Область техники, к которой относится настоящее изобретения
Настоящее изобретение относится к усовершенствованной машине и способу упаковки в растягивающуюся пленку изделий, подаваемых блоками или по отдельности.
Предшествующий уровень техники настоящего изобретения
В сфере упаковки различных типов изделий, подаваемых блоками, таких как, например, бутылки, коробки различных размеров и тому подобное, в настоящее время наиболее часто используется пленка из термоусадочного полимерного материала, обрабатываемая специальной машиной. Эта пленка наматывается вокруг изделия или блока изделий, затем сваривается и обрезается по размеру, после чего обрабатывается в термоусаживающей печи, придавая устойчивость произведенной таким способом упаковке, прочно удерживающей изделия.
Эта методика предполагает определенные расходы на полимерный материал, обладающий определенной толщиной, а также на энергию, затрачиваемую на термоусадку, не говоря уже о заводских издержках, связанных с необходимостью приобретения упаковочной машины и сопутствующей термоусаживающей печи. И последнее, но не самое маловажное, состоит в том, что издержки также возрастают за счет того, что для формования окончательной термоусадочной упаковки с изделиями затрачивается слишком много времени.
В альтернативном варианте для упаковки может быть использована растягивающаяся полимерная пленка, которая наматывается вокруг изделий. Эти изделия делятся на блоки и избирательно обматываются в соответствии с настройками намоточного узла. В указанном намоточном узле инициируется вращение катушки с растягивающейся пленкой вокруг изделий, подаваемых ленточным конвейером или роликовым конвейером; и по окончании намотки полученная таким способом упаковка выгружается. Обрезка пленки после намотки вокруг изделий и повторная установка пленки в требуемое положение для ее подготовки к намотке вокруг следующего нового блока изделий, подлежащих упаковке, создает множество проблем для этого упаковочного устройства.
Эта проблема особенно чувствительна в случае использования устройства кольцевой намотки, которое отличается быстродействием и функциональностью.
Документ WO 2015/121334 относится к машине для упаковки в растягивающуюся пленку, в которой предусмотрена полка для приема соответствующих изделий на упаковку. Над полками располагается удлиненный полый элемент, который в боковом направлении оканчивается вблизи обтягиваемых упаковок, а снаружи снабжен, по меньшей мере, одним втягивающим отверстием. Отдельно и под полкой предусмотрено зажимное приспособление для края пленки, которое также обрезает указанную пленку и располагается в отведенном положении относительно других элементов машины.
Краткое раскрытие настоящего изобретения
Общая цель настоящего изобретения состоит в том, чтобы предложить усовершенствованную машину для упаковки в растягивающуюся пленку изделий, подаваемых блоками, выполненную с возможностью устранения указанных недостатков предшествующего уровня техники чрезвычайно простым, экономичным и в высшей степени функциональным способом.
Дополнительная цель настоящего изобретения состоит в том, чтобы предложить упаковочную машину, которая может функционировать почти непрерывно и с большой скоростью без вмешательств для обрезки и вставки пленки, наматываемой вокруг блоков изделий, что устраняет какие бы то ни было остановы на стадии упаковки и обеспечивает почти автоматическую работу.
Еще одна из целей настоящего изобретения состоит в том, чтобы предложить машину для упаковки изделий, которая за счет использования растягивающейся пленки снижает расходы на упаковочный материал.
А еще одна из целей настоящего изобретения состоит в том, чтобы предложить способ упаковки, который может выполняться почти непрерывно и с большой скоростью без вмешательств для обрезки и вставки пленки, наматываемой вокруг блоков изделий, что устраняет какие бы то ни было остановы на стадии упаковки и обеспечивает почти автоматическую работу.
Указанные цели достигаются за счет машины и способа согласно независимому пункту 1 и последующим зависимым пунктам формулы изобретения.
Краткое описание фигур
Конструктивные и функциональные характеристики настоящего изобретения и его преимущества в сравнении с предшествующим уровнем техники станут еще более очевидными после ознакомления с последующим описанием в привязке к прилагаемым схематическим чертежам, на которых проиллюстрирован один из примеров осуществления самого изобретения, и где:
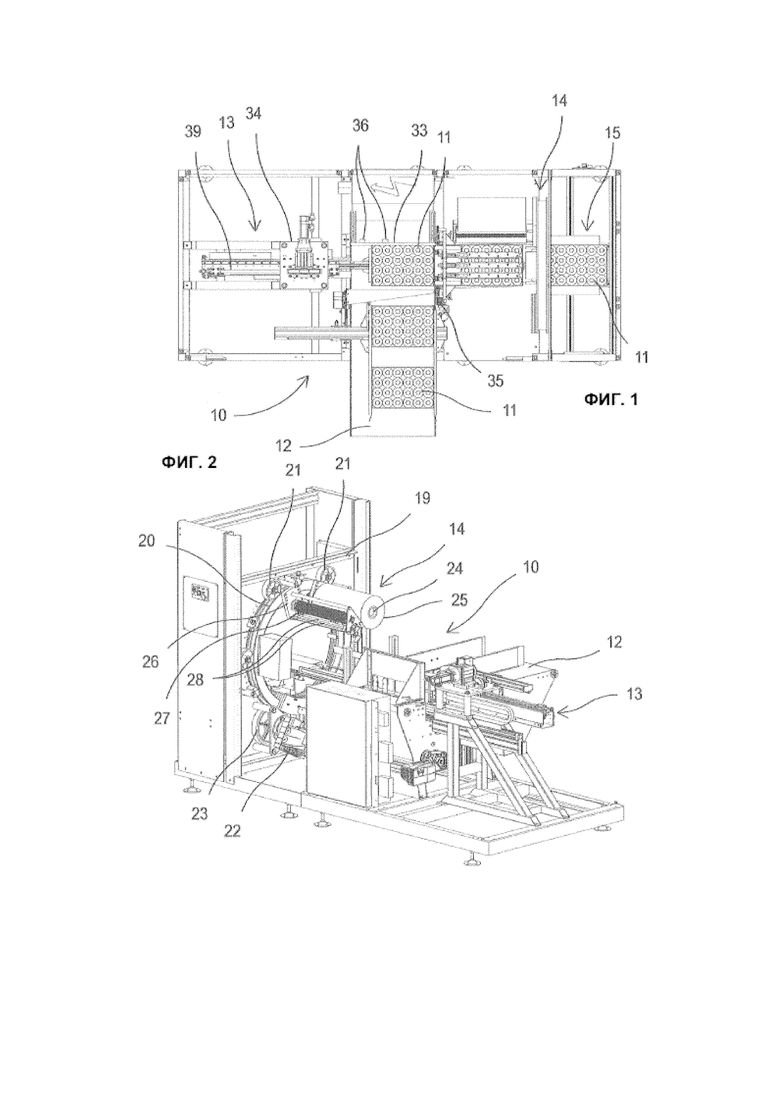
На фиг. 1 показан вид сверху, иллюстрирующий усовершенствованную машину для упаковки в растягивающуюся пленку согласно настоящему изобретению.
