Область техники, к которой относится изобретение
Настоящее изобретение относится к коррозионностойкому элементу конструкции, имеющему подложку, содержащую алюминий или алюминиевый сплав, и алмазоподобную углеродную пленку, сформированную на поверхности подложки.
Предпосылки создания изобретения
Например, устройство для обработки напитка или пищевого продукта во многих случаях приводится в контакт с водой, соленой водой, кислым или щелочным пищевым продуктом или напитком, чистящим средством, дезинфицирующим веществом, обеззараживающим веществом и т.д. Чтобы предотвратить возникновение коррозии в такой окружающей среде, это устройство изготавливают с использованием коррозионностойкого элемента конструкции, обладающего достаточной коррозионной стойкостью. Как правило, такой коррозионностойкий элемент конструкции изготавливают из нержавеющей стали, как описано, например, в выложенной заявке на патент Японии, опубликованной под №2003-160839.
Однако, несмотря на то, что нержавеющая сталь обладает превосходной коррозионной стойкостью, нержавеющая сталь обладает более высокой плотностью и требует более высоких затрат на материалы и обработку по сравнению со многими металлическими материалами. Поэтому коррозионностойкий элемент конструкции, состоящий из нержавеющей стали, может быть более тяжелым и может требовать более высоких издержек производства. Кроме того, нержавеющая сталь обладает низкой смазываемостью и легко подвергается адгезионному износу. То есть вследствие низкой способности нержавеющей стали к скольжению использовать коррозионностойкий элемент конструкции из нержавеющей стали в качестве элемента вала или т.п., скользящего вдоль сопряженного элемента, такого как элемент подшипника или т.п., представляется затруднительным.
В технологии, предложенной в заявке на патент Японии, опубликованной под №2001-191292, анодированная пленка в результате алюмитной обработки или покрытие из фторсодержащей смолы формируется на поверхности подложки из алюминия, образуя коррозионностойкий элемент конструкции с повышенной коррозионной стойкостью и т.п.Алюминий обладает более низкой плотностью, чем нержавеющая сталь, и позволяет снизить затраты на материалы и обработку. Поэтому за счет использования алюминия вместо нержавеющей стали появляется возможность уменьшения массы и стоимости коррозионностойкого элемента конструкции.
Краткое изложение сущности изобретения
Когда описываемый выше коррозионностойкий элемент конструкции с подложкой, имеющей анодированное покрытие или покрытие из фторсодержащей смолы, приводится в контакт с сильной кислотой, сильной щелочью или т.п., коррозия подложки не может быть в достаточной степени предотвращена, и, следовательно, коррозионностойкий элемент конструкции не может обладать достаточной коррозионной стойкостью. Кроме того, даже формирование анодированного покрытия или нанесение покрытия из фторсодержащей смолы на подложку не позволяет значительно повысить способность коррозионностойкого элемента конструкции к скольжению и сопротивлению этого элемента износу. В дополнение к этому в случае формирования покрытия из фторсодержащей смолы на подложке в результате процесса сушки при высокой температуре существует вероятность снижения твердости подложки под действием высокой температуры.
Основной задачей настоящего изобретения является создание антикоррозийного элемента конструкции, который может иметь небольшую массу, невысокую стоимость и проявлять повышенную способность к скольжению и повышенное сопротивление износу без снижения твердости подложки.
Другая задача настоящего изобретения заключается в разработке коррозионностойкого элемента конструкции, обладающего превосходной коррозионной стойкостью к сильной кислоте, сильной щелочи или т.п.
В соответствии с одним вариантом реализации настоящего изобретения предлагается коррозионностойкий элемент конструкции, содержащий подложку, алмазоподобную углеродную пленку и покрытие, причем подложка содержит алюминий или алюминиевый сплав, алмазоподобная углеродная пленка сформирована на поверхности подложки и содержит аморфный углерод (а-С) или гидрогенизированный аморфный углерод (а-С:Н), и по меньшей мере открытую пору в алмазоподобной углеродной пленке заполнено покрытием, которое содержит эпоксидную смолу.
Коррозионностойкий элемент конструкции в соответствии с настоящим изобретением имеет подложку, содержащую алюминий или алюминиевый сплав. Алюминий или алюминиевый сплав обладает более низкой плотностью, чем нержавеющая сталь или т.п.и позволяет снизить затраты на материалы и обработку. Поэтому за счет использования этой подложки масса и стоимость коррозионностойкого элемента конструкции могут быть уменьшены.
Алмазоподобная углеродная пленка, содержащая а-С или а-С:Н (именуемая ниже как DLC-пленка), сформирована на поверхности подложки. При этом как а-С, так и а-С:Н имеет более высокое соотношение sp2-связей к sp3-связям и обладает более высокой гибкостью по сравнению с тетраэдральным аморфным углеродом (ta-C) или гидрогенизированным тетраэдральным аморфным углеродом (ta-C:H).
Поэтому DLC-пленка, содержащая а-С или а-С:Н, при требуемой толщине может быть должным образом связана даже с поверхностью подложки, содержащей относительно мягкий материал в виде алюминия или алюминиевого сплава, и DLC-пленка является трудноотслаиваемой от подложки. Кроме того, эта DLC-плеенка обладает высокой твердостью и превосходной смазываемостью. Таким образом, коррозионностойкий элемент конструкции, содержащий DLC-пленку, сформированную на подложке, может сохранять превосходную способность к скольжению и превосходное сопротивление износу в течение длительного времени.
DLC-пленка содержит открытое отверстие (пору), проходящее наружу. Открытая пора заполнена покрытием. Другими словами, открытая пора в DLC-пленке закрыто покрытием. Покрытие содержит эпоксидную смолу, которая обладает более высокой коррозионной стойкостью, чем другие полимерные материалы или т.п.Поэтому коррозионная стойкость коррозионностойкого элемента конструкции может быть значительно повышена за счет использования покрытия и DLC-пленки, которая является трудноотслаиваемой от подложки.
Покрытие может быть сформировало в результате так называемого процесса сушки, содержащего этап нанесения полимерного материала, содержащего эпоксидную смолу, растворитель и т.п., на подложку с DLC-пленкой и этап нагревания нанесенного полимерного материала. Например, процесс сушки может быть выполнен при температуре, не превышающей 140-180°С, т.е. при температуре, при которой снижения твердости подложки не происходит. Поэтому в отличие от известной из уровня техники технологии, содержащей процесс высокотемпературной сушки для формирования покрытия из фторсодержащей смолы, снижения твердости подложки под действием высокой температуры в процессе формирования покрытия не происходит. Вследствие этого полученный коррозионностойкий элемент конструкции может быть пригодным для использования в качестве элемента оборудования.
Как указано выше, поскольку коррозионностойкий элемент конструкции содержит подложку, содержащую алюминий или алюминиевый сплав, коррозионностойкий элемент конструкции может иметь небольшую массу, может иметь невысокую стоимость и способен проявлять превосходную способность к скольжению и превосходную стойкость к износу за счет DLC-пленки, сформированной на поверхности подложки. Кроме того, поскольку пора в DLC-пленке закрыто покрытием, коррозионностойкий элемент конструкции обладает превосходной коррозионной сопротивляемостью не только к воде и соленой воде, но и к сильной кислоте, сильной щелочи и дезинфицирующему/ обеззараживающему веществу, такому как гипохлорит натрия. В дополнение к этому покрытие может быть сформировано без нагревания до высокой температуры, при которой твердость подложки снижается.
