Изобретение относится к машиностроению, в частности к измерительной технике и может быть использовано для проведения измерений и контроля деталей, в том числе в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам.
Известно, что обеспечение заданной точности при отсутствии точной обработки деталей достигается применением селективной сборки [А.И. Якушев Взаимозаменяемость, стандартизация и технические измерения - М.: Машиностроение, 1979, С. 211] посредством комплектования и подбора деталей, изготовленных со сравнительно расширенными допусками действительных размеров сортировкой их на равное число размерных групп с более узкими групповыми допусками с последующей сборкой по одноименным размерным группам так, что наибольшие групповые зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к тому среднему зазору или натягу, что соответствует серединам допусков действительных размеров.
Известный способ не позволяет обеспечить поступление на сборку по одноименным размерным группам равного количества деталей одной размерной группы в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп, поскольку из-за влияния отклонений формы реальных поверхностей возникает смещение центра группирования  допусков действительных размеров, а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам - неучтенные смещения центров группирования
допусков действительных размеров, а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам - неучтенные смещения центров группирования допусков промежуточных и крайних размерных групп по отношению к середине Ес(IT) допуска действительных размеров, что создает условия для так называемого незавершенного производства, когда становится невозможным использовать все поступающие на сборку детали.
допусков промежуточных и крайних размерных групп по отношению к середине Ес(IT) допуска действительных размеров, что создает условия для так называемого незавершенного производства, когда становится невозможным использовать все поступающие на сборку детали.
Известно, что точность изготовления и обработки деталей проверяется нахождением применительно для каждой детали наибольшего и наименьшего размеров при их дальнейшем рассмотрении как пределов максимума и минимума материала, применяемых при контроле деталей предельными калибрами путем задания производственного допуска Тпр [Ю.В. Димов Метрология, стандартизация и сертификация - СПб.: Питер, 2004, С. 245] посредством совмещения приемочных границ (ПГmax, ПГmin) с предельными размерами, по которым с установленным влиянием допускаемой погрешности измерений (δизм) на результат разбраковки производится приемочный контроль годных деталей, либо смещением внутрь установленных допуском размера IT приемочных границ на вероятностное предельное значение (с) выхода размера за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса Тпр=IT-2⋅с, либо на значение половины допускаемой погрешности измерений при неизвестной точности технологического процесса Тпр=IT-δизм.
при неизвестной точности технологического процесса Тпр=IT-δизм.
Известный способ контроля годности деталей не позволяет обеспечить поступление на сборку по одноименным размерным группам равного количества деталей одной размерной группы в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп, поскольку действительные размеры деталей, признанные годными, могут выходить за пределы производственного допуска  но не должны выходить за пределы арбитражного допуска
но не должны выходить за пределы арбитражного допуска  увеличенного на смещение приемочных границ относительно предельных отклонений допуска размера или назначение допускаемой погрешности измерений (δизм) при совмещении приемочных границ с предельными размерами, что из-за наличия погрешности измерений влияет на достоверность результатов измерений и контроля деталей, в том числе в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам и может привести к появлению областей вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованных деталей годными (α1), а некоторых годных - бракованными (β1), смещению центра группирования
увеличенного на смещение приемочных границ относительно предельных отклонений допуска размера или назначение допускаемой погрешности измерений (δизм) при совмещении приемочных границ с предельными размерами, что из-за наличия погрешности измерений влияет на достоверность результатов измерений и контроля деталей, в том числе в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам и может привести к появлению областей вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованных деталей годными (α1), а некоторых годных - бракованными (β1), смещению центра группирования  допусков действительных размеров, а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам - к неучтенным смещениям центров группирования
допусков действительных размеров, а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам - к неучтенным смещениям центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине Ес(IT) допуска действительных размеров.
допусков промежуточных и крайних размерных групп по отношению к середине Ес(IT) допуска действительных размеров.
Техническим результатом изобретения является обеспечение поступления на сборку по одноименным размерным группам равного количества деталей одной размерной группы в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп.
Указанный технический результат достигается тем, что в способе сборки по одноименным размерным группам равного количества деталей одной размерной группы, включающем разбиение допусков действительных размеров на равное число размерных групп, комплектование и подбор деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерных группам так, что наибольшие групповые зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к тому среднему зазору или натягу, что соответствует серединам допусков действительных размеров, изначально уменьшают допуски действительных размеров относительно непроходного предела на удвоенное вероятностное предельное значение выхода размера (с) за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение допускаемой погрешности измерений (δизм) при неизвестной точности технологического процесса, что влияет на уменьшение реальных зазоров и натягов в сопряжениях посредством сужения допусков действительных размеров на допуск формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении




где Sф, Nф - реальные зазоры и натяги в сопряжениях, уменьшенные посредством сужения допусков действительных размеров на допуск формы реальных поверхностей TCEd=Tфd(2Δфd), TCED=TфD(2ΔфD) в диаметральном выражении;
Dmmc, Dlmc - предел максимума и минимума материала, ограничивающие относительно непроходного предела влияющий на сужение допусков действительных размеров цилиндрических внутренних элементов допуск формы реальных поверхностей TCED=ТфD(2ΔфD) в диаметральном выражении;
dMMC, dLMC - предел максимума и минимума материала, ограничивающие относительно непроходного предела влияющий на сужение допусков действительных размеров цилиндрических наружных элементов допуск формы реальных поверхностей TCEd=Тфd(2Δфd) в диаметральном выражении;
 - задаваемый для цилиндрического внутреннего элемента абсолютной алгебраической разностью между пределом максимума и минимума материала допуск формы реальных поверхностей в диаметральном выражении;
- задаваемый для цилиндрического внутреннего элемента абсолютной алгебраической разностью между пределом максимума и минимума материала допуск формы реальных поверхностей в диаметральном выражении;
TCEd (2ECEd)=Тфd(2Δфd)=dMMC-dLMC - задаваемый для цилиндрического наружного элемента алгебраической разностью между пределом максимума и минимума материала допуск формы реальных поверхностей в диаметральном выражении;
TD=DMMC-Dmin, Td=dmax-dMMC - допуски действительных размеров, задаваемые с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении для цилиндрического внутреннего элемента алгебраической разностью между пределом максимума материала DMMC и нижним предельным размером отверстия Dmin, а для цилиндрического наружного элемента алгебраической разностью между верхним предельным размером вала dmax и пределом максимума материала dMMC;
 - вероятностный допуск посадки, задаваемый среднеквадратическим сложением допусков действительных размеров с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=TфD(2ΔфD) в диаметральном выражении;
