ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка испрашивает приоритет Предварительной Патентной Заявки США № 62/341,298, поданной 25 мая 2016 года, озаглавленной «Нагревательные устройства и способы изготовления стеклянной трубчатой заготовки», полное содержание которой включено в данное описание путем ссылки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
[0002] Настоящее изобретение в общем относится к нагревательным устройствам и способам изготовления стеклянных трубчатых заготовок, и, более конкретно, к нагревательным устройствам и способам изготовления стеклянных трубчатых заготовок, включающим многочисленные нагревательные элементы, размещенные в разнообразных местах тигля, используемого для изготовления стеклянных трубок.
Уровень техники
[0003] Для стеклянных трубчатых заготовок, применяемых в стеклянных изделиях, таких как пробирки, ампулы и шприцы, требуется высокий уровень стабильности размеров стенки стеклянной трубчатой заготовки. Например, к ампулам и шприцам предъявляются жесткие требования в отношении размеров, для которых необходимы минимальные вариации концентричности и толщины стенок. Некоторые промышленные стандарты требуют, чтобы вариации толщины стенок были менее 5% от общей толщины стенки изделия. Однако размерные вариации в стеклянной трубчатой заготовке, из которой формируются стеклянные изделия, могут приводить к стеклянным изделиям с толщинами стенок, которые выходят за пределы приемлемых допусков. Такие размерные вариации могут быть результатом, например, неравномерного нагревания расплавленного стекла перед тем, как расплавленное стекло вытягивается в стеклянные трубки в процессе изготовления стеклянных трубчатых заготовок. Наиболее близким аналогом является US 3 410 675 A, 12.11.1968, кл. C03B 17/04, касающийся устройства для изготовления стеклянных трубчатых заготовок. Однако данное устройство не решает проблему устранения размерных вариаций в стеклянных трубчатых заготовках и устранения неравномерного нагревания расплавленного стекла при вытягивании стеклянных трубок.
[0004] Соответственно этому, существует потребность в альтернативных нагревательных устройствах для изготовления стеклянных трубчатых заготовок.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Согласно одному варианту исполнения, нагревательное устройство для изготовления стеклянной трубчатой заготовки включает тигель, предназначенный для подведения расплавленного стекла, и множество нагревательных элементов, термически связанных с тиглем. Тигель имеет высоту тигля и включает ванну, сконфигурированную для содержания расплавленного стекла, горн тигля, расположенный ниже ванны, и отверстие на дистальном конце горна тигля, причем дистальный конец является отдаленным от ванны. Множество нагревательных элементов включают первый нагревательный элемент, размещенный в первой вертикальной позиции вдоль высоты тигля, и второй нагревательный элемент, размещенный во второй вертикальной позиции вдоль высоты тигля. Первая вертикальная позиция отдалена в вертикальном направлении от второй вертикальной позиции.
[0006] В еще одном варианте исполнения, нагревательное устройство для изготовления стеклянной трубчатой заготовки включает тигель, предназначенный для подведения расплавленного стекла, и множество нагревательных элементов, термически связанных с тиглем. Тигель включает ванну, сконфигурированную для содержания расплавленного стекла, горн тигля, расположенный ниже ванны, и отверстие на дистальном конце горна тигля, причем дистальный конец является отдаленным от ванны. Горн тигля включает множество кольцевых секторов горна тигля. Множество кольцевых секторов горна тигля включают первый кольцевой сектор горна тигля и второй кольцевой сектор горна тигля. Множество нагревательных элементов, связанных с горном тигля, включают первый нагревательный элемент, размещенный в первом кольцевом секторе горна тигля, и второй нагревательный элемент, размещенный во втором кольцевом секторе горна тигля. Первый кольцевой сектор горна тигля отдален от второго кольцевого сектора горна тигля в окружном направлении.
[0007] В еще одном дополнительном варианте исполнения, способ изготовления стеклянной трубчатой заготовки включает подведение расплавленного стекла в тигель. Тигель включает ванну и горн тигля, расположенный ниже ванны. Горн тигля включает многочисленные кольцевые секторы горна тигля, причем многочисленные кольцевые секторы горна тигля включают первый кольцевой сектор горна тигля и второй кольцевой сектор горна тигля. Способ дополнительно включает протекание расплавленного стекла из ванны через горн тигля, нагревание расплавленного стекла, когда оно течет через тигель, многочисленными нагревательными элементами, и вытекание расплавленного стекла из горна тигля через отверстие на дистальном конце горна тигля. В многочисленных кольцевых секторах горна тигля размещены многочисленные нагревательные элементы. Многочисленные нагревательные элементы включают первый нагревательный элемент, размещенный в первом кольцевом секторе горна тигля, и второй нагревательный элемент, размещенный во втором кольцевом секторе горна тигля, так, что первый кольцевой сектор горна тигля отдален от второго кольцевого сектора горна тигля в окружном направлении.
[0008] Дополнительные признаки и преимущества нагревательного устройства и способов для изготовления стеклянной трубчатой заготовки изложены в нижеследующем подробном описании, в пунктах формулы изобретения, а также в сопроводительных чертежах.