В предпочтительном варианте коррозионностойкого элемента конструкции материал покрытия дополнительно содержит оксид титана и технический углерод. В этом случае коррозионная стойкость коррозионностойкого элемента конструкции может быть дополнительно повышена, и, в частности, может быть значительно повышена кислотостойкость. Поэтому полученный коррозионностойкий элемент конструкции может проявлять превосходную коррозионную стойкость даже к сильной кислоте.
В предпочтительном варианте коррозионностойкого элемента конструкции отношение масс эпоксидной смолы, оксида титана и технического углерода в покрытии составляет от 5: 1: 1 до 20: 10: 10. В этом случае коррозионная стойкость, в частности кислотостойкость, коррозионностойкого элемента конструкции может быть повышена еще более эффективно.
В предпочтительном варианте коррозионностойкого элемента конструкции покрытие дополнительно содержит оксид хрома. В этом случае коррозионная стойкость коррозионностойкого элемента конструкции может быть дополнительно повышена и, в частности, может быть значительно повышена щелочестойкость. Поэтому полученный коррозионностойкий элемент конструкции может проявлять превосходную коррозионную стойкость даже к сильной щелочи.
В предпочтительном варианте коррозионностойкого элемента конструкции отношение масс эпоксидной смолы и оксида хрома в покрытии составляет от 5: 1 до 20: 10. В этом случае коррозионная стойкость, в частности щелочестойкость, коррозионностойкого элемента конструкции может быть повышена еще более эффективно.
В предпочтительном варианте коррозионностойкого элемента конструкции между алмазоподобной углеродной пленкой и поверхностью подложки сформирован промежуточный слой, содержащий аморфный углерод (а-С) или гидрогенизированный аморфный углерод (а-С:Н), входящий в состав алмазоподобной углеродной пленки, и алюминий.
Промежуточный слой и подложка содержат один и тот же металлический материал -алюминий, и поэтому промежуточный слой совместим с подложкой. Точно так же промежуточный слой и DLC-пленка содержат один и тот же материал - а-С или а-С:Н, и поэтому промежуточный слой совместим с DLC-пленкой. В результате промежуточный слой оказывается прочно связанным как с подложкой, так и с DLC-пленкой. Таким образом, промежуточный слой прочно связан с подложкой и DLC-пленкой. Вследствие этого коррозионностойкий элемент конструкции может сохранять превосходную способность к скольжению и превосходное сопротивление износу, основанные на высокой твердости и смазываемости DLC-пленки, а также превосходную коррозионную стойкость, основанную на свойствах DLC-пленки и покрытия, в течение длительного времени.
В предпочтительном варианте коррозионностойкого элемента конструкции покрытие образует слой покрытия, который покрывает по меньшей мере часть алмазоподобной углеродной пленки. В этом случае даже при приведении коррозионностойкого элемента конструкции в контакт с кислотой или щелочью обеспечивается возможность эффективного предотвращения попадания кислоты или щелочи на DLC-пленку или подложку. Поэтому коррозионная стойкость коррозионностойкого элемента конструкции может быть дополнительно повышена.
В предпочтительном варианте коррозионностойкого элемента конструкции при заполненном покрытием открытой поре алмазоподобная углеродная пленка включает в себя поверхность скольжения, не защищенную слоем покрытия. В этом случае наличие DLC-пленки с незащищенной поверхностью скольжения обеспечивает возможность эффективного использования превосходной способности к скольжению и превосходного сопротивления износу DLC-пленки. Поэтому в этом случае коррозионностойкий элемент конструкции может быть пригодным для использования в качестве элемента скольжения. Открытая пора на поверхности скольжения DLC-пленки заполнено покрытием. Поэтому коррозионностойкий элемент конструкции может сохранять превосходную коррозионную стойкость к воде, соленой воде, сильной кислоте, сильной щелочи, дезинфицирующему/обеззараживающему веществу (к гипохлориту натрия) и т.д. То есть этот коррозионностойкий элемент конструкции обладает превосходной способностью к скольжению, превосходным сопротивлением износу и превосходной коррозионной стойкостью.
В предпочтительном варианте коррозионностойкого элемента конструкции поверхность скольжения скользит вдоль сопряженного элемента, который содержит нержавеющую сталь, полиацетальную смолу или политетрафторэтилен (PTFE). В этом случае может быть эффективно предотвращено истирание поверхности скольжения и сопряженного элемента, а также истирание коррозионностойкого элемента конструкции. Поэтому сроки службы коррозионностойкого элемента конструкции и сопряженного элемента могут быть увеличены. Еще более предпочтительным является случай, когда сопряженный элемент содержит нержавеющую сталь SUS304, SUS303 или SUS316.
В предпочтительном варианте коррозионностойкого элемента конструкции между поверхностью скольжения и сопряженным элементом находится консистентная смазка на основе фтора. В этом случае может быть дополнительно предотвращено истирание поверхности скольжения или сопряженного элемента с помощью консистентной смазки на основе фтора. Эта консистентная смазка на основе фтора обладает более высокой коррозионной стойкостью, чем другие консистентные смазки. Использование в качестве смазки для пищевого оборудования консистентной смазки на основе фтора позволяет обеспечить безопасность коррозионностойкого элемента конструкции даже при приведении в контакт с напитком или пищевым продуктом.
Коррозионностойкий элемент конструкции может быть пригодным для использования в качестве элемента вала с сопряженным элементом, представляющим собой элемент подшипника. Поверхность скольжения коррозионностойкого элемента конструкции может проявлять достаточную способность к скольжению и достаточное сопротивление износу на элементе подшипника, и весь элемент вала может проявлять достаточную коррозионную стойкость.
В предпочтительном варианте коррозионностойкий элемент конструкции представляет собой элемент конструкции устройства для обработки напитка или пищевого продукта. Как указано выше, коррозионностойкий элемент конструкции обладает превосходной коррозионной стойкостью. Поэтому коррозия коррозионностойкого элемента конструкции может быть эффективно предотвращена даже при приведении в контакт с водой, соленой водой, кислотным или щелочным пищевым продуктом или напитком, чистящим средством, дезинфицирующим/обеззараживающим веществом и т.д. Это позволяет обеспечить безопасность как DLC-пленки, так и покрытия даже при приведении в контакт с напитком или пищевым продуктом. Поэтому использование коррозионностойкого элемента конструкции в устройстве для обработки напитка или пищевого продукта позволяет не только сохранить пищевую безопасность, но и повысить коррозионную стойкость, а также уменьшить массу и стоимость устройства.
Указанные выше и другие задачи, признаки и преимущества настоящего изобретения станут более очевидными из приводимого ниже подробного описания, сопровождаемого ссылками на прилагаемые чертежи, на которых предпочтительный вариант осуществления настоящего изобретения показан с использованием иллюстративного примера.
Краткое описание чертежей
Фиг. 1 - схематический вид в разрезе основного участка коррозионностойкого элемента конструкции и сопряженного элемента в соответствии с вариантом осуществления настоящего изобретения.
Фиг. 2 - вид в разрезе основного участка коррозионностойкого элемента конструкции, показанного на фиг. 1, с увеличением.