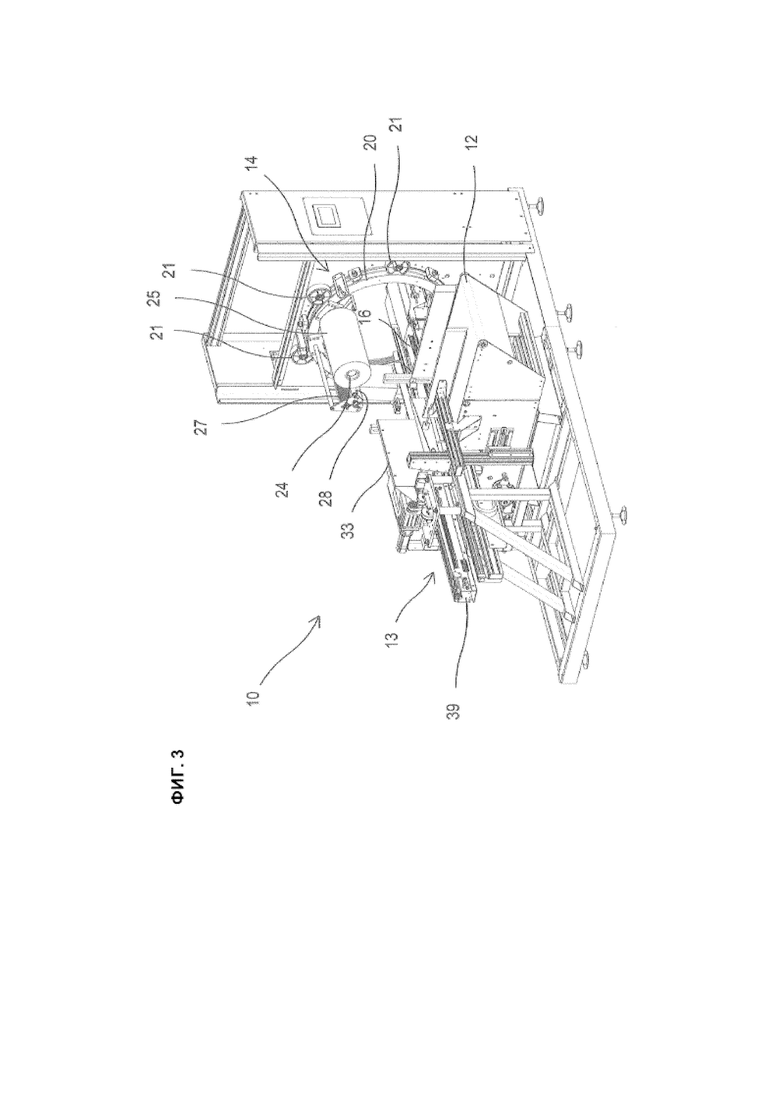
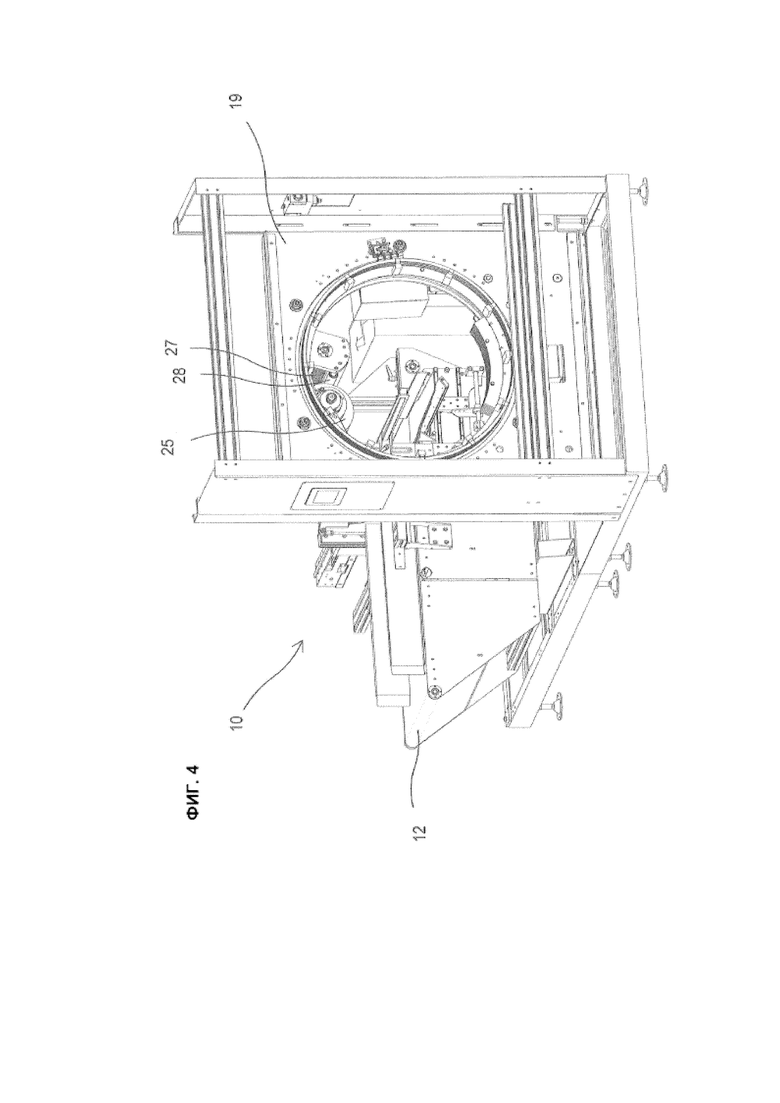
На фиг. 2, 3 и 4 представлены перспективные изображения машины для упаковки изделий в растягивающуюся пленку, показанной на фиг. 1, без разгрузочного конвейера;
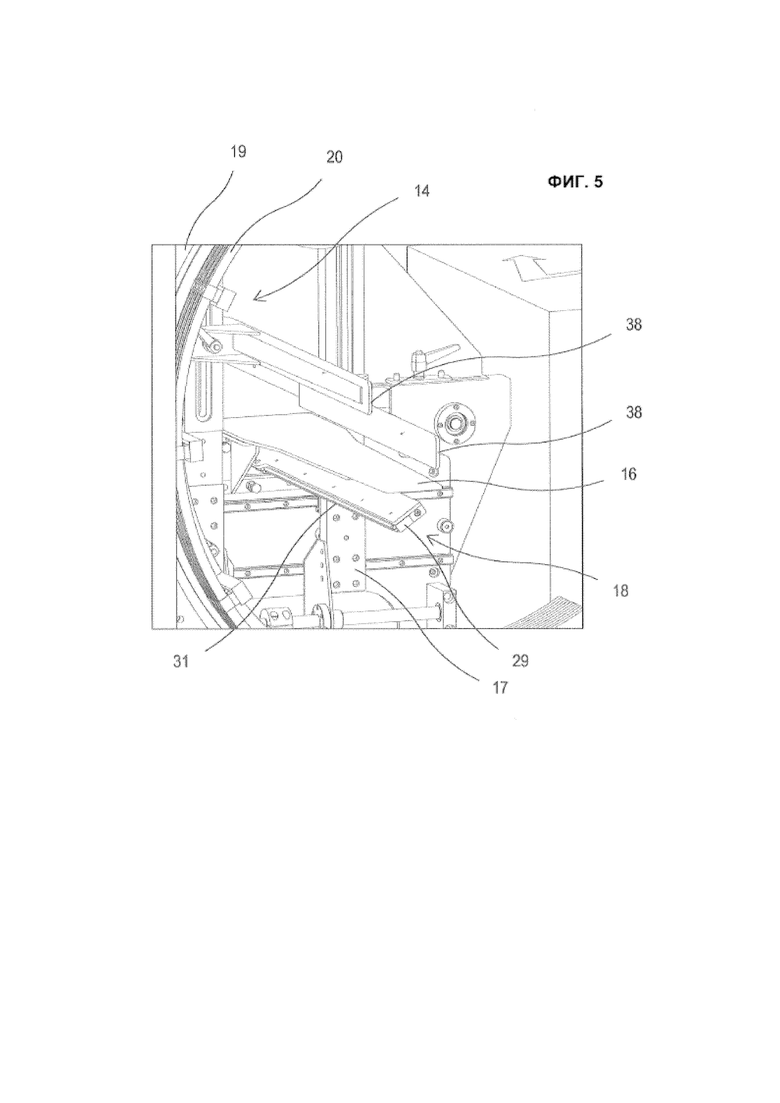
На фиг. 5 представлен увеличенный детализированный вид фигуры 4, иллюстрирующий вакуумный захватный узел в выдвинутом и повернутом положении;
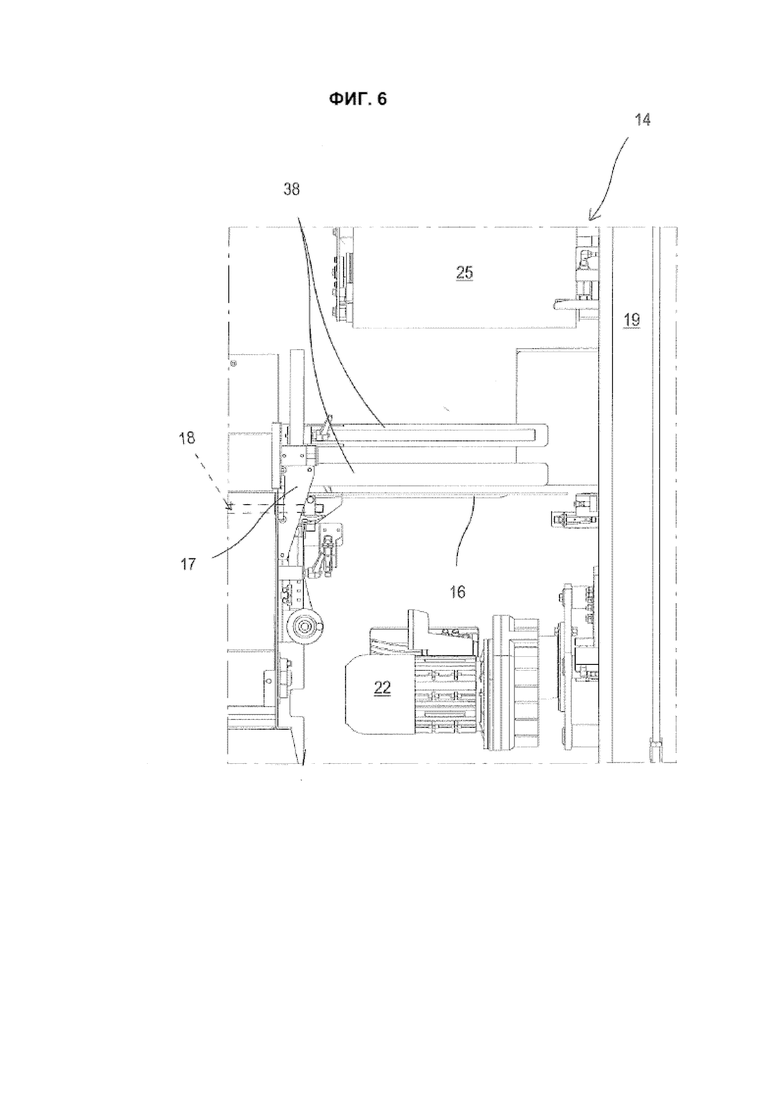
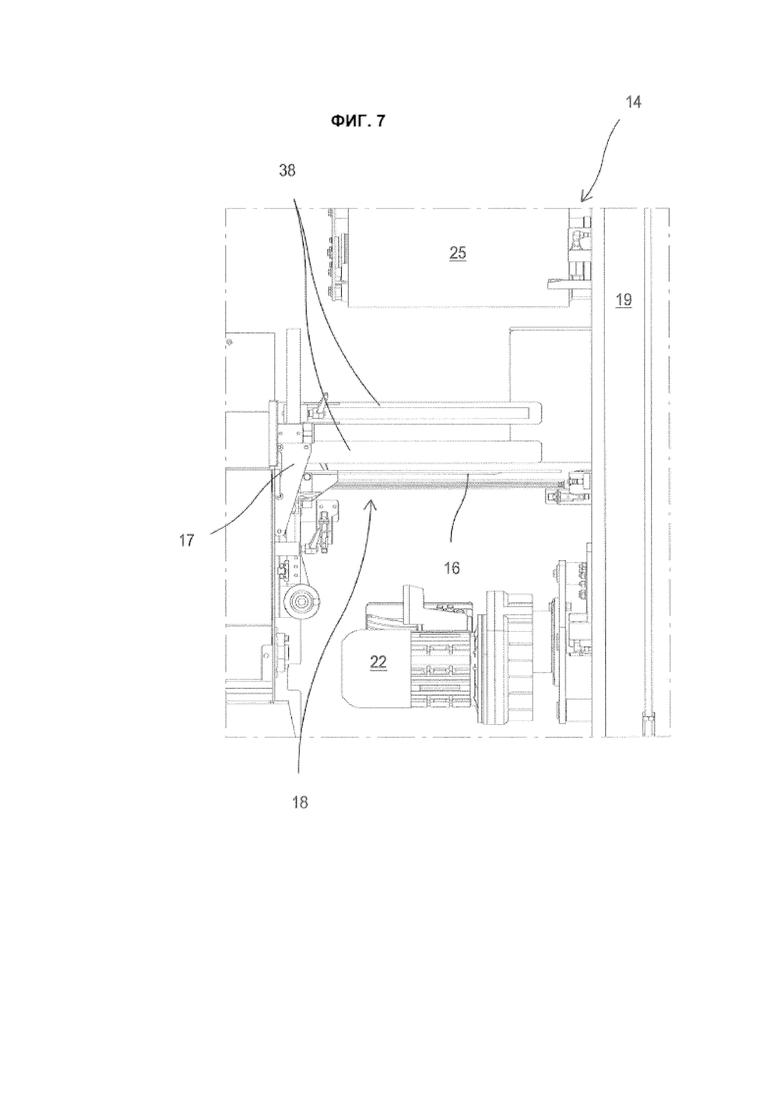
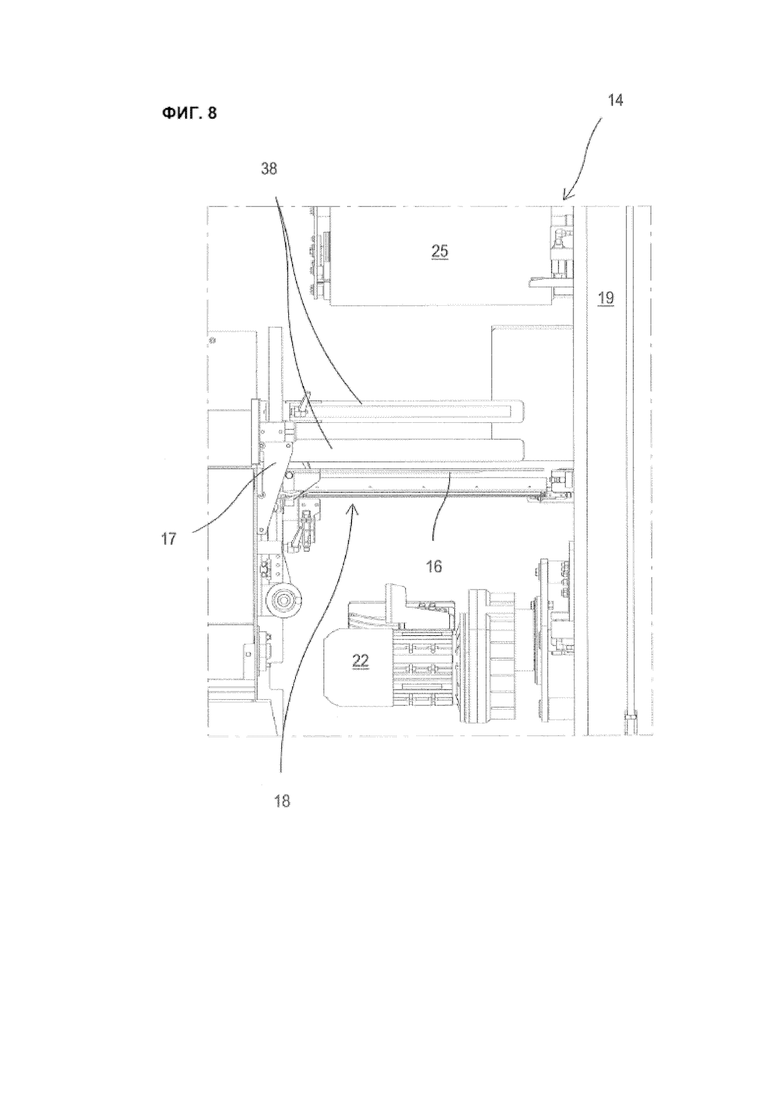
