Изобретение относится к станции предварительного формования секционной (IS - individual section) стеклоформующей машины по меньшей мере с одной черновой формой, включающей основу черновой формы и устье, и держателем черновой формы с плечами держателя черновой формы.
В известных соответствующих станциях предварительного формования внутреннее пространство черновой формы образовано основой, устьем, а также расположенными между ними полуформами, которые опираются на плечи держателя черновой формы и с их помощью перемещаются.
Такая станция предварительного формования секционной стеклоформующей машины раскрыта, в частности, в DE 196 47 536 C1.
В ходе функционирования упомянутой станции предварительного формования оказалось, что, в частности, при производстве сравнительно небольших и компактных стеклянных изделий, при котором плунжер станции предварительного формования передвигают с относительно большим давлением, производимое стеклянное изделие имеет дефекты, такие как утолщения, заусенцы, выступы и т.п., особенно, на стыках между деталями, образующими внутреннее пространство черновой формы.
Исходя из вышеизложенного уровня техники, задачей, лежащей в основе изобретения, является усовершенствование станции предварительного формования секционной стеклоформующей машины указанного типа таким образом, чтобы даже сравнительно небольшое и компактное стеклянное изделие могло быть изготовлено высококачественным, без таких дефектов, как утолщения, заусенцы, выступы и т.п.
Эта задача согласно изобретению решена посредством того, что основа и устье черновой формы могут быть приведены в контакт обращенными друг к другу краями так, что образуют черновую форму, не имеющую полуформ, и что основа и устье черновой формы во время процесса сжатия могут быть скреплены друг с другом посредством плеч держателя черновой формы.
В случае разработанной согласно изобретению станции предварительного формования, отказались от обычных для известного уровня техники полуформ. Для обеспечения прочного и устойчивого соединения основы черновой формы, с одной стороны, и устья, с другой стороны, используются плечи держателя черновой формы станции предварительного формования. В результате этого, обращенные друг к другу края основы черновой формы, с одной стороны, и устья, с другой стороны, так плотно и надежно прилегают друг к другу, что на стыках основы и устья черновой формы сопряженные наружные поверхности производимого стеклянного изделия не имеют дефектов указанного типа. Стеклянные изделия, изготовленные при помощи соответствующей изобретению станции предварительного формования секционной стеклоформующей машины, таким образом, характеризуются высоким качеством даже тогда, когда они являются относительно небольшими и компактными.
Согласно одному из предпочтительных вариантов осуществления соответствующей изобретению станции предварительного формования, основа черновой формы имеет участок, выступающий в направлении устья, посредством которого может быть сформирован участок корпуса стеклянного изделия, расположенный между дном и горловиной стеклянного изделия.
В качестве альтернативы, устье может иметь участок, выступающий в направлении основы черновой формы, посредством которого может быть сформирован участок корпуса стеклянного изделия, расположенный между дном и горловиной стеклянного изделия.
Согласно другому альтернативному варианту осуществления соответствующей изобретению станции предварительного формования, и основа черновой формы, и устье могут, соответственно, иметь участок, выступающий в направлении устья или основы черновой формы, посредством которого может быть сформирован участок корпуса стеклянного изделия, расположенный между дном и горловиной стеклянного изделия.
Плечи держателя черновой формы могут быть простым образом применены для установления надежного соединения основы черновой формы и устья, если каждое плечо держателя черновой формы имеет верхний кронштейн, который при закрывании держателя черновой формы нижней поверхностью плотного контакта может быть приведен в плотный контакт с наружной поверхностью плотного контакта основы черновой формы.
Плавное увеличение нажатия, оказываемого на основу черновой формы со стороны каждого плеча держателя черновой формы, достигается, когда поверхности плотного контакта верхнего кронштейна и основы черновой формы скошены.
Простая фиксация устья соответствующей изобретению станции предварительного формования достигается, если каждое плечо держателя черновой формы имеет нижний кронштейн, который при закрывании держателя черновой формы может быть введен в зацепление c пазом служащего направляющим плунжера станции предварительного формования цилиндрического стакана.
Кроме того, при фиксации устья является предпочтительным, чтобы направляющая поверхность паза цилиндрического стакана и соответствующая поверхность контакта нижнего кронштейна были скошены.
Надежная фиксация и соответствующее прочное и устойчивое соединение основы черновой формы и устья также может быть достигнуто, если каждому плечу держателя проформы соответствует устройство зажимных рычагов, посредством которого основа и устье черновой формы могут быть прижаты друг к другу, при этом, на каждом плече держателя черновой формы имеется направляющая, посредством которой два зажимных рычага соответствующего им устройства зажимных рычагов могут перемещаться друг к другу для зажатия структуры, состоящей из основы и устья проформы.