[0009] Должно быть понятно, что как приведенное выше общее описание, так и нижеследующее подробное описание описывают разнообразные варианты исполнения и предназначены для представления обзора или структуры для понимания природы и характера заявленного предмета изобретения. Сопроводительные чертежи включены, чтобы обеспечить дополнительное понимание разнообразных вариантов исполнения, и введены в это описание, составляя его часть. Чертежи иллюстрируют разнообразные описываемые здесь варианты исполнения, и совместно с описанием служат для разъяснения принципов и порядка действия заявленного предмета изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] ФИГ. 1 представляет схематическое изображение устройства для изготовления стеклянной трубчатой заготовки согласно одному или многим вариантам исполнения, показанным и описываемым здесь;
[0011] ФИГ. 2 представляет схематическое изображение тигля, имеющего ванну и горн тигля согласно одному или многим показанным и описываемым здесь вариантам исполнения;
[0012] ФИГ. 3 представляет схематическое изображение тигля ФИГ. 2, показывающее различные положения, в которых могут быть размещены нагревательные элементы согласно одному или многим показанным и описываемым здесь вариантам исполнения;
[0013] ФИГ. 4 представляет схематическое изображение нагревательного элемента, размещенного на поверхностном участке тигля в устройстве для изготовления стеклянной трубчатой заготовки согласно одному или многим показанным и описываемым здесь вариантам исполнения;
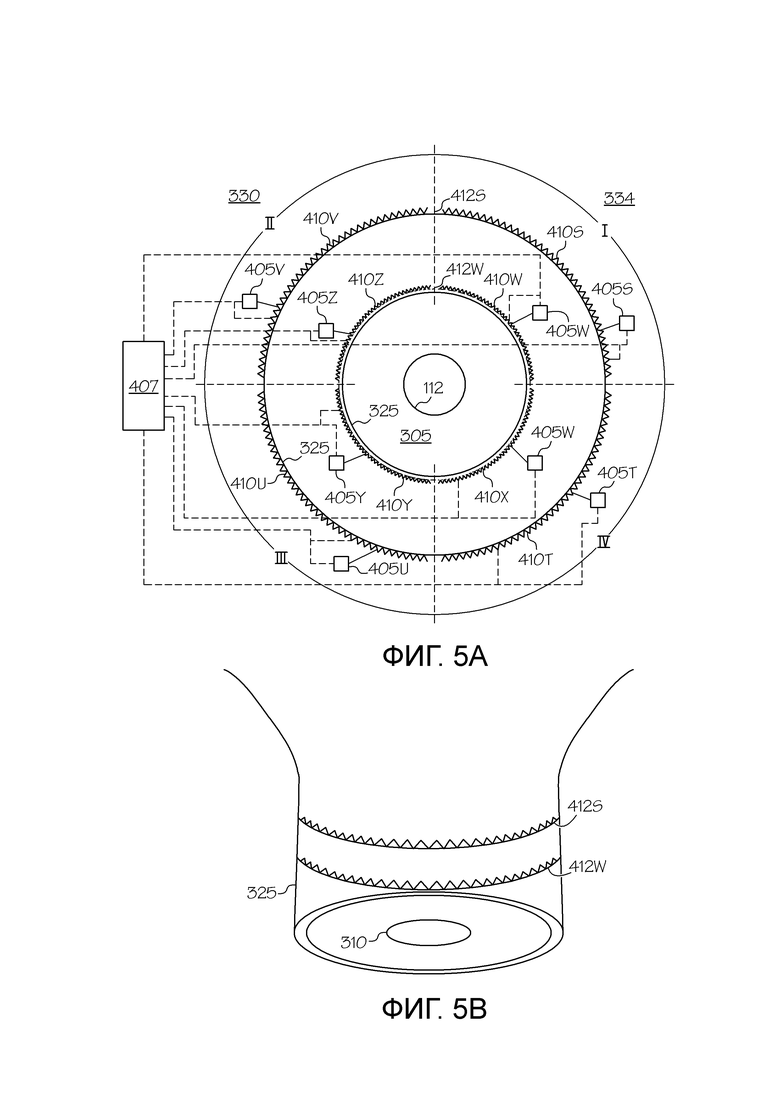
[0014] ФИГ. 5А представляет схематическое изображение в виде сверху горна тигля, показывающее многочисленные кольцевые секторы горна тигля, и ФИГ. 5В представляет перспективный вид горна тигля согласно одному или многим показанным и описываемым здесь вариантам исполнения;
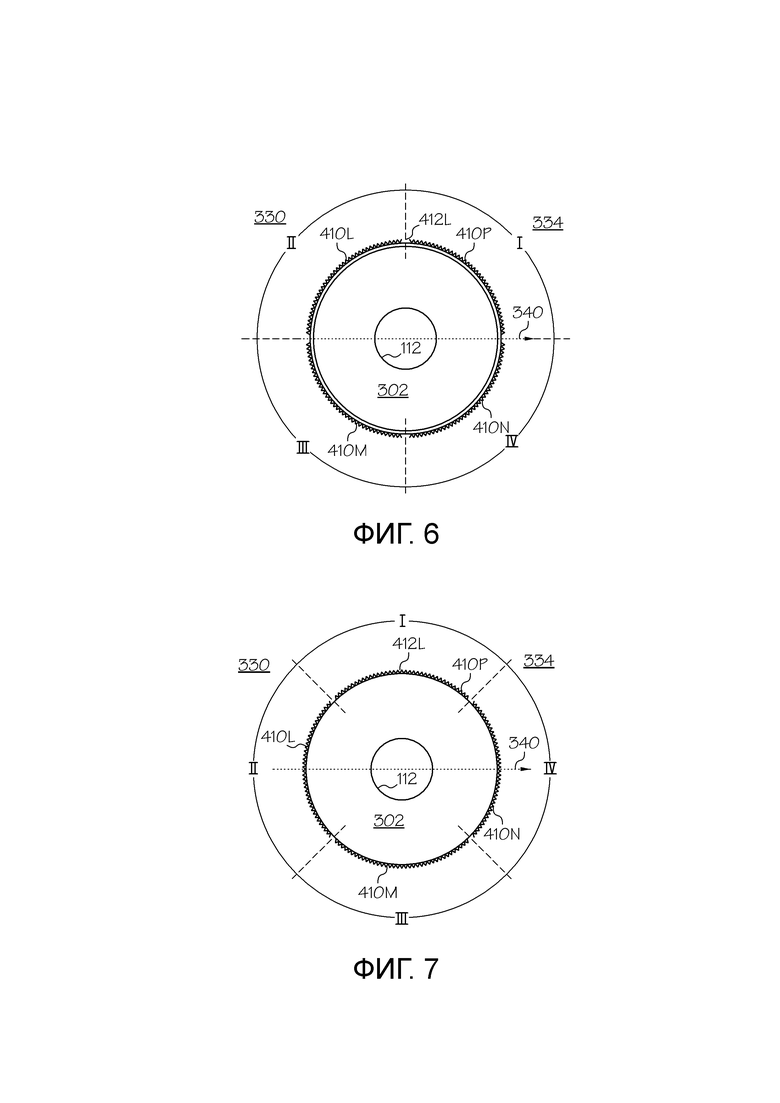