- вероятностный допуск посадки, задаваемый среднеквадратическим сложением допусков действительных размеров с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=TфD(2ΔфD) в диаметральном выражении;
 - задаваемые полусуммой предельных отклонений координаты середины допусков действительных размеров цилиндрического внутреннего и наружного элементов с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении;
- задаваемые полусуммой предельных отклонений координаты середины допусков действительных размеров цилиндрического внутреннего и наружного элементов с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении;
Sc=Ec-ec - средний зазор, задаваемый алгебраической разностью между координатами середины допусков действительных размеров цилиндрического внутреннего и наружного элементов с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении;
Nc=ec-Ec - средний натяг, задаваемый алгебраической разностью между координатами середины допусков действительных размеров цилиндрического наружного и внутреннего элементов с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD), в диаметральном выражении, чем исключается смещение центра группирования  допусков действительных размеров, а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам исключаются смещения центров группирования
допусков действительных размеров, а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам исключаются смещения центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IT) действительных размеров, что позволяет обеспечить постоянство групповых зазоров и натягов в сопряжениях при переходе от одной размерной группы к другой
допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IT) действительных размеров, что позволяет обеспечить постоянство групповых зазоров и натягов в сопряжениях при переходе от одной размерной группы к другой


где Sфк, Nфk - групповые зазоры и натяги в сопряжениях, задаваемые с постоянством при переходе от одной размерной группы к другой при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении;
 - групповые допуски одноименных размерных групп цилиндрического внутреннего и наружного элементов, задаваемые при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении;
- групповые допуски одноименных размерных групп цилиндрического внутреннего и наружного элементов, задаваемые при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении;
 - задаваемое при разбиении допусков действительных размеров число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении;
- задаваемое при разбиении допусков действительных размеров число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении;
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении;
S=Е-еck - средний групповой зазор, задаваемый с постоянством при переходе от одной размерной группы к другой алгебраической разностью между координатами середины k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении;
N=еck-Еck - средний групповой натяг, задаваемый с постоянством при переходе от одной размерной группы к другой алгебраической разностью между координатами середины k-ых групповых допусков одноименных размерных групп цилиндрического наружного и внутреннего элементов при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении;
 - задаваемые полусуммой предельных отклонений координаты середины k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное k число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении, с расширением допусков действительных размеров лишь за счет уменьшения допуска формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении, потому как ограниченные допуском размера отклонения формы реальной поверхности (ЕСЕ) отсчитываются от базовой поверхности формы и в зависимости от вида поверхности оцениваются комплексными и элементными параметрами геометрической точности формы, уменьшая допуски действительных размеров на допуск формы реальных поверхностей, ограничивающий в диаметральном выражении отклонения формы областью в пространстве или на плоскости, внутри которой находится точки реальной поверхности или профиля так, что за наибольший допустимый размер вала dДmax принимается диаметр описанного прилегающего цилиндра вращения наименьшего возможного радиуса, который бы касался наиболее выступающих точек реальной наружной цилиндрической поверхности вращения и был не больше предела максимума материала dДmax≤dMMC, dMMC≥dmin+2Δфd и верхнего предельного размера вала dДmax≤dmax, а наименьший действительный размер вала dДmin оценивается отклонениями формы, ограниченными допуском формы реальной наружной цилиндрической поверхности вращения dДmin=dДmax-2Δфd, принимая за наименьший допустимый размер вала dДmin размер, измеренный по двухконтактной схеме универсальным средством измерений, который должен быть не меньше предела минимума материала dДmin≥dLMC или нижнего предельного размера вала dДmin≥dmin при условии, что за наименьший допустимый размер отверстия DДmin принимается диаметр вписанного прилегающего цилиндра вращения наибольшего возможного радиуса, который бы касался наиболее выступающих точек реальной внутренней цилиндрической поверхности вращения и был не меньше предела максимума материала DДmin≥DMMC, DMMC≤Dmax-2ΔфD и нижнего предельного размера отверстия DДmin≥Dmin, а наибольший действительный размер отверстия DДmax оценивается отклонениями формы, ограниченными допуском формы реальной внутренней цилиндрической поверхности вращения DДmax=DДmin+2ΔфD, принимая за наибольший допустимый размер отверстия DДmax размер, измеренный по двухконтактной схеме универсальным средством измерений, который должен быть не больше предела минимума материала DДmax≤DLMC или верхнего предельного размера отверстия DДmax≤Dmax
- задаваемые полусуммой предельных отклонений координаты середины k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное k число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении, с расширением допусков действительных размеров лишь за счет уменьшения допуска формы реальных поверхностей TCEd=Tфd(2Δфd), tced=TфD(2ΔфD) в диаметральном выражении, потому как ограниченные допуском размера отклонения формы реальной поверхности (ЕСЕ) отсчитываются от базовой поверхности формы и в зависимости от вида поверхности оцениваются комплексными и элементными параметрами геометрической точности формы, уменьшая допуски действительных размеров на допуск формы реальных поверхностей, ограничивающий в диаметральном выражении отклонения формы областью в пространстве или на плоскости, внутри которой находится точки реальной поверхности или профиля так, что за наибольший допустимый размер вала dДmax принимается диаметр описанного прилегающего цилиндра вращения наименьшего возможного радиуса, который бы касался наиболее выступающих точек реальной наружной цилиндрической поверхности вращения и был не больше предела максимума материала dДmax≤dMMC, dMMC≥dmin+2Δфd и верхнего предельного размера вала dДmax≤dmax, а наименьший действительный размер вала dДmin оценивается отклонениями формы, ограниченными допуском формы реальной наружной цилиндрической поверхности вращения dДmin=dДmax-2Δфd, принимая за наименьший допустимый размер вала dДmin размер, измеренный по двухконтактной схеме универсальным средством измерений, который должен быть не меньше предела минимума материала dДmin≥dLMC или нижнего предельного размера вала dДmin≥dmin при условии, что за наименьший допустимый размер отверстия DДmin принимается диаметр вписанного прилегающего цилиндра вращения наибольшего возможного радиуса, который бы касался наиболее выступающих точек реальной внутренней цилиндрической поверхности вращения и был не меньше предела максимума материала DДmin≥DMMC, DMMC≤Dmax-2ΔфD и нижнего предельного размера отверстия DДmin≥Dmin, а наибольший действительный размер отверстия DДmax оценивается отклонениями формы, ограниченными допуском формы реальной внутренней цилиндрической поверхности вращения DДmax=DДmin+2ΔфD, принимая за наибольший допустимый размер отверстия DДmax размер, измеренный по двухконтактной схеме универсальным средством измерений, который должен быть не больше предела минимума материала DДmax≤DLMC или верхнего предельного размера отверстия DДmax≤Dmax
dMMC≥dmin+2Δфd, dLMC≤dДmax-2Δфd, dДmin≥dmin, dДmax≤dmax,
DMMC≤Dmax-2ΔфD, DLMC≥DДmin+2ΔфD, DДmin≥Dmin, DДmax≤Dmax.