Предпочтительно, каждое устройство зажимных рычагов снабжено пружинным механизмом, посредством которого два зажимных рычага устройства зажимных рычагов могут быть отодвинуты друг от друга.
Крепление устройства зажимных рычагов может быть реализовано со сравнительно небольшой технической и конструктивной сложностью, если устройство зажимных рычагов выступает за соответствующее ему плечо держателя черновой формы в области направляющей и удерживается снаружи плеча держателя черновой формы на системе охлаждающего воздуха станции предварительного формования.
Другое упрощение и особенно компактный вариант соответствующей изобретению станции предварительного формования возможны, если устье образовано обращенной к основе черновой формы торцевой стороной соответствующего черновой форме плунжера станции предварительного формования.
Фиксация основы черновой формы по всей обращенной к основе черновой формы торцевой стороне плунжера может быть реализована относительно просто, если на плечах держателя черновой формы имеется, предпочтительно, пневматическое устройство прижимного цилиндра, при помощи которого основа черновой формы и образованное плунжером устье могут быть прижаты друг к другу.
Для формирования стеклянных изделий, снабженных секциями или отделениями, является предпочтительным, чтобы плунжер имел на свободной торцевой поверхности, по меньшей мере, один паз для формирования перемычки.
С этой же целью на внутренней стороне основы черновой формы может находиться по меньшей мере одно ребро, которому соответствует окружающий это ребро с некоторым интервалом паз для формирования перемычки торцевой стороны плунжера черновой формы станции предварительного формования.