На фиг. 6, 7 и 8 показаны увеличенные виды машины сбоку с намоточным узлом и захватным узлом, причем захватный узел показан в трех разных положениях, т.е. в нейтральном положении, в положении захвата и в положении обрезки;
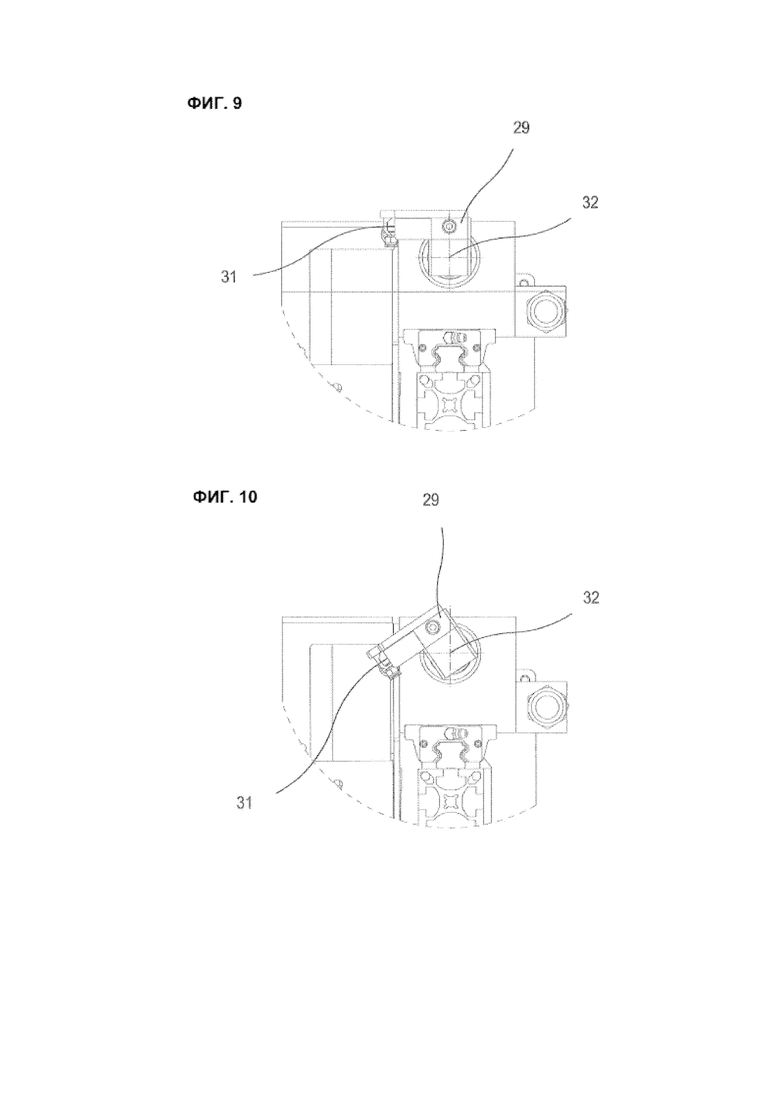
На фиг. 9 и 10 показаны два увеличенных вида спереди концов захватного устройства в положении захвата и в положении обрезки;
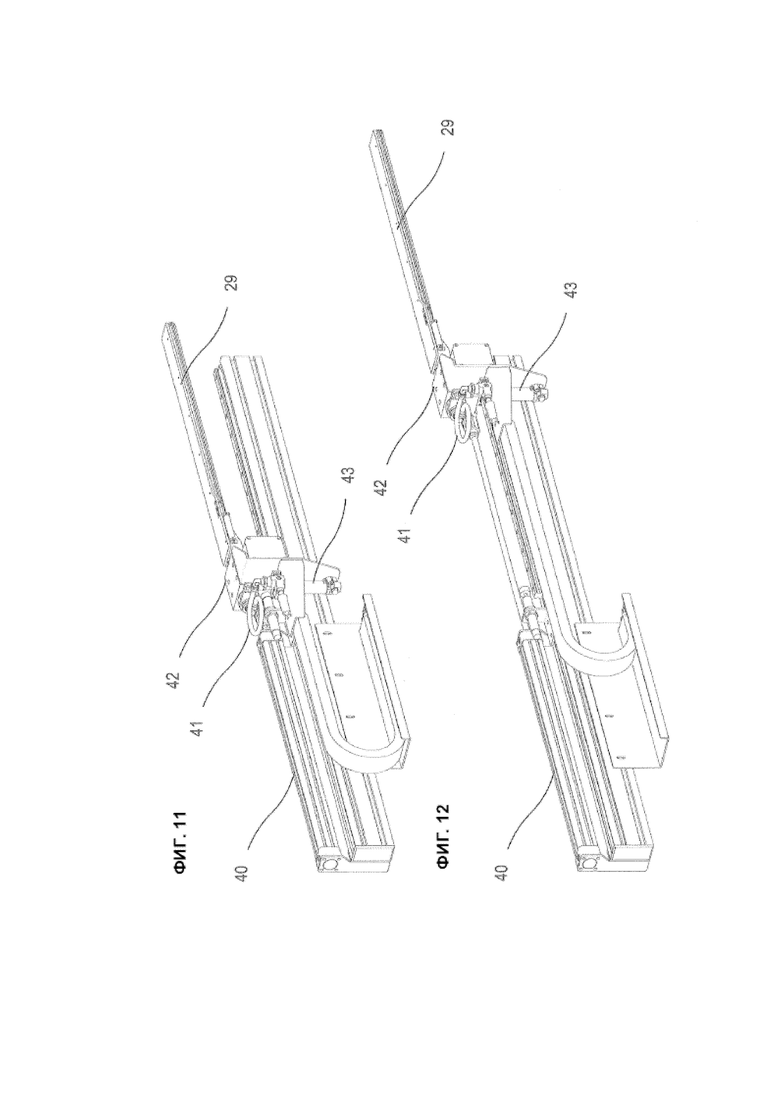
На фиг. 11 и 12 представлены перспективные изображения одного лишь захватного узла, соответственно, в нейтральном положении и в положении захвата;