Сущность технического решения поясняется чертежами, где
- на фиг. 1 приведена схема нахождения погрешности формы реальной поверхности вращения в диаметральном и радиусном выражении при условии размещения прямой r=a⋅x+b по кратчайшему расстоянию относительно хотя бы одной из огибающих линий семейства радиусов реального профиля {r1,r2,…rn} цилиндрической детали;
- на фиг. 2 приведена схема неучтенного смещения центра группирования  действительного поля рассеивания распределенной по нормальному закону плотности вероятности совокупности средней
действительного поля рассеивания распределенной по нормальному закону плотности вероятности совокупности средней  в пределах возникающей за интервалами
в пределах возникающей за интервалами  допусков действительных размеров вероятностной ошибки первого рода в случае ошибочного принятия некоторых бракованных деталей годными (α1);
допусков действительных размеров вероятностной ошибки первого рода в случае ошибочного принятия некоторых бракованных деталей годными (α1);
- на фиг. 3 приведена схема разбиения допусков действительных размеров на равное число размерных групп, приводящая из-за влияния отклонений формы реальных поверхностей к поступлению на сборку по одноименным размерным группам разного количества деталей одной размерной группы в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп;
- на фиг. 4 приведена схема разбиения допусков действительных размеров на равное число размерных групп с изначально исключенным допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении для поступления на сборку по одноименным размерным группам равного количества деталей одной размерной группы в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп;
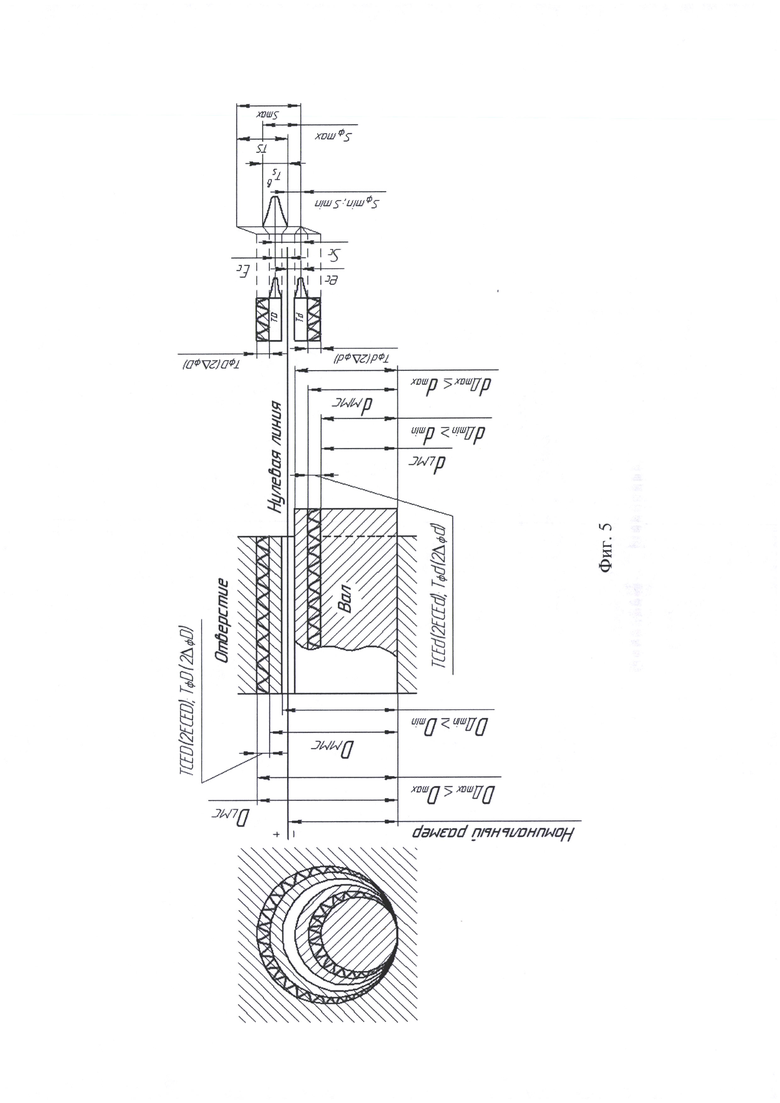
- на фиг. 5 приведена схема уменьшения реальных зазоров и натягов в сопряжениях посредством сужения допусков действительных размеров на допуск формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении.
Способ включает изначальное уменьшение допусков действительных размеров относительно непроходного предела на удвоенное вероятностное предельное значение выхода размера (с) за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение допускаемой погрешности измерений (δизм) при неизвестной точности технологического процесса для исключения смещения центра группирования  допусков действительных размеров (фиг. 2), а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам исключения смещения центров группирования
допусков действительных размеров (фиг. 2), а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам исключения смещения центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине допуска Ее(IT) действительных размеров (фиг. 3), разбиение допусков действительных размеров на равное число размерных групп (фиг. 4), комплектование и подбор деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерных группам равного количества деталей одной размерной группы так, что с уменьшением реальных зазоров и натягов в сопряжениях посредством сужения допусков действительных размеров на допуск формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении наибольшие групповые зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки с постоянством групповых зазоров и натягов в сопряжениях при переходе от одной размерной группы к другой к тому среднему зазору или натягу, что соответствует серединам допусков действительных размеров (фиг. 4). Расширение допусков действительных размеров проводится лишь за счет уменьшения допуска формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении (фиг. 5), потому как ограниченные допуском размера отклонения формы реальной поверхности (ЕСЕ) отсчитываются от базовой поверхности формы и в зависимости от вида поверхности оцениваются комплексными и элементными параметрами геометрической точности формы, уменьшая допуски действительных размеров на допуск формы реальных поверхностей, ограничивающий в диаметральном выражении отклонения формы областью в пространстве или на плоскости, внутри которой находится точки реальной поверхности или профиля установленной по двухконтактной схеме универсальным средством измерений погрешности формы реальных поверхностей ограниченным допуском размера Td, TD в симметричном отношении от среднего диаметра
допусков промежуточных и крайних размерных групп по отношению к середине допуска Ее(IT) действительных размеров (фиг. 3), разбиение допусков действительных размеров на равное число размерных групп (фиг. 4), комплектование и подбор деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерных группам равного количества деталей одной размерной группы так, что с уменьшением реальных зазоров и натягов в сопряжениях посредством сужения допусков действительных размеров на допуск формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении наибольшие групповые зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки с постоянством групповых зазоров и натягов в сопряжениях при переходе от одной размерной группы к другой к тому среднему зазору или натягу, что соответствует серединам допусков действительных размеров (фиг. 4). Расширение допусков действительных размеров проводится лишь за счет уменьшения допуска формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении (фиг. 5), потому как ограниченные допуском размера отклонения формы реальной поверхности (ЕСЕ) отсчитываются от базовой поверхности формы и в зависимости от вида поверхности оцениваются комплексными и элементными параметрами геометрической точности формы, уменьшая допуски действительных размеров на допуск формы реальных поверхностей, ограничивающий в диаметральном выражении отклонения формы областью в пространстве или на плоскости, внутри которой находится точки реальной поверхности или профиля установленной по двухконтактной схеме универсальным средством измерений погрешности формы реальных поверхностей ограниченным допуском размера Td, TD в симметричном отношении от среднего диаметра  случайным рассеиванием ее действительных размеров или допуском формы TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в симметричном отношении от среднего радиуса
случайным рассеиванием ее действительных размеров или допуском формы TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в симметричном отношении от среднего радиуса  вероятностным распределением отклонений ее формы (фиг. 1) при условии размещения прямой r=a⋅x+b по кратчайшему расстоянию относительно хотя бы одной из огибающих линий семейства радиусов реального профиля {r1,r2,…rn} цилиндрической детали.
вероятностным распределением отклонений ее формы (фиг. 1) при условии размещения прямой r=a⋅x+b по кратчайшему расстоянию относительно хотя бы одной из огибающих линий семейства радиусов реального профиля {r1,r2,…rn} цилиндрической детали.
Способ сборки по одноименным размерным группам равного количества деталей одной размерной группы осуществляется следующим образом.
