Изобретение относится к области гетерогенного катализа и каталитических микрореакторов и направлено на получение носителей из нержавеющей стали с развитой пористой поверхностью, служащей для закрепления катализатора.
Основной проблемой, которую необходимо решить при проведении эндо- и экзотермических каталитических реакций, является увеличение значений массо- и теплопереноса. Решением проблемы может быть нанесение слоя катализатора на металлический носитель, обладающий высокой теплопроводностью. При этом слой катализатора должен быть довольно тонким, чтобы массоперенос реагентов в ходе реакции не был лимитирующей стадией.
Данная проблема решается в каталитических микрореакторах, где введение катализатора в каналы субмиллиметровых размеров обеспечивает большое соотношение «поверхность/объем» микроканалов, необходимое для протекания реакции число соударений реагирующих молекул со стенками микрореактора в единицу времени и очень высокие скорости массо- и теплопереноса - на 1-2 порядка выше, чем в системах с закрепленным слоем катализатора.
Закрепление катализатора на стенках микроканалов обычно достигается естественной адгезией материала катализатора, либо введением в состав катализатора связующего компонента, который обеспечивает контакт частиц катализатора со стенкой канала. Такие способы просты и являются универсальными, однако обладают рядом недостатков. Не всегда катализатор обладает достаточно прочной адгезией к металлической (как правило) поверхности микроканала, а введение связующего уменьшает массовую долю полезного компонента катализатора. Более того, при термоциклировании из-за разности температурных коэффициентов расширения металла и материала катализатора происходит отслаивание катализатора и забивание каналов микрореактора в ходе проведения реакции.
Для того чтобы эффективно закреплять катализатор на поверхности металла, необходимо создать на этой поверхности шероховатости и поры достаточного размера. Этого можно добиться при помощи химического и электрохимического травления металла (Я.В.Вайнер, М.А.Адасян. Технология электрохимических покрытий, Машгиз, 1962; С.Я.Грилихес. Обезжиривание, травление и полирование металлов, Ленинград, Машиностроение, 1983).
На поверхности нержавеющей стали, которая в основном применяется для изготовления микрореакторов, присутствуют различные дефекты и неоднородности, которые часто являются центрами травления при определенных условиях - температуре, составе электролита и плотности тока. Распространенными микроструктурами в легированных сталях являются мартенситные структуры и границы бывшего аустенитного зерна.
В работе (Милютинская С.Н., Торопцева Е.Л., Салтыков С.Н. Методика выявления границ бывшего аустенитного зерна и структуры стали 9Х2МФ электрохимическим травлением, Всероссийская научно-техническая конференция «Современная металлургия начала нового тысячелетия», 2001, Интернет-конференция «Современная металлургия» http://elcomet.narod.ru/mved/mved_2.htm) показано, что подбором электролита и потенциала рабочей поверхности возможно четкое раздельное выявление как границ бывшего аустенитного зерна, так и мартенситной структуры легированной стали.
Известен способ химического травления стали (SU 905328, C23F 1/00, 15.02.82), содержащий хлорное железо, бутиловый спирт и различные хлорсодержащие органические растворители - четыреххлористый углерод, гексахлорэтан, тетрахлорэтилен, процесс идет при температуре выше 50°С.
Прототипом настоящего изобретения является способ (С.Я.Грилихес. Обезжиривание, травление и полирование металлов, Ленинград, Машиностроение, 1983, с.70), который описывает способ электрохимического травления легированных сталей в растворах неорганических солей, где подвергаемый травлению образец является анодом. Например, в растворе хлорного железа с концентрацией 70-80 г/л процесс травления идет при плотности анодного тока 1,5-2 А/дм2 и температуре 18-25°С, а в растворе хлорида натрия с концентрацией 150-200 г/л при плотности анодного тока 5-10 А/дм2 и температуре 18-40°С.
Недостатком описанных методов химического и электрохимического травления легированных сталей является то, что они направлены либо на выявление микроструктуры стали, либо на полирование поверхности стали, а не на формирование пористой структуры поверхности, необходимой для закрепления катализатора.
Настоящее изобретение решает задачу формирования на поверхности стали системы пор определенного размера и формы с помощью электрохимического травления.