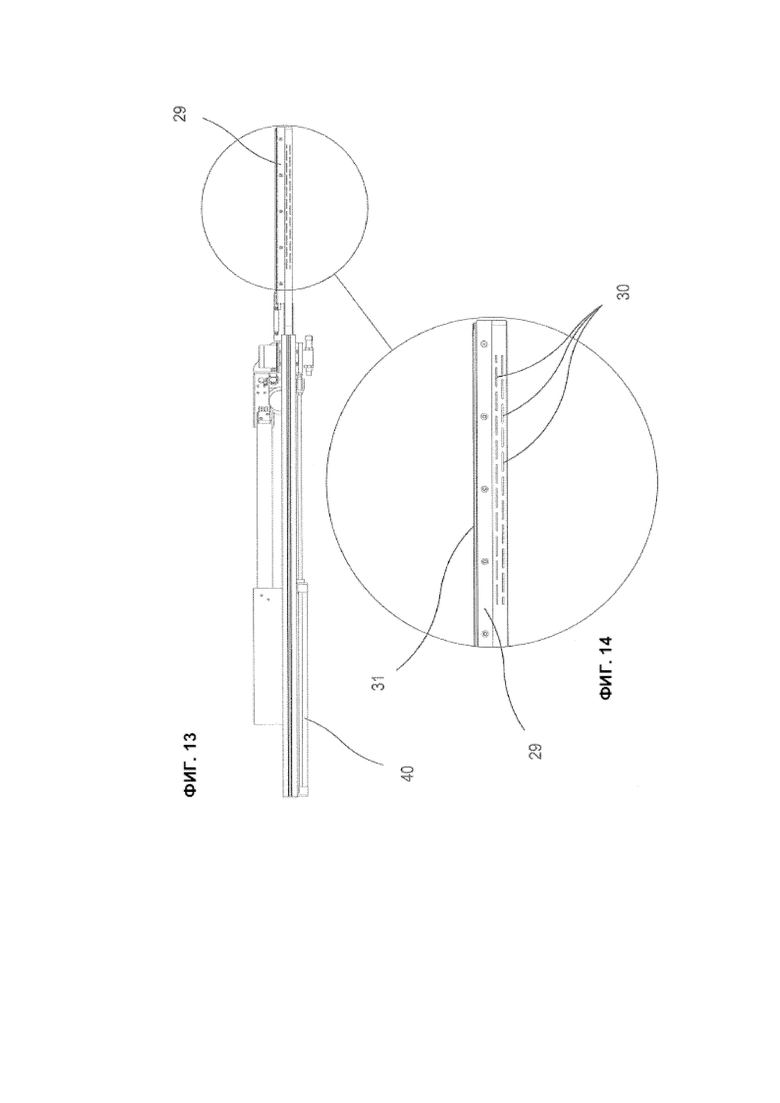
На фиг. 13 показан вид снизу захватного узла в положении захвата;
На фиг. 14 представлен увеличенный детализированный вид захватного узла, показанного на фиг. 13;
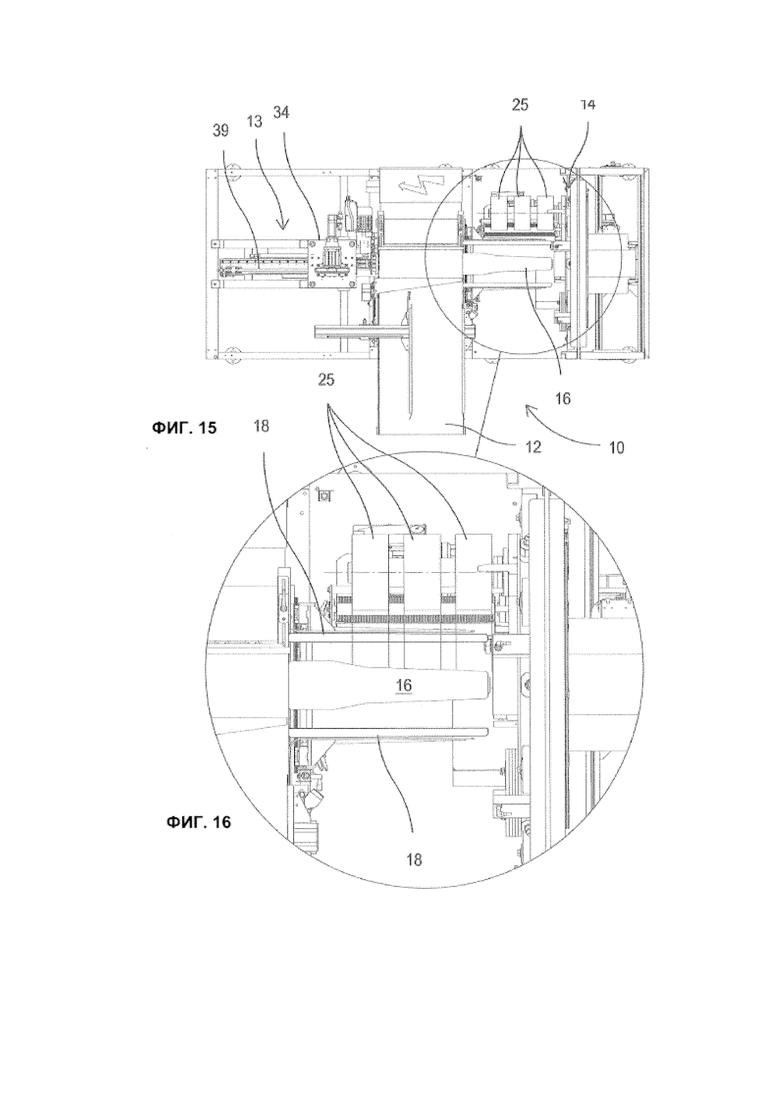
На фиг. 15 и 16 представлен общий вид другого варианта осуществления намоточного узла, расположенного в машине согласно настоящему изобретению, и его увеличенный детализированный вид;
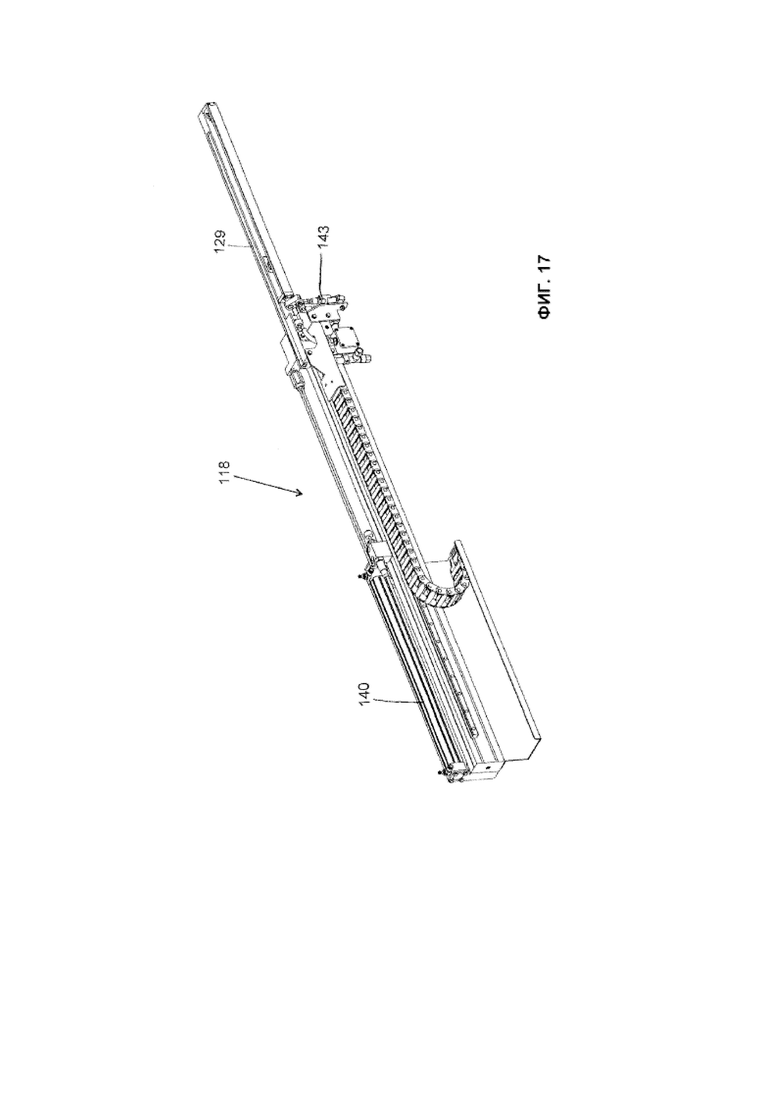
На фиг. 17 показан перспективный вид сверху одного лишь захватного узла согласно другому варианту его осуществления в положении захвата;
