Изобретение относится к машиностроению, в частности к измерительной технике, и может быть использовано для поступления на сборку равного количества деталей в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп.
Известно, что обеспечение заданной точности при отсутствии точной обработки деталей достигается применением селективной сборки [А.И. Якушев Взаимозаменяемость, стандартизация и технические измерения - М.: Машиностроение, 1979, С. 211] посредством комплектования и подбора деталей, изготовленных со сравнительно расширенными допусками действительных размеров сортировкой их на равное число размерных групп с более узкими групповыми допусками с последующей сборкой по одноименным размерным группам так, что наибольшие групповые зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к тому среднему зазору или натягу, что соответствует серединам допусков действительных размеров.
Известный способ не позволяет обеспечить поступление на сборку равного количества деталей в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп, поскольку искажение формы цилиндрических поверхностей деталей приводит к появлению областей вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованных деталей годными (α1), а некоторых годных - бракованными (β1), неучтенным смещениям центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине Ес(IT) допуска действительных размеров, что создает условия для так называемого незавершенного производства, когда становится невозможным использовать все поступающие на сборку детали.
допусков промежуточных и крайних размерных групп по отношению к середине Ес(IT) допуска действительных размеров, что создает условия для так называемого незавершенного производства, когда становится невозможным использовать все поступающие на сборку детали.
Известно, что точность изготовления и обработки деталей проверяется путем задания производственного допуска Tnp [Ю.В. Димов, Метрология, стандартизация и сертификация - СПб: Питер, 2004, С. 245] посредством совмещения приемочных границ с предельными размерами, по которым с установленным влиянием допускаемой погрешности измерений (δизм) на результат разбраковки производится приемочный контроль годных деталей, либо смещением внутрь установленных допуском размера IT приемочных границ на вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса Tnp=IT-2⋅с, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса Tnp=IT-δизм.
при неизвестной точности технологического процесса Tnp=IT-δизм.
Известный способ контроля годности деталей не позволяет обеспечить поступление на сборку равного количества деталей в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп, поскольку неизбежность искажения формы цилиндрических поверхностей деталей в процессе их изготовления и обработки приводит к тому, что действительные размеры деталей, признанные годными, могут выходить за пределы производственного допуска  но не должны выходить за пределы арбитражного допуска
но не должны выходить за пределы арбитражного допуска  , увеличенного на смещение приемочных границ относительно предельных отклонений допуска размера или назначение допускаемой погрешности измерений (δизм) при совмещении приемочных границ с предельными размерами, что из-за наличия погрешности измерений влияет на достоверность результатов и контроля деталей, в том числе в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп и может привести к появлению областей вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованных деталей годными (α1), а некоторых годных - бракованными (β1), неучтенным смещениям центров группирования
, увеличенного на смещение приемочных границ относительно предельных отклонений допуска размера или назначение допускаемой погрешности измерений (δизм) при совмещении приемочных границ с предельными размерами, что из-за наличия погрешности измерений влияет на достоверность результатов и контроля деталей, в том числе в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп и может привести к появлению областей вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованных деталей годными (α1), а некоторых годных - бракованными (β1), неучтенным смещениям центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине Ес(IT) допуска действительных размеров.
допусков промежуточных и крайних размерных групп по отношению к середине Ес(IT) допуска действительных размеров.
Техническим результатом изобретения является обеспечение поступления на сборку равного количества деталей в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп.
Указанный технический результат достигается тем, что в способе сборки равного количества деталей при комплектовании и подборе сортировкой их на равное число размерных групп, включающем разбиение допусков действительных размеров на равное число размерных групп, комплектование и подбор деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам так, что наибольшие групповые зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к тому среднему зазору или натягу, что соответствует серединам допусков действительных размеров, изначально уменьшают допуски для крайних размерных групп по одной приемочной границе, а для промежуточных - для обеих на вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса, чем исключаются смещения центров группирования
при неизвестной точности технологического процесса, чем исключаются смещения центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IT) действительных размеров с уменьшением реальных групповых зазоров и натягов в сопряжениях посредством сужения допусков промежуточных и крайних одноименных размерных групп так, что групповые зазоры и натяги в сопряжениях размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов
допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IT) действительных размеров с уменьшением реальных групповых зазоров и натягов в сопряжениях посредством сужения допусков промежуточных и крайних одноименных размерных групп так, что групповые зазоры и натяги в сопряжениях размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях размещенных выше середины допуска Ec(IT) действительных размеров k-ых крайних одноименных размерных групп цилиндрического внутреннего и наружного элементов, уменьшенные посредством сужения групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
TDk=(Dmax k-ECED)-Dmin k, Tdk=(dmax k-ECEd)-dmin k - групповые допуски размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов, задаваемые алгебраической разностью между верхним и нижним k-ыми предельными размерами с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 ,
,  - задаваемые полусуммой предельных отклонений координаты середины групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- задаваемые полусуммой предельных отклонений координаты середины групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Sck=Eck-eck - средний групповой зазор, задаваемый алгебраической разностью между координатами середины групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Nck=eck-Eck - средний групповой натяг, задаваемый алгебраической разностью между координатами середины групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического наружного и внутреннего элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов
при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов, уменьшенные посредством сужения групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
TDk=Dmax k-(Dmin k+ECED), Tdk=dmin k-(dmin k+ECEd) - групповые допуски размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов, задаваемые алгебраической разностью между верхним и нижним k-ыми предельными размерами с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 ,
,  - задаваемые полусуммой предельных отклонений координаты середины групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- задаваемые полусуммой предельных отклонений координаты середины групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Sck=Eck-eck - средний групповой зазор, задаваемый алгебраической разностью между координатами середины групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Nck=eck-Eck - средний групповой натяг, задаваемый алгебраической разностью между координатами середины групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического наружного и внутреннего элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей {ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей {ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов
при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов, уменьшенные посредством сужения групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
TD=(Dmax k-ECED)-(Dmin k+ECED), Tdk=(dmax k-ECEd)-(dmin k+ECEd) - групповые допуски k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов, задаваемые алгебраической разностью между верхним и нижним k-ыми предельными размерами с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 ,
,  - задаваемые полусуммой предельных отклонений координаты середины групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- задаваемые полусуммой предельных отклонений координаты середины групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Sck=Eck-eck - средний групповой зазор, задаваемый алгебраической разностью между координатами середины групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Nck=eck-Eck - средний групповой натяг, задаваемый алгебраической разностью между координатами середины групповых допусков k-ых промежуточных одноименных размерных групп цилиндрического наружного и внутреннего элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях k-ых средних размерных групп цилиндрического внутреннего и наружного элементов
при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях k-ых средних размерных групп цилиндрического внутреннего и наружного элементов
где, Sфk, Nфk - групповые зазоры и натяги в сопряжениях k-ых средних размерных групп цилиндрического внутреннего и наружного элементов;
TDk=Dmax k-Dmin k, Tdk=dmax k-dmin k - групповые допуски, задаваемые алгебраической разностью между верхним и нижним k-ыми предельными размерами k-ых средних размерных групп цилиндрического внутреннего и наружного элементов;
 ,
,  - задаваемые полусуммой предельных отклонений координаты середины групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов;
- задаваемые полусуммой предельных отклонений координаты середины групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов;
Sck=Eck-eck - средний групповой зазор, задаваемый алгебраической разностью между координатами середины групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов; Nck=eck-Eck - средний групповой натяг, задаваемый алгебраической разностью между координатами середины групповых допусков k-ых средних размерных групп цилиндрического наружного и внутреннего элементов;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов.
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов.
Сущность технического решения поясняется чертежами, где
- на фиг. 1 представлена схема возникающих неучтенных смещений центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине Ес(IT) допуска действительных размеров из-за искажения формы цилиндрических поверхностей деталей в процессе их изготовления и обработки;
допусков промежуточных и крайних размерных групп по отношению к середине Ес(IT) допуска действительных размеров из-за искажения формы цилиндрических поверхностей деталей в процессе их изготовления и обработки;
- на фиг. 2 представлена схема разбиения допусков действительных размеров на равное число размерных групп, приводящая из-за неучтенных смещений центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине Ес(IT) допуска действительных размеров к поступлению на сборку разного количества деталей в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп;
допусков промежуточных и крайних размерных групп по отношению к середине Ес(IT) допуска действительных размеров к поступлению на сборку разного количества деталей в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп;
- на фиг. 3 приведена схема разбиения допусков действительных размеров на равное число размерных групп, приводящая посредством уменьшения допусков для крайних размерных групп по одной приемочной границе, а для промежуточных - для обеих на вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса к поступлению на сборку равного количества деталей в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп.
при неизвестной точности технологического процесса к поступлению на сборку равного количества деталей в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп.
Способ включает разбиение допусков действительных размеров на равное число размерных групп, уменьшение допусков для крайних размерных групп по одной приемочной границе, а для промежуточных - для обеих (фиг. 3) на вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса для исключения возникающих с появлением областей вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованных деталей годными (α1) и некоторых годных - бракованными (β1) неучтенных смещений центров группирования
при неизвестной точности технологического процесса для исключения возникающих с появлением областей вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованных деталей годными (α1) и некоторых годных - бракованными (β1) неучтенных смещений центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IT) действительных размеров (фиг. 1, 2), комплектование и подбор деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам равного количества деталей одной размерной группы так, что наибольшие групповые зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к тому среднему зазору или натягу в сопряжениях, что соответствует серединам допусков действительных размеров (фиг. 3).
допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IT) действительных размеров (фиг. 1, 2), комплектование и подбор деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам равного количества деталей одной размерной группы так, что наибольшие групповые зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к тому среднему зазору или натягу в сопряжениях, что соответствует серединам допусков действительных размеров (фиг. 3).
Способ сборки равного количества деталей при комплектовании и подборе сортировкой их на равное число размерных групп осуществляется следующим образом.