Годность детали невозможно оценить по одному размеру, также как из всей совокупности размеров указать на тот, по которому можно проводить количественную и качественную оценку точности изготовления и обработки детали, поскольку для данной цели требуется нахождение наибольшего, наименьшего и среднего размеров. Погрешность формы реальной поверхности позволяет дать наглядное представление о приближении действительных размеров к заданным по чертежу, но не дает суждение о годности детали и расположении всех ее размеров в пределах допуска, поскольку размеры цилиндрической детали в различных сечениях и точках принимают отличные друг от друга значения (фиг. 1), а переменность текущего радиуса в заданном сечении задается положением осевой и угловой координат. Из чего следует, что точность изготовления и обработки отдельно взятой детали сводится к нахождению по двухконтактной схеме универсальным средством измерений погрешности формы реальной поверхности ограниченным допуском размера Td, TD в симметричном отношении от среднего диаметра  случайным рассеиванием ее действительных размеров или допуском формы TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в симметричном отношении от среднего радиуса
случайным рассеиванием ее действительных размеров или допуском формы TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в симметричном отношении от среднего радиуса  вероятностным распределением отклонений ее формы
вероятностным распределением отклонений ее формы
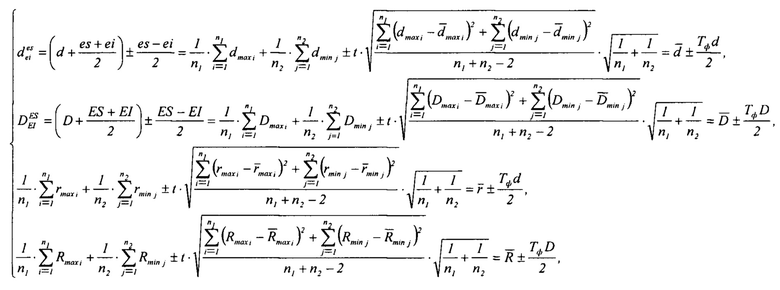
где t - коэффициент функции Лапласа;
n1 n2 - объем выборок по результатам измерений наибольшего и наименьшего размеров размерного элемента в партии деталей N;
 - средний диаметр и средний радиус цилиндрического наружного элемента;
- средний диаметр и средний радиус цилиндрического наружного элемента;
 - средний диаметр и средний радиус цилиндрического внутреннего элемента;
- средний диаметр и средний радиус цилиндрического внутреннего элемента;
 - допуск формы реальной поверхности в диаметральном выражении, задаваемый для цилиндрического внутреннего элемента абсолютной алгебраической разностью между пределом максимума и минимума материала;
- допуск формы реальной поверхности в диаметральном выражении, задаваемый для цилиндрического внутреннего элемента абсолютной алгебраической разностью между пределом максимума и минимума материала;
TCEd(2ECEd)=Tфd(2Δфd)=dMMC-dLMC - допуск формы реальной поверхности в диаметральном выражении, задаваемый для цилиндрического наружного элемента алгебраической разностью между пределом максимума и минимума материала.
Данное утверждение справедливо, если прямая r=а⋅x+b располагается по кратчайшему расстоянию относительно хотя бы одной из огибающих линий семейства радиусов реального профиля {r1,r2,…rn} цилиндрической детали. Для выполнения этого условия необходимо и достаточно, чтобы определитель дифференциала второго порядка для функции  был положительно определенным.
был положительно определенным.
Дифференциал второго порядка для функции 

На основании того, что частные производные уравнения (1) дифференциала второго порядка для функции 



то уравнение (1) дифференциала второго порядка для функции  примет вид
примет вид

Для того, чтобы определитель дифференциала второго порядка для функции  был положительно определенным
был положительно определенным
необходимо и достаточно чтобы угловые миноры были также положительными.
Угловой минор первого порядка положителен  поскольку радиусы {r1,r2,…rn} задаются в различных сечениях относительно одной из огибающих линий реального профиля цилиндрической детали и принимают отличные друг от друга значения.
поскольку радиусы {r1,r2,…rn} задаются в различных сечениях относительно одной из огибающих линий реального профиля цилиндрической детали и принимают отличные друг от друга значения.
Угловой минор второго порядка также положителен
исходя из выполнения неравенства  для n+1
для n+1
поскольку выражения в скобках положительны и представляют собой квадраты разности абсцисс отличных друг от друга радиусов, задаваемых в различных сечениях относительно одной из огибающих линий семейства радиусов реального профиля {r1,r2,…rn} цилиндрической детали.
Из чего следует, что с выполнением условия размещения прямой r=а⋅x+b по кратчайшему расстоянию относительно хотя бы одной из огибающих линий семейства радиусов реального профиля {r1,r2,…rn} цилиндрической детали, установленная по двухконтактной схеме универсальным средством измерений погрешность формы реальной поверхности задается ограниченным допуском размера Td, TD в симметричном отношении от среднего диаметра  случайным рассеиванием ее действительных размеров или допуском формы TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в симметричном отношении от среднего радиуса
случайным рассеиванием ее действительных размеров или допуском формы TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в симметричном отношении от среднего радиуса  , вероятностным распределением отклонений ее формы.
, вероятностным распределением отклонений ее формы.
Случайная величина  не принимает значений, которые бы отличались по абсолютной величине более чем 3⋅σ от среднего арифметического
не принимает значений, которые бы отличались по абсолютной величине более чем 3⋅σ от среднего арифметического  в пределах границ доверительного интервала
в пределах границ доверительного интервала  В связи с чем, надежность а распределенной по закону Гаусса плотности вероятности совокупности средней
В связи с чем, надежность а распределенной по закону Гаусса плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N при заданной точности ε
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N при заданной точности ε
где  - эмпирическая дисперсия разности
- эмпирическая дисперсия разности  средних арифметических
средних арифметических  однородных выборочных совокупностей
однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N;
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N;
 - эмпирическая дисперсия генеральной совокупности средней
- эмпирическая дисперсия генеральной совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N;
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N;
 - средние арифметические однородных выборочных совокупностей
- средние арифметические однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N.
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N.