Завершенность стеклянного изделия подобного рода с секциями или отделениями в области горловины стеклянного изделия может быть достигнута, если противолежащая свободному краю ребра базовая поверхность соответствующего ребру паза для формирования перемычки лежит на одной прямой с частями черновой формы, образующими верхний край обода стеклянного изделия.
Далее изобретение поясняется более детально на вариантах его осуществления со ссылкой на чертежи. На чертежах показано:
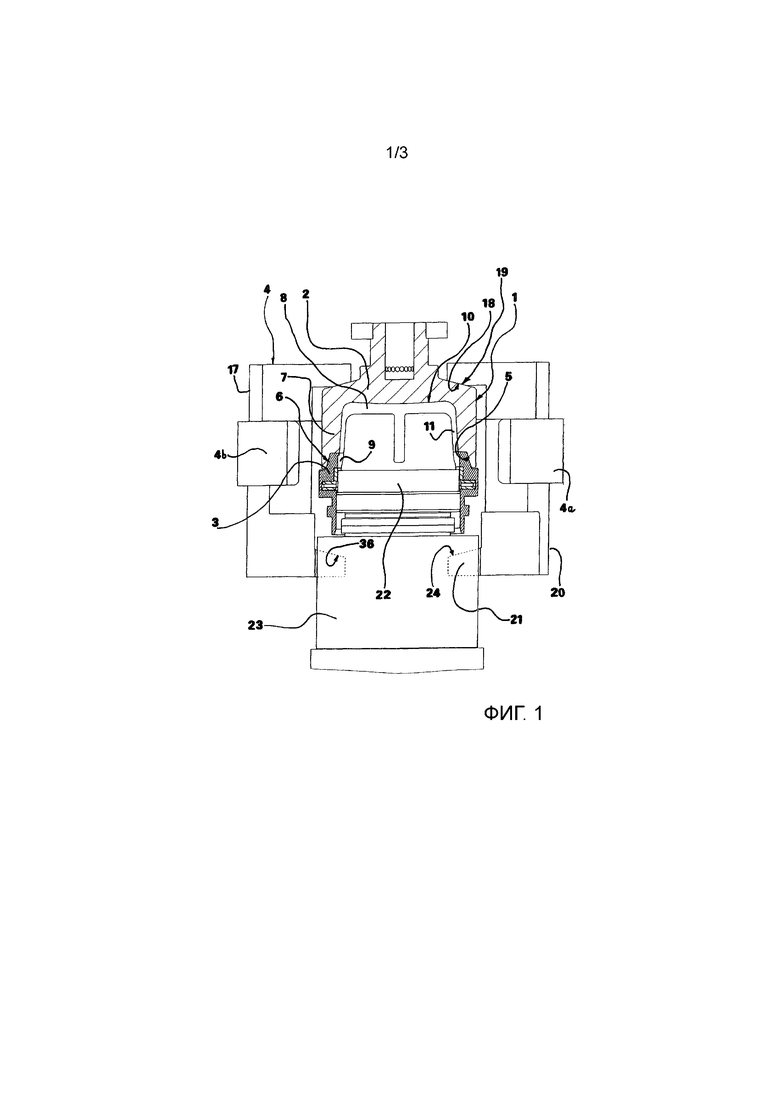
Фиг. 1 Принципиальная схема деталей, существенных для первого варианта осуществления соответствующей изобретению станции предварительного формования секционной стеклоформующей машины, в разрезе;
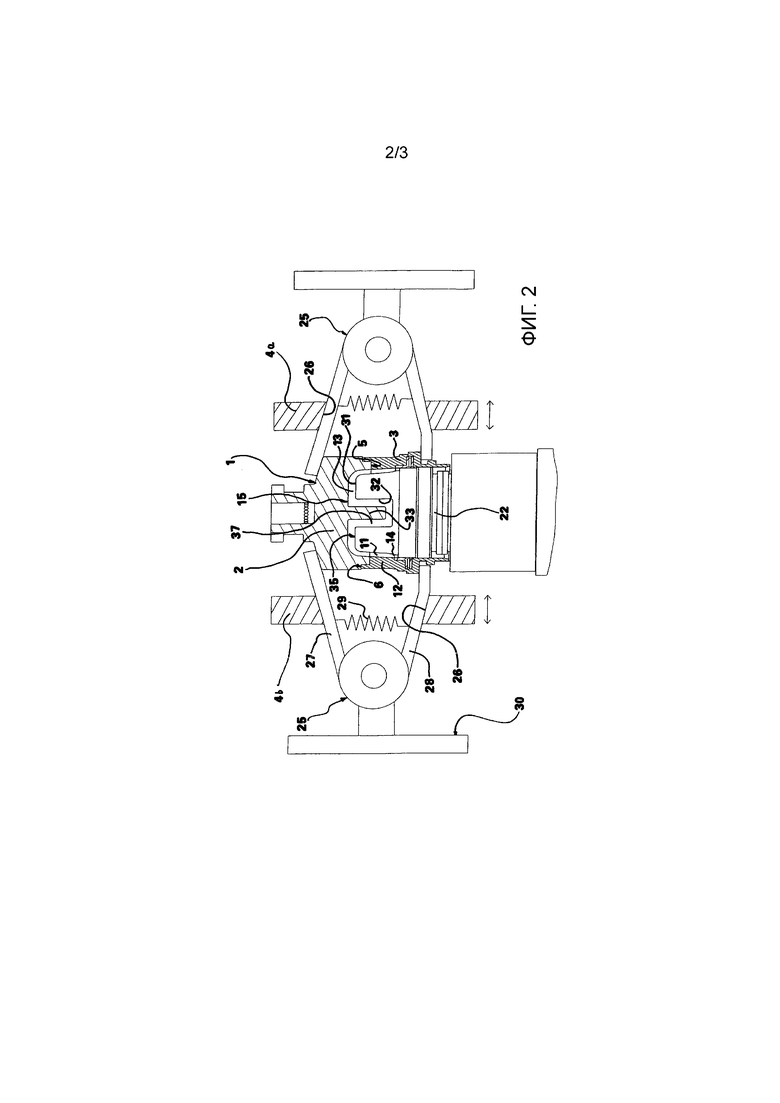
Фиг. 2 Соответствующая фиг. 1 принципиальная схема деталей, существенных для второго варианта осуществления соответствующей изобретению станции предварительного формования секционной стеклоформующей машины, в разрезе; и
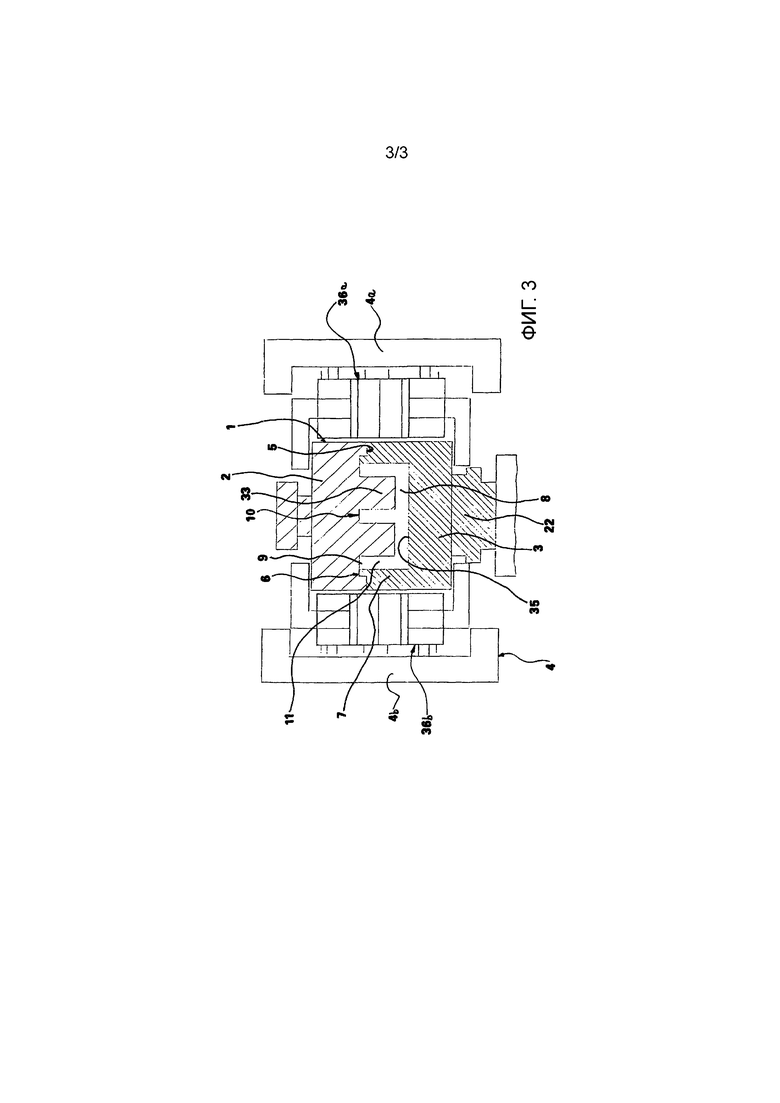
Фиг. 3 Соответствующая фиг. 1 и 2 принципиальная схема деталей, существенных для третьего варианта осуществления соответствующей изобретению станции предварительного формования секционной стеклоформующей машины, в разрезе.
Станция предварительного формования секционной (IS - individual section) стеклоформующей машины, представленная на фиг. 1 в отношении ее существенных для настоящего изобретения деталей и в остальном на чертежах не показанная, предусматривает наличие черновой формы 1, внутренний контур которой соответствует наружному контуру стеклянного изделия 10, производимого при помощи черновой формы 1.
К черновой форме 1 относится основание 2 черновой формы и устье 3. Основание 2 и устье 3 черновой формы 1 образуют внутреннее пространство черновой формы без обычных для секционных стеклоформующих машин полуформ.
В случае показанной на фиг. 1 черновой формы, в закрытом состоянии черновой формы 1 нижний край 5 основы 2 черновой формы прилегает к верхнему краю 6 устья 3.
