Изобретение относится к санации трубопроводов, которая в рассматриваемом контексте является технологией восстановления трубопровода, и может быть использовано в коммунальном хозяйстве, мелиорации, нефтяной и газовой промышленности.
Известен способ восстановления трубопровода, заключающийся в очистке трубопровода от отложений, нанесении защитного покрытия на свежеочищенную поверхность, тампонировании трубопровода с одновременным заполнением дефектных полостей покрывающим раствором (RU 2449205, 2010).
Известен способ восстановления трубопровода, предусматривающий осмотр трубопровода, очистку его внутренней поверхности от коррозии и наслоений, нанесение грунтовочно-тампонажного слоя и формирование несуще-силового слоя, укрепляющего стенки трубопровода (RU 2324103, 2008). Указанные слои последовательно наносятся под давлением на внутреннюю поверхность трубопровода.
Недостатка выявленных способов являются нанесение ремонтных слоев внутри полости трубопровода, уменьшая его свободное сечение и пропускную способность. Кроме того, данная технология является устаревшей, позволяет ремонтировать только небольшие участки, а также недолговечна, так как в связи с тем, что давление на стенки трубопровода достигает 10 атм, подобный ремонт быстро приходит в негодность.
Также известен способ восстановления трубопровода с использованием устройства для его осуществления, заключающийся в одновременном введении в трубопровод выворотом под давлением воздуха воздухонепроницаемого пленочного рукава с помещенной внутрь него пропитанной клеем тканевой оболочкой, при этом для его осуществления одно- или многослойную тканевую оболочку, образованную сворачиванием полотна в спираль в направлении, перпендикулярном его длинной стороне, пропитывают клеем и пропускают внутри воздухонепроницаемого пленочного рукава с использованием полой консоли с нанизанным на нее пленочным рукавом, далее их совместно протягивают через гидрозатвор с патрубком, заводят в начало трубопровода с выворотом и закрепляют на входном конце трубопровода, осуществляют герметичное соединение гидрозатвора с трубопроводом и выполняют выворачивание пленочного рукава и тканевой оболочки избыточным давлением воздуха, закачиваемого с использованием гидрозатвора со стороны входного конца трубопровода, а после приклеивания тканевой оболочки к трубопроводу пленочный рукав удаляют (патент РФ №2198341 С1).
Также известен способ восстановления трубопроводов нанесением покрытия на его внутреннюю поверхность. Вначале через очищенный трубопровод протягивают пропитанную связующим тканевую оболочку и закрепляют один ее конец на трубопроводе, а другой натягивают. Затем в месте ее крепления на трубопроводе устанавливают пневмозатвор с пневмоманжетой и с их использованием после предварительного пропуска через них и закрепления на трубопроводе вводят под давлением воздуха выворотом внутрь тканевой оболочки воздухонепроницаемый пленочный рукав с одновременным расправлением тканевой оболочки и прижатием к стенке трубопровода. На период полимеризации прижатие осуществляют под давлением, превышающим давление грунтовых вод в местах возможных сквозных дефектов в трубопроводе. После окончания полимеризации пленочный рукав удаляют (патент РФ №2479784). Данный способ принят заявителем за прототип.
Недостатками прототипа является ограниченная область применения способа вследствие ограничения в длине санируемого участка трубопровода и в толщине используемого покрытия, а также в снижении кольцевой жесткости вследствие технологической невозможности увеличения толщины покрытия. Отсутствует возможность прохождения-ремонта отводов-поворотов трубопровода, т.к. покрытие протягивается, а при протягивании невозможно прохождение поворотов.
Задачей, на решение которой направлено создание изобретения, является упрощение технологии восстановления трубопроводов и расширение технологических возможностей способа санации.
