Известные способы снятия острых кромок на внутренней окружности разрезных колец, например поршневых, не обеспечивают достаточной производительности труда, так как обработка этих колец затруднена их малой жесткостью и наличием в «их прорезей.
Предложенный способ лишен указанного недостатка. Суш.ность изобретения заключается в том, что режущим инструментом является винт, а обрабатываемое лоршневое кольцо представляет собой однониточную гайку, навертываемую на этот винт. Профиль резьбы винта выполняется таким, чтобы он соответствовал заданной форме скругления острой кромки.
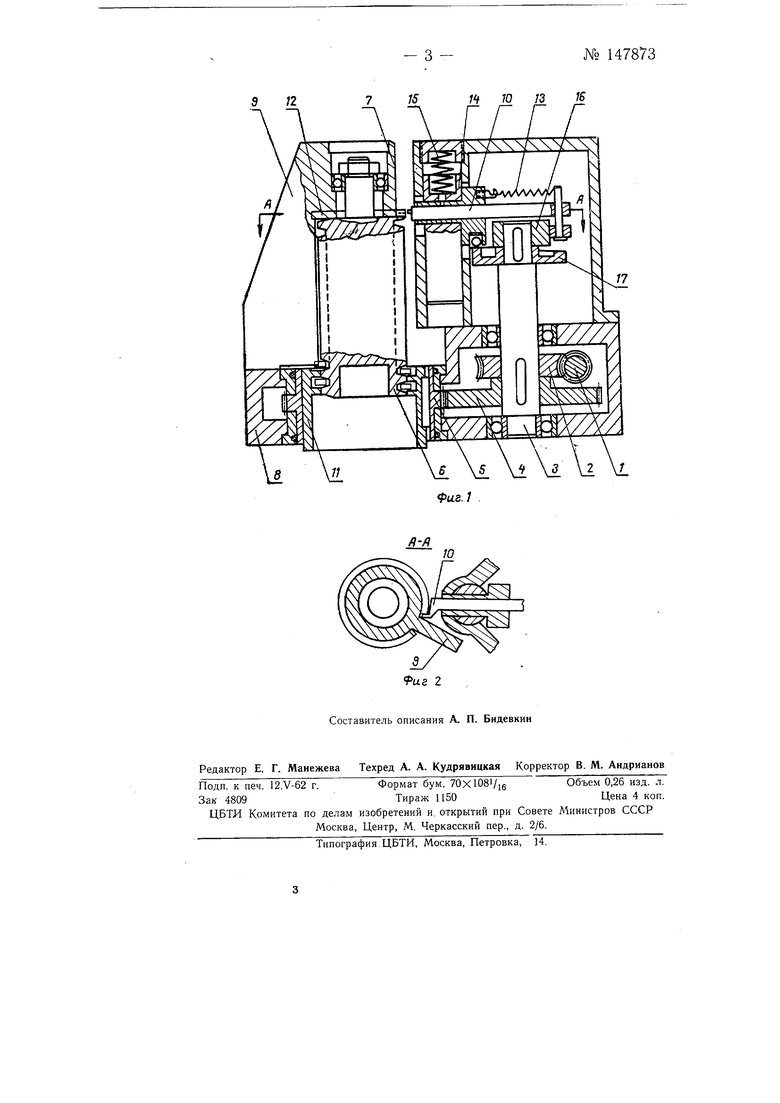
На фиг. 1 изображена схема станка-автомата, осуш,ествляющего снятие острых кромок на внутренней окружности разрезных колец, согласно предложенному способу; на фиг. 2-то же, в разрезе по А-А на фиг. 1.
Способ снятия острых кромок заключается в €ледуюш,ем.
В процессе обработки кольцо и инструмент образуют пару гайкавинт, а сам процесс происходит непрерывно. Обработка осуществляется во время транспортировки кольца, а загрузка и разгрузка происходят с разных концов винта.
От мотора через червячную пару / и 2 получает вращение вал 3 управления, а от него через шестерни 4 и 5 (с одинаковым числом зубьев)-винт 6, являющийся одновременно инструментом и транспор-тирующим органом.
Верхней опорой винта служит оправка 7, неподвижно соединенная со станиной 8 при помощи направляющего ножа 9. Кольца в ориентированном положении надеваются на оправку 7. Палец 10 заводит кольцо на резьбу винта и заставляет ело перемещаться вниз. Нож 9 перемещает кольцо до тех пор, пока оно не поступит во втулку 11.
№ 147873- 2 В ней кольцо фиксируется от проворота и направляется по винту следующим за ним кольцом, цока не уцадет в приемный лоток. Втулка // неподвижно закреплена на винте. Для обеспечения свободного прохода кольца so втулке выполнена винтовая канавка с шагом, разным шагу 1винта 6. В верхней части винта резьба имеет специальную накатку, которая производит обработку кромок кольца.
Нижняя, гладкая часть винта осуществляет притирку обработанных кромок.
