Изобретение относится к металлургической промышленности и может быть использовано при формовании, окусковании материалов из электродной массы или аналогичного электродной массе материала.
В настоящее время, в связи с интенсивным развитием, в металлургической отрасли набирает популярность получения брикетов из электродной массы сравнительно небольших размеров: 40-65 мм в ширину, 30-70 мм в высоту и длиной от 60 до 150 мм.
Электродная масса, это композиция материалов, предназначенная для получения непрерывных самообжигающихся электродов электротермических печей черной, цветной металлургии и химической промышленности. Применяется в производстве ферросплавов, карбида кальция, фосфора, абразивных материалов. Основное сырье для получения электродной массы: электродный термоантрацит (ГОСТ 4794-97), кокс доменный Донецкого или Кузнецкого бассейнов (ГОСТ 5.1261-72), пек каменноугольный электродный (ГОСТ 10200-83).
Известен способ изготовления брикетов из электродной массы, включающий закладку электродной массы в бункер пресса, прессование брикетов, охлаждение (SU 1810297, 23.04.93). Недостатком данного способа является то, что он применим при формовке массы лишь на конвейерных машинах. При использовании его на шнековых экструзионных установках происходит залипание шнеков и фильеры вследствие малой пластичности прессуемой электродной массы. Приходится работать на повышенных температурах смеси электродной массы, что в свою очередь приводит к увеличению «пустот» в массе, которые заполняются влагой. При дальнейшем охлаждении брикетов происходит конденсация водяного пара, сопровождающаяся уменьшением суммарного объема водяных включений и, следовательно, резким снижением давления «пустот», так как охлажденная уже электродная масса не способна вслед за изменением объема воды уменьшить объем образовавшихся пустот. Это приводит к образованию механического напряжения внутри брикетов, которые вызывают трещины и последующий подсос в них воды ведущие к малому сроку хранения и осыпанию части материала брикета.
При указанных технологических параметрах производства брикеты, имеющие высокую пористость, получаются недолговечными и имеют малый срок хранения.
Известен способ изготовления брикетов из электродной массы (прототип) включающий закладку подогретой до 60-140°C электродной массы в бункер шнекового (или шнекопоршневого пресса), подогрев пресса, прессование и формовку через фильеру брикетной ленты, подачу ленты на конвейер, нарезку брикетов, охлаждение ленты и брикетов водой (SU 1767706, 07.10.92). Он имеет такие же недостатки что и аналог.
Наиболее близким по своей технической сущности устройством, осуществляющим данный способ, является устройство для изготовления брикетов из электродной массы, содержащее раму на которой установлены бункер, шнековый (или шнекопоршневой) пресс с фильерой, придающей форму брикетной ленте, ленточный конвейер, система охлаждения брикетной ленты и брикетов (RU 2369633, 10.10.2008).
Недостатком данного устройства является то, что оно не позволяет получить плотный и прочный брикет по причине высокой вязкости и адгезии прессуемой электродной массы при технологической температуре порядка 120-160°С. Такая брикетируемая масса, при такой технологии из-за ее высокой начальной температуры склонна к сильному залипанию в формирующих витках шнекового пресса или фильере. Брикет практически приходится выковыривать, что приводит к его частичному или полному разрушению, потере формы, плотности, а соответственно и прочности. В результате чего брикеты сильно различаются по габаритам и весу. Снижение начальной температуры прессуемой композиции не позволяет получить мелкопористую плотную ленту прессуемого материала. При быстром охлаждении такого брикета водой, в целях набора прочности, в его поры попадает вода, которая в дальнейшем вредит его использованию или его практически исключает. При малой пористости при такой технологии прессования брикета быстрого охлаждения достичь не удается, что не позволяет получить в дальнейшем необходимую его прочность.
Задачей решаемой настоящим изобретением является совершенствование технологии производства брикетов из электродной массы, повышение их качества, за счет увеличения прочности брикета и их однородности по размерам и массе.
Техническая сущность изобретения заключается в несколько стадийном формовании и прессовании электродной массы, позволяющем получить брикет необходимых размеров и плотности.