Неизбежность искажения формы цилиндрических поверхностей деталей в процессе их изготовления и обработки приводит к тому, что детали, у которых размеры находятся близко к предельным отклонениям допуска размера, могут быть неправильно оценены, то есть, забракованы, а бракованные пропущены как годные. Такое сочетание погрешности измерений и истинного размера контролируемой детали является случайным событием, при котором погрешность измерений накладывается на погрешность изготовления детали и оказывает влияние на достоверность результатов измерений и контроля деталей, в том числе в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп. Из чего следует, что точность изготовления и обработки деталей зависит от точности применяемых универсальных средств измерений, а необходимым условием их выбора и назначения допускаемой погрешности измерений (δизм) является определение предельных размеров, по которым производится приемочный контроль и прогнозирование вероятностного появления погрешностей разбраковки в партиях деталей с определением процентного соотношения неправильно принятых (α1), неправильно забракованных (β1) деталей и вероятностного предельного значения (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей, а также разбиение допусков действительных размеров на равное число размерных групп для поступления на сборку равного количества деталей в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп.
Исходя из условия, что случайная величина  не принимает значений, которые бы отличались по абсолютной величине более чем 3⋅σ от среднего арифметического
не принимает значений, которые бы отличались по абсолютной величине более чем 3⋅σ от среднего арифметического  в пределах границ доверительного интервала
в пределах границ доверительного интервала  то применительно для размещенной на интервале
то применительно для размещенной на интервале  выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы (фиг. 1) наблюдаемое расхождение разностей
выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы (фиг. 1) наблюдаемое расхождение разностей  в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, средних арифметических
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, средних арифметических  распределенных с точностью εk по нормальному закону однородных выборочных совокупностей
распределенных с точностью εk по нормальному закону однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями
результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями 
 и совпадающими с верхней и нижней приемочными границами xi, xi-1, размещенной на интервале
и совпадающими с верхней и нижней приемочными границами xi, xi-1, размещенной на интервале  выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенными центрами рассеивания
выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенными центрами рассеивания 

где  - эмпирическая дисперсия разности
- эмпирическая дисперсия разности  средних арифметических
средних арифметических  однородных выборочных совокупностей
однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей Nk и наблюдаемого в пределах размещенной на интервале
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей Nk и наблюдаемого в пределах размещенной на интервале  выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы расхождения разности
выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы расхождения разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с верхней приемочной границей
и совпадающим с верхней приемочной границей  размещенной на интервале
размещенной на интервале  выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания
выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания  среднего арифметического
среднего арифметического  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk;
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk;
 - задаваемое функцией Лапласа наблюдаемое в пределах размещенной на интервале
- задаваемое функцией Лапласа наблюдаемое в пределах размещенной на интервале  выше середины допуска Ec(IT) действительных размеров k-ой крайней размерной группы расхождение разности
выше середины допуска Ec(IT) действительных размеров k-ой крайней размерной группы расхождение разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с верхней приемочной границей
и совпадающим с верхней приемочной границей  размещенной на интервале
размещенной на интервале  выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания
выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания  среднего арифметического
среднего арифметического  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk.
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk.
Из чего следует, что для размещенной на интервале  выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы (фиг. 1) наблюдаемое расхождение разности
выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы (фиг. 1) наблюдаемое расхождение разности  в сравнении со средним арифметическим , однородной выборочной совокупности
в сравнении со средним арифметическим , однородной выборочной совокупности  результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с верхней приемочной границей
и совпадающим с верхней приемочной границей  размещенной на интервале
размещенной на интервале  выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания
выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания  среднего арифметического
среднего арифметического  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk влияет на появление в пределах возникающей на интервале
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk влияет на появление в пределах возникающей на интервале  выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы вероятностной ошибки второго рода в случае ошибочного принятия некоторых годных деталей бракованными (β1) смещения мгновенного центра рассеивания
выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы вероятностной ошибки второго рода в случае ошибочного принятия некоторых годных деталей бракованными (β1) смещения мгновенного центра рассеивания  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  задаваемого в виде замыкающего звена размерной цепи абсолютной алгебраической разностью между координатой центра группирования действительного поля рассеивания
задаваемого в виде замыкающего звена размерной цепи абсолютной алгебраической разностью между координатой центра группирования действительного поля рассеивания  плотности вероятности совокупности средней
плотности вероятности совокупности средней  размещенной на интервале
размещенной на интервале  выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы и ее координатой середины допуска Eck(IT) действительных размеров
выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы и ее координатой середины допуска Eck(IT) действительных размеров

где  - вероятностная ошибка второго рода в случае ошибочного принятия некоторых годных деталей бракованными (β1), возникающая в пределах размещенной на интервале
- вероятностная ошибка второго рода в случае ошибочного принятия некоторых годных деталей бракованными (β1), возникающая в пределах размещенной на интервале  выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы от наблюдаемого расхождения разности
выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы от наблюдаемого расхождения разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с верхней приемочной границей
и совпадающим с верхней приемочной границей  размещенной на интервале
размещенной на интервале  выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания
выше середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания  среднего арифметического
среднего арифметического  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk.
