Изобретение относится к области неразмерной ультразвуковой обработки в жидких средах, а именно - к удалению заусенцев, образовавшихся при получении заготовок литьем, штамповкой или резанием, и предназначено для использования в производстве малогабаритных деталей машин и приборов широкого профиля преимущественно из легких сплавов и полимерных материалов, обладающих низким пределом прочности и модулем упругости.
Известен анодно-абразивный способ удаления заусенцев, включающий обработку деталей в среде электролита и абразивного наполнителя, находящихся во вращающемся цилиндрическом барабане с размещенным в нем электродом (а.с. SU №1816582, МПК B23H 9/02, 5/06, опубл. 23.05.1993, бюл. №19).
Недостатками данного метода являются: конструктивная сложность установки, невысокая эффективность обработки, высокий износ абразивом рабочих органов установки, неэкологичность, связанная с необходимостью утилизации электролита, невозможность обрабатывать нетокопроводящие материалы.
Известен химический способ удаления заусенцев с поверхности деталей путем стравливания в кислых и щелочных средах при одновременном воздействии ультразвука и избыточного давления (а.с. SU 329256, МПК C23F 1/02, опубл. 09.11.1972 г., бюл. №7).
Недостатками такого способа являются: конструктивная сложность установки, неэкологичность процесса, ускоренный износ элементов установки из-за повышенного давления, малая эффективность при обработке коррозионностойких материалов, например - полимеров.
Известен способ электроконтактного удаления заусенцев, при котором на электрод-инструмент и заготовку подают напряжение и перемещают их относительно друг друга (RU 2212319, МПК B23H 9/02, опубл. 20.09.2003 г.). Недостатки: конструктивная сложность установки, низкая эффективность процесса обработки, ограничения, связанные с габаритами и конструктивной сложностью детали, невозможность обрабатывать нетокопроводящие материалы.
Наиболее близким является способ кавитационно-абразивного удаления заусенцев, основанный на эффекте увеличения эрозионной и кавитационной активности звукового поля при котором детали помещают в технологическую жидкость, содержащую определенную концентрацию твердых частиц абразива, в объеме которой возбуждают ультразвуковые колебания (Агранат Б.А. Ультразвуковая технология. - М.: Металлургия, 1974, с.236).
Прототип имеет следующие недостатки: при обработке в абразивной суспензии материалов, не обладающих высокой твердостью и прочностью (легкие сплавы, полимеры) зерна абразива могут внедряться в поверхность деталей. Поэтому после удаления заусенцев необходимо проводить обычную очистку деталей в воде или слабом щелочном растворе, после которой абразивные зерна полностью смываются за счет чего снижается эффективность способа; процесс не является экологически чистым из-за необходимости фильтрации отработанной смеси жидкости и абразива или его утилизации; низкая эффективность способа обработки, в первую очередь, связанная с необходимостью закупки дорогостоящего расходного материала (абразива); снижение качества (увеличение шероховатости) обрабатываемой поверхности при использовании абразивов крупных фракций и низкая производительность при использовании мелких абразивов (микропорошков).
Задачей данного изобретения является создание способа, который позволит повысить экологическую чистоту процесса и увеличить эффективность обработки деталей из легких сплавов и полимеров.
Технический результат - повышение эффективности обработки материалов энергией ультразвуковых колебаний за счет применением частиц абразива, в качестве которых выступают кристаллы льда.
Поставленная задача решается за счет того, что в способе ультразвукового удаления заусенцев с поверхности малогабаритных деталей новым является то, что качестве абразива используют кристаллы льда, которые непрерывно подают в технологическую жидкость в течение всего процесса обработки, при этом размеры кристаллов устанавливают равными 0,08-0,18 мм. Кроме этого, температуру технологической жидкости, например - воды, поддерживают в диапазоне (+1…+3)°C.
Кристаллы льда получают путем распыления струи воды потоком воздуха в объем морозильной камеры.
Заявленный технический результат достигается с помощью ультразвукового воздействия на обрабатываемые детали с применением в качестве абразива кристаллов льда.
Предлагаемый способ ультразвукового удаления заусенцев с поверхности малогабаритных деталей поясняется чертежом (Фиг.1), где 1 - технологическая жидкость, 2 - детали, 3 - кристаллы льда, 4 - ультразвуковой излучатель.