[0015] ФИГ. 6 представляет схематическое изображение на виде сверху горна тигля, показывающее размещение нагревательных элементов относительно срединной линии тигля согласно одному или многим показанным и описываемым здесь вариантам исполнения;
[0016] ФИГ. 7 представляет схематическое изображение на виде сверху горна тигля, показывающее альтернативное размещение нагревательных элементов относительно срединной линии тигля согласно одному или многим показанным и описываемым здесь вариантам исполнения;
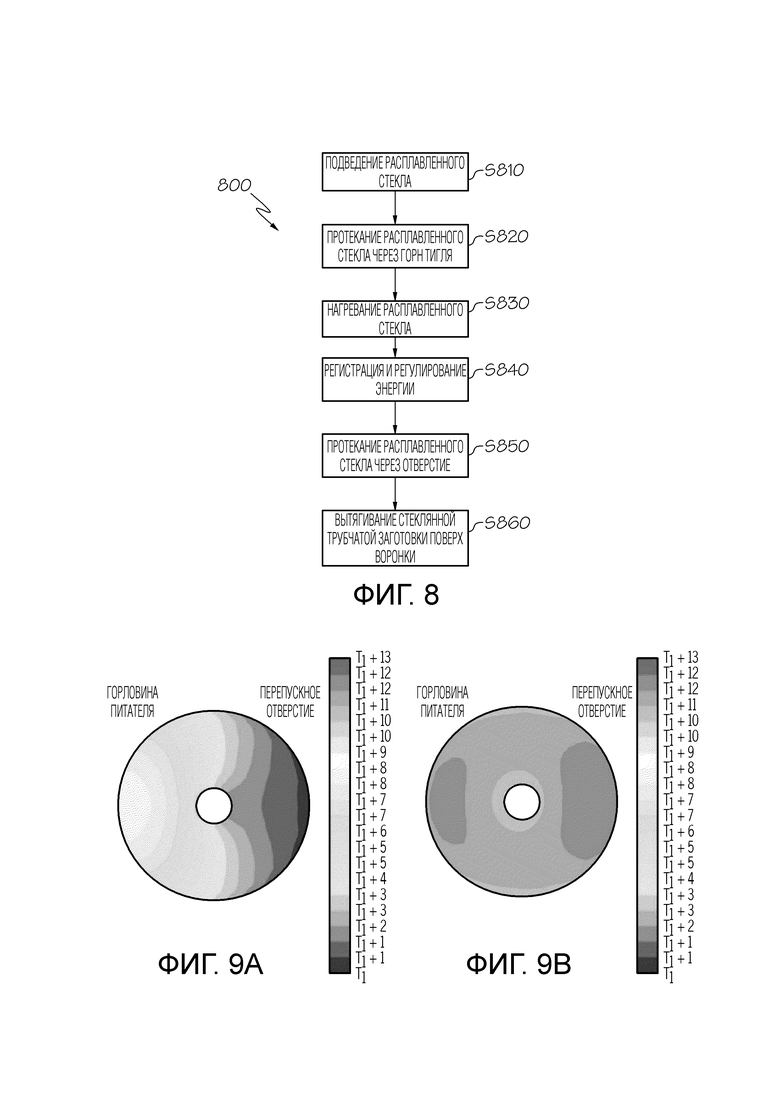
[0017] ФИГ. 8 представляет технологическую блок-схему, изображающую способ изготовления стеклянной трубчатой заготовки согласно одному или многим показанным и описываемым здесь вариантам исполнения;
[0018] ФИГУРЫ 9А и 9В показывают температурный профиль расплавленного стекла на выходе из отверстия, когда мощность с переменной величиной подводится к тиглю нагревательными элементами в различных позициях согласно одному или многим показанным и описываемым здесь вариантам исполнения; и
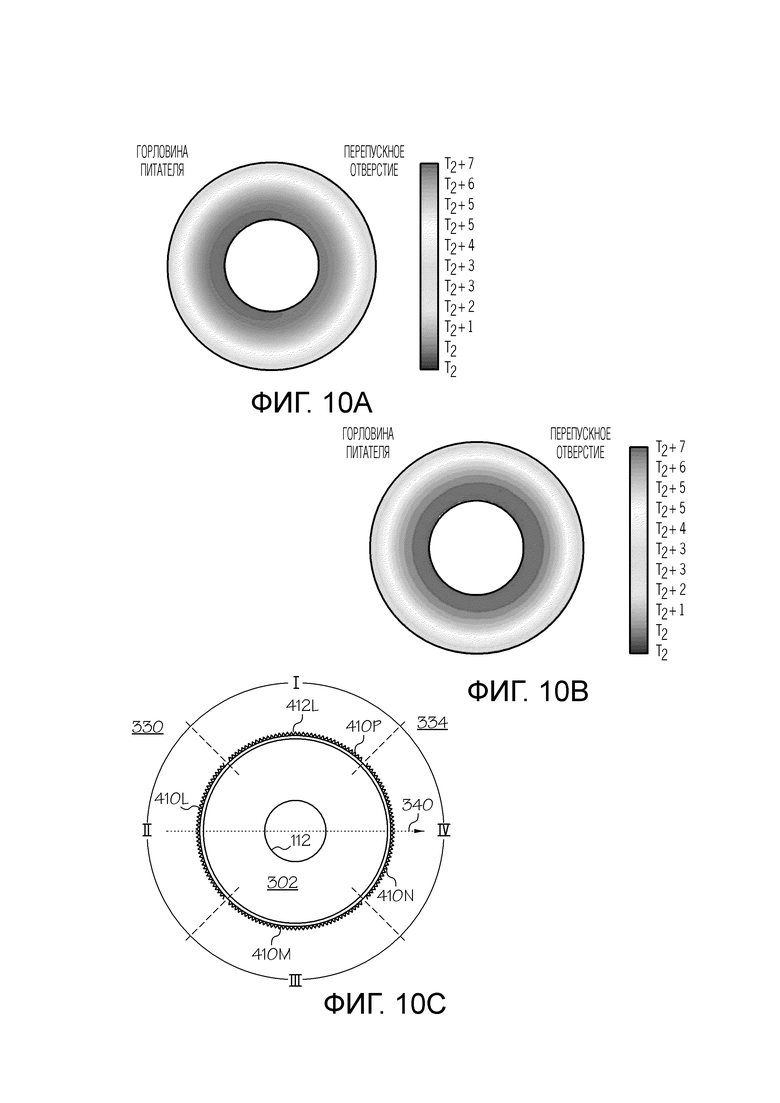
[0019] ФИГУРЫ 10А и 10В показывают температурный профиль расплавленного стекла на выходе из отверстия, когда мощность с переменной величиной подводится к тиглю с нагревательными элементами в различных кольцевых секторах, с ФИГ. 10С, показывающей размещение нагревательных элементов согласно одному или многим показанным и описываемым здесь вариантам исполнения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0020] Теперь со ссылкой на сопроводительные чертежи проиллюстрированы подробности примерных различных устройств и способов для формирования описываемой здесь стеклянной трубки. Всякий раз по возможности во всех чертежах для обозначения одинаковых или сходных деталей будут применяться одинаковые кодовые номера позиций. Со ссылкой на фигуры в целом, нагревательное устройство включает тигель для принятия