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk.
Для размещенной на интервале  ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы (фиг. 1) наблюдаемое расхождение разностей
ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы (фиг. 1) наблюдаемое расхождение разностей 
 в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, средних арифметических
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, средних арифметических  распределенных с точностью εk по нормальному закону однородных выборочных совокупностей
распределенных с точностью εk по нормальному закону однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями
результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями 
 и совпадающими с верхней и нижней приемочными границами xi, xi-1, размещенной на интервале
и совпадающими с верхней и нижней приемочными границами xi, xi-1, размещенной на интервале  ниже середины допуска Ec(IT) действительных размеров k-ой крайней размерной группы мгновенными центрами рассеивания
ниже середины допуска Ec(IT) действительных размеров k-ой крайней размерной группы мгновенными центрами рассеивания 
где  - эмпирическая дисперсия разности
- эмпирическая дисперсия разности  средних арифметических
средних арифметических  однородных выборочных совокупностей
однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей Nk и наблюдаемого в пределах размещенной на интервале
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей Nk и наблюдаемого в пределах размещенной на интервале  ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы расхождения разности
ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы расхождения разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, среднего арифметического
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, среднего арифметического  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с нижней приемочной границей
и совпадающим с нижней приемочной границей  размещенной на интервале
размещенной на интервале  ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания
ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания  ;
;
 - задаваемое функцией Лапласа наблюдаемое в пределах размещенной на интервале
- задаваемое функцией Лапласа наблюдаемое в пределах размещенной на интервале  ниже середины допуска Ec(IT) действительных размеров k-ой крайней размерной группы расхождение разности
ниже середины допуска Ec(IT) действительных размеров k-ой крайней размерной группы расхождение разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  , полученной посредством объединения композиций однородных выборочных совокупностей
, полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, среднего арифметического
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, среднего арифметического  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с нижней приемочной границей
и совпадающим с нижней приемочной границей  размещенной на интервале
размещенной на интервале  ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания
ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания  .
.
Из чего следует, что применительно для размещенной на интервале  ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы (фиг. 1) наблюдаемое расхождение разности
ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы (фиг. 1) наблюдаемое расхождение разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, среднего арифметического
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, среднего арифметического  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с нижней приемочной границей
и совпадающим с нижней приемочной границей  размещенной на интервале
размещенной на интервале  ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания
ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания  влияет на появление в пределах возникающей на интервале
влияет на появление в пределах возникающей на интервале  ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы вероятностной ошибки первого рода в случае ошибочного принятия некоторых бракованных деталей годными (α1) смещения мгновенного центра рассеивания
ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы вероятностной ошибки первого рода в случае ошибочного принятия некоторых бракованных деталей годными (α1) смещения мгновенного центра рассеивания  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  задаваемого в виде замыкающего звена размерной цепи абсолютной алгебраической разностью между координатой центра группирования действительного поля рассеивания
задаваемого в виде замыкающего звена размерной цепи абсолютной алгебраической разностью между координатой центра группирования действительного поля рассеивания  плотности вероятности совокупности средней
плотности вероятности совокупности средней  размещенной на интервале
размещенной на интервале  ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы и ее координатой середины допуска Eck(IT) действительных размеров
ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы и ее координатой середины допуска Eck(IT) действительных размеров

где  - вероятностная ошибка первого рода в случае ошибочного принятия некоторых бракованных деталей годными (α1), возникающая в пределах размещенной на интервале
- вероятностная ошибка первого рода в случае ошибочного принятия некоторых бракованных деталей годными (α1), возникающая в пределах размещенной на интервале  ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы от наблюдаемого расхождения разности
ниже середины допуска Ес(IT) действительных размеров k-ой крайней размерной группы от наблюдаемого расхождения разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, среднего арифметического
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, среднего арифметического  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с нижней приемочной границей
и совпадающим с нижней приемочной границей  размещенной на интервале
размещенной на интервале  ниже середины допуска Ec(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания
ниже середины допуска Ec(IT) действительных размеров k-ой крайней размерной группы мгновенным центром рассеивания
Для размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы (фиг. 1) наблюдаемое расхождение разностей
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы (фиг. 1) наблюдаемое расхождение разностей 
 в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, средних арифметических
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, средних арифметических  распределенных с точностью εk по нормальному закону однородных выборочных совокупностей
распределенных с точностью εk по нормальному закону однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями
результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями 
 и совпадающими с верхней и нижней приемочными границами xi, xi-1, размещенной на интервалах
и совпадающими с верхней и нижней приемочными границами xi, xi-1, размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы мгновенными центрами рассеивания
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы мгновенными центрами рассеивания 
где  - эмпирическая дисперсия разности
- эмпирическая дисперсия разности  средних арифметических
средних арифметических  однородных выборочных совокупностей
однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей Nk и наблюдаемого в пределах размещенной на интервалах
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей Nk и наблюдаемого в пределах размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы расхождения разности
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы расхождения разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с верхней приемочной границей
и совпадающим с верхней приемочной границей  размещенной на интервалах
размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы мгновенным центром рассеивания
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы мгновенным центром рассеивания  среднего арифметического
среднего арифметического  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk;
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk;
 - эмпирическая дисперсия разности
- эмпирическая дисперсия разности  средних арифметических
средних арифметических  однородных выборочных совокупностей
однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей Nk и наблюдаемого в пределах размещенной на интервалах
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей Nk и наблюдаемого в пределах размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы расхождения разности
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы расхождения разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, среднего арифметического
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, среднего арифметического  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с нижней приемочной границей
и совпадающим с нижней приемочной границей  размещенной на интервалах
размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы мгновенным центром рассеивания
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы мгновенным центром рассеивания  ;
;
 - задаваемое функцией Лапласа наблюдаемое в пределах размещенной на интервалах
- задаваемое функцией Лапласа наблюдаемое в пределах размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы расхождение разности
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы расхождение разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с верхней приемочной границей
и совпадающим с верхней приемочной границей  размещенной на интервалах
размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы мгновенным центром рассеивания
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы мгновенным центром рассеивания  среднего арифметического
среднего арифметического  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk;
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk;
 - задаваемое функцией Лапласа наблюдаемое в пределах размещенной на интервалах
- задаваемое функцией Лапласа наблюдаемое в пределах размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы расхождение разности
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы расхождение разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, среднего арифметического
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, среднего арифметического  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с нижней приемочной границей
и совпадающим с нижней приемочной границей  , размещенной в пределах интервалов
, размещенной в пределах интервалов 
 допусков Ec(IT) действительных размеров k-ой промежуточной размерной группы мгновенным центром рассеивания
допусков Ec(IT) действительных размеров k-ой промежуточной размерной группы мгновенным центром рассеивания  .
.
Из чего следует, что применительно для размещенной в пределах интервалов 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы (фиг. 1) наблюдаемое расхождение разностей
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы (фиг. 1) наблюдаемое расхождение разностей 
 в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, средних арифметических
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, средних арифметических  распределенных с точностью εk по нормальному закону однородных выборочных совокупностей
распределенных с точностью εk по нормальному закону однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями
результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями 
 и совпадающими с верхней и нижней приемочными границами xi, xi-1, размещенной на интервалах
и совпадающими с верхней и нижней приемочными границами xi, xi-1, размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы мгновенными центрами рассеивания
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы мгновенными центрами рассеивания  влияет на появление в пределах возникающей на интервалах
влияет на появление в пределах возникающей на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы суммы вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованных деталей годными (α1) и некоторых годных деталей бракованными (β1) смещения мгновенного центра рассеивания
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы суммы вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованных деталей годными (α1) и некоторых годных деталей бракованными (β1) смещения мгновенного центра рассеивания  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  задаваемого в виде замыкающего звена размерной цепи абсолютной алгебраической разностью между координатой центра группирования действительного поля рассеивания
задаваемого в виде замыкающего звена размерной цепи абсолютной алгебраической разностью между координатой центра группирования действительного поля рассеивания  плотности вероятности совокупности средней
плотности вероятности совокупности средней  размещенной на интервалах
размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы и ее координатой середины допуска Eck(IT) действительных размеров
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы и ее координатой середины допуска Eck(IT) действительных размеров

где  - сумма вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованных деталей годными (α1) и некоторых годных - бракованными (β1), возникающая в пределах размещенной на интервалах
- сумма вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованных деталей годными (α1) и некоторых годных - бракованными (β1), возникающая в пределах размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы от наблюдаемого расхождения разностей
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы от наблюдаемого расхождения разностей 
 в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, средних арифметических
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1k, n2k в партии деталей Nk, средних арифметических  распределенных с точностью εk по нормальному закону однородных выборочных совокупностей
распределенных с точностью εk по нормальному закону однородных выборочных совокупностей 
 результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями
результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями 
 и совпадающими с верхней и нижней приемочными границами xi, xi-1, размещенной на интервалах
и совпадающими с верхней и нижней приемочными границами xi, xi-1, размещенной на интервалах 
 допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы мгновенными центрами рассеивания
допусков Ес(IT) действительных размеров k-ой промежуточной размерной группы мгновенными центрами рассеивания  .
.