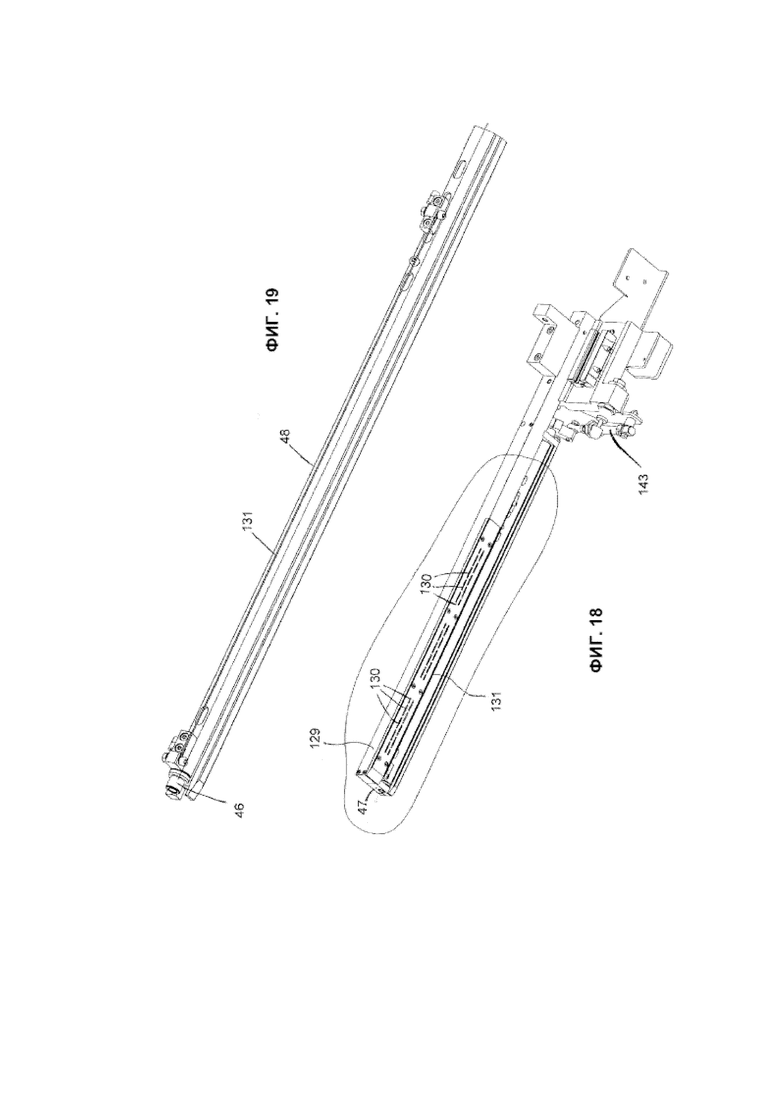
На фиг. 18 представлен перспективный вид снизу захватного узла, показанного на фиг. 17;
На фиг. 19 представлено увеличенное перспективное изображение режущего устройства с режущей проволокой в захватном узле, показанном на фиг. 18;
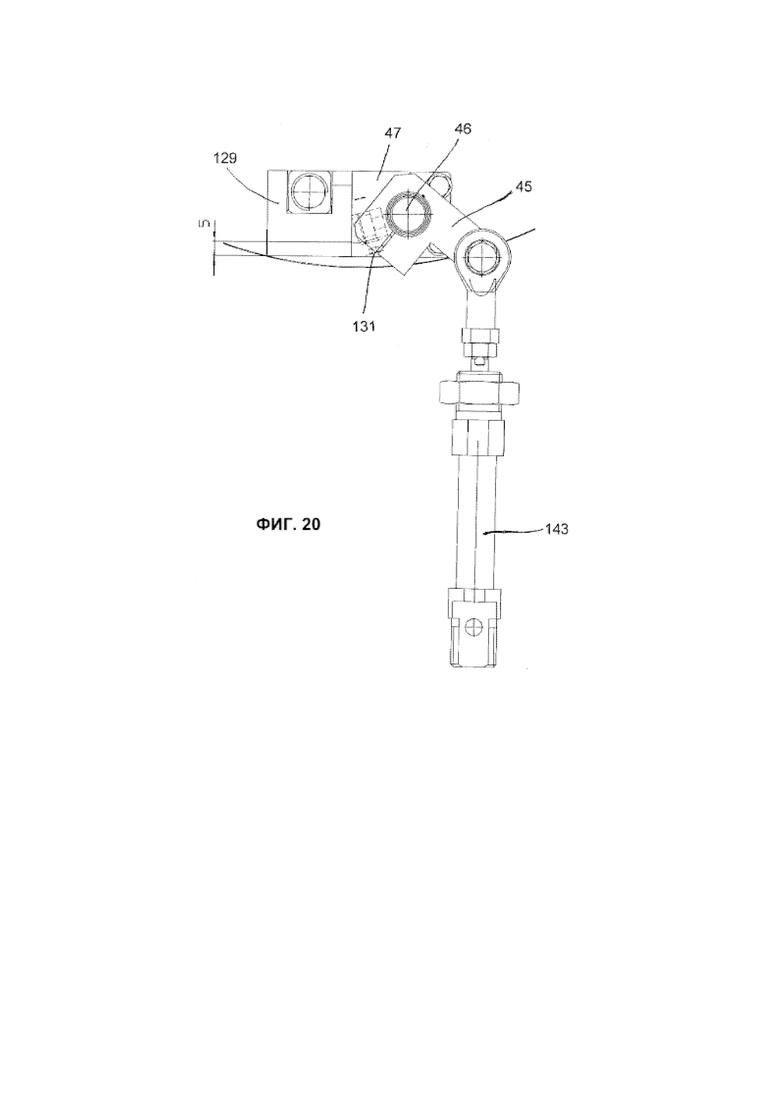
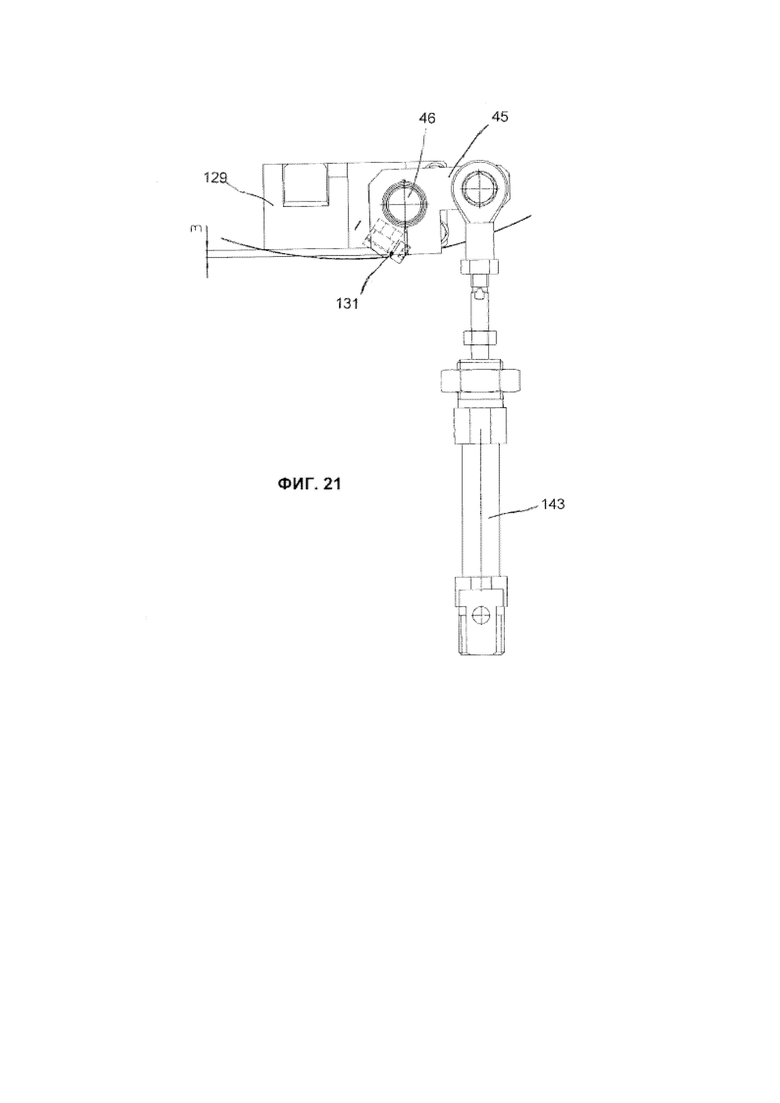
На фиг. 20 и 21 показаны два увеличенных вида спереди одного из торцов захватного устройства в положении захвата и в положении обрезки.