в него расплавленного стекла. Тигель включает ванну и горн тигля, который является расположенным ниже ванны. На дистальном конце горна тигля находится отверстие. Тигель дополнительно включает горловину питателя для подведения расплавленного стекла и перепускное отверстие для удаления избыточного расплавленного стекла из ванны. Нагревательное устройство включает множество нагревательных элементов, которые термически связаны с тиглем так, что нагревательные элементы размещаются на различных позициях по вертикали вдоль высоты тигля и/или в различных позициях по окружному направлению. Нагревательное устройство используется для нагревания расплавленного стекла, когда расплавленное стекло течет из ванны через горн тигля и из отверстия. Более конкретно, нагревательное устройство предназначено для поддерживания однородности нагрева расплавленного стекла, выходящего из отверстия, которое сглаживает вариации размеров трубчатой заготовки и нестабильность в процессе изготовления стеклянной трубчатой заготовки.
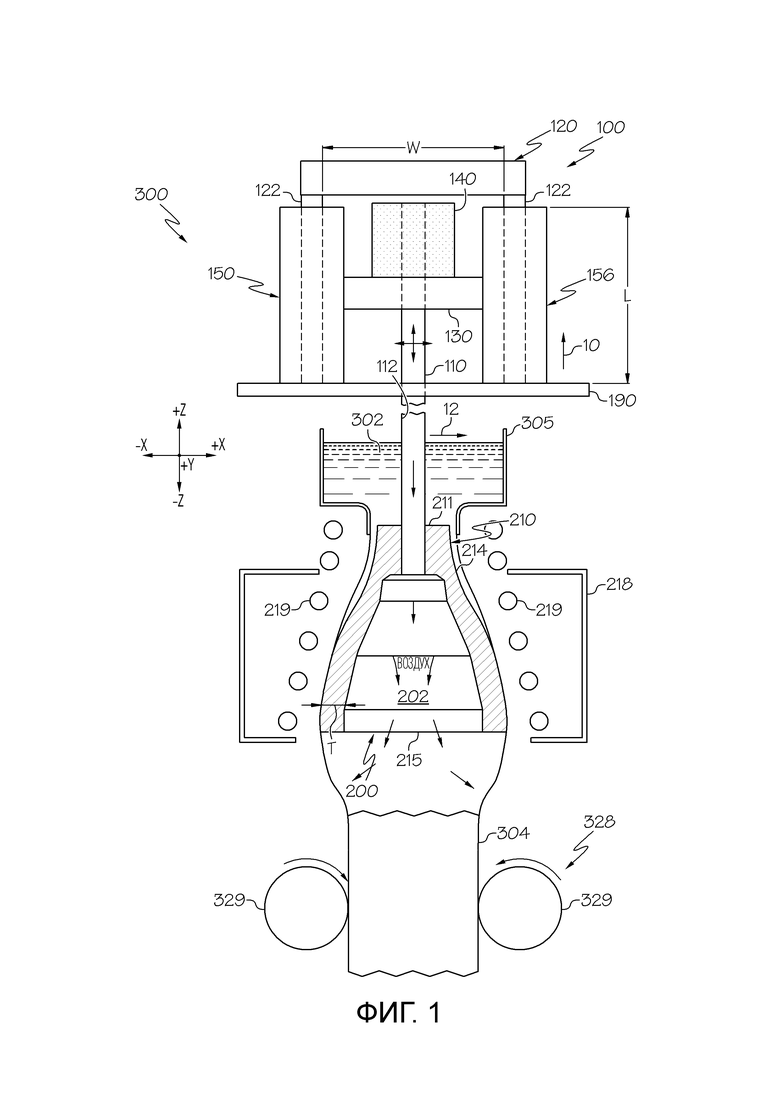
[0021] Один способ изготовления стеклянной трубчатой заготовки представляет собой способ Велло. Способом Велло стеклянная трубчатая заготовка формируется при протекании расплавленного стекла вокруг фильеры (также называемой «колоколом», «воронкообразной головкой» или «воронкой») с известным диаметром. Со ссылкой теперь на ФИГ. 1, схематически изображены устройство 300 для изготовления стеклянной трубчатой заготовки и устройство 100 позиционирования воронки. ФИГ. 1 изображает вид спереди устройства 300 для изготовления стеклянной трубчатой заготовки, которое обычно ориентировано вертикально (то есть, по +/-Z-направлению показанных на ФИГ. 1 координатных осей) так, что стеклянная трубчатая заготовка 304 вытягивается вниз по вертикальному направлению (то есть, по -Z-направлению показанных на ФИГ. 1 координатных осей).