Загрузка обрабатываемого кольца 12 производится с помощью вала 3. При этом в канавку кольца вводится пружиной 13 палец 10, который вместе с плунжером 14 под действием пружины 15 опускается, -после чего он выводится из канавки кольца кулачком 16. Последняя операция происходит после захвата кольца резьбой винта. Далее палец поднимается в исходное положение торцовым кулачком 17.
Кольца 12 стопкой надеты на оправку 7 и удерживаются от проворота ножом 9. Наружный диаметр кольца больше наружного диаметра винта, поэтому палец 10 не может быть захвачен резьбой винта.
Равномерная обработка кромок по всей окружности кольца достигается установкой -подпружиненных роликов, не показанных на чертеже, прижимающих кольцо к винту в радиальном направлении.
Ролики расположены по окружности со смещением по высоте винта так, что отдельные участки кольца последовательно прижимаются к винту. Ролики имеют индивидуальную регулировку усилия поджатия. Для большей равномерности обработки по окружности возможно последовательное соединение в автомате двух винтов, имеющих разные направления нарезки резьбы и разные направления вращения.
Предмет изобретения
Способ снятия острых кромок на внутренней окружности разрезных колец, например поршневых, отличающийся тем, что, с целью повыш-ения производительности труда, в качестве режущего инструмента используют винт, однониточной гайкой которого является поршневое кольцо, а профиль резьбы винта выполняют в соответствии с заданной- формой округления острой кромки.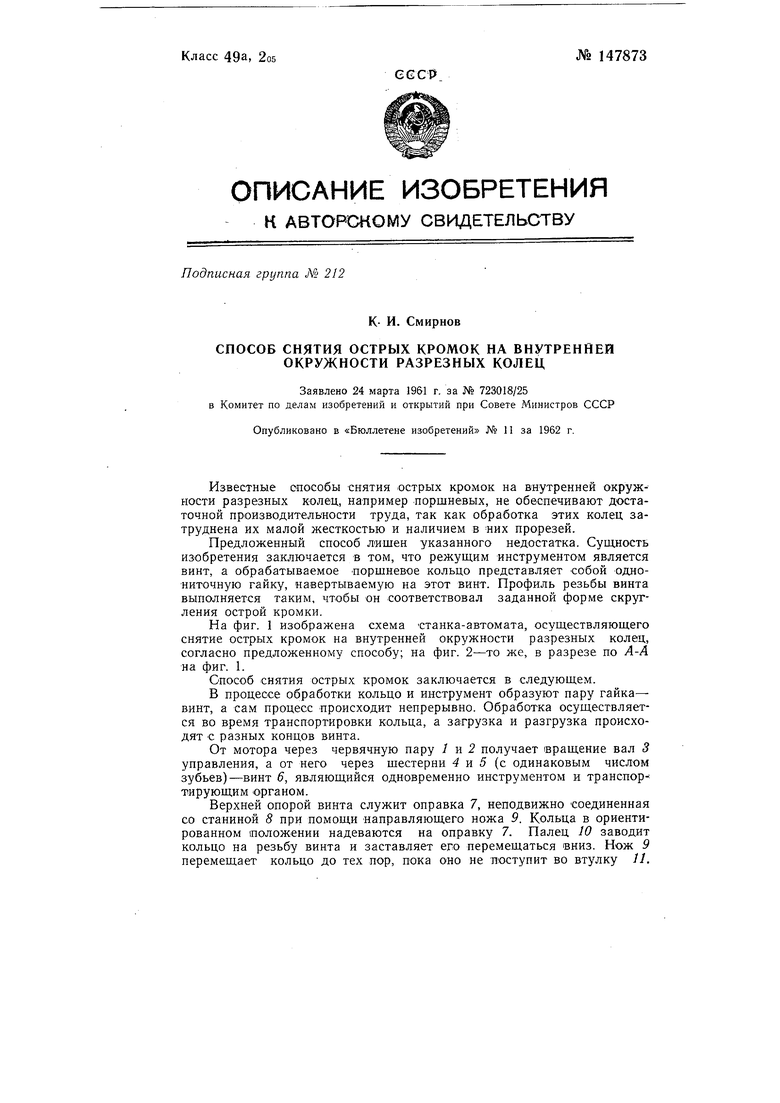
| название | год | авторы | номер документа |
|---|---|---|---|
| Разжимная оправка | 1982 |
|
SU1047608A2 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| ОПРАВКА ДЛЯ ЗАКРЕПЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 2009 |
|
RU2427453C2 |
| УПАКОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1999 |
|
RU2165382C2 |
| Механизм раскрытия инструменталь-НОй гОлОВКи РЕзьбОНАРЕзНОгО CTAHKA | 1979 |
|
SU806306A2 |
| Устройство для чистовой обработки отверстий | 1983 |
|
SU1085688A1 |
| Устройство для обрезки полых заготовок | 1982 |
|
SU1207656A1 |
| Автомат для изготовления седлообразных катушек | 1977 |
|
SU736190A1 |
| Устройство для безотходной резки вращающихся труб | 1981 |
|
SU967690A1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 2004 |
|
RU2317180C2 |