Способ ультразвукового удаления заусенцев с поверхности малогабаритных деталей осуществляется следующим образом: детали - 2 погружают в технологическую жидкость (например, в воду) - 1, затем производят непрерывную подачу в область обработки кристаллов льда - 3, с размерами кристаллов равными (0,08-0,18) мм, далее происходит смешивание кристаллов льда с технологической жидкостью с образованием гидроабразивной смеси, после чего гидроабразивная смесь возбуждают с помощью ультразвукового излучателя - 4.
Экспериментальную проверку предлагаемого способа проводили на образцах из алюминиевого сплава АМг6. Образцы в виде пластин размерами 10×5×1 мм получали путем вырубки на гильотинных ножницах. Исходный материал - лист АМг6 в состоянии поставки. После вырубки кромки образцов имели заусенцы от 0,1 до 0,4 мм.
Образцы в количестве 10 штук помещали в сетку, которую подвешивали в ультразвуковой ванне ПБС-ГАЛС с технологической жидкостью (разработка ООО «Ультразвук-ТЕО» г. Саратов) емкостью 0,5 л. Ванна обеспечивает акустическую мощность 150 Вт при рабочей частоте 22 кГц.
Сначала обработка образцов в абразивной суспензии осуществлялась способом, принятым за прототип. Каждую минуту контролировали величину заусенцев на образцах h и радиус скругления острых кромок R при помощи компьютерного анализатора размеров микроструктур АГПМ-6М при увеличении ×50. Суммарное время обработки составляло 5 минут. В качестве абразива использовали корундовый порошок с дисперсностью 0,1-0,2 мм (средний размер частиц во фракции 0,15 мм, процентное содержание 60-70%). Далее детали обрабатывались по предлагаемому способу. Температуру воды поддерживали на уровне (+1…+3)°C и осуществляли непрерывную подачу частиц льда. Данная температура выбрана из условий компенсации снижения концентрации частиц льда вследствие таяния и получена эмпирическим путем. Для получения частиц льда использовали распыление струи воды потоком воздуха в объем морозильной камеры. Размер частиц регламентировали просеиванием через сито с просветом необходимого размера. Результаты экспериментальных исследований представлены в табл.1.
Видно, что при использовании кристаллов льда с размерами, соответствующими размеру зерен абразива, происходит достаточно интенсивное разрушение заусенцев, но не удается полностью их устранить и сформировать достаточный радиус скругления кромок (0,05 и 0,1 мм соответственно). При использовании более крупных кристаллов эффект по скруглению кромок еще меньше (0,03 и 0,1 мм). По-видимому, это связано с исходной округлой формой кристаллов и их таянием, вследствие чего они не имеют достаточно острых вершин и кромок, характерных для абразивных частиц, и не способны эффективно срезать микростружки обрабатываемого материала. В случае применения мелких кристаллов уменьшение заусенцев проходит малоинтенсивно, а скругление кромок не обнаруживается вовсе. Это может быть связано с таянием мелких частиц в воде, что резко снижает их концентрацию и не может достаточно эффективно восполняться подачей новых частиц. При использовании частиц с размерами (0,08-0,18) мм, спустя 5 минут после начала обработки заусенцы полностью устраняются, (хотя и менее интенсивно, чем при абразивном воздействии), а радиус скругления кромок также практически аналогичен получаемому при использовании абразива - (0,08-0,1) мм и 0,1 мм соответственно.
Из полученных результатов видно, что эффективность удаления заусенцев с применением в качестве абразива зерен корунда сопоставима с обработкой деталей, где абразивом выступают кристаллы льда.
Качество обработанной поверхности выше, так как после обработки предлагаемым методом не требуется последующая очистка деталей от абразивных зерен, которые могут внедриться в поверхность детали. Также не требуется фильтрация отработанной гидроабразивной смеси, так как лед является экологически чистым ресурсом. Экологичность предлагаемого процесса выше.
Высокая эффективность способа ультразвукового удаления заусенцев с поверхности малогабаритных деталей, в первую очередь, связанная с отсутствием необходимости закупки дорогостоящего расходного материала (абразива). Лед является широкодоступным и легко возобновляемым ресурсом.