[0022] Устройство 100 позиционирования воронки включает раму 120 по меньшей мере с одной стойкой 122 рамы и платформой 130. По меньшей мере одна стойка 122 рамы опирается на основание 190 (например, пол). Устройство 100 для позиционирования воронки также имеет устройство 140 позиционирования опорной стойки. Устройство 140 позиционирования опорной стойки опирается на платформу 130 и присоединено к ней, которая, в свою очередь, опирается по меньшей мере на одну стойку 122 рамы. В вариантах исполнения в устройстве 140 позиционирования опорной стойки применяются высокотемпературные прецизионные шариковые винты, салазки линейного перемещения, и т.д., чтобы обеспечивать по меньшей мере двухкоординатное регулирование (перемещение по X-Y-осям, показанное на ФИГ. 1), трехкоординатное регулирование (перемещение по X-Y-Z-осям, показанное на ФИГ. 1), или вплоть до пятикоординатного регулирования опорной стойки 110 относительно донного отверстия тигля 305. Устройство 140 позиционирования опорной стойки может включать устройства сервопривода или частотно-регулируемого электропривода (VFD), которые управляют высокотемпературными прецизионными шариковыми винтами, салазками линейного перемещения, и т.д. Устройство 140 позиционирования опорной стойки соединено с опорной стойкой 110. Опорная стойка 110 присоединена к воронке 200, которая представляет собой часть устройства 300 для изготовления стеклянной трубчатой заготовки. В качестве части устройства 140 позиционирования опорной стойки могут быть предусмотрены устройства дистанционного контроля и обратной связи с опорной стойкой 110. Опорная стойка 110 может иметь канал 112 для подачи текучей среды, такой как труба, канал или подобное устройство для подачи текучей среды, которое сообщается по текучей среде с внутренней камерой 202 воронки 200. Канал 112 для подачи текучей среды может действовать для подведения сжатой текучей среды во внутреннюю камеру 202. В описываемых здесь вариантах исполнения сжатая текучая среда может представлять собой сжатый газ, более конкретно, воздух или инертный сжатый газ, включающий, без ограничения, азот, гелий, аргон, криптон, ксенон, и тому подобные. Газ поддерживает внутренность стеклянной трубчатой заготовки 304 после того, как она протекает за пределы воронки 200 и уже больше не контактирует с боковой стенкой 214 воронки 200, как схематически изображено на ФИГ. 1. Устройство 300 для изготовления стеклянной трубчатой заготовки включает тигель 305 для подачи расплавленного стекла 302 для течения поверх воронки 200.
[0023] В вариантах исполнения наружная нагревательная система 218 с наружными нагревательными устройствами 219 может быть размещена вокруг воронки 200. В одном варианте исполнения наружная нагревательная система 218 может включать систему инфракрасного нагрева. Однако должно быть понятно, что могут быть применены нагревательные блоки других типов, включающие, без ограничения, фокусированные инфракрасные, резистивные, индукционные нагреватели, и/или их комбинации. Кроме того, должно быть понятно, что, в то время как ФИГ. 1 изображает наружную нагревательную систему как размещенную вокруг воронки 200, наружная нагревательная система 218 может быть встроена в воронку 200 таким образом, когда наружная нагревательная система 218 представляет собой резистивную нагревательную систему. Некоторые варианты исполнения могут не включать наружную нагревательную систему 218.
[0024] Вновь со ссылкой на ФИГ. 1, устройство 300 для изготовления стеклянной трубчатой заготовки, предназначенное для формирования стеклянной трубчатой заготовки, может дополнительно включать вытягивающее устройство 328. Вытягивающее устройство 328, как правило, размещается под воронкой 200 и может включать по меньшей мере одно тянущее колесо 329, действующее в контакте со стеклянной трубчатой заготовкой, вытягиваемой поверх воронки 200, и вытягивающее стеклянную трубчатую заготовку вниз. В вариантах исполнения устройство 300 для изготовления стеклянной трубчатой заготовки может быть протяженным вертикально через один или многие этажи здания, ярусы конструкции, и т.д. В этих вариантах исполнения устройство 100 позиционирования воронки может размещаться и поддерживаться на одном ярусе (основании 190) с опорной стойкой 110, протяженной от устройства 140 позиционирования опорной стойки через пол (основание 190) и через тигель 305, который размещается на нижнем ярусе и опирается на него. В некоторых вариантах исполнения устройство 300 для изготовления стеклянной трубчатой заготовки с устройством 100 позиционирования воронки конструктивно изолировано от конструкций, оборудования, и т.д., которые могут передавать вибрации на устройство 300 для изготовления стеклянной трубчатой заготовки, такие как пешеходные дорожки, этажи с движущимся тяжелым оборудованием, таким как вилочные автопогрузчики, и т.д. В вариантах исполнения стекловаренная печь (не показана), жестко соединенная с устройством 300 для изготовления стеклянной трубчатой заготовки, также может быть конструктивно изолирована от конструкций, оборудования и т.д., которые могут передавать вибрации на устройство 300 для изготовления стеклянной трубчатой заготовки.
[0025] Воронка 200 включает верхнюю часть 210 с верхней поверхностью 211 и боковую стенку 214. Боковая стенка 214 и нижняя кромка 215 определяют внутреннюю камеру 202 воронки 200. Верхняя поверхность 211 верхней части 210 имеет наружный диаметр. Воронка 200 может иметь различные формы, включающие, без ограничения, по существу коническую форму или, альтернативно, параболическую форму. Соответственно этому, должно быть понятно, что воронка может быть любой формы и/или конфигурации, пригодной для расширения и утончения трубчатой заготовки нагретого стекла (то есть, расплавленного стекла), вытягиваемой поверх поверхности воронки. Материал, из которого сформирована воронка 200, стабилен при повышенных температурах так, что воронка 200 не загрязняет нагретое стекло, вытягиваемое поверх воронки 200. Примеры пригодных материалов воронки включают, но не ограничиваются ими, жаростойкие металлы и их сплавы, металлы платиновой группы, нержавеющие стали, никель, сплавы на основе никеля, и керамические материалы, например, такие как циркон (ZrSiO4) и оксид алюминия (Al2О3). Вновь со ссылкой на ФИГ. 1, тигель 305 имеет отверстие 310 (показанное на ФИГ. 3). Просвет между верхней частью 210 и отверстием 310 обусловливает, по меньшей мере частично, толщину стенки стеклянной трубчатой заготовки, вытягиваемой поверх воронки 200. В дополнение, и когда воронка 200 имеет форму колокола или параболическую форму, наружный диаметр воронки 200 возрастает вдоль длины воронки 200 по направлению вниз. Положение верхней части 210 воронки 200 относительно отверстия 310 может регулироваться для обеспечения равномерного течения расплавленного стекла 302 из тигля 305 через отверстие 310 и поверх воронки 200.