Из чего следует, что для устранения возникающих с появлением областей вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованных деталей годными (α1) и некоторых годных - бракованными (β1) неучтенных смещений центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IT) действительных размеров, реальные групповые зазоры и натяги в сопряжениях необходимо уменьшать посредством сужения допусков для крайних размерных групп по одной приемочной границе, а для промежуточных - для обеих на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IT) действительных размеров, реальные групповые зазоры и натяги в сопряжениях необходимо уменьшать посредством сужения допусков для крайних размерных групп по одной приемочной границе, а для промежуточных - для обеих на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса так, что с уменьшением реальных групповых зазоров и натягов в сопряжениях посредством сужения допусков промежуточных и крайних одноименных размерных групп, групповые зазоры и натяги в сопряжениях размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов
при неизвестной точности технологического процесса так, что с уменьшением реальных групповых зазоров и натягов в сопряжениях посредством сужения допусков промежуточных и крайних одноименных размерных групп, групповые зазоры и натяги в сопряжениях размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних одноименных размерных групп цилиндрического внутреннего и наружного элементов, уменьшенные посредством сужения групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
TDk=(Dmax k-ECED)-Dmin k, Tdk=(dmax k-ECEd)-dmin k - групповые допуски размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов, задаваемые алгебраической разностью между верхним и нижним k-ыми предельными размерами с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - задаваемые полусуммой предельных отклонений координаты середины групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- задаваемые полусуммой предельных отклонений координаты середины групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Sck=Eck-eck - средний групповой зазор, задаваемый алгебраической разностью между координатами середины групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Nck=eck-Eck - средний групповой натяг, задаваемый алгебраической разностью между координатами середины групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического наружного и внутреннего элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов
при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов, уменьшенные посредством сужения групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
TDk=Dmax k-(Dmin k+ECED), Tdk=dmax k-(dmin k+ECEd) - групповые допуски размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов, задаваемые алгебраической разностью между верхним и нижним k-ыми предельными размерами с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - задаваемые полусуммой предельных отклонений координаты середины групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- задаваемые полусуммой предельных отклонений координаты середины групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Sck=Eck-eck - средний групповой зазор, задаваемый алгебраической разностью между координатами середины групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Nck=eck-Eck - средний групповой натяг, задаваемый алгебраической разностью между координатами середины групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического наружного и внутреннего элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов
при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов, уменьшенные посредством сужения групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
TDk=(Dmax k-ECED)-(Dmin k+ECED), Tdk=(dmax k-ECEd)-(dmin k+ECEd) - групповые допуски k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов, задаваемые алгебраической разностью между верхним и нижним k-ыми предельными размерами с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;

 - задаваемые полусуммой предельных отклонений координаты середины групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- задаваемые полусуммой предельных отклонений координаты середины групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Sck=Eck-eck - средний групповой зазор, задаваемый алгебраической разностью между координатами середины групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Nck=eck-Eck - средний групповой натяг, задаваемый алгебраической разностью между координатами середины групповых допусков k-ых промежуточных одноименных размерных групп цилиндрического наружного и внутреннего элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях k-ых средних размерных групп цилиндрического внутреннего и наружного элементов
при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях k-ых средних размерных групп цилиндрического внутреннего и наружного элементов
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях k-ых средних размерных групп цилиндрического внутреннего и наружного элементов; TDk=Dmin k, Tdk=dmax k-dmin k - групповые допуски, задаваемые алгебраической разностью между верхним и нижним k-ыми предельными размерами k-ых средних размерных групп цилиндрического внутреннего и наружного элементов;
 - задаваемые полусуммой предельных отклонений координаты середины групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов;
- задаваемые полусуммой предельных отклонений координаты середины групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов;
Sck=Eck-eck - средний групповой зазор, задаваемый алгебраической разностью между координатами середины групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов;
Nck=eck-Eck - средний групповой натяг, задаваемый алгебраической разностью между координатами середины групповых допусков k-ых средних размерных групп цилиндрического наружного и внутреннего элементов;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов.
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов.
Таким образом, предложенный способ позволяет обеспечить поступление на сборку равное количество деталей в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп, например, при сборке таких деталей как гильз цилиндров, поршней, поршневых пальцев, подшипниковой втулки, размещенной в верхней головке шатунов, коренных и шатунных шеек коленчатого вала и их вкладышей, цилиндров гидровакуумного усилителя и клапана управления и их поршней, балки передней оси и шкворня поворотной цапфы, главного тормозного цилиндра и его поршня, втулки картера рулевого механизма и вала рулевой сошки, шипов крестовины, подшипниковой втулки сателлитов и чашек коробки дифференциала, тел качения при их установке в подшипниках качения.