Настоящая задача решается тем, что в способе изготовления брикетов из электродной массы, включающем закладку подогретой до 60-140°С электродной массы в бункер шнекового или шнекопоршневого пресса, подогрев пресса, прессование и формовку через фильеру брикетной ленты, подачу ленты на конвейер, нарезку брикетов, охлаждение ленты и брикетов водой, в процессе нарезки и охлаждения брикетов их подвергают доформовке, и подпрессовке при температуре 120-100°C с усилием 1-10 кг/см2, при этом нарезку, доформовку и подпрессовку брикетов ведут на ленте конвейера.
Настоящая задача решается тем, что устройство для изготовления брикетов из электродной массы, содержащее раму на которой установлены бункер, шнековый или шнекопоршневой пресс с фильерой, придающей форму брикетной ленте, ленточный конвейер, система охлаждения брикетной ленты и брикетов, оно дополнительно содержит, последовательно установленные над конвейером, нож-доформовщик и подпрессовщик брикетов, нож-доформовщик выполнен в виде барабана с расходящимися лучами, на каждом из которых размещен нож, а подпрессовщик в виде размещенного поперек ленты конвейера гладкого барабана, при этом на конвейере, по всей длине его бесконечной ленты, установлен ряд металлических пластин. Барабан подпрессовщика установлен с возможностью его регулировки по высоте относительно ленты конвейера. Между лучами многолучевого вала на лезвиях ножей установлены сводообразователи. Сводообразователи установлены с возможностью изменения расстояния между их верхней точкой и режущей кромкой ножа.
На фиг. 1 показан вид и вес брикета не прошедшего подпрессовку
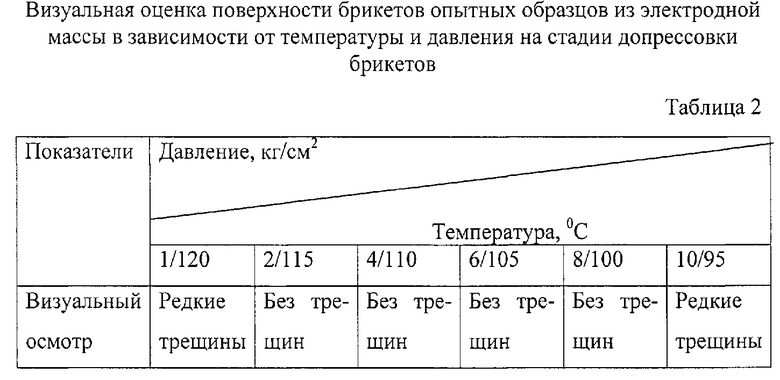
На фиг. 2 вид и вес брикета прошедшего подпрессовку.
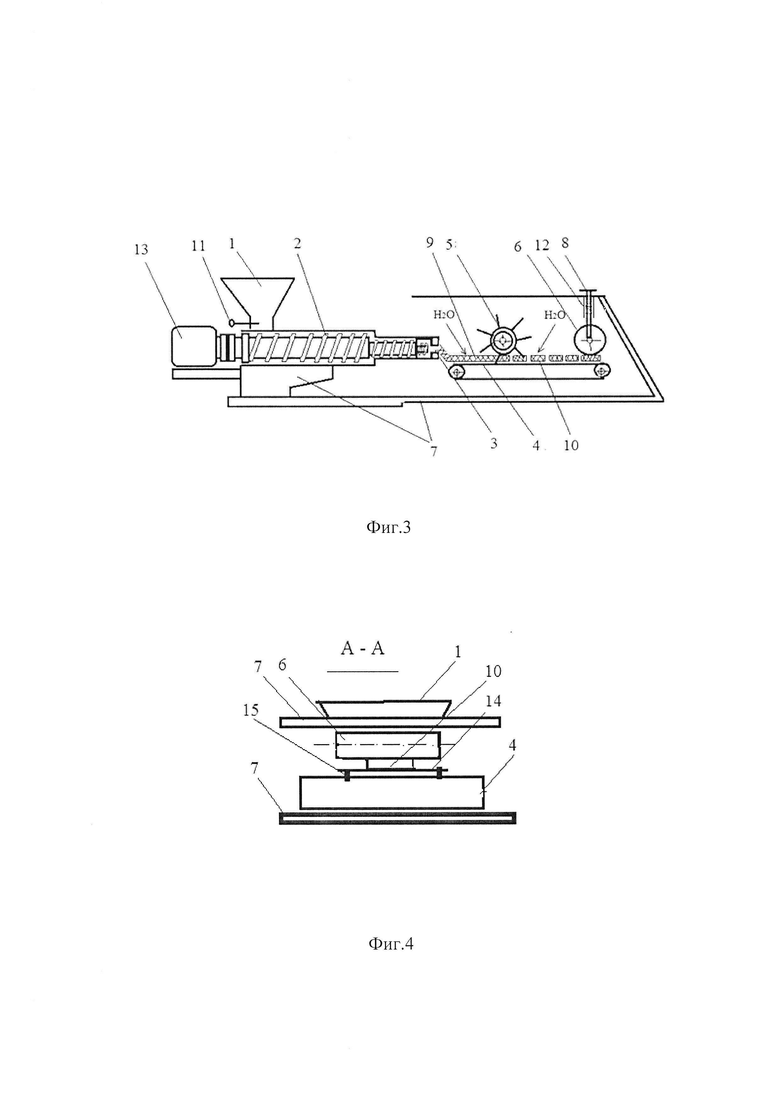
На фиг. 3. дана общая схема устройства для прессования брикетов из электродной массы.
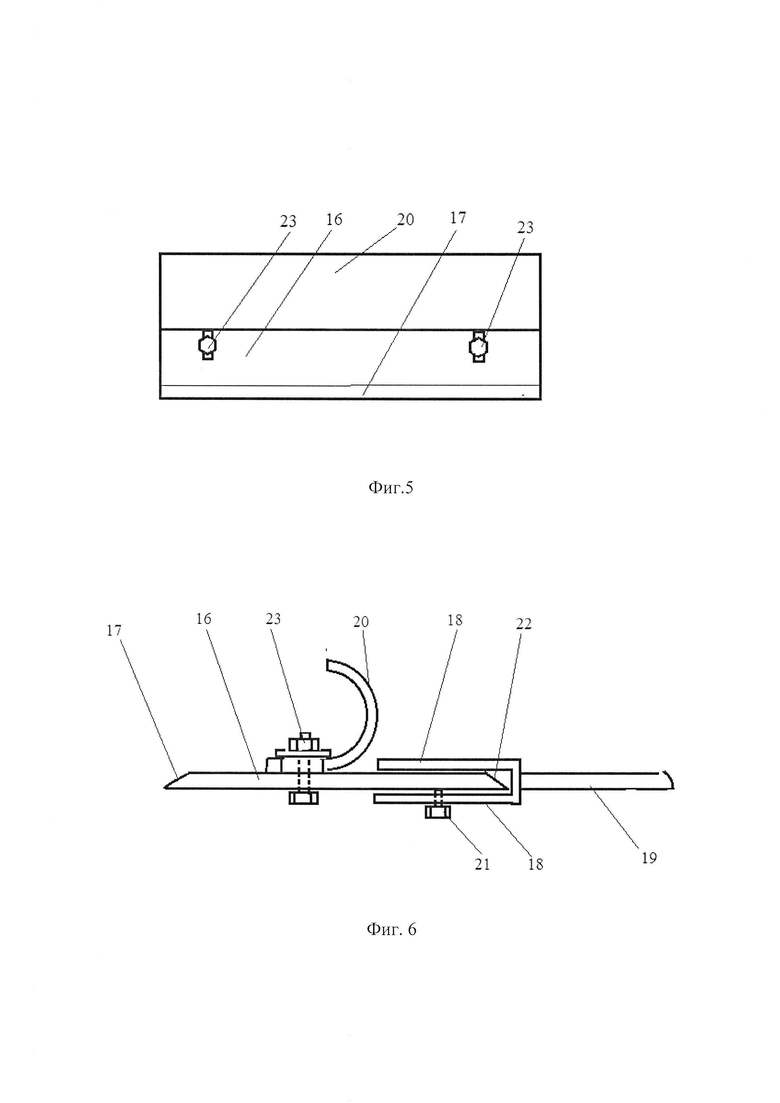
На фиг. 4 разрез по А-А.