Для образования участка 11 корпуса стеклянного изделия 10 между дном 8 и горловиной 9 в показанном на фиг. 1 варианте осуществления соответствующей изобретению станции предварительного формования основа 2 черновой формы снабжена участком 7, который от, собственно, донного участка основы 2 черновой формы выступает в направлении устья 3 черновой формы 1, и на свободном конце которого образован нижний край 5 основы 2 черновой формы.
Описанная выше станция предварительного формования особенно хорошо подходит для производства сравнительно компактного стеклянного изделия 10 со сравнительно небольшой протяженностью в продольном направлении черновой формы 1.
Для того, чтобы гарантировать, что основа 2 и устье 3 черновой формы 1 образуют жесткую структуру, с тем, чтобы не возникало никаких дефектов, таких как утолщения, заусенцы, выступы и т.п., на тех участках производимого стеклянного изделия 10, которые соответствуют прилегающим друг к другу краям 5, 6 основы 2 и устья 3 черновой формы, обычно служащие для крепления полуформ черновой формы секционной стеклоформующей машины плечи 4а, 4b держателя 4 черновой формы 1 сконструированы следующим образом:
Оба плеча 4а, 4b держателя черновой формы снабжены верхними кронштейнами 17, на которых сформированы нижние поверхности 18 плотного контакта. Эти нижние поверхности плотного контакта скошены, как показано на фиг. 1.
Соответствующим образом, на верхних наружных поверхностях основы 2 черновой формы сформированы наружные поверхности 19 плотного контакта, которые скошены так же, как нижние поверхности 18 плотного контакта верхних кронштейнов. Чем ближе сдвигают оба плеча 4а, 4b держателя 4 черновой формы в направлении средней продольной оси черновой формы 1, тем дальше вниз, в направлении устья 3 черновой формы 1, прижимается основа 2 черновой формы 1.