Описание вариантов осуществления
Ниже со ссылками на прилагаемые чертежи приводится подробное описание предпочтительного варианта осуществления коррозионностойкого элемента конструкции в соответствии с настоящим изобретением.
Например, коррозионностойкий элемент конструкции в соответствии с настоящим изобретением может быть пригодным для использования в качестве элемента конструкции устройства для обработки напитка или пищевого продукта. Примеры таких устройств включают в себя оборудование, используемое для смешивания, разминания, взбалтывания, распыления, нагревания, высушивания, охлаждения, наполнения, упаковки, хранения и т.п.исходного материала или готового напитка или пищевого продукта.
Коррозионностойкий элемент конструкции может быть пригодным для использования, в частности, в качестве элемента вала в составе вращающегося вала или вала линейного перемещения и пр. различного обрабатывающего оборудования, используемого для перемешивания, взбалтывания, распыления и т.п.напитков или пищевых продуктов. В рассматриваемом ниже примере этого варианта осуществления коррозионностойкий элемент конструкции представляет собой элемент вала и используется вместе с сопряженным элементом в составе узла подшипника скольжения. Сопряженный элемент представляет собой элемент подшипника для поддерживания элемента вала с возможностью скольжения. При этом коррозионностойкий элемент конструкции может быть использован в устройстве, отличном от устройства для обработки напитка или пищевого продукта, и это устройство может не иметь сопряженного элемента. Кроме того, коррозионностойкий элемент конструкции и сопряженный элемент не ограничиваются соответственно элементом вала и элементом подшипника. Например, коррозионностойкий элемент конструкции может представлять собой корпус цилиндра, а сопряженный элемент может представлять собой поршень.
Как показано на фиг. 1, коррозионностойкий элемент 10 конструкции в соответствии с рассматриваемым вариантом осуществления представляет собой элемент вала для вращательного вала и используется вместе с сопряженным элементом 12, представляющим собой элемент подшипника в узле 14 подшипника скольжения. Коррозионностойкий элемент 10 конструкции имеет подложку 16, алмазоподобную углеродную пленку (DLC-пленку) 18 и покрытие 20.
Подложка 16 представляет собой сплошной вал, содержащий или состоящий из алюминия или алюминиевого сплава. При этом предпочтительные примеры алюминиевых сплавов включают в себя А2017, А6060, ADC12 и А5052 в соответствии с японским промышленным стандартам (JIS).
DLC-пленка 18 сформирована на поверхности подложки 16, а между DLC-пленкой 18 и подложкой 16 сформирован промежуточный слой 22. DLC-пленка 18 содержит или состоит из аморфного углерода (а-С) или гидрогенизированного аморфного углерода (а-С:Н). (а-С:Н). При этом а-С или а-С:Н имеет более высокое значение соотношения sp2-связей к sp3-связям по сравнению с тетраэдральным аморфным углеродом (ta-C) или гидрогенизированным тетраэдральным аморфным углеродом (ta-C:H). Кроме того, а-С состоит из атомов углерода, а а-С:Н содержит атом водорода.
В предпочтительном варианте толщина DLC-пленки 18 составляет 1-4 мкм, а в более предпочтительном - 2,5-3,5 мкм. Твердость по Виккерсу DLC-пленки 18 в предпочтительном варианте составляет 1000-4000 HV, а в более в предпочтительном варианте - 1400-3000 HV. Регулирование толщины и твердости по Виккерсу DLC-пленки 18 в пределах вышеуказанных диапазонов позволяет, как описано ниже, соответствующим образом повысить способность к скольжению, сопротивление износу и коррозионную стойкость коррозионностойкого элемента 10 конструкции.
Промежуточный слой 22 и подложка 16 содержат один и тот же металлический материал (алюминиевый), а промежуточный слой 22 и DLC-пленка 18 содержат один и тот же а-С или а-С:Н (именуемый ниже также как DLC). В промежуточном слое 22 предпочтительном варианте по мере приближения к подложке 16 содержание алюминия увеличивается, а содержание DLC уменьшается. Другими словами, в предпочтительном варианте по мере удаления от подложки 16 содержание алюминия уменьшается, а содержание DLC увеличивается. В этом случае промежуточный слой 22 становится градиентным слоем, в котором отношение между содержанием алюминия и DLC изменяется в направлении толщины. В результате промежуточный слой 22 может быть связан более прочно как с подложкой 16, так и с DLC-пленкой 18. Толщина промежуточного слоя 22 особо не ограничивается и может составлять приблизительно 0,01-1,0 мкм.
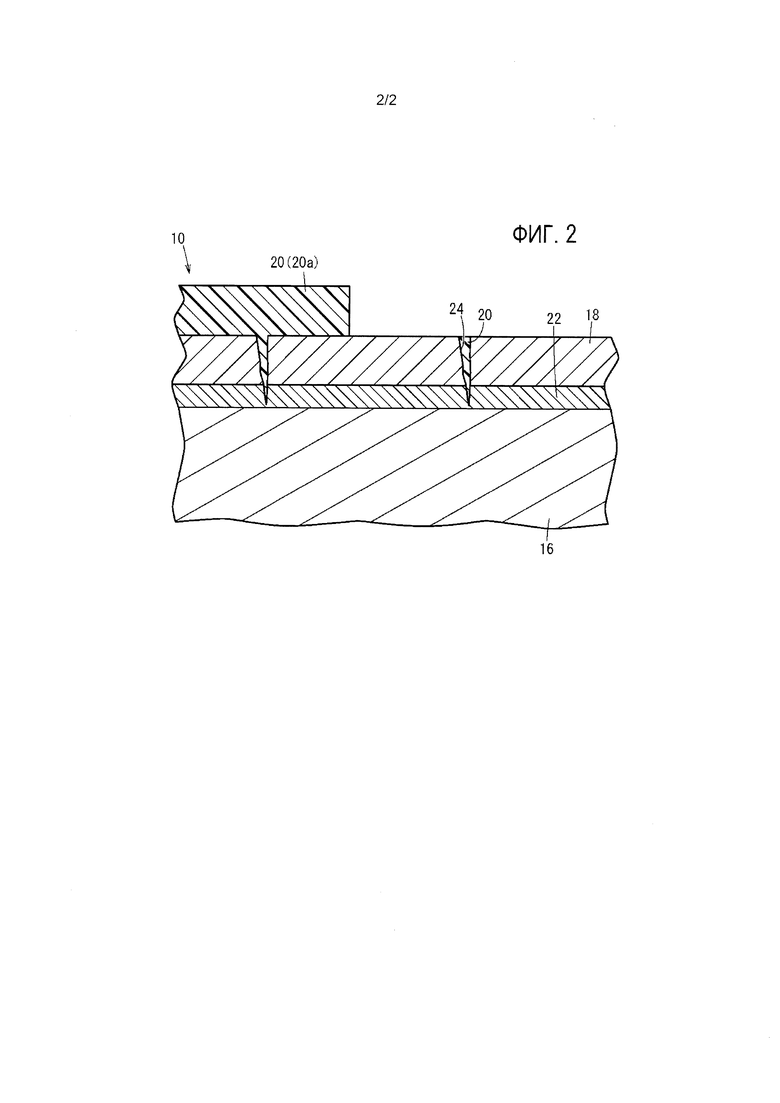
На фиг. 2 представлен вид в разрезе основного участка коррозионностойкого элемента конструкции с увеличением. Как показано на фиг. 2, DLC-пленка 18 и промежуточный слой 22 могут иметь дефект в виде открытой поры 24. Открытая пора 24 проходит наружу на поверхность DLC-пленки 18. По меньшей мере эта открытая пора 24 заполнена покрытием 20. Таким образом, открытая пора 24 в DLC-пленке 18 закрыта покрытием 20.