На фиг. 5 вид лезвия ножа спереди.
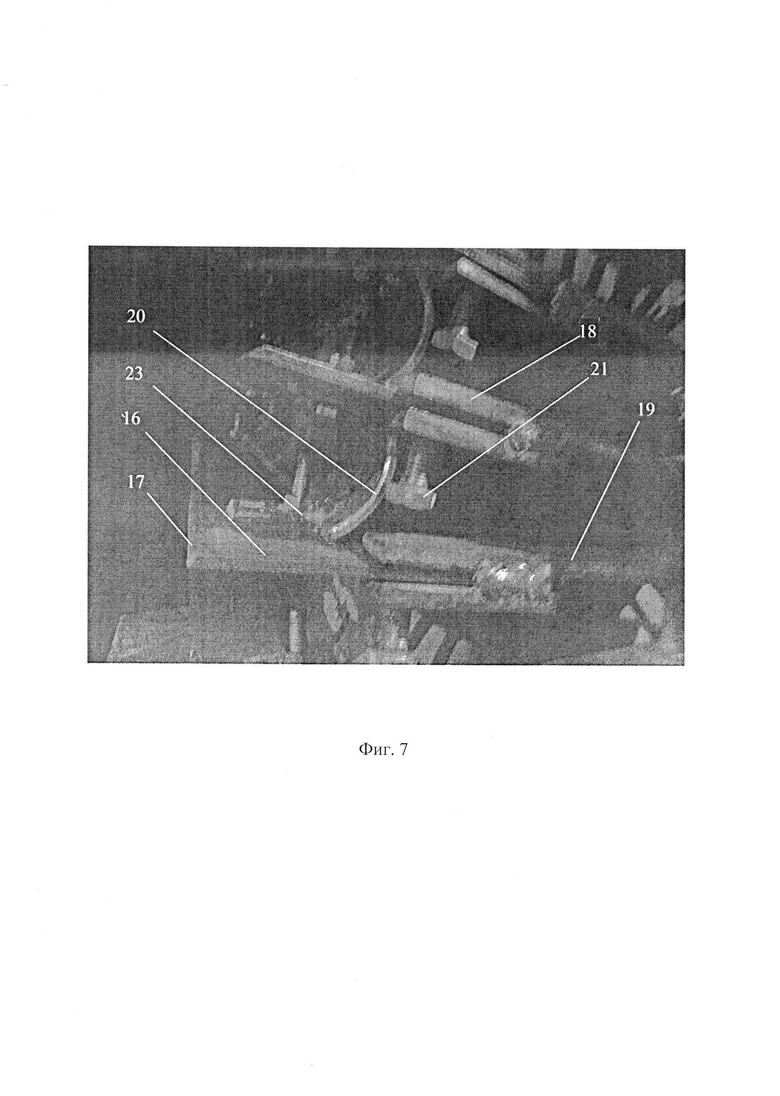
На фиг. 6 вид ножа сбоку.
На фиг. 7 общий вид ножевого барабана.
На фиг. 8 вид ленты конвейера с металлическими пластинами.
Суть предложенного способа поясняется схемой устройства по производству брикетов из электродной массы, которая не зависит от вида используемого пресса (шнековый или шнекопоршневой).