Наблюдаемое расхождение разностей  в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности генеральной совокупности средней
распределенной по закону Гаусса плотности вероятности генеральной совокупности средней  (фиг. 2), полученной посредством объединения композиций однородных выборочных совокупностей
(фиг. 2), полученной посредством объединения композиций однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N, средних арифметических
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N, средних арифметических  распределенных по нормальному закону однородных выборочных совокупностей
распределенных по нормальному закону однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями
результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями  и совпадающими с приемочными границами
и совпадающими с приемочными границами  результатов измерений наибольшего и наименьшего размеров размерного элемента мгновенными центрами рассеивания
результатов измерений наибольшего и наименьшего размеров размерного элемента мгновенными центрами рассеивания 
где  - эмпирическая дисперсия разности
- эмпирическая дисперсия разности  средних арифметических
средних арифметических  однородных выборочных совокупностей
однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N и наблюдаемого расхождения разности
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N и наблюдаемого расхождения разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с верхней приемочной границей
и совпадающим с верхней приемочной границей  результатов измерений наибольшего размера размерного элемента мгновенным центром рассеивания
результатов измерений наибольшего размера размерного элемента мгновенным центром рассеивания  среднего арифметического
среднего арифметического  распределенной по закону Гаусса плотности вероятности генеральной совокупности средней
распределенной по закону Гаусса плотности вероятности генеральной совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N;
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N;
 - эмпирическая дисперсия разности
- эмпирическая дисперсия разности  средних арифметических
средних арифметических  однородных выборочных совокупностей
однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N и наблюдаемого расхождения разности
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N и наблюдаемого расхождения разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности генеральной совокупности средней
распределенной по закону Гаусса плотности вероятности генеральной совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N, среднего арифметического
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N, среднего арифметического  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с нижней приемочной границей
и совпадающим с нижней приемочной границей  результатов измерений наименьшего размера размерного элемента мгновенным центром рассеивания
результатов измерений наименьшего размера размерного элемента мгновенным центром рассеивания 
 - задаваемое функций Лапласа наблюдаемое расхождение разности
- задаваемое функций Лапласа наблюдаемое расхождение разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наибольшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с верхней приемочной границей
и совпадающим с верхней приемочной границей  результатов измерений наибольшего размера размерного элемента мгновенным центром рассеивания
результатов измерений наибольшего размера размерного элемента мгновенным центром рассеивания  среднего арифметического
среднего арифметического  распределенной по закону Гаусса плотности вероятности генеральной совокупности средней
распределенной по закону Гаусса плотности вероятности генеральной совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N;
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N;
 - задаваемое функций Лапласа наблюдаемое расхождение разности
- задаваемое функций Лапласа наблюдаемое расхождение разности  в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности генеральной совокупности средней
распределенной по закону Гаусса плотности вероятности генеральной совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N, среднего арифметического
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N, среднего арифметического  однородной выборочной совокупности
однородной выборочной совокупности  результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением
результатов измерений наименьшего размера размерного элемента со средним квадратическим отклонением  и совпадающим с нижней приемочной границей
и совпадающим с нижней приемочной границей результатов измерений наименьшего размера размерного элемента мгновенным центром рассеивания
результатов измерений наименьшего размера размерного элемента мгновенным центром рассеивания 
Наблюдаемое расхождение разностей  в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности генеральной совокупности средней
распределенной по закону Гаусса плотности вероятности генеральной совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N, средних арифметических
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N, средних арифметических  однородных выборочных совокупностей
однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями
результатов измерений наибольшего и наименьшего размеров размерного элемента со средними квадратическими отклонениями  и совпадающими с приемочными границами
и совпадающими с приемочными границами  результатов измерений наибольшего и наименьшего размеров размерного элемента мгновенными центрами рассеивания
результатов измерений наибольшего и наименьшего размеров размерного элемента мгновенными центрами рассеивания  влияет на появление в пределах возникающих на интервалах
влияет на появление в пределах возникающих на интервалах  допусков действительных размеров вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованными деталей годными (α1) и некоторых годных деталей бракованными (β1) смещения мгновенного центра рассеивания
допусков действительных размеров вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованными деталей годными (α1) и некоторых годных деталей бракованными (β1) смещения мгновенного центра рассеивания  распределенной по закону Гаусса плотности вероятности совокупности средней
распределенной по закону Гаусса плотности вероятности совокупности средней  задаваемого в виде замыкающего звена размерной цепи (фиг. 2) абсолютной алгебраической разностью между координатой центра группирования действительного поля рассеивания
задаваемого в виде замыкающего звена размерной цепи (фиг. 2) абсолютной алгебраической разностью между координатой центра группирования действительного поля рассеивания  плотности вероятности совокупности средней
плотности вероятности совокупности средней  и координатой середины допуска Ec(IT) действительных размеров
и координатой середины допуска Ec(IT) действительных размеров

где  - вероятностные ошибки первого и второго рода в случае ошибочного принятия некоторых бракованными деталей годными (α1) и некоторых годных деталей бракованными (β1), возникающие на интервалах
- вероятностные ошибки первого и второго рода в случае ошибочного принятия некоторых бракованными деталей годными (α1) и некоторых годных деталей бракованными (β1), возникающие на интервалах  допусков действительных размеров от наблюдаемого расхождения разностей
допусков действительных размеров от наблюдаемого расхождения разностей  в сравнении со средним арифметическим
в сравнении со средним арифметическим  распределенной по закону Гаусса плотности вероятности генеральной совокупности средней
распределенной по закону Гаусса плотности вероятности генеральной совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N, средних арифметических
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N, средних арифметических  однородных выборочных совокупностей
однородных выборочных совокупностей  результатов измерений, задающих размещение приемочных границ
результатов измерений, задающих размещение приемочных границ  по отношению к середине допуска Ec(IT) действительных размеров.
по отношению к середине допуска Ec(IT) действительных размеров.
Из чего следует, что для исключения возникающего из-за влияния отклонений формы реальных поверхностей смещения центра группирования  действительного поля рассеивания распределенной по нормальному закону плотности вероятности совокупности средней
действительного поля рассеивания распределенной по нормальному закону плотности вероятности совокупности средней  полученной посредством объединения композиций однородных выборочных совокупностей
полученной посредством объединения композиций однородных выборочных совокупностей  результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N (фиг. 2), реальные зазоры и натяги в сопряжениях необходимо уменьшать посредством сужения допусков действительных размеров относительно непроходного предела на соответствующий сумме вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованными деталей годными (α1) и некоторых годных деталей бракованными (β1) допуск формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении, задаваемый удвоенным вероятностным предельным значением выхода размера (с) за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо значением допускаемой погрешности измерений (δизм) при неизвестной точности технологического процесса.
результатов измерений наибольшего и наименьшего размеров размерного элемента с объемом выборок n1, n2 в партии деталей N (фиг. 2), реальные зазоры и натяги в сопряжениях необходимо уменьшать посредством сужения допусков действительных размеров относительно непроходного предела на соответствующий сумме вероятностных ошибок первого и второго рода в случае ошибочного принятия некоторых бракованными деталей годными (α1) и некоторых годных деталей бракованными (β1) допуск формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении, задаваемый удвоенным вероятностным предельным значением выхода размера (с) за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо значением допускаемой погрешности измерений (δизм) при неизвестной точности технологического процесса.