Для решения поставленной задачи в методе санации трубопровода путем нанесения покрытия на его внутреннюю поверхность, включающем введение в очищенный трубопровод рукава, выполненного с использованием нетканного полотна армированного стеклоровинговой тканью и пропитанного полимерным связующим с возможностью полимеризации отвердителями горячего отверждения, и термостойких шлангов, прижатие рукава к стенке трубопровода давлением воды или воздуха с последующей полимеризацией полимерного связующего горячей водой или паром, согласно изобретению процесс начинают с установки в трубопровод монтажной башни, к которой крепят рукав, выворот рукава в полость трубопровода осуществляют под давлением воды, одновременно с прохождением хвоста рукава в полость трубопровода прокладываются термостойкие шланги, полимеризацию полимеров, пропитывающих рукав, проводят путем циркуляции горячей воды или пара по термостойким шлангам до достижения температуры внутри рукава преимущественно 90°С, с последующим прогревом полости внутри рукава в пределах указанной температуры до 8 часов, и охлаждением полости рукава циркуляцией холодной воды по термостойким шлангам в течение не менее 24 часов.
Согласно изобретению в способе преимущественно используют сшитую оболочку из нескольких слоев нетканого полотна, где нетканое полотно является полиэфирным полотном, армированным стеклоровинговой тканью, швы оболочки выполнены высокопрочными арамидными нитями и дублированы стеклоровинговой тканью, при этом слои оболочки пропитаны композицией на основе полимерных смол, выполненной с возможностью полимеризации отвердителями горячего отверждения, внутренняя поверхность рукава ламинирована полимерным термопластичным влаго- и воздухонепроницаемым покрытием.
В основе композиции из полимерных смол используются ненасыщенные полиэфирные смолы, для трубопроводов питьевого водоснабжения применяются композиции на основе эпоксидных смол.
Полимерный рукав выполняется преимущественно толщиной от 5 мм до 25 мм, в зависимости от давления, диаметра и воздействия внешних нагрузок, а также достижения необходимой устойчивости и прочности, сравнимой с аналогичными показателями при эксплуатации трубопровода.
Рукав для проведения работ по санации трубопровода изготавливают ориентируясь на реальные размеры диаметра трубопровода, подлежащего ремонту, а также протяженности восстанавливаемого участка. Как правило рукава пропитывают предварительно на заводе-изготовителе. Если рукав оказывается слишком тяжелым для транспортировки в пропитанном состоянии из-за большого диаметра или длины, то его пропитывают непосредственно на монтажной (строительной) площадке.
Монтажная башня устанавливается на трубопровод перед началом работ. Монтажная башня представляет собой металлоконструкцию с высотой от 4 до 10 метров. Высота башни определяется в зависимости от диаметра восстанавливаемого участка трубопровода, и чем шире диаметр, тем ниже высота монтажной башни. Монтажная башня оборудована крепежным станком, соответствующим диаметру трубопровода, к которому крепится край рукава.
В частном варианте выполнения заявленного изобретения предварительно в трубопроводе может быть размещен предлайнер, например, в виде рулонной пленки, который устанавливается в случае попадания в трубопровод грунтовых вод или сильном повреждении трубопровода.
Для контроля температуры полимеризации рукава в ходе восстановления трубопровода в стартовом, промежуточных, если возможно, и конечном колодцах и котлованах устанавливаются термочувствительные провода с датчиками.