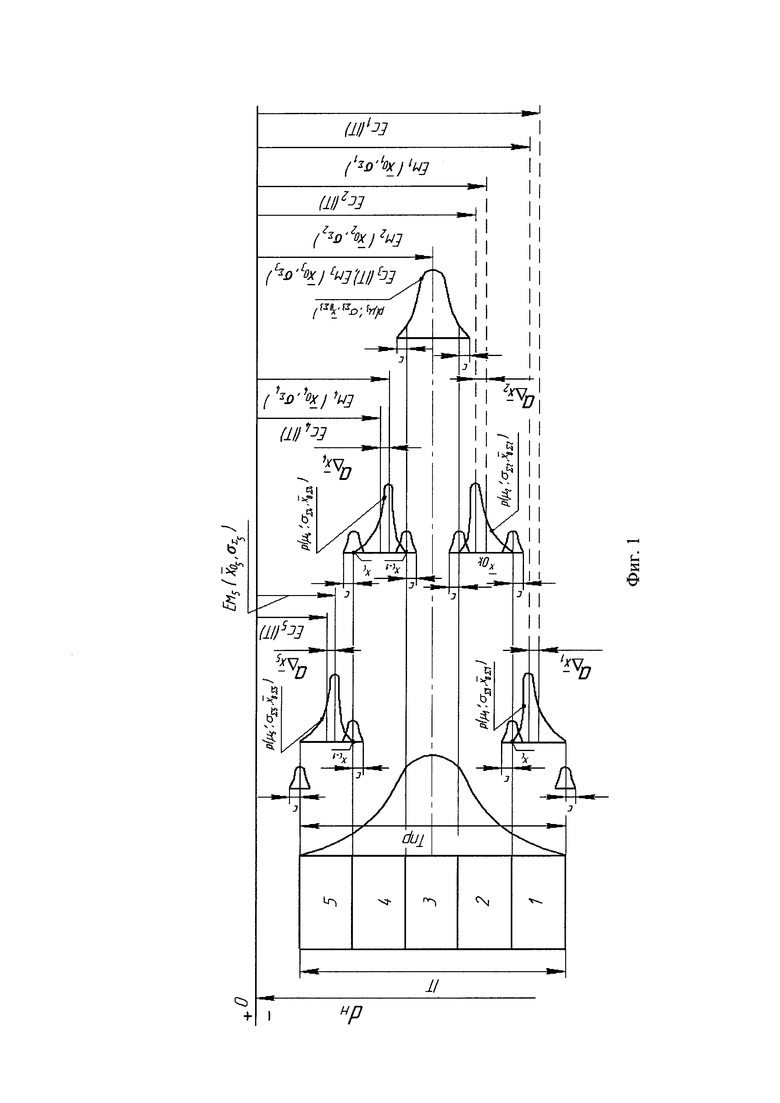
Изобретение относится к машиностроению, в частности к измерительной технике, и может быть использовано для поступления на сборку равного количества деталей в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп. Предложенный способ может быть применен при сборке таких деталей как гильз цилиндров, поршней, поршневых пальцев, подшипниковой втулки, размещенной в верхней головке шатунов, коренных и шатунных шеек коленчатого вала и их вкладышей, цилиндров гидровакуумного усилителя и клапана управления и их поршней, балки передней оси и шкворня поворотной цапфы, главного тормозного цилиндра и его поршня, втулки картера рулевого механизма и вала рулевой сошки, шипов крестовины, подшипниковой втулки сателлитов и чашек коробки дифференциала, тел качения при их установке в подшипниках качения. 3 ил.
Способ сборки равного количества деталей при комплектовании и подборе сортировкой их на равное число размерных групп, включающий разбиение допусков действительных размеров на равное число размерных групп, комплектование и подбор деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерных группам так, что наибольшие групповые зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к тому среднему зазору или натягу, что соответствует серединам допусков действительных размеров, отличающийся тем, что изначально уменьшают допуски для крайних размерных групп по одной приемочной границе, а для промежуточных - для обеих на вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса, чем исключаются смещения центров группирования
при неизвестной точности технологического процесса, чем исключаются смещения центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IT) действительных размеров с уменьшением реальных групповых зазоров и натягов в сопряжениях посредством сужения допусков промежуточных и крайних одноименных размерных групп так, что групповые зазоры и натяги в сопряжениях размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов
допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IT) действительных размеров с уменьшением реальных групповых зазоров и натягов в сопряжениях посредством сужения допусков промежуточных и крайних одноименных размерных групп так, что групповые зазоры и натяги в сопряжениях размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних одноименных размерных групп цилиндрического внутреннего и наружного элементов, уменьшенные посредством сужения групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
TDk=(Dmax k-ECED)-Dmin k, Tdk=(dmax k-ECEd)-dmin k - групповые допуски размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов, задаваемые алгебраической разностью между верхним и нижним k-ыми предельными размерами с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - задаваемые полусуммой предельных отклонений координаты середины групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- задаваемые полусуммой предельных отклонений координаты середины групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Sck=Eck-eck - средний групповой зазор, задаваемый алгебраической разностью между координатами середины групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Nck=eck-Eck - средний групповой натяг, задаваемый алгебраической разностью между координатами середины групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического наружного и внутреннего элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков размещенных выше середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно верхней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов
при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов, уменьшенные посредством сужения групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
