1-1
Изобретение относится к литейному 1троизводству, в частности к модифицированию расплавленного металла в Литейной форме.
Цель изобретения - повышение вы- хода годного и качества модифицирования расплава в литейных формах с горизонтальным разъемом.
Поставленная.цель достигается пропусканием расплава последовательн через две емкости. В первой емкости располагают дозу модифицирующей присадки. Во второй, мерной, емкости отстаивают модифицированный расплав для вьфавнивания химического состава и удаления неметаллических включений Равномерность растворения дозы модификатора обеспечивают поворотом литейной формы с равномерной скоростью После отстаивания модифицированного расплава в мерной емкости продолжают осуществлять поворот литейной формы до заливки рабочей полости дозой модифицированного сплава. Угол поворота вьщерживают в пределах 15-22 .
На фиг. 1 представлена литейная форма в исходном состоянии; на фиг. 2 - положение литейной формы пр отстаивании дозы модифицированного расплава в мерной емкости; на фиг. 3положение литейной формы после заливки ее рабочей полости модифицированным расплавом.
Предложенный способ модифицирова- ния выполняют следующим образом.
В начальный момент (фиг.. 1) литейная форма установлена горизонтально. Через воронку 1 и сток 2 в литейную форму 3 заливают расплавленный металл. Проходя через реакционную емкость 4, он омывает поверхность модификатора. Модифицированный расплав поступает в мерную емкость-5, связанную через шламоуловитель 6 и литник 7 с рабочей полостью литейной формы 8. Модифицированный расплав (фиг. 2) отстаивают в мерной емкости в течение 1/30-1/15 времени эффективного действия дозы модификатора, рав ного периоду от момента его растворения, до кристаллизации расплава в отливке.
Поворот литейной формы в процессе заливки на 15-22° с равномерной ско- ростью обеспечивает изменение направления движения струй металла, поступающего в реакционную камеру, что повышает равномерность скорости раст5
51
O 5 0
0
35
0 5 0
5
ворения модификатора в протекающем металле. Известно, что оптимальный угол поворота в процессе заливки формы находится в пределах 15-22°. Если угол поворота меньше 15°, то ма по изменяется ферростатический напор и это не рбеспечивает выравнивание химического состава металла в процесе его заливки. Если угол поворота больше 22° то начинает уменьшаться плоскость соприкосновения модификатора с металлом, что приводит к меньшему выравниванию химического состава металла в процессе заливки.
Если время действия модификатора должно сохраняться в весь период затвердевания стенок отливки, то время выдержки модифицированного чугуна в мерной емкости должно быть минимальным и находиться в пределах 1/30- 1/15 от времени действия модификатора. Если время вьщержки меньше 1/30 от времени действия модификатора, то не обеспечивается выравнивание химического состава модифицированного чугуна, а если оно больше 1/15, .то требуется повьшенный расход модификатора или чугун может оказаться немодифицированным.
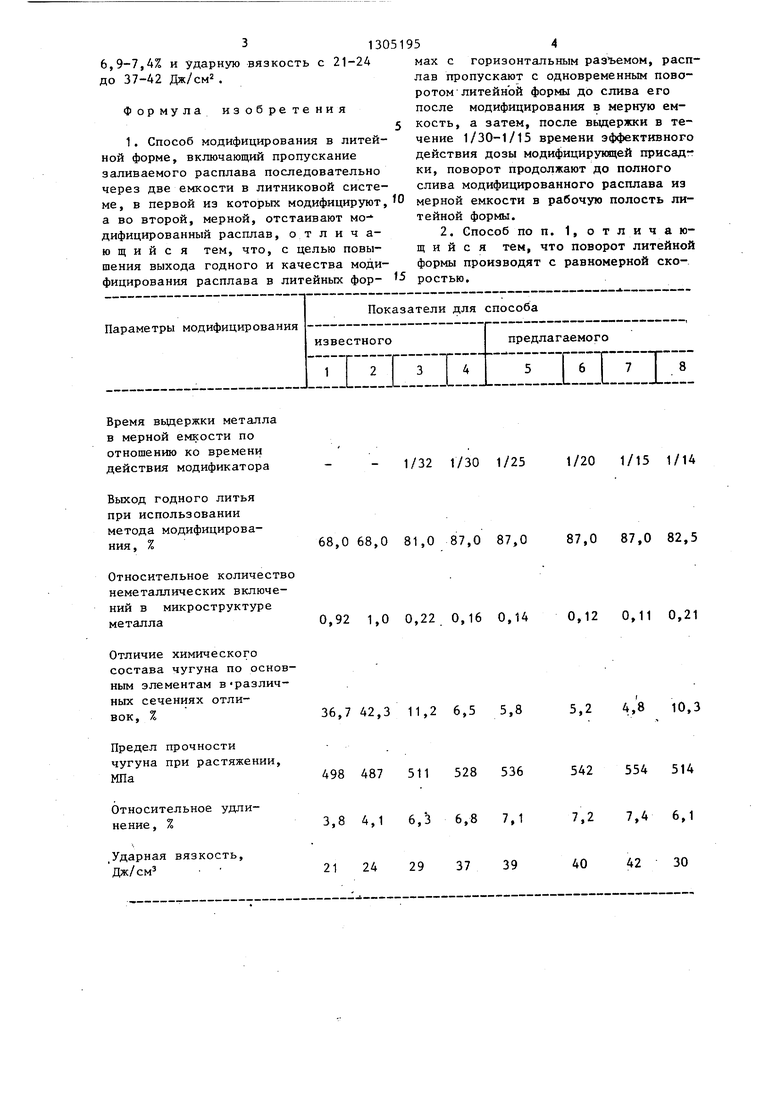
Основные параметры режимов модифицирования и полученные результаты приведены в таблице-.