Исходя из подчиненности нормальному закону распределения случайного рассеивания размеров, средний размер, как систематическая составляющая измеряемой величины, определяет положение координаты середины допуска действительных размеров Ec(IT), от которой в свою очередь в симметричном отношении задается случайное рассеивание действительных размеров (фиг. 2). Тогда при алгебраическом суммировании систематических частей величин и среднеквадратически - случайных, устранение поступления на сборку по одноименным размерным группам разного количества деталей одной размерной группы в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп достигается уменьшением допусков действительных размеров относительно непроходного предела на удвоенное вероятностное предельное значение выхода размера (с) за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение допускаемой погрешности измерений (δизм) при неизвестной точности технологического процесса, что влияет на уменьшение реальных зазоров и натягов в сопряжениях посредством сужения допусков действительных размеров на допуск формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении (фиг. 5)
где Sф, Nф - реальные зазоры и натяги в сопряжениях, уменьшенные посредством сужения допусков действительных размеров на допуск формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
DMMC, DLMC - предел максимума и минимума материала, ограничивающие относительно непроходного предела влияющий на сужение допусков действительных размеров цилиндрических внутренних элементов допуск формы реальных поверхностей TCED=ТфD(2ΔфD) в диаметральном выражении;
dMMC, dLMC - предел максимума и минимума материала, ограничивающие относительно непроходного предела влияющий на сужение допусков действительных размеров цилиндрических наружных элементов допуск формы реальных поверхностей TCEd=Тфd(2Δфd) в диаметральном выражении;
 - задаваемый для цилиндрического внутреннего элемента абсолютной алгебраической разностью между пределом максимума и минимума материала допуск формы реальных поверхностей в диаметральном выражении;
- задаваемый для цилиндрического внутреннего элемента абсолютной алгебраической разностью между пределом максимума и минимума материала допуск формы реальных поверхностей в диаметральном выражении;
TCEd=(2ECEd)=Тфd(2Δфd)=dMMC-dLMC - задаваемый для цилиндрического наружного элемента алгебраической разностью между пределом максимума и минимума материала допуск формы реальных поверхностей в диаметральном выражении;
TD=DMMC-Dmin, Td=dmax-dMMC - допуски действительных размеров, задаваемые с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении для цилиндрического внутреннего элемента алгебраической разностью между пределом максимума материала DMMC и нижним предельным размером отверстия Dmin, а для цилиндрического наружного элемента алгебраической разностью между верхним предельным размером вала dmax и пределом максимума материала dMMC;
 - вероятностный допуск посадки, задаваемый среднеквадратическим сложением допусков действительных размеров с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
- вероятностный допуск посадки, задаваемый среднеквадратическим сложением допусков действительных размеров с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
 - задаваемые полусуммой предельных отклонений координаты середины допусков действительных размеров цилиндрического внутреннего и наружного элементов с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
- задаваемые полусуммой предельных отклонений координаты середины допусков действительных размеров цилиндрического внутреннего и наружного элементов с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
Sc=Ес-ес - средний зазор, задаваемый алгебраической разностью между координатами середины допусков действительных размеров цилиндрического внутреннего и наружного элементов с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
Nc=ec-Ec - средний натяг, задаваемый алгебраической разностью между координатами середины допусков действительных размеров цилиндрического наружного и внутреннего элементов с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении, чем исключается смещение центра группирования  допусков действительных размеров (фиг. 2), а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам исключаются смещения центров группирования
допусков действительных размеров (фиг. 2), а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам исключаются смещения центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IT) действительных размеров (фиг. 3), что позволяет обеспечить постоянство групповых зазоров и натягов в сопряжениях при переходе от одной размерной группы к другой (фиг. 4)
допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IT) действительных размеров (фиг. 3), что позволяет обеспечить постоянство групповых зазоров и натягов в сопряжениях при переходе от одной размерной группы к другой (фиг. 4)
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях, задаваемые с постоянством при переходе от одной размерной группы к другой при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
 - групповые допуски одноименных размерных групп цилиндрического внутреннего и наружного элементов, задаваемые при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
- групповые допуски одноименных размерных групп цилиндрического внутреннего и наружного элементов, задаваемые при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
 - задаваемое при разбиении допусков действительных размеров число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
- задаваемое при разбиении допусков действительных размеров число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
Sck=Еcк-еск - средний групповой зазор, задаваемый с постоянством при переходе от одной размерной группы к другой алгебраической разностью между координатами середины k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное k число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
Nck=еck-Еck - средний групповой натяг, задаваемый с постоянством при переходе от одной размерной группы к другой алгебраической разностью между координатами середины k-ых групповых допусков одноименных размерных групп цилиндрического наружного и внутреннего элементов при разбиении допусков действительных размеров на равное k число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
 - задаваемые полусуммой предельных отклонений координаты середины k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное k число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении.
- задаваемые полусуммой предельных отклонений координаты середины k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное k число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении.
Расширение допусков действительных размеров проводится лишь за счет уменьшения допуска формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении (фиг. 5), потому как ограниченные допуском размера отклонения формы реальной поверхности (ЕСЕ) отсчитываются от базовой поверхности формы и в зависимости от вида поверхности оцениваются комплексными и элементными параметрами геометрической точности формы, уменьшая допуски действительных размеров на допуск формы реальных поверхностей, ограничивающий в диаметральном выражении отклонения формы областью в пространстве или на плоскости, внутри которой находится точки реальной поверхности или профиля так, что за наибольший допустимый размер вала dдmax принимается диаметр описанного прилегающего цилиндра вращения наименьшего возможного радиуса, который бы касался наиболее выступающих точек реальной наружной цилиндрической поверхности вращения и был не больше предела максимума материала dДmax≤dMMC, dMMC≥dmin+2Δфd и верхнего предельного размера вала dДmax≤dmax, а наименьший действительный размер вала dДmin оценивается отклонениями формы, ограниченными допуском формы реальной наружной цилиндрической поверхности вращения dДmin=dДmax-2Δфd, принимая за наименьший допустимый размер вала dДmin размер, измеренный по двухконтактной схеме универсальным средством измерений, который должен быть не меньше предела минимума материала dДmin≥dLMC или нижнего предельного размера вала dДmin≥dmin при условии, что за наименьший допустимый размер отверстия DДmin принимается диаметр вписанного цилиндра вращения наибольшего возможного радиуса, который бы касался наиболее выступающих точек реальной внутренней цилиндрической поверхности вращения и был не меньше предела максимума материала DДmin≥DMMC, DMMC≤Dmax-2ΔфD и нижнего предельного размера отверстия DДmin≥Dmin,наибольший действительный размер отверстия Dдmax оценивается отклонениями формы, ограниченными допуском формы реальной внутренней цилиндрической поверхности вращения Dдmax=DДmin+2ΔфD, принимая за наибольший допустимый размер отверстия Dдmax размер, измеренный по двухконтактной схеме универсальным средством измерений, который должен быть не больше предела минимума материала Dдmax≤DLMC или верхнего предельного размера отверстия Dдmax<Dmax