Устройство для изготовления брикетов содержит установленные на раме 7 бункер 1, для электродной массы, шнековый (или шнекопоршневой) пресс 2 с фильерой 3, придающей форму брикетной ленте, ленточный конвейер 4, нож-доформовщик 5 и подпрессовщик 6, выполненный в виде гладкого барабана, размещенного над конвейером поперек его ленты. Подпрессовщик 6 снабжен механизмом 8 регулировки его усилий оказываемых на брикетную ленту 9, разделенную на брикеты 10. Бункер 1 для дозирования электродной массы в шнековый или шнекопоршневой пресс содержит шибер 11. Механизм регулировки подпрессовщика по высоте, согласно требуемых усилий к получению необходимых габаритных размеров и плотности получаемого брикета, выполнен винтовым 12. Вращение шнекового или шнекопоршневого пресса осуществляется от привода 13. Для увеличения прочности брикетов и долговечности ленты при режимах с повышенным давлением резки, на всей длине бесконечной ленты конвейера, размером меньше ее ширины, однострочным рядом, одна к другой, размещены металлические пластины 14, которые закреплены к ней на болтах 15.
Нож-доформовщик 5 выполнен в виде барабана с расходящимися лучами, с лезвиями 16, с режущей кромкой 17, закрепленном в вилке 18 луча 19. На лезвии 16 ножа-доформовщика 5, на расстоянии меньшем размеров высоты или диаметра фильеры, закреплен сводообразователь 20 брикета. Сводообразователь 20 брикета выполнен с возможностью изменения своего положения относительно высоты лезвия. А лезвие 16 закреплено в вилке посредством резьбового соединения (болт-гайка) 21 с возможностью перемены положения и имеет на другом конце вторую (запасную) режущую кромку 22 (меняемую путем переустановки с режущей кромкой 17). Сводообразователь 20 крепится к лезвию 16 на резьбовом соединении 23. Поддержание необходимой технологической температуры прессуемой массы производится тэнами 24 и 25 для разогрева масла, размещенными на фильере шнекового пресса и на самом его корпусе. Система охлаждения (фиг. 3) обозначена стрелками и надписями H2O.
Устройство работает следующим образом. В бункер 1 подается электродная масса.. Из бункера 1 электродная масса регулируемо посредством шибера 11 поступает в шнековый (или шнекопоршневой) пресс 2, которым прессуется и продавливается через фильеру 3. Выходящая из фильеры 3 брикетная лента 9 охлаждается водой и поступает на конвейер 4, на котором лезвием 16 закрепленным резьбовым соединением 21 в вилке 18 луча 19 ножа-доформовщика 5 разрезается на брикеты 10. Учитывая то, что лучи барабана ножа-доформовщика выполнены расходящимися, то попадаемая во время резки масса в межножевое пространство по мере вхождения ножей в тело брикетной ленты и продвигаясь по нему вверх будет сжиматься (дополнительно уплотняться) и раздвигаться в боковые стороны, тем самым корректируя размеры и плотность выходящего из под него брикета.
Для получения брикетов с большей плотностью на лезвиях ножей предусмотрена установка сводообразователя 20. Поскольку величина размещения верхней точки сводообразователя 20 ножа-доформовщика 5 меньше высоты или диаметра фильеры, а следовательно и выходящей из нее брикетной ленты, то брикеты 10 при их нарезке будут не только формоваться в межлезвийном пространстве, но и дополнительно увеличивать плотность. Сводообразователь 20 закреплен на лезвии 16 на резьбовых соединениях 23 с возможностью изменения своего положения по высоте. Величину подпрессовки и размеры брикетов можно регулировать изменением расстояния до верхней точки сводообразователя. Поскольку лезвия 16 работают в абразивной среде их режущая кромка 17 часто изнашивается. Тогда прибегают к переустановке ножа другой режущей кромкой размещенной на его противоположном конце 22 и переустановкой сводообразователей 20 на каждом из меняемых положение лезвий 16. Для исключения контакта режущей кромки лезвия с лентой конвейера, уменьшения ее износа, а также придания ножу-доформовщику 5 и подпрессовщику 6 жесткости точках контакта «конвейер-брикет-нож» и «конвейер-брикет-подпрессовщик» на ленте, в зоне воздействия вышеуказанных рабочих органов, по всей ее длине, размещены металлические пластины 14. Брикетная лента и вышедший из фильеры 3 и сформированный ножом-доформовщиком 5 брикет, на всем пути прохождения по конвейеру, охлаждаются водой. После обрезания и формовки брикеты поступают на подпрессовщик 6, выполненный в виде гладкого барабана упрочненного абразивом. Подпрессовщик закреплен на раме 7, с возможность регулировки усилия давления его вала методом поднятия или опускания винтовым механизмом 12.