Для предотвращения смещения устья 3 черновой формы при прижатии основы 2 черновой формы к устью 3 оба плеча 4а, 4b держателя черновой формы снабжены нижним кронштейном 20. Нижние кронштейны 20 на выдающихся в направлении к продольной оси проформы 1 выступах имеют поверхность 24 контакта. Поверхность 24 контакта скошена.
В цилиндрическом стакане 23, сопряженном с плунжером 22 черновой формы 1, в положениях, соответствующих выступам нижних кронштейнов 20, сформированы пазы 21. Поверхности пазов 21, соответствующие поверхности 24 контакта нижнего кронштейна, представляют собой направляющие поверхности 36, скошенные так же, как соответствующие поверхности 24 контакта нижнего кронштейна.
Когда выступы нижних кронштейнов 20 попадают в пазы 21 цилиндрического стакана, устье 3 черновой формы 1 фиксируется. Устанавливается надежное соединение устья 3 и основы 2 черновой формы 1, и край 5 стороны основы тесно прилегает к краю 6 стороны устья. Благодаря этому предотвращается появление дефектов, таких как утолщения, заусенцы, выступы и т.п., на производимых стеклянных изделиях 10.
Станция предварительного формования IS стеклоформующей машины, представленная на фиг. 2 в отношении ее существенных для настоящего изобретения деталей, предусматривает наличие черновой формы 1, внутренний контур которой соответствует наружному контуру стеклянного изделия 15, производимого при помощи черновой формы 1.
К черновой форме 1 относится основание 2 черновой формы и устье 3. Основание 2 и устье 3 черновой формы 1 образуют внутреннее пространство черновой формы без обычных для секционных стеклоформующих машин полуформ.
В случае показанной на фиг. 2 черновой формы 1, в закрытом состоянии черновой формы 1 нижний край 5 основы 2 черновой формы прилегает к верхнему краю 6 устья 3.
Для образования участка 11 корпуса стеклянного изделия 15 между дном 13 и горловиной 14 в показанном на фиг. 2 варианте осуществления соответствующей изобретению станции предварительного формования устье 3 снабжено участком 12, который от образующего горловину 14 участка устья 3 выступает в направлении основы 2 черновой формы 1 и на свободном конце которого образован верхний край 6 устья 3 черновой формы.
Описанная выше станция предварительного формования, как и станция предварительного формования, описанная со ссылкой на фиг. 1, особенно хорошо подходит для производства сравнительно компактного стеклянного изделия 15 со сравнительно небольшой протяженностью в продольном направлении черновой формы 1.
Для того, чтобы гарантировать, что основа 2 и устье 3 черновой формы 1 образуют жесткую структуру, с тем, чтобы не возникало никаких дефектов, таких как утолщения, заусенцы, выступы и т.п., на тех участках производимого стеклянного изделия 15, которые соответствуют прилегающим друг к другу краям 5, 6 основы 2 и устья 3 черновой формы, обычно служащие для крепления полуформ черновой формы секционной стеклоформующей машины плечи 4а, 4b держателя черновой формы 1 сконструированы следующим образом:
Оба плеча 4а, 4b держателя черновой формы имеют разрыв, посредством которого образована направляющая 26. Направляющая 26 образована посредством двух наклонных поверхностей в каждом плече 4а, 4b держателя для ограничения срыва. В направляющей 26 обоих плеч 4а, 4b держателя черновой формы, соответственно, размещено устройство 25 зажимных рычагов.
Устройству 25 зажимных рычагов принадлежит два зажимных рычага 27, 28 которые своими наружными сторонами прилегают к упомянутым наклонным поверхностям направляющей 26. Оба зажимных рычага 27, 28 могут быть смещены друг от друга посредством пружинного механизма 29.
При взгляде в радиальном направлении черновой формы 1 наружу от плеч 4а, 4b держателя черновой формы, устройство 25 зажимных рычагов удерживается на системе 30 охлаждающего воздуха станции предварительного формования IS стеклоформующей машины.
Своим свободным концом верхний на фиг. 2 зажимной рычаг 27 прилегает к верхней наружной поверхности основы 2 черновой формы. Соответственно, зажимной рычаг 28 своим свободным концом прилегает к нижней наружной поверхности устья 3.
Когда оба плеча 4а, 4b держателя черновой формы сдвигают в направлении продольной оси черновой формы 1, оба зажимных рычага 27, 28 обоих устройств 25 зажимных рычагов под действием силы пружинного механизма 29 придвигаются друг к другу. Таким образом, основа 2 и устье 3 черновой формы 1 сжимаются друг с другом.
Между устьем 3 и основой 2 черновой формы устанавливается такое прочное соединение, что край 5 стороны основы и край 6 стороны устья плотно прилегают друг к другу. Соответственно, появление дефектов, таких как утолщения, заусенцы, выступы и т.п., на производимом стеклянном изделии 15 исключается.