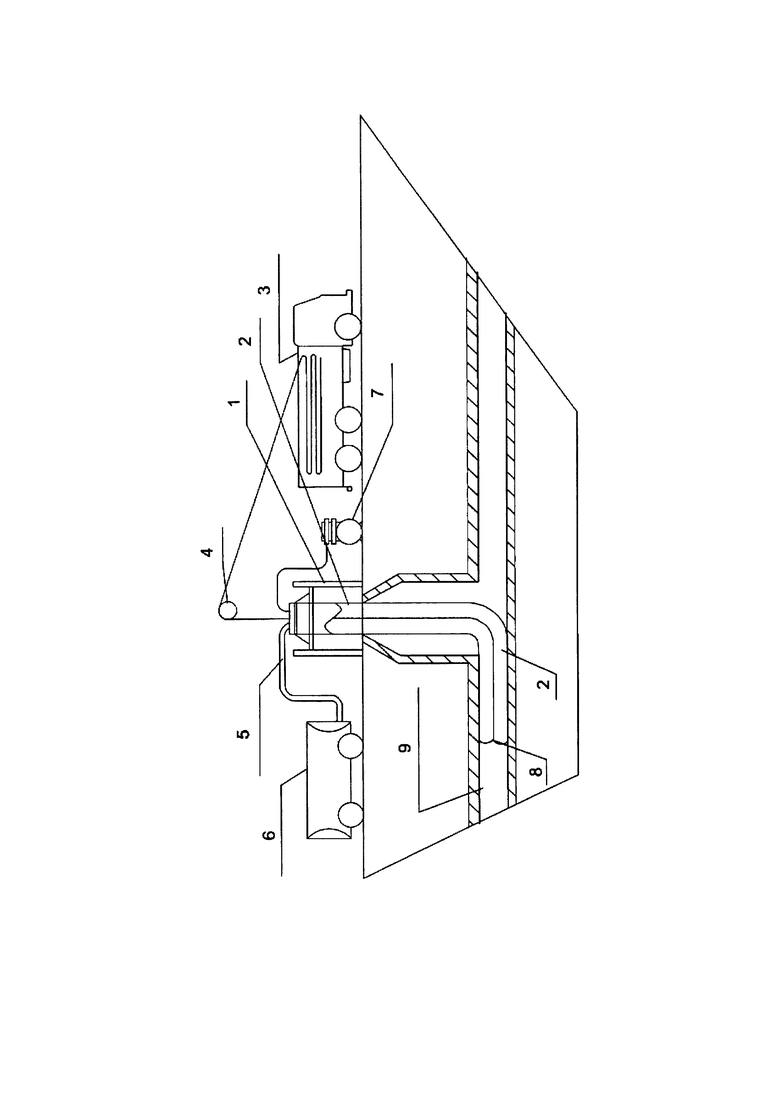
На представленном чертеже показана технологическая схема реализации метода санации трубопровода, где
1 - монтажная башня с крепежным станком,
2 - рукав, выполненный с использованием нетканого полотна армированного стеклоровинговой тканью и пропитанного полимерным связующим с возможностью полимеризации отвердителями горячего отверждения,
3 - контейнер для рукава 2,
4 - грузоподъемный механизм,
5 - термостойкие шланги,
6 - бойлер,
7 - компрессор,
8 - герметичносшитый хвост рукава с вмонтированным шлангом для сброса воздуха,
9 - восстанавливаемый участок трубопровода.
Осуществляют способ следующим образом. До начала проведения монтажных работ по восстановлению участка трубопровода 9 должна быть проведена тщательная очистка ремонтного участка трубопровода 9 от продуктов коррозии и других отложений. Очистка внутренней поверхности трубопровода производится механическим или гидродинамическим способом.
Так же для удаления отложений и очистки могут использоваться ротационные снаряды. Качество очистки трубопровода может контролироваться телероботом (на рисунке не показан).
Если конец трубы не поврежден и сохраняет свою первоначальную форму, он должен быть обработан струей песка на 300 мм внутрь, чтобы стопорное кольцо было установлено на зачищенную поверхность
Если труба ржавая или деформированная, на ее конец должен быть приварен кусок новой трубы длиной 300 мм с толщиной стенки 8-10 мм.
Для неметаллических труб кусок стальной трубы с фланцем должен быть установлен внутрь существующей трубы до установки в нее рукава.
До начала производства работ по вводу сплошного полимерного рукава в восстанавливаемый участок трубопровода 9, устанавливается монтажная башня с крепежным станком 1, соответствующим диаметру трубопровода. Край полимерного рукава 2 подается из контейнера 3 к крепежному станку монтажной башни 1 грузоподъемными механизмами 4. Края рукава крепятся на крепежном станке талями и стягивающими механизмами. Выворот рукава 2 производится посредством подачи в его полость воды и/или воздуха под давлением. Давление воздуха создается компрессором 7.
Вывернутый рукав 2 вводится в предварительно подготовленное отверстие в трубопроводе. Выворачивание рукава в полости трубопровода производится за счет давления воды или воздуха до полного ввода в восстанавливаемый участок трубопровода 9. В месте выхода рукава устанавливается колодец (на рисунке отсутствуете вскрытием трубопровода и для принятия герметично сшитого хвоста рукава 8 с вмонтированным шлангом для сброса воздуха. Герметичный хвост рукава изготавливается на этапе подготовки рукава к пропитке полимерными составами, а именно после пошива рукава. В процессе восстановления трубопровода хвост рукава выполнен герметичным.