Шнековый (или шнекопоршневой) пресс приводится в действие приводом 13. На ленте конвейера вкруговую закреплены, размещенные в ряд, одна за другой, металлические пластины 14 на болтах 15.
Технологический процесс осуществляется следующим образом. Подогретая до температуры 60-140°С электродная масса под действием собственного веса поступает в шнековый или шнекопоршневой пресс, с маслообогреваемым корпусом, где уплотняется шнеком, спрессовывается (в шнековых прессах при температуре 140-160°С) и продавливается через фильеру выходя из нее брикетной лентой определенной формы. В шнековых прессах в случае налипания на фильеру спрессованный шнеком материал, проходящий через ее, дополнительно подогревается до температуры превышающей температуру прессования на 10-50°С.
Для возможности получения более плотных и прочных брикетов из электродной массы при нижних пределах температуры электродной массы, при повышенном давлении и с исключением залипания массы в рабочей камере пресса, применяют шнекопоршневые пресса.
В шнекопоршневых прессах шнек осуществляет вращательное движение с одновременным возвратно-поступательным движением. Которое создает дополнительное, пульсирующее давление на формуемую массу. В результате практически очень трудно забить такой пресс, исключается проворот массы внутри корпуса пресса вместе с вращением шнека. Технологический процесс при использовании шнекопоршневого пресса идет при меньших температурах (100-60°С) электродной массы поступающей в него и идентичен процессу, проходящему в шнековом прессе. Повышение температуры выходящей из него брикетной ленты вызвано за счет сил внутреннего трения продвигаемой по нему электродной массы.
Брикетная лента, вышедшая из фильеры того или иного вышеописанного пресса поступает на конвейер на котором режется на брикеты и охлаждается водой. Брикеты, нарезаемые на конвейере, имеют размеры несколько большие по высоте, но, затем остывшие до температуры 120-100°С брикеты подпрессовываются до нужных размеров и плотности. Готовые брикеты имеют повышенную плотность и прочность, нежели брикеты вышедшие из под формовщика.
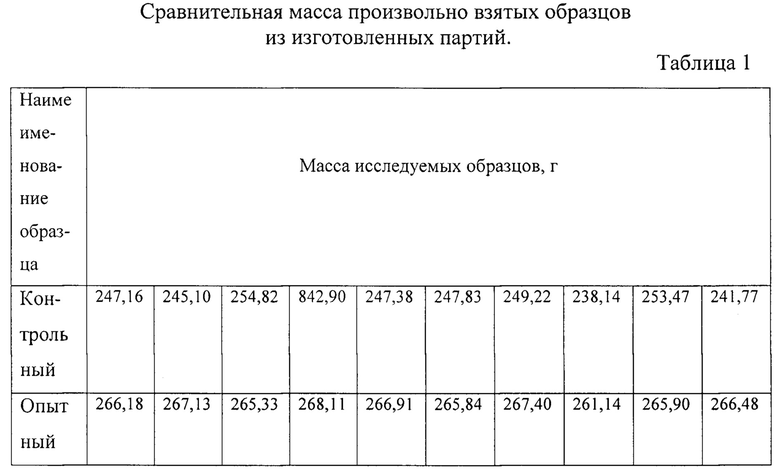
Большой разброс массы образцов контрольной партии (около 7%) вызван их осыпанием при формовке и подпрессовке, а также при сходе с конвейера.
