металлическую мелкоячеистую тканую сетку из черного металла или нержавеющей стали с толщиной проволоки от 0,3 до 2,0 мм и размером ячейки от 0,5×0,5 мм до 10,0×10,0 мм. Затем прикрепляют указанную сетку к металлической поверхности изделия при помощи электрозаклепок, установленных на расстоянии не более 100 мм друг от друга. Электрозаклепки сразу после их приваривания развальцовывают в горячем состоянии с зачеканиванием на металлическую тканую сетку, после чего проводят обезжиривание упомянутой сетки. Обеспечивается увеличение прочности сцепления металлических поверхностей изделий из черных металлов и нержавеющих сталей с полимерными составами. 1 з.п. ф-лы, 6 ил., 2 табл., 16 пр.
1. Способ подготовки металлической поверхности изделия из черных металлов или нержавеющих сталей перед нанесением полимерных составов в текучем и вязкотекучем состоянии, отличающийся тем, что очищают от грязи и пыли металлическую поверхность изделия, приваривают к ней электросваркой металлическую мелкоячеистую тканую сетку из черного металла или нержавеющей стали с толщиной проволоки от 0,3 до 2,0 мм и размером ячейки от 0,5×0,5 мм до 10,0×10,0 мм, прикрепляют указанную сетку к металлической поверхности изделия при помощи электрозаклепок, установленных на расстоянии не более 100 мм друг от друга, при этом электрозаклепки сразу после их приваривания развальцовывают в горячем состоянии с зачеканиванием на металлическую тканую сетку, после чего проводят обезжиривание упомянутой сетки.
2. Способ по п.1, отличающийся тем, что перед привариванием металлической тканой сетки проводят дополнительное обезжиривание.
| СПОСОБ ПОДГОТОВКИ ИЗДЕЛИЙ ПЕРЕД НАНЕСЕНИЕМ АДГЕЗИВНОГО СЛОЯ | 2013 |
|
RU2544726C2 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА, ТРУБЧАТЫЙ ТЕПЛООБМЕННИК И СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБЧАТОГО ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 2007 |
|
RU2347657C1 |
| Способ получения покрытий | 1981 |
|
SU998593A1 |
| WO 2009079540 A1, 25.06.2009. | |||