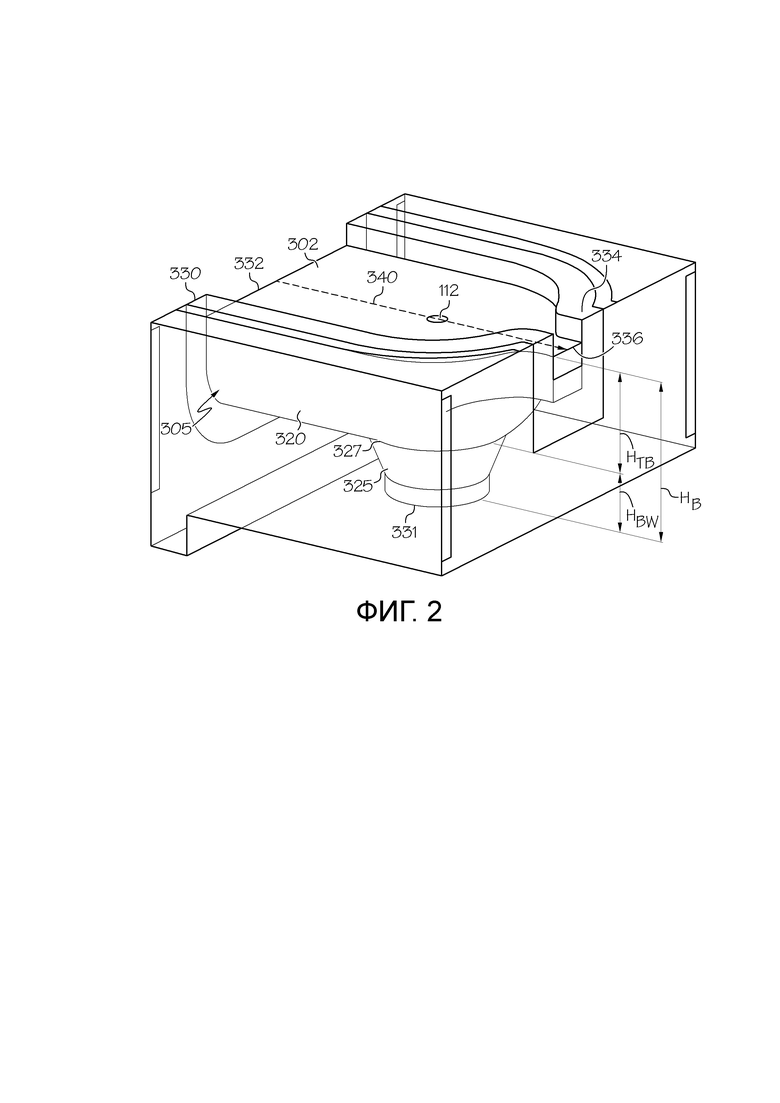
[0026] Теперь со ссылкой на ФИГ. 2 показан перспективный вид тигля 305. Тигель 305 предназначен для принятия расплавленного стекла 302. Тигель имеет высоту (НВ) тигля. Тигель 305 включает ванну 320, которая предназначена для содержания расплавленного стекла 302. Как показано на ФИГ. 2, ванна 320 имеет форму бака. Ванна 320 имеет высоту (НТВ) ванны. Под участком ванны 320 выступает горн 325 тигля. В других вариантах исполнения горн 325 тигля выступает под всей ванной 320 (например, когда ванна 320 является круглой в поперечном сечении). Горн 325 тигля имеет проксимальный конец 327, приближенный к ванне 320 тигля 305, и дистальный конец 331, отдаленный от ванны 320. В вариантах исполнения горн 325 тигля может иметь цилиндрическую форму так, что ближняя окружность проксимального конца 327 равна дистальной окружности дистального конца 331. В некоторых вариантах исполнения горн 325 тигля может иметь форму усеченного конуса так, что проксимальная окружность является большей, чем дистальная окружность, тем самым делая горн 325 тигля сужающимся вниз в сторону дистального конца 331. В некоторых вариантах исполнения горн 325 тигля может быть по форме цилиндрическим и усеченным конусом, как показано на ФИГ. 2. Горн 325 тигля имеет высоту (HBW) горна тигля. Высота (НТВ) ванны и высота (HBW) горна тигля в совокупности составляют высоту (НВ) тигля. Тигель 305 дополнительно включает отверстие 310 на дистальном конце 331 горна 325 тигля (показанное на ФИГ. 3). Канал 112 для подачи текучей среды, как обсуждалось на ФИГ. 1, проходит через ванну 320, горн 325 тигля и отверстие 310.
[0027] Вновь со ссылкой на ФИГ. 2, тигель дополнительно включает сторону 330 горловины питателя и сторону 334 перепускного отверстия. Сторона 330 горловины питателя имеет горловину 332 питателя, предназначенную для подведения расплавленного стекла 302 в тигель 305, и перепускное отверстие 336 для отведения избыточного расплавленного стекла 302 из тигля 305. В вариантах исполнения расплавленное стекло 302 протекает от горловины 332 питателя в сторону перепускного отверстия 336. Срединная линия 340 тигля пролегает между серединой горловины 332 питателя до середины перепускного отверстия 336 так, что срединная линия 340 тигля делит пополам горловину 332 питателя и перепускное отверстие 336. В вариантах исполнения срединная линия 340 тигля представляет направление потока расплавленного стекла 302 от стороны 330 горловины питателя до стороны 334 перепускного отверстия тигля 305. В вариантах исполнения срединная линия 340 тигля пересекает канал 112 подачи текучей среды.