Как видно из прилагаемой таблицы, оптимальные режимы при подпрессовке изготавливаемых брикетов электродной массы при предлагаемом способе их изготовления находится в пределах температуры 95-120°С и давлении 1-10 кг/см2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для брикетирования | 2022 |
|
RU2798802C1 |
| Способ получения топливных брикетов из коксовой мелочи | 2022 |
|
RU2792824C1 |
| Шнекопоршневой пресс | 2021 |
|
RU2772373C1 |
| Способ получения композиционного материала из твердых бытовых отходов | 2022 |
|
RU2803935C1 |
| Валковый пресс для гранулирования | 2020 |
|
RU2735086C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450929C2 |
| Способ брикетирования угля | 2018 |
|
RU2661881C1 |
| ПРЕСС ВАЛКОВЫЙ ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450930C2 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2450928C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ | 2006 |
|
RU2298028C1 |

Изобретение относится к способу изготовления брикетов из электродной массы, включающему закладку подогретой до 60-140°С электродной массы в бункер шнекового или шнекопоршневого пресса, подогрев пресса, прессование и формовку через фильеру брикетной ленты, подачу ленты на конвейер, нарезку брикетов, охлаждение ленты и брикетов водой. Способ характеризуется тем, что в процессе нарезки и охлаждения брикетов их подвергают доформовке и подпрессовке при температуре 120-100°С с усилием 1-10 кг/см2, при этом нарезку, доформовку и подпрессовку брикетов ведут на ленте конвейера. Также изобретение относится к устройству. Предложенное изобретение позволяет увеличить прочность брикетов, а также повысить однородность по массе и размерам при их получении. 2 н. и 3 з.п. ф-лы, 2 табл., 8 ил.
1. Способ изготовления брикетов из электродной массы, включающий закладку подогретой до 60-140°С электродной массы в бункер шнекового или шнекопоршневого пресса, подогрев пресса, прессование и формовку через фильеру брикетной ленты, подачу ленты на конвейер, нарезку брикетов, охлаждение ленты и брикетов водой, отличающийся тем, что в процессе нарезки и охлаждения брикетов их подвергают доформовке и подпрессовке при температуре 120-100°С с усилием 1-10 кг/см2, при этом нарезку, доформовку и подпрессовку брикетов ведут на ленте конвейера.
2. Устройство для изготовления брикетов из электродной массы, содержащее раму, на которой установлены бункер, шнековый или шнекопоршневой пресс с фильерой, придающей форму брикетной ленте, ленточный конвейер, система охлаждения брикетной ленты и брикетов, отличающееся тем, что оно дополнительно содержит последовательно установленные над конвейером нож-доформовщик и подпрессовщик брикетов, нож-доформовщик выполнен в виде барабана с расходящимися лучами, на каждом из которых размещен нож, а подпрессовщик - в виде размещенного поперек ленты конвейера гладкого барабана, при этом на конвейере, по всей длине его бесконечной ленты, установлен ряд металлических пластин.
3. Устройство по п. 2, отличающееся тем, что барабан подпрессовщика установлен с возможностью его регулировки по высоте относительно ленты конвейера.
4. Устройство по п. 2, отличающееся тем, что между лучами многолучевого вала на лезвиях ножей установлены сводообразователи.
5. Устройство по п. 4, отличающееся тем, что сводообразователи установлены с возможностью изменения расстояния между их верхней точкой и режущей кромкой ножа.
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТОВ ИЗ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ И ЗАВОД ДЛЯ ПОЛУЧЕНИЯ БРИКЕТОВ ИЗ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2114890C1 |
| Способ получения металлургического брикета | 2018 |
|
RU2655175C1 |
| Брикетный пресс | 1989 |
|
SU1696318A1 |
| Способ изготовления электродной массы самообжигающегося электрода | 1991 |
|
SU1767706A1 |
| Подпрессовщик брикетного пресса | 1987 |
|
SU1500507A1 |
| ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ ДИСКОВОГО ТОРМОЗА | 0 |
|
SU295277A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕОБХОДИМЫХ УГЛЕВОДОРОДНЫХ ПРОДУКТОВ | 2001 |
|
RU2200183C1 |