В рассматриваемом варианте осуществления открытая пора 24 заполнена покрытием 20, и участок DLC-пленки 18 (за исключением поверхности 26 скольжения) покрыт слоем 20а покрытия 20. При этом поверхность 26 скольжения скользит вдоль сопряженного элемента 12, как описывается ниже, а открытая пора 24 на поверхности 26 скольжения также заполнена покрытием 20. Толщина слоя 20а покрытия может быть соответствующим образом выбрана в соответствии с областью использования и формой коррозионностойкого элемента 10 конструкции, средой использования и т.д. Например, в случае, когда толщина слоя 20а покрытия составляет 5-30 мкм, коррозионная стойкость коррозионностойкого элемента 10 конструкции может быть соответствующим образом повышена.
Покрытие 20 содержит эпоксидную смолу. В предпочтительном варианте покрытие 20 дополнительно содержит оксид титана и технический углерод или покрытие 20 дополнительно содержит оксид хрома. В случае, когда покрытие 20 содержит эпоксидную смолу, оксид титана, и технический углерод, отношение масс эпоксидной смолы, оксида титана и технического углерода в предпочтительном варианте составляет от 5: 1: 1 до 20: 10: 10. В этом случае коррозионная стойкость, в частности кислотостойкость, коррозионностойкого элемента 10 конструкции может быть эффективно повышена.
В то же время в случае, когда покрытие 20 содержит эпоксидную смолу и оксид хрома, отношение масс эпоксидной смолы и оксида хрома в предпочтительном варианте составляет от 5: 1 до 20: 10. В этом случае коррозионная стойкость, в частности щелочестойкость, коррозионностойкого элемента 10 конструкции может быть эффективно повышена.
Как показано на фиг. 1, сопряженный элемент 12 представляет собой элемент подшипника для вращающегося и поддерживаемого с возможностью скольжения коррозионностойкого элемента 10 конструкции. Внутренняя поверхность сопряженного элемента 12 скользит вдоль поверхности 26 скольжения коррозионностойкого элемента 10 конструкции. Материал для сопряженного элемента 12 особо не ограничивается. Например, сопряженный элемент 12 в предпочтительном варианте содержит нержавеющую сталь, полиацетальную смолу, политетрафторэтилен (PTFE) или т.п. В предпочтительном варианте сопряженный элемент 12 содержит нержавеющую сталь SUS304, SUS303 или SUS316 или т.п.За счет соответствующим образом выбранного материала, как описано ниже, может быть эффективно предотвращено истирание поверхности 26 скольжения и сопряженного элемента 12, и сроки службы коррозионностойкого элемента 10 конструкции и сопряженного элемента 12 могут быть дополнительно увеличены.
Как показано на фиг. 1, в предпочтительном варианте консистентная смазка 28 на основе фтора находится между поверхностью 26 скольжения коррозионностойкого элемента 10 конструкции и внутренней поверхностью сопряженного элемента 12. Консистентная смазка 28 на основе фтора представляет собой смазку для пищевого оборудования, и поверхность 26 скольжения покрыта консистентной смазкой 28 на основе фтора. В этом случае за счет консистентной смазки 28 на основе фтора может быть соответствующим образом предотвращено истирание поверхности 26 скольжения и сопряженного элемента 12. Эта консистентная смазка 28 на основе фтора обладает более высокой коррозионной стойкостью, чем другие консистентные смазки и позволяет обеспечить безопасность даже при приведении в контакт с напитком или пищевым продуктом.
Коррозионностойкий элемент 10 конструкции в соответствии с рассматриваемым вариантом осуществления имеет описываемую выше базовую структуру. Ниже приводится описание примера способа изготовления коррозионностойкого элемента 10 конструкции.
Сначала подложку 16 подвергают плазменной очистке с использованием ионов аргона или т.п.Такая плазменная очистка обеспечивает возможность дополнительного усиления адгезии формируемого позднее промежуточного слоя 22. Затем способом распыления с использованием инертного газа, такого как аргон, и графитовой мишени на подложке 16 формируют промежуточный слой 22 и DLC-пленку 18.
При этом способ формирования промежуточного слоя 22 и DLC-пленки 18 не ограничивается указанным выше способом распыления и может быть выбран из известных способов. Например, DLC-пленка 18, содержащая а-С, может быть сформирована способом физического осаждения из паровой фазы (PVD), а DLC-пленка 18, содержащая а-С:Н, может быть сформирована способом химического осаждения из паровой фазы (CVD).
Затем на DLC-пленку 18 наносят полимерный материал для формирования покрытия 20. Например, в случае, когда покрытие 20 не содержит оксида титана, технического углерода или оксида хрома, полимерный материал для формирования покрытия 20 в предпочтительном варианте содержит 3 масс. % эпоксидной смолы, а остальное составляет растворитель.
Например, в случае, когда покрытие 20 содержит оксид титана и технический углерод, полимерный материал в предпочтительном варианте содержит 5-20 масс. % эпоксидной смолы, 1-10 масс. % оксида титана и 1-10 масс. % технического углерода, а остальное составляет растворитель.
Кроме того, например, в случае, когда покрытие 20 содержит оксид хрома, полимерный материал в предпочтительном варианте содержит 5-20 масс. % эпоксидной смолы и 1-10 масс. % оксида хрома, а остальное составляет растворитель.
На этом этапе нанесения открытая пора 24 в DLC-пленке 18 заполняется полимерным материалом, и вся DLC-пленка 18 покрывается полимерным материалом для формирования слоя покрытия. Известные способы нанесения, такие как нанесение кистью, нанесение валиком, нанесение распылением, нанесение покрытия с удалением излишков с помощью планки, нанесение покрытия методом прокатывания, формирование покрытия в результате сушки и нанесение покрытия погружением могут быть использованы на этапе нанесения.
Затем полимерный материал, нанесенный на подложку 16, нагревают, например, до температуры 180°С или ниже для выполнения процесса сушки. В результате процесса сушки полимерный материал отверждается, и формируется покрытие 20. Таким образом, открытая пора 24 в пленке DLC 18 заполняется покрытием 20, и вся DLC-пленка 18 покрывается слоем 20а покрытия, который представляет собой слой отвержденного полимерного материала.
Покрытие 20 может быть сформировано в результате процесса сушки при относительно низкой температуре, при которой снижения твердости подложки не происходит. Поэтому в отличие от известной из уровня техники технологии, содержащей процесс высокотемпературной сушки для формирования покрытия из фторсодержащей смолы, снижения твердости подложки 16 под действием высокой температуры в процессе формирования покрытия не происходит.
Затем удаляют покрытие 20 на участке, соответствующем поверхности 26 скольжения в коррозионностойком элементе 10 конструкции, в результате чего DLC-пленка 18 оказывается не защищенной слоем 20а покрытия. Покрытие 20 может быть удалено с использованием известного способа, такого как фрезерование или шлифовка.