TDk=Dmax k-(Dmin k+ECED), Tdk=dmax k-(dmin k+ECEd) - групповые допуски размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов, задаваемые алгебраической разностью между верхним и нижним k-ыми предельными размерами с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - задаваемые полусуммой предельных отклонений координаты середины групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- задаваемые полусуммой предельных отклонений координаты середины групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Sck=Eck-eck - средний групповой зазор, задаваемый алгебраической разностью между координатами середины групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Nck=eck-Eck - средний групповой натяг, задаваемый алгебраической разностью между координатами середины групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического наружного и внутреннего элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков размещенных ниже середины допуска Ес(IT) действительных размеров k-ых крайних размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно нижней приемочной границы на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов
при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов
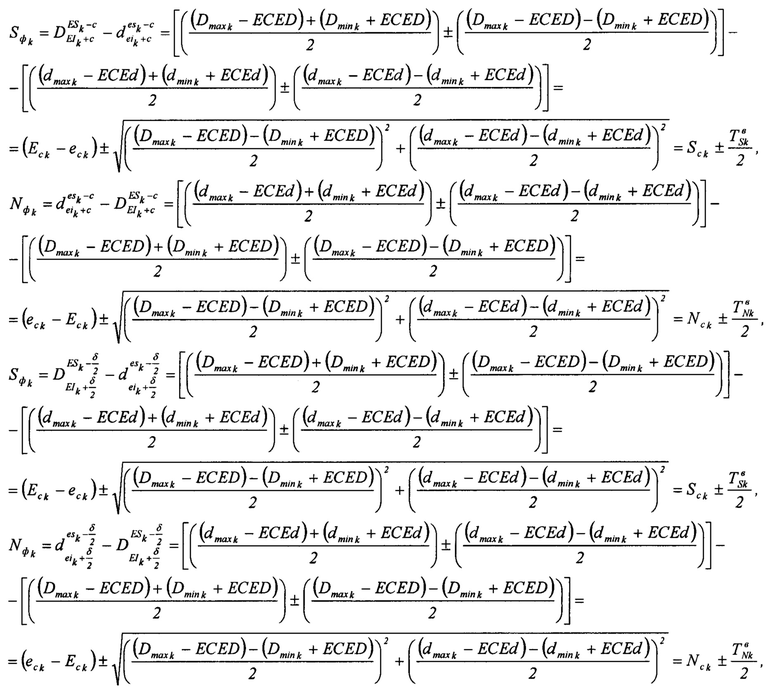
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов, уменьшенные посредством сужения групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
TD=(Dmax k-ECED)-(Dmin k+ECED) Tdk=(dmax k-ECEd)-(dmin k+ECEd) - групповые допуски k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов, задаваемые алгебраической разностью между верхним и нижним k-ыми предельными размерами с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;

 - задаваемые полусуммой предельных отклонений координаты середины групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- задаваемые полусуммой предельных отклонений координаты середины групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Sck=Eck-eck - средний групповой зазор, задаваемый алгебраической разностью между координатами середины групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
Nck=eck-Eck - средний групповой натяг, задаваемый алгебраической разностью между координатами середины групповых допусков k-ых промежуточных одноименных размерных групп цилиндрического наружного и внутреннего элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса;
при неизвестной точности технологического процесса;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков k-ых промежуточных размерных групп цилиндрического внутреннего и наружного элементов с изначальным сужением групповых допусков относительно обеих приемочных границ на соответствующее отклонению формы реальных поверхностей (ECED, ECEd) вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение половины допускаемой погрешности измерений  при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях k-ых средних размерных групп цилиндрического внутреннего и наружного элементов
при неизвестной точности технологического процесса, групповые зазоры и натяги в сопряжениях k-ых средних размерных групп цилиндрического внутреннего и наружного элементов
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях k-ых средних размерных групп цилиндрического внутреннего и наружного элементов; TDk=Dmax k-Dmin k, Tdk=dmax k-dmin k - групповые допуски, задаваемые алгебраической разностью между верхним и нижним k-ыми предельными размерами k-ых средних размерных групп цилиндрического внутреннего и наружного элементов;
 - задаваемые полусуммой предельных отклонений координаты середины групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов;
- задаваемые полусуммой предельных отклонений координаты середины групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов;
Sck=Eck-eck - средний групповой зазор, задаваемый алгебраической разностью между координатами середины групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов;
Nck=eck-Eck - средний групповой натяг, задаваемый алгебраической разностью между координатами середины групповых допусков k-ых средних размерных групп цилиндрического наружного и внутреннего элементов;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов.
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением групповых допусков k-ых средних размерных групп цилиндрического внутреннего и наружного элементов.
| СПОСОБ КОМПЛЕКТОВАНИЯ МНОГООПОРНОГО УЗЛА ПОДДЕРЖКИ КОЛЕНЧАТОГО ВАЛА | 2011 |
|
RU2469219C1 |
| СПОСОБ КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ПРИ СЕЛЕКТИВНОЙ СБОРКЕ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1998 |
|
RU2141582C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СЕЛЕКТИВНОГО КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ДЛЯ СБОРКИ ПОДШИПНИКОВ КАЧЕНИЯ | 1991 |
|
RU2025594C1 |
| Режущее устройство | 1988 |
|
SU1602840A1 |
| US 6984070 B2, 10.01.2006. | |||