dMMC≥ dmin+2Δфd, dLMC≤dДmax-2Δфd, dДmin≥dmin, dДmax≤dmax,
DMMC≤Dmax-2ΔфD, DLMC≥DДmin+2ΔфD, DДmin≥Dmin, DДmax≤Dmax
Таким образом, предложенный способ позволяет обеспечить поступление на сборку по одноименным размерным группам равное количество деталей одной размерной группы в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп, например, при сборке таких деталей как гильз цилиндров, поршней, поршневых пальцев, подшипниковой втулки, размещенной в верхней головке шатунов, коренных и шатунных шеек коленчатого вала и их вкладышей, цилиндров гидровакуумного усилителя и клапана управления и их поршней, балки передней оси и шкворня поворотной цапфы, главного тормозного цилиндра и его поршня, втулки картера рулевого механизма и вала рулевой сошки, шипов крестовины, подшипниковой втулки сателлитов и чашек коробки дифференциала, тел качения при их установке в подшипниках качения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ РАВНОГО КОЛИЧЕСТВА ДЕТАЛЕЙ ПРИ КОМПЛЕКТОВАНИИ И ПОДБОРЕ СОРТИРОВКОЙ ИХ НА РАВНОЕ ЧИСЛО РАЗМЕРНЫХ ГРУПП | 2020 |
|
RU2744306C1 |
| СПОСОБ ДВИЖЕНИЯ ПОРШНЯ С БЕСКОНЕЧНОЙ МАЛОСТЬЮ ВЛИЯНИЯ ДЕФОРМАЦИИ СДВИГА ШАТУНА В ЦИЛИНДРЕ ВРАЩЕНИЯ | 2020 |
|
RU2747981C1 |
| Устройство для измерения и контроля соосности отверстий | 2016 |
|
RU2623817C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И КОНТРОЛЯ СООСНОСТИ СРЕДНЕГО И ПРОМЕЖУТОЧНЫХ ОТВЕРСТИЙ ОТНОСИТЕЛЬНО КРАЙНИХ | 2021 |
|
RU2774311C1 |
| СПОСОБ КОМПЛЕКТОВАНИЯ МНОГООПОРНОГО УЗЛА ПОДДЕРЖКИ КОЛЕНЧАТОГО ВАЛА | 2011 |
|
RU2469219C1 |
| СПОСОБ СБОРКИ ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2332551C2 |
| Способ сборки подшипника качения | 2016 |
|
RU2627258C1 |
| СКОБА ДЛЯ ИЗМЕРЕНИЯ НАРУЖНЫХ ДИАМЕТРОВ (ВАРИАНТЫ) | 2009 |
|
RU2419065C1 |
| СПОСОБ КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ПРИ СЕЛЕКТИВНОЙ СБОРКЕ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1998 |
|
RU2141582C1 |
| УСТРОЙСТВО И СПОСОБ ЗАГРУЗКИ ЧАСТИЦ КАТАЛИЗАТОРА В ТРУБЫ С КОЛЬЦЕВОЙ ЗОНОЙ | 2010 |
|
RU2542282C2 |
Изобретение относится к машиностроению, в частности к измерительной технике, и может быть использовано для проведения измерений и контроля деталей, в том числе в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам. Способ включает изначальное уменьшение допусков действительных размеров относительно непроходного предела на удвоенное вероятностное предельное значение выхода размера (с) за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса, либо на значение допускаемой погрешности измерений (δизм) при неизвестной точности технологического процесса для исключения смещения центра группирования  допусков действительных размеров, а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам исключения смещения центров группирования
допусков действительных размеров, а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам исключения смещения центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IТ) действительных размеров, разбиение допусков действительных размеров на равное число размерных групп, комплектование и подбор деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерных группам равного количества деталей одной размерной группы так, что с уменьшением реальных зазоров и натягов в сопряжениях посредством сужения допусков действительных размеров на допуск формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении наибольшие групповые зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки с постоянством групповых зазоров и натягов в сопряжениях при переходе от одной размерной группы к другой к тому среднему зазору или натягу, что соответствует серединам допусков действительных размеров. Расширение допусков действительных размеров проводится лишь за счет уменьшения допуска формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении, потому как ограниченные допуском размера отклонения формы реальной поверхности (ЕСЕ) отсчитываются от базовой поверхности формы и в зависимости от вида поверхности оцениваются комплексными и элементными параметрами геометрической точности формы, уменьшая допуски действительных размеров на допуск формы реальных поверхностей, ограничивающий в диаметральном выражении отклонения формы областью в пространстве или на плоскости, внутри которой находится точки реальной поверхности или профиля установленной по двухконтактной схеме универсальным средством измерений погрешности формы реальных поверхностей ограниченным допуском размера Td, TD в симметричном отношении от среднего диаметра
допусков промежуточных и крайних размерных групп по отношению к середине допуска Ес(IТ) действительных размеров, разбиение допусков действительных размеров на равное число размерных групп, комплектование и подбор деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерных группам равного количества деталей одной размерной группы так, что с уменьшением реальных зазоров и натягов в сопряжениях посредством сужения допусков действительных размеров на допуск формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении наибольшие групповые зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки с постоянством групповых зазоров и натягов в сопряжениях при переходе от одной размерной группы к другой к тому среднему зазору или натягу, что соответствует серединам допусков действительных размеров. Расширение допусков действительных размеров проводится лишь за счет уменьшения допуска формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении, потому как ограниченные допуском размера отклонения формы реальной поверхности (ЕСЕ) отсчитываются от базовой поверхности формы и в зависимости от вида поверхности оцениваются комплексными и элементными параметрами геометрической точности формы, уменьшая допуски действительных размеров на допуск формы реальных поверхностей, ограничивающий в диаметральном выражении отклонения формы областью в пространстве или на плоскости, внутри которой находится точки реальной поверхности или профиля установленной по двухконтактной схеме универсальным средством измерений погрешности формы реальных поверхностей ограниченным допуском размера Td, TD в симметричном отношении от среднего диаметра  случайным рассеиванием ее действительных размеров или допуском формы TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в симметричном отношении от среднего радиуса
случайным рассеиванием ее действительных размеров или допуском формы TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в симметричном отношении от среднего радиуса  вероятностным распределением отклонений ее формы при условии размещения прямой r=a⋅x+b по кратчайшему расстоянию относительно хотя бы одной из огибающих линий семейства радиусов реального профиля {r1,r2,…rn} цилиндрической детали. Предложенный способ позволяет обеспечить поступление на сборку по одноименным размерным группам равного количества деталей одной размерной группы в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп, например при сборке таких деталей, как гильз цилиндров, поршней, поршневых пальцев, подшипниковой втулки, размещенной в верхней головке шатунов, коренных и шатунных шеек коленчатого вала и их вкладышей, цилиндров гидровакуумного усилителя и клапана управления и их поршней, балки передней оси и шкворня поворотной цапфы, главного тормозного цилиндра и его поршня, втулки картера рулевого механизма и вала рулевой сошки, шипов крестовины, подшипниковой втулки сателлитов и чашек коробки дифференциала, тел качения при их установке в подшипниках качения. 5 ил.
вероятностным распределением отклонений ее формы при условии размещения прямой r=a⋅x+b по кратчайшему расстоянию относительно хотя бы одной из огибающих линий семейства радиусов реального профиля {r1,r2,…rn} цилиндрической детали. Предложенный способ позволяет обеспечить поступление на сборку по одноименным размерным группам равного количества деталей одной размерной группы в проверяемых партиях деталей при комплектовании и подборе сортировкой их на равное число размерных групп, например при сборке таких деталей, как гильз цилиндров, поршней, поршневых пальцев, подшипниковой втулки, размещенной в верхней головке шатунов, коренных и шатунных шеек коленчатого вала и их вкладышей, цилиндров гидровакуумного усилителя и клапана управления и их поршней, балки передней оси и шкворня поворотной цапфы, главного тормозного цилиндра и его поршня, втулки картера рулевого механизма и вала рулевой сошки, шипов крестовины, подшипниковой втулки сателлитов и чашек коробки дифференциала, тел качения при их установке в подшипниках качения. 5 ил.