Таким образом, изготавливают коррозионностойкий элемент 10 конструкции. Узел 14 подшипника скольжения получают в результате сборки сопряженного элемента 12 на коррозионностойком элементе 10 конструкции таким образом, чтобы внутренняя поверхность сопряженного элемента 12 могла скользить вдоль поверхности 26 скольжения.
Как указано выше, коррозионностойкий элемент 10 конструкции имеет подложку 16, содержащую алюминий или алюминиевый сплав. Алюминий или алюминиевый сплав обладает более низкой плотностью, чем нержавеющая сталь и т.п.и позволяет снизить затраты на материалы и обработку. Поэтому за счет использования описанной выше подложки 16 появляется возможность уменьшения массы и стоимости коррозионностойкого элемента 10 конструкции.
DLC-пленка 18 на подложке 16 содержит а-С или а-С:Н. При этом а-С или а-С:Н имеет более высокое значение соотношения sp2-связей к sp3-связям и обладает более высокой гибкостью. Поэтому DLC-пленка 18 при требуемой толщине может быть должным образом связана даже с поверхностью подложки 16, содержащей относительно мягкий материал в виде алюминия или алюминиевого сплава. Кроме того, DLC пленка 18 обладает низким коэффициентом трения и превосходной способностью к скольжению, а также высокой твердостью и превосходным сопротивлением износу. Следовательно, использование DLC-пленки 18 может обеспечить значительное повышение способности к скольжению и сопротивления износу коррозионностойкого элемента 10 конструкции.
Между DLC-пленкой 18 и подложкой 16 сформирован промежуточный слой 22, содержащий алюминий и а-С или а-С:Н. Промежуточный слой 22 и подложка 16 содержат один и тот же металл, и поэтому промежуточный слой 22 совместим с подложкой 16. Точно так же промежуточный слой 22 и DLC-пленка 18 содержат один и тот же а-С или а-С:Н, и поэтому промежуточный слой 22 совместим с DLC-пленкой 18. В результате промежуточный слой 22 оказывается прочно связанным как с подложкой 16, так и с DLC-пленкой 18. Таким образом, за счет этого промежуточного слоя 22 DLC-пленка может быть прочно связана с подложкой 16. Соответственно, это обеспечивает возможность предотвращения отслаивания DLC-пленки 18 от подложки 16 и сохранения превосходной способности к скольжению и превосходного сопротивления износу DLC-пленки 18 на поверхности 26 скольжения коррозионностойкого элемента 10 конструкции в течение длительного времени.
Поры в пленке DLC 18 и промежуточный слой 22 закрыты покрытием 20, и участки DLC-пленки 18 (за исключением поверхности 26 скольжения) покрыты слоем 20а покрытия 20. Покрытие 20 содержит эпоксидную смолу, которая обладает более высокой коррозионной стойкостью, чем другие полимерные материалы и т.п.
Открытая пора 24 закрыто покрытием 20. Поэтому даже при приведении коррозионностойкого элемента 10 конструкции в контакт кислотой или щелочью или т.п.обеспечивается возможность эффективного предотвращения попадания кислоты или щелочи на подложку 16 через открытую пору 24. В дополнение к этому на участке, покрытом слоем 20а покрытия, в коррозионностойком элементе 10 конструкции обеспечивается возможность еще более эффективного предотвращения попадания кислоты или щелочи на DLC-пленку 18 или подложку 16. Вследствие этого коррозионностойкий элемент 10 конструкции обладает превосходной коррозионной стойкостью не только к воде и соленой воде, но и к сильной кислоте, сильной щелочи и дезинфицирующему/обеззараживающему веществу, такому как гипохлорит натрия.
Кроме того, в случае, когда покрытие 20 дополнительно содержит оксид титана и технический углерод, коррозионная стойкость коррозионностойкого элемента 10 конструкции может быть дополнительно повышена, и, в частности, может быть значительно повышена кислотостойкость. Поэтому полученный коррозионностойкий элемент 10 конструкции может проявлять превосходную коррозионную стойкость даже к сильной кислоте.
В случае, когда покрытие 20 дополнительно содержит оксид хрома, коррозионная стойкость коррозионностойкого элемента 10 конструкции также может быть дополнительно повышена, и, в частности, может быть значительно повышена щелочестойкость. Поэтому полученный коррозионностойкий элемент 10 конструкции может проявлять превосходную коррозионную стойкость даже к сильной щелочи.
Наличие на поверхности 26 скольжения DLC-пленки 18 с не защищенной слоем 20а покрытия поверхностью скольжения обеспечивает возможность эффективного использования превосходной способности к скольжению и превосходного сопротивления износу DLC-пленки 18. Таким образом, за счет формирования поверхности 26 скольжения обеспечивается возможность повышения способности к скольжению и сопротивление износу коррозионностойкого элемента 10 конструкции. Открытая пора 24 на поверхности 26 скольжения DLC-пленки 18 заполнена покрытием 20. Поэтому даже при формировании поверхности 26 скольжения коррозионностойкий элемент 10 конструкции может сохранять превосходную коррозионную стойкость. Вследствие этого коррозионностойкий элемент 10 конструкции обладает и превосходной способностью к скольжению, и превосходным сопротивлением износу, и превосходной коррозионной стойкостью.
Настоящее изобретение не ограничивается рассмотренным выше вариантом осуществления и предполагает возможность внесения различных изменений и дополнений в пределах объема изобретения.
Например, коррозионностойкий элемент 10 конструкции в соответствии с рассмотренным выше вариантом осуществления имеет промежуточный слой 22, однако коррозионностойкий элемент 10 конструкции может и не иметь промежуточного слоя 22.
Коррозионностойкий элемент 10 конструкции в соответствии с рассмотренным выше вариантом осуществления имеет поверхность 26 скольжения, однако коррозионностойкий элемент 10 конструкции может и не иметь поверхности 26 скольжения, и вся DLC-пленка 18 может быть покрыта слоем 20а покрытия. В этом случае, в частности, коррозионная стойкость коррозионностойкого элемента 10 конструкции может быть повышена. Поэтому коррозионностойкий элемент 10 конструкции может быть пригодным для использования в качестве элемента, требующего высокой коррозионной стойкости, отличного от элемента скольжения. При этом без формирования слоя 20а покрытия на коррозионностойком элементе 10 конструкции вся DLC-пленка 18 может остаться не защищенной. В этом случае весь коррозионностойкий элемент 10 конструкции обладает превосходной способностью к скольжению и превосходным сопротивлением износу.
Ниже приводится подробное описание настоящего изобретения, сопровождаемое ссылками на примеры, которыми, как очевидно, настоящее изобретение не ограничивается.
Пример 1
Поверхность сплошного вала из А6061-Т6, имеющего диаметр 10 мм и длину 50 мм, была подвергнута зеркальной полировке для получения подложки 16. На подложке 16 были сформированы промежуточный слой 22 и DLC-пленка 18. Общая толщина составила 2,0-2,2 мкм, а средняя твердость по Виккерсу поверхности DLC-пленки 18 составила 1350 HV. При этом в качестве средней твердости по Виккерсу было использовано среднее из трех значений, полученных в результате измерений способом в соответствии с JIS Z 2244 под нагрузкой 10 гс. То же самое относится и к средней твердости по Виккерсу, рассматриваемой ниже.