Подробное раскрытие настоящего изобретения
В привязке к фигурам проиллюстрирована усовершенствованная машина для упаковки в растягивающуюся пленку изделий, подаваемых блоками, таких как бутылки, коробки или иные объекты, или по отдельности в виде единичных изделий 11; при этом машина в целом обозначена позицией 10.
Необходимо учитывать, что на входе этой машины 10 единичные изделия 11 могут размещаться в определенном порядке, например, в несколько смыкающихся и выровненных относительно друг друга рядов или в виде единичного изделия. Далее по тексту будет указываться «изделие 11», даже если речь идет о множестве изделий. Соответственно, изделие 11 подается на конвейер 12 упаковочной машины, например, на ленточный конвейер.
Машина согласно настоящему изобретению по существу содержит конвейер 12 для подачи изделия 11, узел 13 позиционирования изделия, намоточный узел 14 для намотки пленки вокруг единичного изделия или блока изделий и разгрузочный конвейер 15, располагающийся на выходе намоточного узла 14 и выполненный, например, в виде ленточного конвейера.
Говоря вкратце, изделие 11, перемещаемое вперед или загружаемое вручную, поступает на вход ленточного конвейера 12. Ленточный конвейер 12 может располагаться в одну линию (не показано) с узлом 13 линейного позиционирования или под углом 90° к нему (как в проиллюстрированном примере). Таким образом, изделие 11 после достижения им ленточного конвейера 12 сообразно узлу 13 позиционирования подается внутрь намоточного блока 14, одновременно проталкивая изделие 11, обмотанное ранее в ходе предыдущего цикла, на ленту разгрузочного конвейера 15, который разгружает упакованное таким образом изделие. По завершении позиционирования изделия, подлежащего обмотке, инициируется намоточный цикл. Ориентировочная производительность, которая также зависит от типа изделия, может составлять около 10-12 упаковок/мин.
В частности, за ленточным конвейером 12 и перед намоточным узлом 14 располагается мостиковая конструкция, которая принимает изделие 11, подлежащее обмотке для получения окончательной упаковки или пакета. Указанная мостиковая конструкция содержит полку 16, консольно-закрепленную таким образом, что она отходит от опорной рамы 17 в направлении продвижения изделия 11. Полка 16 соединяет ленточный конвейер 12 с последующим намоточным узлом 14. При подаче более одного изделия 11 пары боковых направляющих планок 38, также консольно-закрепленных и образующих мостиковую конструкцию, удерживают их в одну линию в уплотненном и упорядоченном состоянии.
Полка 16, консольно-закрепленная на раме 17 и отходящая от нее, выполнена таким образом, чтобы обеспечивать возможность расположения под ней вакуумного захватного узла 18 с возможностью его перемещения. Полка 16 также выполнена таким образом, чтобы облегчать проскальзывание пленки, когда та после намотки на изделие сходит с полки перед прохождением через узел 13 позиционирования.
Как было указано выше, полка 16 располагается вблизи намоточного узла 14. Намоточный узел 14 содержит раму 19, расположенную поверх изделия 11, находящегося на полке.
Узел 14 кольцевой намотки содержит кольцо или опорный круг 20, который вращается относительно направляющих роликов 21, установленных на раме 19. Указанное кольцо 20 располагается в плоскости, перпендикулярной направлению продвижения изделия 11. Редукторный электродвигатель 22, встроенный в раму 19, управляет вращением кольца 20 посредством регулировочно-фрикционного ролика 23.
Держатель 24 катушки 25 с пленкой из растягивающегося полимерного материала собран заодно с кольцом 20. С этим держателем 24 катушки сопрягается опора 26 обрезиненного натяжного ролика 27 и пары поддерживающих роликов 28 для пленки. Натяжение разматываемой пленки может регулироваться, например, с помощью тормоза (не показан), который воздействует непосредственно на указанный обрезиненный натяжной ролик 27.
В процессе намотки пленки вокруг изделия 11 вращающееся кольцо 20 вращается с программируемым числом витков, обеспечивая наложение точного количества пленки.
Как было указано выше, согласно настоящему изобретению растягивающаяся пленка вблизи намоточного узла 14 удерживается вакуумным захватным узлом 18. Указанный вакуумный захватный узел 18 может быть переведен из выдвинутого положения под полкой 16, на которой располагается изделие 11, подлежащее обмотке или уже обмотанное (см. фиг. 7), в отведенное нейтральное положение относительно полки 16 (см. фиг. 6) после высвобождения пленки, наматываемой на изделие 11. По сути, вакуумный захватный узел 18 отводится, высвобождая пленку после выполнения намоточным кольцом 20 определенного числа оборотов для фиксации пленки на изделии/изделиях 11. Во время совершения последнего из этих оборотов захватный узел 18 повторно переводится в выдвинутое положение, и по мере прохождения пленки он втягивает и удерживает ее (см. фиг. 9), а также обрезает ее с помощью режущего устройства, такого как термонож, входящего в контакт с пленкой за счет вращательного движения (см. фиг. 8 и 10).
В частности, вакуумный захватный узел 18, более детально показанный на фиг. 11-14, содержит полую трубчатую секцию 29. В указанной полой трубчатой секции 29 создается вакуум, и благодаря наличию расположенных снизу втягивающих отверстий или пазов 30 она удерживает пленку в положении захвата. Сбоку полая трубчатая секция 29 несет на себе режущее устройство, выполненное в виде режущего ножа 31 для обрезки этой же пленки. Указанная полая трубчатая секция 29 и, соответственно, режущий нож 31 могут вращаться вокруг горизонтальной оси 32, выполняя режущее действие.
Как показано на фиг. 11 и 12, полая трубчатая секция 29 перемещается между нейтральным положением и положением захвата, соответственно, с помощью линейного привода, такого как цилиндр 40.
Трубка 41 соединяет полую трубчатую секцию 29 с вакуумным насосом (не показан), тем самым инициируя втягивание воздуха через указанные отверстия или пазы 30 для фиксации края пленки.
Вращательное движение полой трубчатой секции 29 для перевода режущего ножа 31 в положение воздействия на пленку для ее обрезки инициируется квадратным рычагом 42, который приводится в действие приводом 43, таким как цилиндр.
На фиг. 13 показан вид снизу захватного узла в положении захвата. В этом положении полая трубчатая секция 29 выдвинута цилиндром 40 и установлена в положение захвата, в котором отверстия или пазы 30 готовы к фиксации пленки.
На фиг. 14 представлен увеличенный детализированный вид захватного узла, показанного на фиг. 13, на котором можно ясно видеть отверстия или пазы 30, а также режущий нож 31.