В показанном на фиг. 2 варианте осуществления, на торцевой стороне 35 принадлежащего черновой форме 1 плунжера 22, на предусмотренных там свободных торцевых поверхностях 31 сформирован паз 32 для формирования перемычки. Паз 32 для формирования перемычки соответствует ребру 33 стороны основы черновой формы, выступающему в направлении паза 32 для формирования перемычки стороны плунжера. Посредством взаимодействия паза 32 для формирования перемычки плунжера, с одной стороны, и ребра 33 основы черновой формы, с другой стороны, примерно, по центру производимого стеклянного изделия 15 формируется выступ 37, отходящий от его дна 13 вверх, разомкнутый в направлении дна 13 стеклянного изделия 15 и полый.
Станция предварительного формования IS стеклоформующей машины, представленная на фиг. 3 в отношении ее существенных для настоящего изобретения деталей, предусматривает наличие черновой формы 1, внутренний контур которой соответствует наружному контуру стеклянного изделия 10, производимого при помощи черновой формы 1.
К черновой форме 1 относится основание 2 черновой формы, посредством которого формируется горловина 9 стеклянного изделия 10, и устье 3, посредством которого формируется дно 8 стеклянного изделия 10, и которое образовано обращенной к основе 2 черновой формы торцевой стороной 35 соответствующего черновой форме 1 плунжера станции предварительного формования.
Основание 2 черновой формы и сконструированное на торцевой стороне 35 плунжера 22 устье 3 черновой формы 1 образуют внутреннее пространство черновой формы 1 без обычных для IS стеклоформующих машин полуформ.
В случае показанной на фиг. 3 черновой формы, в закрытом состоянии черновой формы нижний край 5 основы 2 черновой формы прилегает к верхнему краю 6 сконструированного на торцевой стороне 35 плунжера 22 устья 3.
Для образования участка 11 корпуса стеклянного изделия 10 между дном 8 и горловиной 9 в показанном на фиг. 3 варианте осуществления соответствующей изобретению станции предварительного формования сконструированное на торцевой стороне 35 плунжера 22 устье снабжено участком 7, который от устья 3 выступает в направлении основы 2 черновой формы 1 и на свободном конце которого образован верхний край 6 устья 3.
Описанная выше станция предварительного формования, как и станции предварительного формования, описанные со ссылкой на фиг. 1 и 2, особенно хорошо подходит для производства сравнительно компактного стеклянного изделия 10 со сравнительно небольшой протяженностью в продольном направлении черновой формы 1.
Для того, чтобы гарантировать, что основа 2 и устье 3 черновой формы образуют жесткую структуру, с тем, чтобы не возникало никаких дефектов, таких как утолщения, заусенцы, выступы и т.