Полимерный материал для формирования покрытия 20 содержал 3,0 масс. % эпоксидной смолы, 17,0 масс. % ксилола, 11,0 масс. % этилбензола, 5,0-10,0 масс. % п-бутанола, 1,0-5,0 масс. % изобутанола, 1,0-5,0 масс. % монобутилового эфира этиленгликоля, 0,1-1,0 масс. % метанола, 0,8 масс. % формальдегида, 16,0 масс. % меламиновой смолы и 37,0 масс. % алкидной смолы. Этот полимерный материал был нанесен на DLC-пленку 18 и подвергнут процессу сушки, в результате чего открытая пора 24 в DLC-пленке 18 была закрыта покрытием 20, и вся DLC-пленка 18 была покрыта слоем 20а покрытия толщиной 22,0-26,0 мкм. Изготовленный таким образом коррозионностойкий элемент 10 конструкции был использован в качестве испытательного образца в Примере 1. В Примере 1 средняя твердость по Виккерсу поверхности слоя 20а покрытия составила 12 HV.
Пример 2
В Примере 2 коррозионностойкий элемент 10 конструкции был изготовлен в качестве испытательного образца таким же образом, как и в Примере 1, за исключением того, что полимерный материал для формирования покрытия 20 содержал 5-20 масс. % эпоксидной смолы, 1-10 масс. % оксида титана, 1-10 масс. % технического углерода, 5-15 масс. % ксилола, 15-25 масс. % метилэтилкетона, 5-15 масс. % 2-этоксиэтилацетата, 10-20 масс. %) толуола и 1-10 масс. % монобутилового эфира этиленгликоля, и что толщина слоя 20а покрытия составила 21,0-25,0 мкм. Таким образом, покрытие 20 в испытательном образце в Примере 2 содержало оксид титана и технический углерод. В Примере 2 средняя твердость по Виккерсу поверхности слоя 20а покрытия составила 50 HV.
Пример 3
В Примере 3 коррозионностойкий элемент 10 конструкции был изготовлен в качестве испытательного образца таким же образом, как и в Примере 1, за исключением того, что полимерный материал содержал 5-20 масс. % эпоксидной смолы, 1-10 масс. % оксида хрома, 15-25 масс. % 1,2 дихлорэтана, 5-15 масс. % метилизобутилкетона, 5-15 масс. % метилэтилкетона, 10-20 масс. % диацетонового спирта и 10-20 масс. % этанола, и что толщина слоя 20а покрытия составила 25,0-30,0 мкм. Таким образом, покрытие 20 в испытательном образце в Примере 3 содержало оксид хрома. В Примере 3 средняя твердость по Виккерсу поверхности слоя 20а покрытия составила 20 HV.
Примеры 4-6
В Примере 4 коррозионностойкий элемент 10 конструкции был изготовлен в качестве испытательного образца таким же образом, как и в Примере 1, за исключением того, что в качестве материала подложки 16 был использован А2017. В Примере 5 коррозионностойкий элемент 10 конструкции был изготовлен в качестве испытательного образца таким же образом, как и в Примере 2, за исключением того, что в качестве материала подложки 16 был использован А2017. В Примере 6 коррозионностойкий элемент 10 конструкции был изготовлен в качестве испытательного образца таким же образом, как и в Примере 2, за исключением того, что в качестве материала подложки 16 был использован ADC12.
Сравнительный Пример 1
В Сравнительном Примере 1 в качестве испытательного образца была использована подложка 16, такая же, как и в Примере 1. Таким образом, испытательный образец в Сравнительном Примере 1 не имел ни промежуточного слоя 22, ни DLC-пленки 18, ни покрытия 20.
Сравнительный Пример 2
В Сравнительном Примере 2 в качестве испытательного образца был использован коррозионностойкий элемент 10 конструкции, изготовленный таким же образом, как и в Примере 1, за исключением того, что этот испытательный образец не имел покрытия 20. Таким образом, в испытательном образце в Сравнительно Примере 2 пора в DLC-пленке 18 не была закрыта покрытием 20.
Сравнительные Примеры 3-5
В Сравнительном Примере 3 был изготовлен испытательный образец, в котором подложка 16, такая же, как и в Примере 1, была подвергнута анодированию для формирования анодированного покрытия (Al2O3), имеющего толщину 13,0-16,0 мкм. В Сравнительном Примере 4 был изготовлен испытательный образец, в котором анодированное покрытие, такое же, как и в Сравнительном Примере 3, было закрыто покрытием 20, таким же, как и в Примере 1, для формирования слоя 20а покрытия толщиной 22,0-26,0 мкм. Испытательный образец в Сравнительном Примере 5 был изготовлен таким же образом, как и в Сравнительном Примере 4, за исключением того, что было использовано покрытие 20, такое же, как и в Примере 2. При этом в Сравнительных Примерах 3-5 средняя твердость по Виккерсу поверхности анодированного покрытия составила 320 HV.
Сравнительный Пример 6
Испытательный образец в Сравнительном Примере 6 был изготовлен таким же образом, как и в Примере 4, за исключением того, что испытательный образец не имел покрытия 20. Таким образом, в Сравнительном Примере 6 пора в DLC-пленке 18 не была закрыта покрытием 20.
Испытания по оценке коррозионной стойкости были выполнены с использованием испытательных образцов из Примеров 1-6 и Сравнительных Примеров 1-6, описываемых выше, а также семи различных жидкостей A-G. Первое испытание по оценке коррозионной стойкости было выполнено для оценки коррозионной стойкости испытательных образцов из Примеров 1-3 и Сравнительных Примеров 1-3 и 5 к жидкости А (рН 3,5), которая представляла собой пиво Pilsner. В частности, весь испытательный образец был погружен в жидкость А при комнатной температуре на 30 дней, и для получения изменения массы была измерена масса этого испытательного образца до и после погружения. Испытательный образец с меньшим изменением массы оценивался как образец, не подвергшийся коррозии и обладавший высокой коррозионной стойкостью.
Второе испытание по оценке коррозионной стойкости было выполнено для оценки коррозионной стойкости испытательных образцов из Примеров 1-5 и Сравнительных Примеров 1-3, 5 и 6 к жидкости В (рН 1,0) таким же образом, как и описываемое выше первое испытание. Жидкость В представляла собой водный раствор, содержащий 3,0 масс. % кислотного моющего средства для пищевого производства, которое в качестве основного компонента содержало 35,0 масс. % фосфорной кислоты.
Третье испытание по оценке коррозионной стойкости было выполнено для оценки коррозионной стойкости испытательных образцов из Примеров 1-4 и Сравнительных Примеров 1-3, 5 и 6 к жидкости С (рН 11,0) таким же образом, как и описываемое выше первое испытание. Жидкость С представляла водный раствор, содержащий 3,0 масс. % щелочного моющего средства для пищевого производства, которое в качестве основного компонента содержало 15,0 масс. % гидроксида натрия.
Четвертое испытание по оценке коррозионной стойкости было выполнено для оценки коррозионной стойкости испытательных образцов из Примеров 1-3 и Сравнительного Примера 5 к жидкости D (рН 12,0) таким же образом, как и описываемое выше первое испытание. Жидкость D представляла собой водный раствор, содержащий 0,04 масс. % гидроксида натрия.