Одновременно с прохождением хвоста рукава 8 по санируемому участку трубопровода 9, прокладываются термостойкие шланги 5, подсоединяемые к бойлеру 6, для подачи горячей воды или пара внутрь монтируемого рукава 2. Далее обеспечивают циркуляцию горячей воды и прогрев ее преимущественно до 90°С. После достижения режима в 90°С, производят поддержание данной температуры в течение 8 часов. После окончания прогрева производится циркуляция холодной водой в течение не менее 24 часов.
По завершении процесса полимеризации полимеров пропиточной композиции и отвердевании рукава монтажные концы рукава - хвост и столб башни, обрезаются.
При этом применение электрооборудования не допускается.
После откачки воды из трубопровода края рукава 2 торцуются и подгоняются к краям существующего трубопровода. В колодцах при установке запорной арматуры или соединения восстанавливаемых участков необходимо установить фланцевые стальные вставки, путем установки на концах рукава распорных хомутов, обеспечивающих герметичность трубопровода и приварки стальных фланцев.
Технология установки и сопряжения торцов с ремонтируемым напорным трубопроводом полимерного рукава допускает установку распорных колец.
При устройстве сплошного полимерного рукава в полости реконструируемого участка трубопровода железобетона, чугуна, керамики, асбестоцемента, на концах рукава устанавливаются надвижные муфты, которые при стягивании должны обеспечить наружную герметичность трубопровода.
Применение предлагаемого способа позволит осуществлять ремонт трубопроводов диаметром до 2000 мм. Возможность добиться хорошей кольцевой жесткости за счет увеличения толщины стенки «чулка». Возможность санации трубопроводов длинной 1000 м одним участком и прохождения углов-поворотов до 90°.
Кроме того заявленный способ расширяет арсенал технических средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2011 |
|
RU2479784C1 |
| САНИРУЮЩИЙ РУКАВ ДЛЯ ТРУБОПРОВОДА | 2006 |
|
RU2321795C1 |
| Бестраншейный способ восстановления изношенных участков трубопровода | 2022 |
|
RU2795236C1 |
| Способ нанесения покрытия на внутреннюю поверхность трубопровода | 2015 |
|
RU2644916C2 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ПРОКЛАДКИ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730767C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДОВ | 2014 |
|
RU2574135C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУКАВА ДЛЯ ЗАЩИТЫ И РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2019 |
|
RU2726985C1 |
| СПОСОБ САНИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТЕПЛОТРАССЫ И РУКАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111408C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2011 |
|
RU2480664C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ДЮКЕРА | 2014 |
|
RU2603505C2 |
Изобретение относится к санации трубопроводов и может быть использовано в коммунальном хозяйстве, мелиорации, нефтяной и газовой промышленности. Задачей, на решение которой направлено создание изобретения, является упрощение технологии восстановления трубопроводов и расширение технологических возможностей способа. Заявленный способ расширяет арсенал технических средств. Способ санации трубопровода путем нанесения покрытия на его внутреннюю поверхность включает введение в очищенный трубопровод рукава и термостойких шлангов, прижатие рукава к стенке трубопровода давлением воды или воздуха с последующей полимеризацией полимерного связующего рукава горячей водой или паром. Рукав выполнен с использованием нетканого полотна, армированного стеклоровинговой тканью и пропитанного полимерным связующим с возможностью полимеризации отвердителями горячего отверждения. Процесс начинают с установки в трубопровод монтажной башни, к которой