Принцип работы машины согласно настоящему изобретения описан ниже.
Конвейер 12 для подачи изделий 11, состоящий, например, из полипропиленовой ленты с низким коэффициентом трения, обеспечивает возможность перемещения изделия/изделий 11 на стадии их проталкивания в направлении обмоточного узла 14. Лента перемещается асинхронным электродвигателем, который управляется инвертором. Инвертор предусмотрен ля того, чтобы регулировать скорость, ускорении и торможение ленты относительно обматываемого изделия.
Изделие или изделия 11 движутся на ленте 12 и перехватываются фотоэлементом 35, который располагается поперек ленты 12. После отключения этого фотоэлемента 35 в результате продвижения изделия 11 движение ленты 12 при необходимости замедляется, достигая потребной для перемещения изделия 11 скорости, и приостанавливается, когда изделие 11 перехватывается одним из двух емкостных датчиков 36, расположенных на концевом опорном элементе 33. Скорость вращения может быть запрограммирована с панели управления, а скорость продвижения, варьирующаяся в пределах 0-20 mt/min, может быть запрограммирована непосредственно на инверторах.
На этой стадии изделие 11 готово к подаче в намоточный узел 14 из узла 13 позиционирования.
Узел 13 позиционирования состоит, например, из телескопического привода 39 с линейной осью, который с помощью толкателя 34 перемещает изделие 11 в намоточном узле 14 на полке 16. Телескопический привод 39 приводится в действие, например, синхронным электродвигателем. Ход привода составляет около 1000 мм, а его точность в пределах +/-5 мм достаточна для позиционирования. Скорость продвижения зависит от перемещаемого изделия 11, при этом возврат в исходное положение осуществляется с максимальной скоростью с тем, чтобы обеспечить установку следующего изделия 11 в требуемое положение за максимально короткое время. Узел 13 позиционирования может быть укомплектован, в зависимости от обматываемого изделия, пневматическими системами, предназначенными для направления или обеспечения устойчивости изделия, подвергаемого воздействию осевой нагрузки. Скорость продвижения составляет 0-40 mt/min.
После установки изделия 11 в требуемое положение под кольцом 20 намоточного узла 14 начальный край пленки удерживается вакуумным захватным узлом 18. По сути, начальный край пленки втягивается и удерживается вакуумом, создаваемым в полой трубчатой секции 29.
В таком состоянии инициируется вращение намоточного кольца 20 с отводом захватного узла 18, что позволяет плотно обмотать изделия 11 пленкой; при этом на фиг. 6 захватный узел в отведенном положении не виден и обозначен пунктирной линией.
После этого кольцо 20 совершает определенное число оборотов с тем, чтобы плотно обмотать пленкой изделие/изделия 11. Во время последнего из этих оборотов захватный узел 18 повторно переводится в выдвинутое положение (см. фиг. 8), и по мере прохождения пленки он втягивает и удерживает ее (см. фиг. 9), занимая положение захвата (см. также фиг. 12).
После выполнения захвата подается команда на вращение захватного узла 18 для обрезки пленки термоножом 31, который входит в контакт с самой пленкой за счет указанного вращательного движения (см. фиг. 5, 8 и 10).
Обмотанный пленкой пакет подается вперед за счет воздействия на него еще не упакованных изделий 11, которые проталкиваются под намоточный узел 14 узлом 13 позиционирования, как было сказано выше. За счет этого толкающего движения упаковка поступает на разгрузочный конвейер 15, который выгружает этот упакованный таким образом пакет (см. фиг. 1).
Каждый раз этот цикл повторяется.
Следует отметить, что машина согласно настоящему изобретению, снабженная захватным узлом 18 этого типа, работает очень быстро и не требует перерывов в работе на установку начального края пленки, подлежащей намотке, в требуемое положение.
По сути, обрезка выполняется после фиксации пленки на захватном узле 18, после чего - одновременно с формированием упакованного изделия - на последующем изделии, которое должно быть упаковано, фиксируется начальный край пленки, подлежащей намотке.
Стоит отметить, что с помощью машины этого типа может быть также реализован новый способ упаковки.
Способ упаковки в растягивающуюся пленку изделий 11, подаваемых блоками или по отдельности, по существу реализуется с помощью узла 13 позиционирования.
Первая стадия предусматривает загрузку изделия или множества изделий 11, выстроенных в линию или поперечно, на подающий узел.
После этого указанное изделие или изделия перемещаются узлом 13 позиционирования на полке 16, расположенной под намоточным узлом 14.
За этим следует стадия захвата начального края намоточной пленки с помощью вакуумного захватного узла 18, выдвигаемого и перемещаемого под полку 16, несущую на себе изделие/изделия 11.
Следующая стадия предусматривает начало намотки пленки вокруг изделия/изделий 11, после чего следует стадия высвобождения наматываемой пленки, удерживаемой захватным узлом после совершения пленкой, по меньшей мере, первого витка вокруг изделий 11 и отвод захватного узла из положения под полкой 16.
По завершении намотки пленки вокруг изделия 11 с запрограммированным числом витков захватный узел 18 переводится из нейтрального, отведенного относительно полки 16, положения в выдвинутое положение под полкой 16, несущей на себе изделие/изделия 11.
Далее инициируется втягивание пленки захватным узлом 18 с целью удержания края намотанной пленки, после чего указанный захватный узел 18 немедленно начинает поворачиваться до тех пор, пока режущий нож 31, составляющий с ним единое целое, не обрежет концевой край пленки, намотанной вокруг изделия/изделий 11.
За этим следует стадия перемещения указанных обмотанных изделий 11 на последующий разгрузочный конвейер 15 с одновременным размещением других изделий, подлежащих обмотке, на полке 16 под намоточным узлом 14 с повторением предыдущей стадии.
После этого повторяются уже предложенные стадии.
Одной из важных особенностей машины и способа согласно настоящему изобретению является возможность обмотки изделия или множества изделий в непрерывном режиме для получения готовой упаковки без каких-либо перерывов в работе.
Это достигается за счет наличия захватного узла, который обеспечивает как возможность обрезки конца пленки, так и возможность удержания начала пленки.
За счет этого предотвращаются перерывы в работе машины, а также обеспечивается возможность быстрого формирования пакетов обмотанных изделий и их разгрузки в непрерывном режиме.
И, наконец, на фиг. 15 и 16 показаны общие виды еще одного варианта осуществления намоточного узла, расположенного в машине согласно настоящему изобретению, и его увеличенный детализированный вид. Можно отметить, что в этом примере машина также обеспечивает возможность обмотки множества пакетов за один прием, формируя упаковки, примыкающие друг к другу. В этом случае держатель 24 катушки несет на себе множество катушек 25 с пленкой из растягивающегося полимерного материала, число которых в этом неограничивающем примере составляет три.
После выполнения намотки с помощью машины и способа, уже описанных выше, формируется множество готовых упаковок в виде пакетов. Для этого используется захватный узел с множеством пазов, которые позволяют удерживать множество краев отдельных катушек 25. Пакеты с предварительно разнесенными изделиями 11 подводятся под намоточный узел 14 с помощью специального приспособления, скомпонованного на толкателе 34.
На фиг. 17-21 представлен второй возможный вариант осуществления одного лишь захватного узла в выдвинутом положении под полкой, как это показано на фиг. 7 или 12, где проиллюстрирован предыдущий вариант осуществления.
Следует отметить, что одни и те же элементы обозначены одинаковыми номерами позиций, при этом номера позиций, перед которыми добавлена единица, используются для обозначения аналогичных элементов или элементов с аналогичными функциями.
Следовательно, на этих фигурах показан вакуумный захватный узел 118, также снабженный режущим устройством, пригодным для воздействия на пленку. Захватный узел 18 содержит полую секцию 129, на нижней поверхности которой предусмотрены втягивающие отверстия или пазы 130, и которая обращена в сторону пленки.
Вдоль боковой поверхности этой полой секции 129 вытянута режущая проволока 131. Режущая проволока фиксируется на противолежащих концах, опирающихся на штангу 48, на которых предусмотрены торцовые штифты 46. Указанные торцовые штифты и, следовательно, указанная штанга 48 расположены в опорных выступах 47 конструкции захватного устройства 118.
По меньшей мере, один привод 143, включенный в конструкцию захватного узла 118, инициирует поворот, по меньшей мере, одного рычага 45 для прижатия режущей проволоки 131 к пленке. Кроме того, в этом случае предусмотрен дополнительный привод 140, который перемещает захватный узел 18 между нейтральным, т.е. отведенным от полки 16 положением, скрытым внутри конструкции, и положением захвата извлеченной пленки под полкой 16.
На фиг. 20 и 21 показаны два увеличенных вида с торца захватного устройства в положении захвата пленки и в положении обрезки пленки.
По существу можно отметить, что привод 143 инициирует поворот рычага 45 и последующее перемещение режущей проволоки 131. Таким образом, режущая проволока 131 выводится из свободного и отведенного от пленки положения (см. фиг. 20) в положение зацепления и резки пленки (см. фиг. 21).