Таким образом, предлагаемый способ может быть использован для удаления заусенцев и скругления кромок при использовании частиц льда с размерами 0,08-0,18 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ кавитационного удаления заусенцев с малогабаритных деталей | 2018 |
|
RU2689244C1 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОСТРУКТУРИРОВАННОГО БИОИНЕРТНОГО ПОКРЫТИЯ НА ТИТАНОВЫХ ИМПЛАНТАТАХ | 2015 |
|
RU2604085C1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК | 1991 |
|
RU2008173C1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ | 2023 |
|
RU2832557C1 |
| Способ полирования свободным абразивом | 1990 |
|
SU1836206A3 |
| СПОСОБ ГИДРОРОТАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2014206C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОПТИЧЕСКОГО ПРИБОРА | 2013 |
|
RU2531663C1 |
| Способ финишной обработки поверхности трения | 2020 |
|
RU2729242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИМПЛАНТАТОВ | 2013 |
|
RU2529262C1 |
| Способ обработки свободным абразивом деталей типа шестерен | 1985 |
|
SU1348151A1 |
Изобретение относится к области неразмерной ультразвуковой обработки в жидких средах и может быть использовано для удаления заусенцев с малогабаритных деталей преимущественно из легких сплавов и полимерных материалов, обладающих низким пределом прочности и модулем упругости. Детали погружают в технологическую жидкость, содержащую определенную концентрацию твердых частиц абразива. В объеме жидкости возбуждают ультразвуковые колебания. В качестве твердых частиц абразива используют кристаллы льда, которые непрерывно подают в технологическую жидкость в течение всего процесса обработки. Размеры кристаллов устанавливают равными 0,08-0,18 мм. В результате повышается эффективность и качество удаления заусенцев при исключении очистки деталей от абразива. 2 з.п. ф-лы, 1 табл., 1 ил.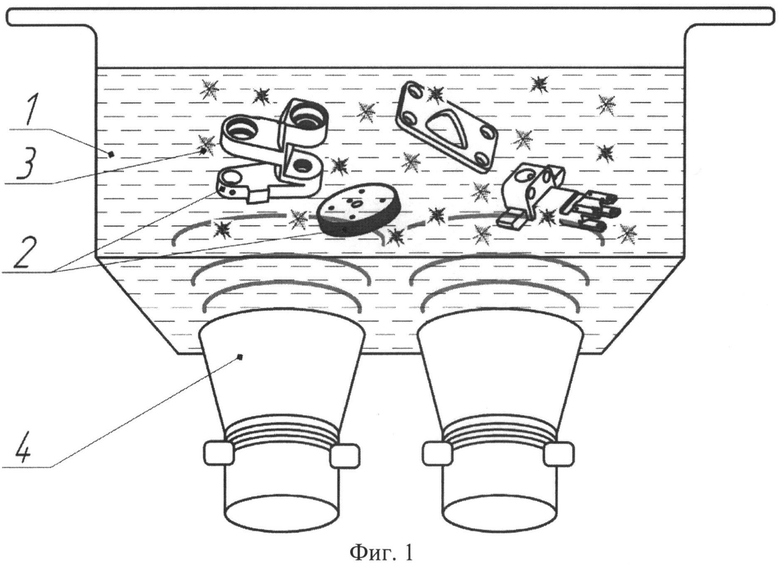
1. Способ ультразвукового удаления заусенцев с поверхности малогабаритных деталей, включающий погружение деталей в технологическую жидкость, содержащую определенную концентрацию твердых частиц абразива, и в объеме которой возбуждают ультразвуковые колебания, отличающийся тем, что в качестве твердых частиц абразива используют кристаллы льда, которые непрерывно подают в технологическую жидкость в течение всего процесса обработки, при этом размеры кристаллов устанавливают равными 0,08-0,18 мм.
2. Способ по п.1, отличающийся тем, что температуру технологической жидкости, например воды, поддерживают в диапазоне (+1…+3)°C.
3. Способ по п.1, отличающийся тем, что кристаллы льда получают путем распыления струи воды потоком воздуха в объеме морозильной камеры.
| АРТАМОНОВ Б.А | |||
| Электрофизические и электрохимические методы обработки материалов под ред | |||
| Смоленцева В.П., М | |||
| Высшая школа, 1983, с.176-177, 210 | |||
| Паровой котёл | 1940 |
|
SU61362A1 |
| 0 |
|
SU401475A1 | |
| Способ ультразвуковой размерной обработки | 1982 |
|
SU1271719A1 |
| JP 59227364 A, 20.12.1984 | |||