Нами было обнаружено, что при определенных условиях: температуре, составе электролита, плотности тока и времени травления на поверхности легированной стали марки 12Х18Н10Т образуются ямки травления каплевидной формы (см. чертеж). Верхняя кромка ямки имеет округлую форму диаметром 0,05-0,4 мм. По мере заглубления в металл поперечный размер ямки увеличивается. Это происходит вследствие подтравливания стенок ямки. Средний объем ямки составил ˜4.10-4 см3. В итоге была получена пластина с поверхностной плотностью ямок 250-350 шт./см2.
Предложено два варианта способа приготовления металлического носителя из нержавеющей стали при помощи анодного электрохимического травления.
Первый вариант.
Металлический носитель готовят при помощи анодного электрохимического травления в растворе хлорида железа с концентрацией не выше 200 г/л при плотности тока 21-50 А/дм2.
Травление ведут при температуре электролита 20-45°С.
Второй вариант.
Металлический носитель готовят при помощи анодного электрохимического травления в растворе хлорида натрия с концентрацией не выше 200 г/л при плотности тока 11-25 А/дм2 и в раствор хлорида натрия добавляют серную кислоту.
Концентрация серной кислоты составляет 5-60 г/л.
Травление ведут при температуре 5-19°С.
Сущность изобретения иллюстрируется следующими примерами.
Первый вариант.
Пример 1.
Круглую пластину из нержавеющей стали марки 12Х18Н10Т диаметром 30 мм и толщиной 0.35 мм подвергают анодному электрохимическому травлению (постоянный ток, свинцовые катоды) в электролите состава: FeCl3 - 200 г/л, при постоянном перемешивании, температуре 20-30°С и анодной плотности тока 40 А/дм2. Время травления составляет 10 мин. В результате на поверхности пластины образуются ямки травления каплевидной формы (см. чертеж) с диаметром входного отверстия 0.05-0.12 мм, внутренним диаметром 0.1-0.2 мм и глубиной 0.08-0.12 мм.
Пример 2.
Круглую пластину из нержавеющей стали марки 12Х18Н10Т диаметром 30 мм и толщиной 0.35 мм подвергают анодному электрохимическому травлению (постоянный ток, свинцовые катоды) в электролите состава: FeCl3 - 200 г/л, при постоянном перемешивании, температуре 20-30°С и анодной плотности тока 25 А/дм2. Время травления составляет 10 мин. В результате на поверхности пластины образуются ямки травления каплевидной формы (см. чертеж) с диаметром входного отверстия 0.05-0.08 мм, внутренним диаметром 0.08-0.18 мм и глубиной 0.06-0.10 мм.
Второй вариант.
Пример 3.
Круглую пластину из нержавеющей стали марки 12Х18Н10Т диаметром 30 мм и толщиной 0.35 мм подвергают анодному электрохимическому травлению (постоянный ток, свинцовые катоды) в электролите состава: NaCl - 200 г/л, H2SO4 - 20 г/л при постоянном перемешивании, температуре 12-15°С и анодной плотности тока 14 А/дм2. Время травления составляет 15 мин. В результате на поверхности пластины образуются ямки травления каплевидной формы (см. чертеж) с диаметром входного отверстия 0.05-0.15 мм, внутренним диаметром 0.1-0.25 мм и глубиной 0.1-0.15 мм.
Пример 4.
Круглую пластину из нержавеющей стали марки 12Х18Н10Т диаметром 30 мм и толщиной 0.35 мм подвергают анодному электрохимическому травлению (постоянный ток, свинцовые катоды) в электролите состава: NaCl - 200 г/л, H2SO4 - 20 г/л при постоянном перемешивании, температуре 12-15°С и анодной плотности тока 24 А/дм2. Время травления составляет 15 мин. В результате на поверхности пластины образуются ямки травления каплевидной формы (см. чертеж) с диаметром входного отверстия 0.1-0.35 мм, внутренним диаметром 0.15-0.25 мм и глубиной 0.12-0.18 мм.
Основным отличием предлагаемого нами способа травления от известных способов контурного травления нержавеющей стали является повышенная анодная плотность тока, повышенная концентрация электролита, пониженная температура электролита, постоянное перемешивание и добавка в электролит небольших количеств серной кислоты, которая препятствует образованию нерастворимых осадков на поверхности нержавеющей стали.