Пятое испытание по оценке коррозионной стойкости было выполнено для оценки коррозионной стойкости испытательных образцов из Примеров 1-3 к жидкости Е (рН 13,0) таким же образом, как и описываемое выше первое испытание. Жидкость Е представляла собой водный раствор, содержащий 0,4 масс. % гидроксида натрия.
Шестое испытание по оценке коррозионной стойкости было выполнено для оценки коррозионной стойкости испытательных образцов из Примеров 1-6 и Сравнительного Примера 5 к жидкости F (рН 14,0) таким же образом, как и описываемое выше первое испытание. Жидкость F представляла собой водный раствор, содержащий 4,0 масс. % гидроксида натрия.
Седьмое испытание по оценке коррозионной стойкости было выполнено для оценки коррозионной стойкости испытательных образцов из Примеров 1-3 и Сравнительных Примеров 1, 3 и 4 к жидкости G таким же образом, как и описываемое выше первое испытание. Жидкость G представляла собой водный раствор гипохлорита натрия (дезинфицирующего/обеззараживающего вещества) с концентрацией, составившей 500 ч./млн. Кроме того, коррозионная стойкость испытательных образцов в Примерах 4 и 5 к жидкости G оценивалась таким же образом, как и при первом описываемом выше испытании, за исключением того, что испытуемый элемент был погружен в жидкость G на 17 дней.
Результаты испытаний с первого по седьмое представлены в Таблице 1.
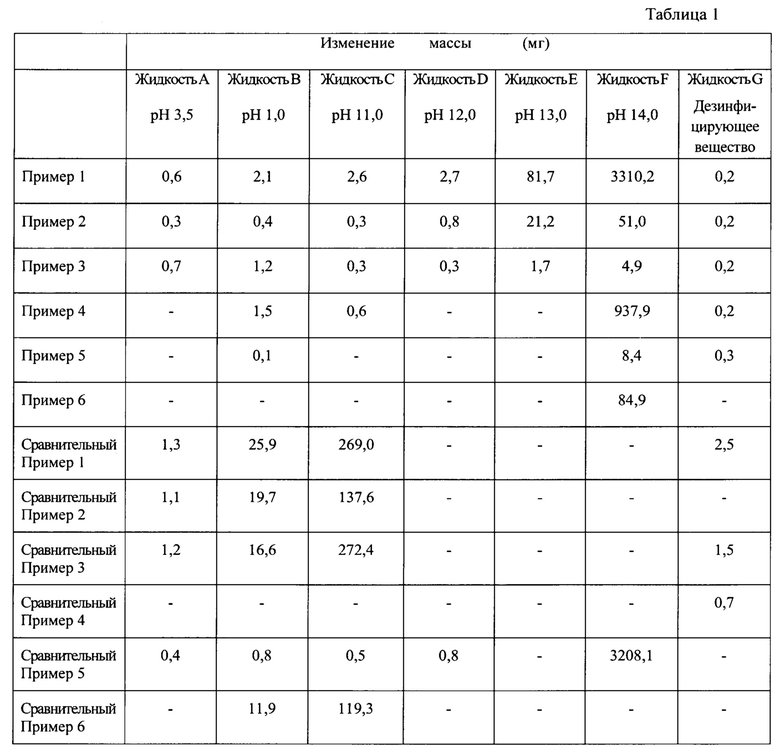
Как следует из Таблицы 1, испытательные образцы из Примеров 1-6, имевшие как DLC-пленку 18, так и покрытие 20, имели более превосходную коррозионную стойкость ко всем жидкостям от А до G по сравнению с испытательным образцом из Сравнительного Примера 1, имевшим только подложку 16, испытательными образцами из Сравнительных Примеров 2 и 6, имевшим только DLC-пленку 18, и испытательным образцом из Сравнительного Примера 3, имевшим только анодированное покрытие.
Испытательные образцы из Примеров 2, 5 и 6, имевшие покрытие 20, содержащее эпоксидную смолу, оксид титана и технический углерод, имели превосходную коррозионную стойкость ко всем жидкостям от А до G, и, в частности, имели превосходную коррозионную стойкость к сильным кислотам в составе жидкостей А и В.
Испытательный образец из Примера 3, имевший покрытие 20, содержащее эпоксидную смолу и оксид хрома, имел превосходную коррозионную стойкость ко всем жидкостям от С до F, и, в частности, имел превосходную коррозионную стойкость к сильным щелочам в составе жидкостей от С до F.
Из приведенных выше результатов ясно, что за счет наличия DLC-пленки 18, покрытой покрытием 20, содержащим эпоксидную смолу и закрывающим открытую пору в этой пленке, коррозионностойкий элемент 10 конструкции в соответствии с вариантом осуществления настоящего изобретения проявляет превосходную коррозионную стойкость к сильной кислоте, сильной щелочи и дезинфицирующему/ обеззараживающему веществу, такому как гипохлорит натрия.
Кроме того, в случае, когда покрытие 20 в дополнение к эпоксидной смоле дополнительно содержит оксид титана и технический углерод, коррозионная стойкость, может быть дополнительно повышена, и, в частности, может быть значительно повышена кислотостойкость.
В то же время в случае, когда в дополнение к эпоксидной смоле покрытие 20 дополнительно содержит оксид хрома коррозионная стойкость, также может быть дополнительно повышена, и, в частности, может быть значительно повышена щелочестойкость.
Кроме того, как показано выше, твердость по Виккерсу DLC-пленки 18 в Примерах 1-6 составляла 1350 HV, что значительно выше, чем твердость по Виккерсу анодированного покрытия в Сравнительных Примерах 3-5, составлявшая 3-5320 HV. Кроме того, DLC-пленка 18 позволяет получить превосходную способность к скольжению и превосходное сопротивление износу, получить которые при использовании анодированного покрытия невозможно. Поэтому коррозионностойкий элемент 10 конструкции, имеющий DLC-пленку 18, обладает также превосходной способностью к скольжению и превосходным сопротивлением износу.
В то же время испытательные образцы из Сравнительных Примеров 4 и 5 имели анодированное покрытие, и поры в анодированном покрытии были закрыты покрытием 20. В результате испытательные образцы из Сравнительных Примеров 4 и 5 обладали более высокой коррозионной стойкостью по сравнению с испытательным образцом из Сравнительного Примера 1, не имевшего никаких покрытий, однако испытательные образцы из Сравнительных Примеров 4 и 5 обладали недостаточной способностью к скольжению и недостаточным сопротивление износу.
Затем коррозионностойкий элемент 10 конструкции был изготовлен в качестве испытательного образца таким же образом, как и в Примере 5, за исключением того, что подложка 16 имела форму диска с диаметром 40 мм и толщиной 7 мм и слой 20а покрытия был частично удален для формирования поверхности 26 скольжения на торцевой поверхности. Поверхность 26 скольжения была подвергнута испытанию по оценке фрикционного износа с использованием способа шар-на-диске. В способе шар-на-диске были использованы сопряженные элементы, выполненные из множества различных материалов, испытательный образец было использован в качестве диска, а сопряженный элемент был использован в качестве стержня.