Способ сборки по одноименным размерным группам равного количества деталей одной размерной группы, включающий разбиение допусков действительных размеров на равное число размерных групп, комплектование и подбор деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерных группам так, что наибольшие групповые зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к тому среднему зазору или натягу, что соответствует серединам допусков действительных размеров, отличающийся тем, что изначально уменьшают допуски действительных размеров относительно непроходного предела на удвоенное вероятностное предельное значение выхода размера (с) за каждую границу допуска у неправильно принятых бракованных деталей при известной точности технологического процесса либо на значение допускаемой погрешности измерений (δизм) при неизвестной точности технологического процесса, что влияет на уменьшение реальных зазоров и натягов в сопряжениях посредством сужения допусков действительных размеров на допуск формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении
где Sф, Nф - реальные зазоры и натяги в сопряжениях, уменьшенные посредством сужения допусков действительных размеров на допуск формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD)в диаметральном выражении;
DMMC, DLMC - предел максимума и минимума материала, ограничивающие относительно непроходного предела влияющий на сужение допусков действительных размеров цилиндрических внутренних элементов допуск формы реальных поверхностей TCED=ТфD(2ΔфD) в диаметральном выражении;
dMMC, dLMC - предел максимума и минимума материала, ограничивающие относительно непроходного предела влияющий на сужение допусков действительных размеров цилиндрических наружных элементов допуск формы реальных поверхностей TCEd=Тфd(2Δфd), в диаметральном выражении;
 - задаваемый для цилиндрического внутреннего элемента абсолютной алгебраической разностью между пределом максимума и минимума материала допуск формы реальных поверхностей в диаметральном выражении;
- задаваемый для цилиндрического внутреннего элемента абсолютной алгебраической разностью между пределом максимума и минимума материала допуск формы реальных поверхностей в диаметральном выражении;
TCEd(2ECEd)=Тфd(2Δфd)=dMMC-dLMC - задаваемый для цилиндрического наружного элемента алгебраической разностью между пределом максимума и минимума материала допуск формы реальных поверхностей в диаметральном выражении;
TD=DMMC-Dmin, Td=dmax-dMMC - допуски действительных размеров, задаваемые с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении для цилиндрического внутреннего элемента алгебраической разностью между пределом максимума материала DMMC и нижним предельным размером отверстия Dmin, а для цилиндрического наружного элемента алгебраической разностью между верхним предельным размером вала dmax и пределом максимума материала dMMC;
 - вероятностный допуск посадки, задаваемый среднеквадратическим сложением допусков действительных размеров с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
- вероятностный допуск посадки, задаваемый среднеквадратическим сложением допусков действительных размеров с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
 - задаваемые полусуммой предельных отклонений координаты середины допусков действительных размеров цилиндрического внутреннего и наружного элементов с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
- задаваемые полусуммой предельных отклонений координаты середины допусков действительных размеров цилиндрического внутреннего и наружного элементов с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
Sc=Ес-ес - средний зазор, задаваемый алгебраической разностью между координатами середины допусков действительных размеров цилиндрического внутреннего и наружного элементов с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD)в диаметральном выражении;
Nc=ec-Ec - средний натяг, задаваемый алгебраической разностью между координатами середины допусков действительных размеров цилиндрического наружного и внутреннего элементов с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении, чем исключается смещение центра группирования  допусков действительных размеров, а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам исключаются смещения центров группирования
допусков действительных размеров, а при комплектовании и подборе деталей сортировкой их на равное число размерных групп с последующей сборкой по одноименным размерным группам исключаются смещения центров группирования  допусков промежуточных и крайних размерных групп по отношению к середине допуска Ее(IT) действительных размеров, что позволяет обеспечить постоянство групповых зазоров и натягов в сопряжениях при переходе от одной размерной группы к другой
допусков промежуточных и крайних размерных групп по отношению к середине допуска Ее(IT) действительных размеров, что позволяет обеспечить постоянство групповых зазоров и натягов в сопряжениях при переходе от одной размерной группы к другой
где Sфk, Nфk - групповые зазоры и натяги в сопряжениях, задаваемые с постоянством при переходе от одной размерной группы к другой при разбиении допусков действительных размеров на равное k число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
 - групповые допуски одноименных размерных групп цилиндрического внутреннего и наружного элементов, задаваемые при разбиении допусков действительных размеров на равное k число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
- групповые допуски одноименных размерных групп цилиндрического внутреннего и наружного элементов, задаваемые при разбиении допусков действительных размеров на равное k число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
 - задаваемое при разбиении допусков действительных размеров число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
- задаваемое при разбиении допусков действительных размеров число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
 - вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное k число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
- вероятностный групповой допуск посадки, задаваемый среднеквадратическим сложением k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное k число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
S=Еcк-еск - средний групповой зазор, задаваемый с постоянством при переходе от одной размерной группы к другой алгебраической разностью между координатами середины k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
N=еck-Еck - средний групповой натяг, задаваемый с постоянством при переходе от одной размерной группы к другой алгебраической разностью между координатами середины k-ых групповых допусков одноименных размерных групп цилиндрического наружного и внутреннего элементов при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении;
 - задаваемые полусуммой предельных отклонений координаты середины k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении,
- задаваемые полусуммой предельных отклонений координаты середины k-ых групповых допусков одноименных размерных групп цилиндрического внутреннего и наружного элементов при разбиении допусков действительных размеров на равное к число размерных групп с изначально исключенным относительно непроходного предела допуском формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении,
с расширением допусков действительных размеров лишь за счет уменьшения допуска формы реальных поверхностей TCEd=Тфd(2Δфd), TCED=ТфD(2ΔфD) в диаметральном выражении, потому как ограниченные допуском размера отклонения формы реальной поверхности (ЕСЕ) отсчитываются от базовой поверхности формы и в зависимости от вида поверхности оцениваются комплексными и элементными параметрами геометрической точности формы, уменьшая допуски действительных размеров на допуск формы реальных поверхностей, ограничивающий в диаметральном выражении отклонения формы областью в пространстве или на плоскости, внутри которой находится точки реальной поверхности или профиля так, что за наибольший допустимый размер вала dДmax принимается диаметр описанного прилегающего цилиндра вращения наименьшего возможного радиуса, который бы касался наиболее выступающих точек реальной наружной цилиндрической поверхности вращения и был не больше предела максимума материала dДmax≤dMMC, dMMC≥dmin+2Δфd и верхнего предельного размера вала dДmax≤dmax, а наименьший действительный размер вала оценивается отклонениями формы, ограниченными допуском формы реальной наружной цилиндрической поверхности вращения dДmin=dДmax-2Δфd, принимая за наименьший допустимый размер вала dДmin размер, измеренный по двухконтактной схеме универсальным средством измерений, который должен быть не меньше предела минимума материала dДmin≥ dLMC или нижнего предельного размера вала dДmin>dmin при условии, что за наименьший допустимый размер отверстия DДmin принимается диаметр вписанного прилегающего цилиндра вращения наибольшего возможного радиуса, который бы касался наиболее выступающих точек реальной внутренней цилиндрической поверхности вращения и был не меньше предела максимума материала DДmin≥ DMMC, DMMC≤Dmax-2ΔфD и нижнего предельного размера отверстия DДmin≥Dmin, а наибольший действительный размер отверстия Dдmax оценивается отклонениями формы, ограниченными допуском формы реальной внутренней цилиндрической поверхности вращения DДmax=DДmin+2ΔфD, принимая за наибольший допустимый размер отверстия Dдmax размер, измеренный по двухконтактной схеме универсальным средством измерений, который должен быть не больше предела минимума материала DДmax≤DLMC или верхнего предельного размера отверстия Dдmax≤Dmax

| СПОСОБ КОМПЛЕКТОВАНИЯ МНОГООПОРНОГО УЗЛА ПОДДЕРЖКИ КОЛЕНЧАТОГО ВАЛА | 2011 |
|
RU2469219C1 |
| СПОСОБ СЕЛЕКТИВНОЙ СБОРКИ ШАРОШЕЧНОГО ДОЛОТА | 2015 |
|
RU2612415C1 |
| Способ определения допуска на компенсатор зазора при регулировке преднатяга подшипников при сборке редуктора | 1986 |
|
SU1413473A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 6522993 B1, 18.02.2003. | |||