п., на тех участках производимого стеклянного изделия 10, которые соответствуют прилегающим друг к другу краям 5, 6 основы 2 и устья 3 черновой формы, в или на обычно служащих для крепления полуформ черновой формы IS стеклоформующей машины плечах 4а, 4b держателя 4 черновой формы 1 расположены устройства 36a, 36b прижимного цилиндра. При помощи устройств 36a, 36b прижимного цилиндра, при приложении соответствующей нагрузки, основа 2 черновой формы и предусмотренное на торцевой стороне 35 плунжера 22 устье 3 могут быть прижаты друг к другу. Соответственно, между устьем 3 и основой 2 черновой формы устанавливается прочное соединение, так что край 5 стороны основы черновой формы и край 6 стороны устья плотно прилегают друг к другу. Таким образом, появление дефектов, таких как утолщения, заусенцы, выступы и т.п., на производимом стеклянном изделии 10 исключается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ И КОМПОНЕНТЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ КОНТЕЙНЕРОВ С ЗАЩИТОЙ ОТ ОТКРЫТИЯ ДЕТЬМИ | 2020 |
|
RU2832009C2 |
| СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ ОПТИМИЗАТОРОМ ЦИКЛИЧЕСКОЙ СИНХРОНИЗАЦИИ С ЗАМКНУТЫМ КОНТУРОМ | 2012 |
|
RU2581433C2 |
| Секционная стеклоформующая машина | 1973 |
|
SU653221A1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| СИСТЕМА ОХЛАЖДЕНИЯ ФОРМЫ ДЛЯ СЕКЦИОННОЙ МАШИНЫ | 2007 |
|
RU2443639C2 |
| ОПОРНОЕ УСТРОЙСТВО ПЛУНЖЕРА СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ | 2008 |
|
RU2465222C2 |
| Устройство для формования полых изделий из стекломассы | 1978 |
|
SU1011044A3 |
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
| СИСТЕМА ПЕРЕГОРОДОК ДЛЯ ЧЕРНОВЫХ ФОРМ СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ | 2007 |
|
RU2436740C2 |
| Прессующее устройство стеклоформующей машины | 1985 |
|
SU1276632A2 |
Изобретение относится к станции предварительного формования секционной стеклоформующей машины. Станция предварительного формования секционной стеклоформующей машины по меньшей мере с одной черновой формой (1), которой принадлежат основа (2) черновой формы и устье (3), и держателем (4) черновой формы с плечами (4а, 4b) держателя черновой формы. Основа (2) черновой формы и устье (3) выполнены с возможностью приведения в контакт друг с другом обращенными друг к другу краями (5, 6) так, что они образуют внутренний контур черновой формы (1) без полуформ и что основа (2) черновой формы и устье (3) во время процесса сжатия скреплены друг с другом при помощи плеч (4а, 4b) держателя черновой формы. 15 з.п. ф-лы, 3 ил.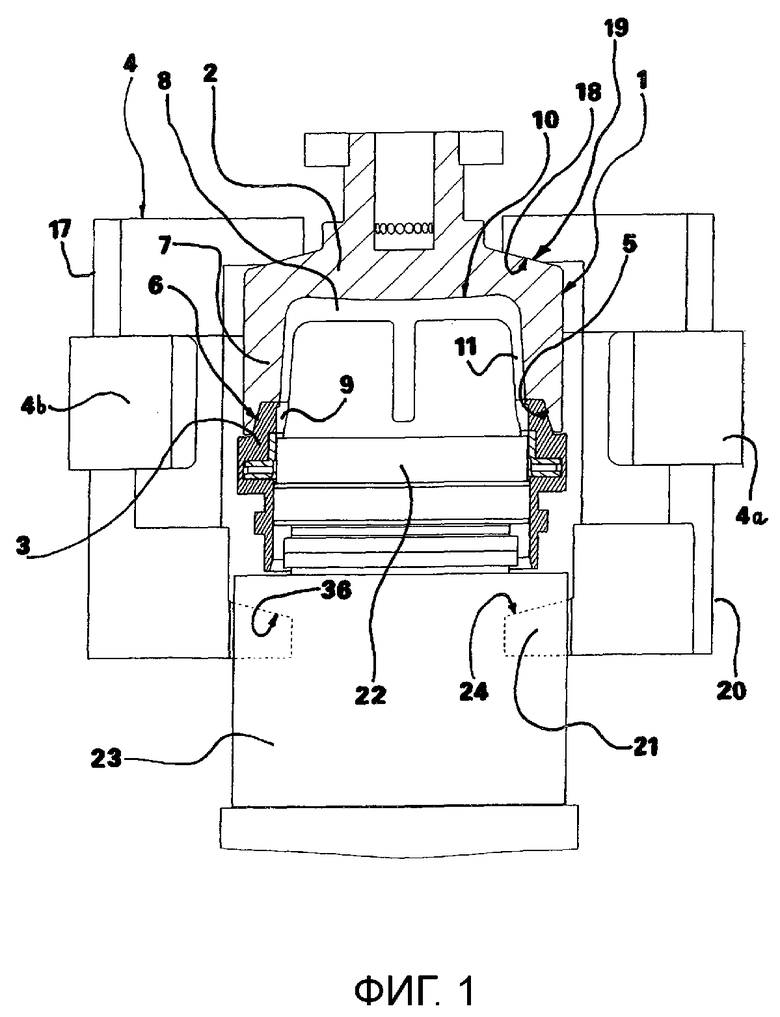
1. Станция предварительного формования секционной стеклоформующей машины по меньшей мере с одной черновой формой (1), которой принадлежат основа (2) черновой формы и устье (3), и держателем (4) черновой формы с плечами (4а, 4b) держателя черновой формы, отличающаяся тем, что основа (2) черновой формы и устье (3) выполнены с возможностью приведения в контакт друг с другом обращенными друг к другу краями (5, 6) так, что они образуют внутренний контур черновой формы (1) без полуформ и что основа (2) черновой формы и устье (3) во время процесса сжатия скреплены друг с другом при помощи плеч (4а, 4b) держателя черновой формы.
2. Станция предварительного формования по п. 1, в которой основа (2) черновой формы снабжена участком (7), выступающим в направлении устья (3), посредством которого может быть сформирован участок (11) корпуса стеклянного изделия (10), расположенный между дном (8) и горловиной (9) стеклянного изделия.