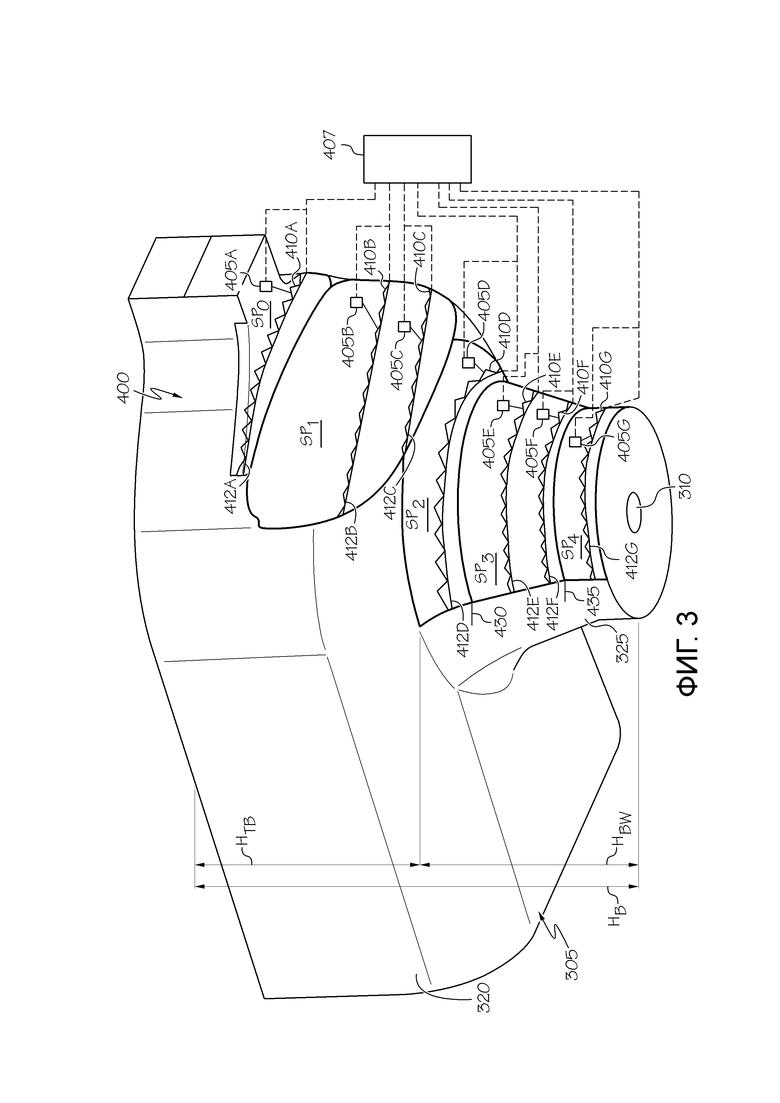
[0028] Теперь со ссылкой на ФИГ. 3 тигель 305 показан вместе с нагревательным устройством 400. Нагревательное устройство 400 включает множество нагревательных элементов, термически связанных с тиглем 305. Множество нагревательных элементов включает первый нагревательный элемент 410А, второй нагревательный элемент 410В, третий нагревательный элемент 410С, четвертый нагревательный элемент 410D, пятый нагревательный элемент 410Е, шестой нагревательный элемент 410F и седьмой нагревательный элемент 410G. Кроме того, температурные датчики 405A, 405B, 405C, 405D, 405E, 405F, 405G термически связаны с тиглем 305 и предназначены для регистрации температуры расплавленного стекла 302 внутри тигля 305. Температурные датчики 405A, 405B, 405C, 405D, 405E, 405F, 405G связаны с контроллером 407 с возможностью передачи данных. Контроллер 407 предназначен для управления множеством нагревательных элементов на основе зарегистрированной температуры. В некоторых вариантах исполнения может быть предусмотрен только один температурный датчик, который связан с одним контроллером 407. В других вариантах исполнения контроллер 407 может быть объединен с температурным датчиком.
[0029] В то время как ФИГ. 3 показывает множество нагревательных элементов на наружной стороне тигля 305, в вариантах исполнения множество нагревательные элементы могут быть размещены внутри стенок тигля 305 или на внутренней стороне тигля 305. В вариантах исполнения, когда множество нагревательных элементов размещаются на внутренней стороне тигля 305, нагревательные элементы могут быть покрыты так, что они непосредственно не контактируют с расплавленным стеклом 302. В некоторых вариантах исполнения многочисленные нагревательные элементы могут представлять собой нагревательный картридж, нагревательный стержень, нагревательную проволоку, нагревательную ленту, или тому подобные. В вариантах исполнения многочисленные нагревательные элементы выполнены из таких металлов, как платина, титан, вольфрам, или тому подобные, чтобы выдерживать высокие температуры (между около 1000°С и около 1900°С). В некоторых вариантах исполнения два нагревательных элемента могут быть размещены один после другого, при этом между двумя нагревательными элементами размещается катушка сопротивления или резисторная пластина. В вариантах исполнения многочисленные нагревательные элементы могут быть сконфигурированы для подведения энергии в пределах диапазона от около 0,1 кВт до около 10 кВт, или в пределах диапазона от около 0,2 кВт до около 1,5 кВт, или в пределах диапазона от около 0,25 кВт до около 1,5 кВт.
[0030] Со ссылкой на ФИГ. 3, множество нагревательных элементов может быть размещено в множестве вертикальных позиций вдоль высоты (НВ) тигля 305. Множество вертикальных позиций включает первую вертикальную позицию 412А, вторую вертикальную позицию 412B, третью вертикальную позицию 412C, четвертую вертикальную позицию 412D, пятую вертикальную позицию 412E, шестую вертикальную позицию 412F, и седьмую вертикальную позицию 412G. В вариантах исполнения по меньшей мере один нагревательный элемент из множества нагревательных элементов может быть размещен в каждой вертикальной позиции из множества вертикальных позиций. В некоторых вариантах исполнения более чем один из множества нагревательных элементов может быть размещен в каждой вертикальной позиции из множествах вертикальных позиций.