Формы конструкции для реализации машины и способа согласно настоящему изобретению, равно как и материалы и способы сборки, могут естественным образом отличаться от тех, которые представлены на чертежах исключительно в иллюстративных целях и не носят ограничительного характера.
Объем правовой охраны настоящего изобретения определяется прилагаемой формулой.
Изобретения относятся к сельскому хозяйству. Машина для упаковки в растягивающуюся пленку изделий (11), содержащая конвейер (12) для подачи изделия (11), узел (13) позиционирования изделия, намоточный узел (14), разгрузочный конвейер (15), кроме того, включающая полку (16) под указанным намоточным узлом (14), а также расположенный под указанной полкой (16) вакуумный захватный узел (18, 118), предназначенный для захвата пленки и несущий на себе сопряженное режущее устройство (31, 131), причем режущая проволока (131) соединена с указанным вакуумным захватным узлом (118) для обрезки этой же пленки, и режущая проволока (131) зафиксирована на противолежащих концах, опирающихся на штангу (48), на которых предусмотрены торцовые штифты (46), расположенные в опорных выступах (47) конструкции захватного узла (118), при этом указанная режущая проволока (131) и указанная штанга (48) выполнены с возможностью вращения относительно указанного вакуумного захватного узла (118). Способ упаковки в растягивающуюся пленку изделий (11), осуществляемый машиной. Изобретения позволяют повысить производительность. 2 н. и 7 з.п. ф-лы, 21 ил.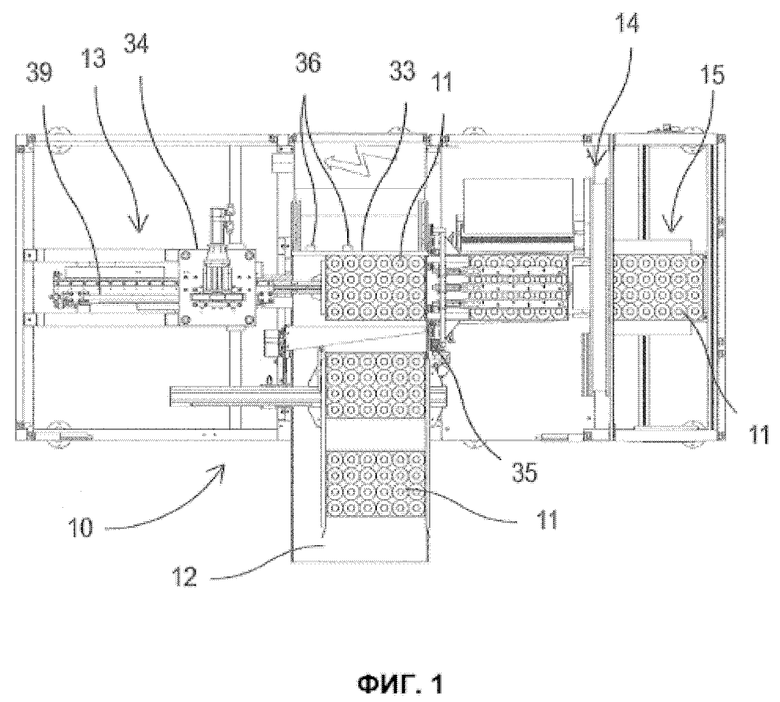
1. Машина для упаковки в растягивающуюся пленку изделий (11), подаваемых блоками или по отдельности, содержащая конвейер (12) для подачи изделия (11), узел (13) позиционирования изделия, намоточный узел (14) для обмотки изделия по отдельности или блоками и разгрузочный конвейер (15), располагающийся на выходе намоточного узла (14), причем указанный намоточный узел (14) представляет собой устройство кольцевой намотки, содержащее кольцо или опорный круг (20), который вращается относительно направляющих роликов (21), установленных на опорной раме (19), причем указанное кольцо (20) располагается в плоскости, перпендикулярной направлению продвижения изделия (11),
кроме того, включающая полку (16) под указанным намоточным узлом (14), консольно-закрепленную таким образом, что она отходит в направлении продвижения изделия (11), и соединяющая указанный подающий конвейер (12) с указанным намоточным узлом (14); а также
расположенный под указанной полкой (16) вакуумный захватный узел (18, 118), предназначенный для захвата пленки и несущий на себе сопряженное режущее устройство (31, 131), причем указанный вакуумный захватный узел (18, 118) и сопряженное с ним указанное режущее устройство (31, 131) выполнены с возможностью смещения попеременно и избирательно из отведенного нейтрального положения относительно указанной полки (16) в выдвинутое положение для захвата и обрезки пленки под указанной полкой (16), а указанный вакуумный захватный узел обеспечивает как возможность обрезки конца пленки, так и возможность удержания начала пленки;
отличающаяся тем, что режущая проволока (131) соединена с указанным вакуумным захватным узлом (118) для обрезки этой же пленки, и режущая проволока (131) зафиксирована на противолежащих концах, опирающихся на штангу (48), на которых предусмотрены торцовые штифты (46), расположенные в опорных выступах (47) конструкции захватного узла (118), при этом указанная режущая проволока (131) и указанная штанга (48) выполнены с возможностью вращения относительно указанного вакуумного захватного узла (118).
2. Машина по п. 1, отличающаяся тем, что указанный вакуумный захватный узел (18, 118) содержит полую трубку (29, 129), снабженную снизу втягивающими отверстиями или пазами (30, 130) для удержания пленки в положении захвата.
3. Машина по п. 1 или 2, отличающаяся тем, что перемещение указанного вакуумного захватного узла (18) между указанными двумя положениями инициируется приводом (40).
4. Машина по любому из пп. 1-3, отличающаяся тем, что по меньшей мере один привод (143), включенный в конструкцию захватного узла (118), инициирует поворот по меньшей мере одного рычага (45) для прижатия режущей проволоки (131) к пленке.
5. Машина по п. 1, отличающаяся тем, что держатель (24) катушки по меньшей мере для одной катушки (25) с пленкой из растягивающегося полимерного материала скомпонован за одно целое на указанном кольце указанного намоточного узла (14), причем с указанным держателем (24) катушки соединена опора (26) обрезиненного натяжного ролика (27) и пары поддерживающих роликов (28) для пленки.
6. Машина по п. 5, отличающаяся тем, что указанный держатель (24) катушки служит опорой для множества катушек (25), отстоящих друг от друга на определенное расстояние.
7. Машина по п. 6, отличающаяся тем, что указанный вакуумный захватный узел (18) содержит множество групп пазов, каждая из групп выполнена с возможностью удержания краев соответствующих отдельных катушек (25), установленных на указанном держателе (24) катушки.
8. Машина по любому из пп. 1-7, отличающаяся тем, что указанный подающий конвейер (12) для подачи изделия (11) представляет собой ленточный конвейер (1), расположенный на одной линии с указанным узлом (13) позиционирования или под углом 90°C к нему.
9. Способ упаковки в растягивающуюся пленку изделий (11), подаваемых блоками или по отдельности, осуществляемый машиной по любому из пп. 1-8, включающий в себя следующие стадии:
а) загрузка изделия или множества изделий (11), выстроенных в линию или поперечно, на подающий узел;
b) проталкивание указанного изделия/изделий (11) узлом (13) позиционирования на полке (16), расположенной под намоточным узлом (14);
c) захват начального края наматываемой пленки с помощью вакуумного захватного узла (18, 118), который может быть переведен в положение под полкой (16), несущей на себе изделие/изделия (11);
d) начало намотки пленки вокруг изделия/изделий (11), высвобождение наматываемой пленки, удерживаемой указанным захватным узлом (18, 118), после совершения пленкой по меньшей мере первого витка вокруг изделия/изделий (11) и отвод захватного узла из положения под полкой (16);
e) по завершении намотки пленки вокруг изделия/изделий (11) с запрограммированным числом витков повторный перевод захватного узла (18, 118) из указанного нейтрального отведенного относительно полки (16) положения в выдвинутое положение под полкой (16), несущей на себе изделие/изделия (11);
f) инициирование втягивания пленки захватным узлом (18, 118) с целью удержания края намотанной пленки, после чего немедленно поворачивается по меньшей мере один режущий нож (31, 131) по отношению к захватному узлу (18, 118) для обрезки концевого края пленки, намотанной вокруг изделия/изделий (11);
g) перемещение обмотанного изделия/изделий (11) на последующий разгрузочный конвейер (15) с одновременным размещением других изделий, подлежащих обмотке, на полке (16) под намоточным узлом (14) с повторением предыдущей стадии d);
h) повторение уже предложенных стадий e), f), g).
| WO 2015121334 A1, 20.08.2015 | |||
| Способ получения фосфорной кислоты и дигидрата сульфата кальция | 1978 |
|
SU713828A1 |
| US 5531061 A1, 02.07.1996 | |||
| ДОСКИ НАСТИЛА ДЛЯ ПОЛА | 2003 |
|
RU2307219C2 |