Таким образом, как видно из приведенных примеров, предлагаемый способ позволяет получить развитую пористую структуру поверхности нержавеющей стали, служащей для закрепления катализатора. Способ приготовления пластин из нержавеющей стали и способ закрепления катализатора по предлагаемому изобретению может найти широкое применение в каталитических микрореакторах, например, в реакции паровой конверсии метанола.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРОВОЛОКИ ДЛЯ КАТАЛИЗАТОРА, ВЫПОЛНЕННОЙ ИЗ МЕТАЛЛА ПЛАТИНОВОЙ ГРУППЫ | 2015 |
|
RU2611463C2 |
| Катализатор для окисления метанола в формальдегид и способ его приготовления | 1990 |
|
SU1780830A1 |
| Способ локальной дезактивации металлических поверхностей с трудноудаляемыми радиоактивными загрязнениями | 2019 |
|
RU2723635C1 |
| СПОСОБ УДАЛЕНИЯ ПЛЕНКИ НИТРИДА ТИТАНА С ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2039851C1 |
| Способ электрохимического матирования нержавеющих сталей | 1990 |
|
SU1768673A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНОГО ЭЛЕМЕНТА С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2006 |
|
RU2325012C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛОВ, СОДЕРЖАЩИХ ПРОЧНОФИКСИРОВАННЫЕ ПОВЕРХНОСТНЫЕ РАДИОАКТИВНЫЕ ЗАГРЯЗНЕНИЯ | 2015 |
|
RU2635202C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ПЕРЕД ГАЛЬВАНИЧЕСКИМ МЕДНЕНИЕМ | 2013 |
|
RU2549037C2 |
| Способ получения композиционного металл-алмазного покрытия на поверхности медицинского изделия, дисперсная система для осаждения металл-алмазного покрытия и способ ее получения | 2020 |
|
RU2746730C1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОЙ МЕТАЛЛИЗАЦИИ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2653515C1 |
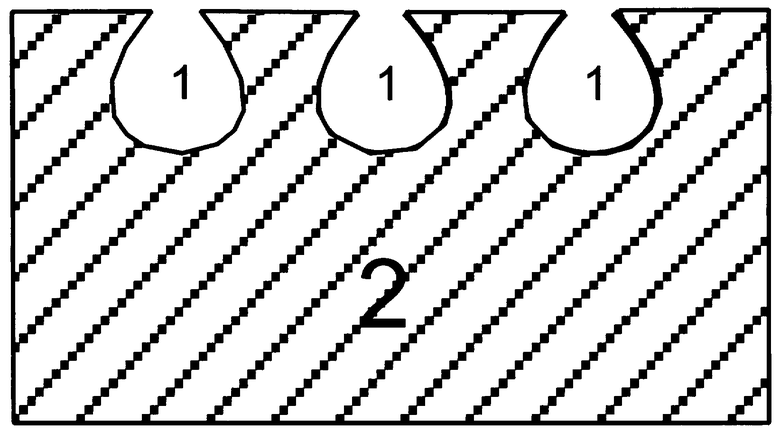
Изобретение относится к области гетерогенного катализа и каталитических микрореакторов и направлено на получение носителей из нержавеющей стали с развитой пористой структурой поверхности, служащей для закрепления катализатора. Способ включает анодное электрохимическое травление нержавеющей стали в растворе хлорида железа с концентрацией не выше 200 г/л при плотности тока 21-50 А/дм2. Согласно второму варианту способ включает анодное электрохимическое травление нержавеющей стали в растворе хлорида натрия с концентрацией не выше 200 г/л при плотности тока 11-25 А/дм2, при этом в раствор хлорида натрия добавляют серную кислоту. Металлический носитель из нержавеющей стали для катализатора содержит на поверхности ямки травления каплевидной формы, верхняя кромка ямки имеет округлую форму диаметром 0,05-0,4 мм, средний объем ямки составляет 4·10-4 см3, поверхностная плотность ямок 250-350 шт/см2. 3 н. и 3 з.п. ф-лы, 1 ил.
| ГРИЛИХЕС С.Я | |||
| Обезжиривание, травление и полирование металлов | |||
| - Л.: Машиностроение, 1983, с.67-70 | |||
| Раствор для химического травления металлов и сплавов | 1980 |
|
SU905328A1 |
| Электрохимический способ нанесения шкал на измерительные инструменты | 1961 |
|
SU145825A1 |
| РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ТРАВЛЕНИ5СТАЛЕЙВСЕСОЮЗНАЯ | 0 |
|
SU320553A1 |
| JP 2003132904 А, 09.05.2003. | |||