В частности, испытание по оценке фрикционного износа было выполнено под нагрузкой, составившей 1 кгс, при линейной скорости, составившей 1000 мм/с, скорости вращения, составившей 660 об/мин, и расстоянии скольжения, составившем 1 км. Сопряженный элемент представлял собой сплошной вал, имевший диаметр 10 мм. В качестве материала сопряженного элемента были использованы нержавеющая сталь (SUS303), полиацетальная смола (РОМ), политетрафторэтилен (PTFE), сплав с высоким содержанием кремния (NH41), алюминиевый сплав для литья под давлением (ADC12), отливка из свинцовистой бронзы (LBC), латунь (С3604), отливка из алюминиевой бронзы (САС703) и углеродистая сталь для механической конструкции (S45C). Результаты представлены в Таблице 2.
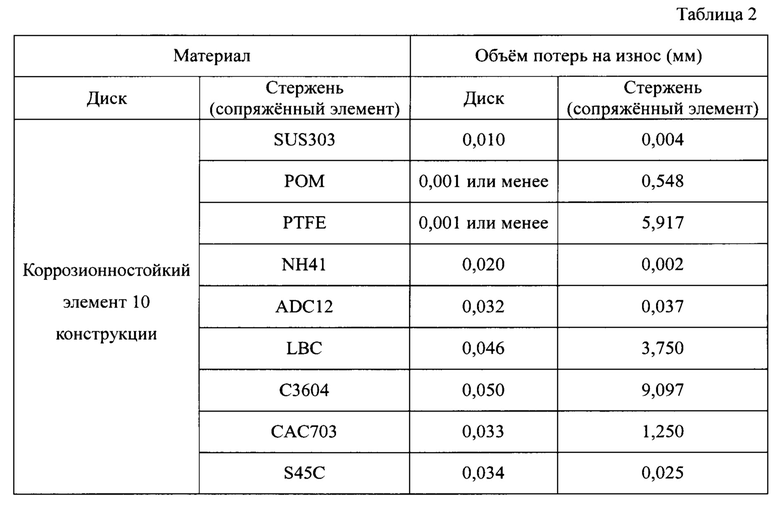
Как следует из Таблицы 2, в случае, когда поверхность 26 скольжения коррозионностойкого элемента 10 конструкции скользит вдоль SUS303 сопряженного элемента, объем потерь на износ как коррозионностойкого элемента 10 конструкции, так и сопряженного элемента может быть снижен. Кроме того, в случае, когда поверхность 26 скольжения коррозионностойкого элемента 10 конструкции скользит вдоль РОМ или PTFE сопряженного элемента, может быть эффективно снижен объем потерь на износ коррозионностойкого элемента 10 конструкции.
Таким образом, когда коррозионностойкий элемент 10 конструкции в соответствии с вариантом осуществления настоящего изобретения используется в комбинации с сопряженным элементом 12, содержащим нержавеющую сталь, полиацетальную смолу (РОМ) или политетрафторэтилен (PTFE), может быть эффективно предотвращен износ как поверхности 26 скольжения, так и сопряженного элемента 12, и могут быть увеличены сроки службы коррозионностойкого элемента 10 конструкции и сопряженного элемента 12.

Изобретение относится к коррозионностойкому элементу (10) конструкции и может найти применение, например, в устройстве для обработки напитка или пищевого продукта, где возникает контакт с водой, соленой водой, кислым или щелочным пищевым продуктом или напитком, чистящим средством, дезинфицирующим веществом, обеззараживающим веществом и т.д. Чтобы предотвратить возникновение коррозии в такой окружающей среде, устройство изготавливают с использованием коррозионностойкого элемента конструкции, обладающего достаточной коррозионной стойкостью. Коррозионностойкий элемент содержит подложку (16) из алюминия или алюминиевого сплава; алмазоподобную углеродную пленку (18), сформированную на поверхности подложки (16) и выполненную из аморфного углерода (а-С) или гидрогенизированного аморфного углерода (а-С:Н); и покрытие (20) из материала, содержащего эпоксидную смолу, который заполняет по меньшей мере открытые поры (24) в алмазоподобной углеродной пленке (18). Элемент обладает способностью к скольжению, сопротивлением износу, коррозионной стойкостью. 10 з.п. ф-лы, 2 ил., 6 пр., 2 табл.
1. Коррозионностойкий элемент (10) конструкции, содержащий подложку (16), алмазоподобную углеродную пленку (18) и покрытие (20),
причем подложка (16) содержит алюминий или алюминиевый сплав, а алмазоподобная углеродная пленка (18) сформирована на поверхности подложки (16) и содержит аморфный углерод (а-С) или гидрогенизированный аморфный углерод (а-С:Н), при этом в алмазоподобной углеродной пленке (18) имеется по меньшей мере открытая пора (24), заполненная покрытием (20), которое содержит эпоксидную смолу.
2. Коррозионностойкий элемент (10) конструкции по п. 1, отличающийся тем, что покрытие (20) дополнительно содержит оксид титана и технический углерод.
3. Коррозионностойкий элемент (10) конструкции по п. 2, отличающийся тем, что отношение масс эпоксидной смолы, оксида титана и технического углерода в покрытии (20) составляет от 5:1:1 до 20:10:10.
4. Коррозионностойкий элемент (10) конструкции по п. 1, отличающийся тем, что покрытие (20) дополнительно содержит оксид хрома.
5. Коррозионностойкий элемент (10) конструкции по п. 4, отличающийся тем, что отношение масс эпоксидной смолы и оксида хрома в покрытии (20) составляет от 5:1 до 20:10.
6. Коррозионностойкий элемент (10) конструкции по п. 1, отличающийся тем, что между алмазоподобной углеродной пленкой (18) и поверхностью подложки (16) сформирован промежуточный слой (22), содержащий аморфный углерод (а-С) или гидрогенизированный аморфный углерод (а-С:Н), входящий в состав алмазоподобной углеродной пленки (18), и алюминий.
7. Коррозионностойкий элемент (10) конструкции по любому из пп. 1-6, отличающийся тем, что покрытие (20) образует слой (20а) покрытия, который покрывает по меньшей мере часть алмазоподобной углеродной пленки (18).
8. Коррозионностойкий элемент (10) конструкции по п. 7, отличающийся тем, что при заполненной покрытием (20) открытой поре (24) алмазоподобная углеродная пленка (18) включает в себя поверхность (26) скольжения, не защищенную слоем (20а) покрытия.
9. Коррозионностойкий элемент (10) конструкции по п. 8, отличающийся тем, что на поверхности (26) скольжения находится консистентная смазка (28) на основе фтора.
10. Коррозионностойкий элемент (10) конструкции по п. 8, отличающийся тем, что коррозионностойкий элемент (10) конструкции представляет собой элемент вала.
11. Коррозионностойкий элемент (10) конструкции по п. 1, отличающийся тем, что коррозионностойкий элемент (10) конструкции представляет собой элемент конструкции устройства для обработки напитка или пищевого продукта.
| JP 2008069372 A, 27.03.2008 | |||
| JP 2011089172 A, 06.05.2011 | |||
| WO 2009099226 A1, 13.08.2009 | |||
| Способ обработки жидких горючих материалов в целях использования их в двигателях внутреннего горения с высокой степенью сжатия | 1925 |
|
SU10924A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ПОВЕРХНОСТИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ В ВАКУУМЕ | 1988 |
|
SU1552676A3 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ТОНКИХ ПЛЕНОК | 2007 |
|
RU2365672C1 |