Для модифицирования использовался исходный чугун, выплавленный в индукционной печи. Химический состав чугуна, мас.%: углерод 3,28-3,41; кремний 1,57-1,64; марганец 0,28-0,30; никель 0,06-0,09; хром 0,04-0,06; фосфор 0,08-0,09; сера 0,02-0,03; железо и примеси - остальное. После расплавления и перегрева чугун выдерживали в печи и при температуре 1440+10 С выливали в ковш и разливали по формам. Для модифицирования в реакционной камере формы размещают 0,8% комплексного модификатора.
Из данных таблицы видно, что использование предложенного способа позволяет повысить выход годного литья с 68,0 до 87,0%, уменьшить относительное количество неметаллических включений с 0,92-1,0 до 0,11-0,16, снизить разброс химического состава чугуна по основным модифицирующим элементам с 36,7-42,3 до 4,8-6,5% и повысить предел прочности при растяжении с 487-498 до 528-554 МПа, относительное удлинение с 3,8-4,1 до
313051
6,9-7,4% и ударную вязкость с 21-24 до 37-42 Дж/см.
Формула изобретения
5
1. Способ модифицирования в литейной форме, включающий пропускание заливаемого расплава последовательно через две емкости в литниковой системе, в первой из которых модифицируют,0 а во второй, мерной, отстаивают модифицированный расплав, отличающийся тем, что, с целью повышения выхода годного и качества модифицирования расплава в литейных фор- -5
о
1/32 1/30 1/25
68,0 68,0 81,0 87,0 87,0
0,92 1,0 0,22 0,16 0,14
36,7 42,3 11,2 6,5 5,8
498 487 511 528 536
3,8 4,1 6,3 6,8 7,1
21 24 29 37 39
54
мах с горизонтальным разъемом, расплав пропускают с одновременным поворотом литейной формы до слива его после модифицирования в мерную емкость, а затем, после вьщержки в течение 1/30-1/15 времени эффективного действия дозы модифицируннцей присадки, поворот продолжают до полного слива модифицированного расплава из мерной емкости в рабочую полость литейной формы.
2, Способ по п. 1, отличающийся тем, что поворот литейной формы производят с равномерной скоростью.
1/32 1/30 1/25
1/20 1/15 1/14
87,0 87,0 82,5
0,12 0,11 0,21
5,2 4,8 10,3
554 514 7,4 6,1 42 30
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения модифицированного серого чугуна | 1983 |
|
SU1097680A1 |
| Вставка для модифицирования и микролегирования | 1981 |
|
SU1065081A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ОТЛИВОК ИЗ ЧУГУНА | 1994 |
|
RU2080961C1 |
| Литейная форма | 1979 |
|
SU904884A1 |
| Устройство для модифицирования металла в литейной форме | 1985 |
|
SU1301558A1 |
| Способ модифицирования высокопрочного чугуна с вермикулярным графитом и устройство для его осуществления | 1986 |
|
SU1388435A1 |
| Способ получения чугуна с шаровидным графитом | 1990 |
|
SU1799916A1 |
| Способ получения серого чугуна для отливок | 1990 |
|
SU1812211A1 |
| СПОСОБ ПРОИЗВОДСТВА СПЕЦИАЛЬНЫХ ЧУГУНОВ | 2000 |
|
RU2162110C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
Изобретение.относится к литейному производству, в частности к способам модифицирования расплава металла в литейной форме. Цель изобретения - повышение выхода годного и качества модифицирования расплава в литейных формах с горизонтальным разъемом. При заливке расплава через литниковую воронку 1 и сток 2 в литейную форму 3 расплав взаимодействует в первой емкости 4 с модифицирующей присадкой и стекает во вторую (мерную) емкость 5. Поворот литейной формы обеспечивает равномерное растворение модификатора в емкости 4. После поступления в мерную емкость всей дозы модифицированного расплава останавливают поворот на 1/30-1/15 от времени эффективного действия модификатора. Затем возобновляют поворот и производят слив расплава через. шламовый литник 7 в рабочую полость литейной формы 8. 1 з.п. ф-лы, 3 ип, 1 табл. с S (Л 67 8 СО О. СЛ (Х СЛ Фиг.1
Фиг,3
Редактор С. Патрушева Заказ 1385/22
Составитель В. Николаев
Техред Л.Опейник Корректор Л. Пилипенко
Тираж 741
Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| Кобелев Н.Н | |||
| и др | |||
| Повышение качества чугунных отливок модифицированием | |||
| Обзор | |||
| М.: НИИмаш, 1982, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