3. Станция предварительного формования по п. 1, в которой устье (3) имеет участок (12), выступающий в направлении основы (2) черновой формы, посредством которого может быть сформирован участок корпуса стеклянного изделия, расположенный между дном (13) и горловиной (14) стеклянного изделия (15).
4. Станция предварительного формования по одному из пп. 1-3, в которой основа (2) черновой формы и устье (3) соответственно имеют участок, выступающий в направлении устья (3) или основы (2) черновой формы, посредством которого может быть сформирован участок корпуса стеклянного изделия, расположенный между дном и горловиной стеклянного изделия.
5. Станция предварительного формования по одному из пп. 1-4, в которой каждое плечо (4а, 4b) держателя черновой формы имеет верхний кронштейн (17), который при закрывании держателя (4) черновой формы нижней поверхностью (18) плотного контакта может быть приведен в плотный контакт с наружной поверхностью (19) плотного контакта основы (2) черновой формы.
6. Станция предварительного формования по п. 5, в которой поверхности (18) плотного контакта верхнего кронштейна и поверхности (19) плотного контакта основы черновой формы скошены.
7. Станция предварительного формования по одному из пп. 1-6, в которой каждое плечо (4а, 4b) держателя черновой формы имеет нижний кронштейн (20), который при закрывании держателя (4) черновой формы может быть введен в зацепление c пазом (21) цилиндрического стакана (23), служащего направляющей плунжера (22) станции предварительного формования.
8. Станция предварительного формования по п. 7, в которой направляющая поверхность (36) паза (21) цилиндрического стакана и соответствующая ей поверхность (24) контакта нижнего кронштейна скошены.
9. Станция предварительного формования по одному из пп. 1-4, в которой каждому плечу (4а, 4b) держателя черновой формы соответствует устройство (25) зажимных рычагов, посредством которого основа (2) и устье (3) черновой формы могут быть прижаты друг к другу, при этом на каждом плече (4а, 4b) держателя черновой формы имеется направляющая (26), посредством которой два зажимных рычага (27, 28) соответствующего им устройства (25) зажимных рычагов могут перемещаться друг к другу для зажатия структуры, состоящей из основы (2) и устья (3) проформы.
10. Станция предварительного формования по п. 9, в которой каждое устройство (25) зажимных рычагов снабжено пружинным механизмом (29), посредством которого два зажимных рычага (27, 28) устройства (25) зажимных рычагов могут быть отодвинуты друг от друга.
11. Станция предварительного формования по п. 9 или 10, в которой устройство (25) зажимных рычагов выступает за соответствующее ему плечо (4а, 4b) держателя черновой формы в области направляющей (26) и удерживается снаружи плеча (4а, 4b) держателя черновой формы на системе (30) охлаждающего воздуха станции предварительного формования.
12. Станция предварительного формования по п. 1 или 2, в которой устье (3) образовано обращенной к основе (2) черновой формы торцевой стороной (35) соответствующего черновой форме (1) плунжера (22) станции предварительного формования.
13. Станция предварительного формования по п. 12, в которой на плечах (4а, 4b) держателя черновой формы имеется предпочтительно пневматическое устройство (36а, 36b) прижимного цилиндра, при помощи которого основа (2) черновой формы и образованное плунжером (22) устье (3) могут быть прижаты друг к другу.
14. Станция предварительного формования по одному из пп. 1-13, в которой плунжер (22) на своей свободной торцевой поверхности (31) имеет по меньшей мере один паз (32) для формирования перемычки.
15. Станция предварительного формования по одному из пп. 1-13, в которой на внутренней стороне основы (2) черновой формы имеется по меньшей мере одно ребро (33), которому соответствует окружающий это ребро (33) с интервалом паз (32) для формирования перемычки торцевой стороны (35) соответствующего черновой форме плунжера (22) станции предварительного формования.
16. Станция предварительного формования по п. 15, в которой противолежащая свободному краю ребра (33) базовая поверхность соответствующего ребру (33) паза (32) для формирования перемычки лежит на одной прямой с частями черновой формы (1), образующими верхний край обода стеклянного изделия.
| US 3586494 A1, 22.06.1971 | |||
| WO 2015118663 A1, 13.08.2015 | |||
| JPS5428319 A, 02.03.1979 | |||
| Приспособление для прессования в опрокинуто м положении градуированных сосудов | 1929 |
|
SU26778A1 |
| ДЕРЖАТЕЛЬ ДВУХМЕСТНЫХ РАЗЪЕМНЫХ ФОРМ ДЛЯ СТЕКЛОФОРМУЮЩИХ МАШИН | 0 |
|
SU292898A1 |