крепят рукав. Выворот рукава в полость трубопровода осуществляют под давлением воды, одновременно с прохождением хвоста рукава в полость трубопровода прокладываются термостойкие шланги. Полимеризацию полимеров, пропитывающих рукав, проводят путем циркуляции горячей воды или пара по термостойким шлангам до достижения температуры внутри рукава преимущественно 90°С, с последующим прогревом полости внутри рукава в пределах указанной температуры до 8 часов и охлаждением полости рукава циркуляцией холодной воды по термостойким шлангам в течение не менее 24 часов. 8 з.п. ф-лы, 1 ил.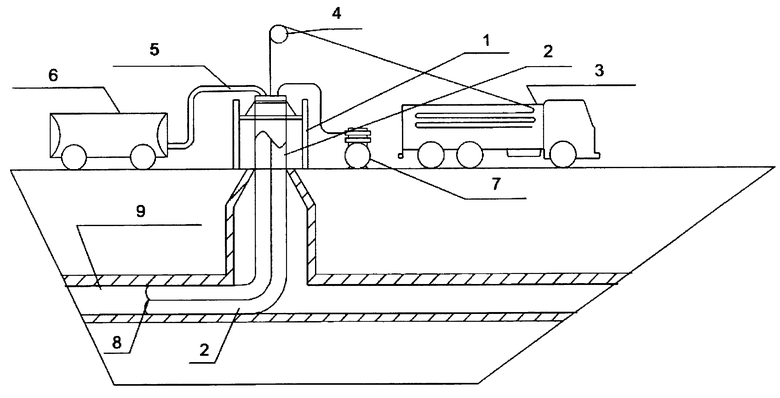
1. Способ санации трубопровода путем нанесения покрытия на его внутреннюю поверхность, включающий введение в очищенный трубопровод рукава, выполненного с использованием нетканого полотна, армированного стеклоровинговой тканью, и пропитанного полимерным связующим с возможностью полимеризации отвердителями горячего отверждения, и термостойких шлангов, при этом рукав вводят в полость трубопровода посредством его выворота давлением воды, термостойкие шланги прокладываются одновременно с прохождением хвоста рукава в полость трубопровода, далее осуществляют прижатие рукава к стенке трубопровода и осуществляют полимеризацию полимерного связующего рукава путем циркуляции горячей среды по термостойким шлангам до достижения температуры внутри рукава в пределах 90°С, с последующим прогревом полости внутри рукава в пределах указанной температуры до 8 часов, и охлаждением полости рукава циркуляцией холодной среды по термостойким шлангам в течение не менее 24 часов.
2. Способ санации трубопровода по п. 1, отличающийся тем, что прижатие рукава к стенкам трубопровода осуществляют давлением воды или воздуха.
3. Способ санации трубопровода по п. 1, отличающийся тем, что полимеризацию полимерного связующего рукава осуществляют путем циркуляции горячей среды, где горячей средой является горячая вода или пар.
4. Способ санации трубопровода по п. 1, отличающийся тем, что рукав представляет собой сшитую оболочку из нескольких слоев нетканого полотна, где нетканое полотно является полиэфирным полотном, армированным стеклоровинговой тканью, швы оболочки выполнены высокопрочными арамидными нитями и дублированы стеклоровинговой тканью, при этом слои оболочки пропитаны композицией на основе полимерных смол, выполненной с возможностью полимеризации отвердителями горячего отверждения, внутренняя поверхность рукава ламинирована полимерным термопластичным влаго- и воздухонепроницаемым покрытием.
5. Способ санации трубопровода по п. 4, отличающийся тем, что в основе композиции из полимерных смол используются смолы, выбранные из ненасыщенных полиэфирных смол или эпоксидных смол.
6. Способ санации трубопровода по п. 1, отличающийся тем, что рукав выполняется преимущественно толщиной от 5 до 25 мм.
7. Способ санации трубопровода по п. 1, отличающийся тем, что включает предварительную стадию установки монтажной башни с крепежным станком, соответствующим диаметру трубопровода.
8. Способ санации трубопровода по п. 1, отличающийся тем, что пропитку рукава полимерным связующим осуществляют на монтажной площадке.
9. Способ санации трубопровода по п. 1, отличающийся тем, что в процессе восстановления трубопровода хвост рукава выполнен герметичным.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2010 |
|
RU2437024C1 |
| Способ нанесения покрытия на внутреннюю поверхность трубопровода | 2015 |
|
RU2644916C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2011 |
|
RU2480664C2 |
| US 20060228501 A1, 12.10.2006 | |||
| ОБЛИЦОВОЧНЫЙ РУКАВ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2001 |
|
RU2182274C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2011 |
|
RU2479784C1 |