[0031] В качестве неограничивающего примера, второй нагревательный элемент 410В размещается во второй вертикальной позиции 412В, находящейся вдоль высоты (НВ) тигля, и пятый нагревательный элемент 410Е размещается в пятой вертикальной позиции 412Е, находящейся вдоль высоты (НВ) тигля. В вариантах исполнения вторая вертикальная позиция 412В в вертикальном направлении отдалена от пятой вертикальной позиции 412Е. В вариантах исполнения, как показано на ФИГ. 3, второй нагревательный элемент 410В размещается у ванны 320 тигля 305, будучи размещенным вдоль высоты (НТВ) ванны, и пятый нагревательный элемент 410Е размещается на горне 325 тигля, будучи размещенным вдоль высоты (НBW) горна тигля. В некоторых вариантах исполнения более чем один из множества нагревательных элементов может быть размещен в ванне 320 тигля 305 вдоль высоты (НТВ) ванны. Как показано на ФИГ. 3, оба из первого нагревательного элемента 410А и второго нагревательного элемента 410В размещены у ванны 320 тигля, вдоль высоты (НТВ) ванны. В одном варианте исполнения более чем один из множества нагревательных элементов может быть размещен на горне 325 тигля, вдоль высоты (НBW) горна тигля. Например, как показано на ФИГ. 3, пятый нагревательный элемент 410Е и шестой нагревательный элемент 410F могут быть размещены на горне 325 тигля на тигле 305, вдоль высоты (НBW) горна тигля.
[0032] В вариантах исполнения множество нагревательных элементов размещаются на множестве поверхностных участков тигля 305. Множество поверхностных участков включает первый поверхностный участок (SР1), второй поверхностный участок (SР2), третий поверхностный участок (SР3) и четвертый поверхностный участок (SР4). Множество поверхностных участков также может включать плоский участок (SР0) под перепускным отверстием 336 в ванне 320. Как показано на ФИГ. 3, поверхностные участки пролегают вдоль сегмента высоты (НВ) тигля 305. Например, один (SР1) из множества поверхностных участков пролегает вдоль сегмента высоты (НТВ) ванны тигля 305. В еще одном варианте исполнения еще один (SР3) из множества поверхностных участков пролегает вдоль сегмента высоты (НBW) горна тигля на тигле 305. В некоторых вариантах исполнения поверхностный участок из множества поверхностных участков может быть протяженным вдоль сегмента высоты (НТВ) ванны и сегмента высоты (НBW) горна тигля.
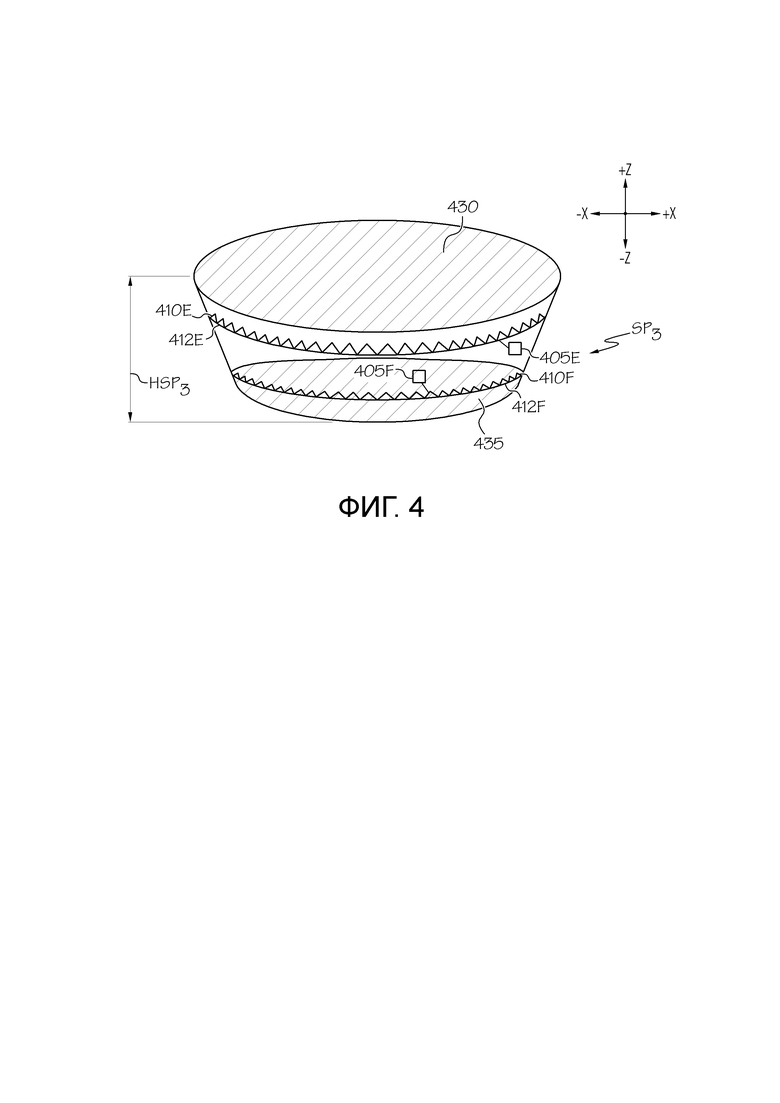
[0033] С краткой ссылкой на ФИГ. 4, изображен третий поверхностный участок (SР3) из ФИГ. 3. Поверхностный участок (SР3) представляет собой участок, протяженный между верхней частью 430 и нижней частью 435, пролегая вдоль сегмента высоты (НВ) тигля, и, более конкретно, будучи протяженным вдоль высоты (HBW) горна тигля на тигле 305. Третий поверхностный участок (SР3) включает площадь поверхности стенок тигля 305 между верхней частью 430 и нижней частью 435. Третий поверхностный участок (SР3) имеет высоту (HSP3) поверхностного участка. В этом варианте исполнения третий поверхностный участок (SР3) имеет форму усеченного конуса, однако в некоторых вариантах исполнения многочисленные поверхностные участки могут быть цилиндрическими по форме. Кроме того, третий поверхностный участок (SР3) включает пятый нагревательный элемент 410Е в пятой вертикальной позиции 412Е, и шестой нагревательный элемент 410F в шестой вертикальной позиции 412F. В вариантах исполнения пятая вертикальная позиция 412Е и шестая вертикальная позиция 412F в каждом случае представляют собой позиции вдоль высоты (НВ) тигля, и внутри поверхностного участка (SР3).
[0034] Со ссылкой на ФИГ. 3, показано множество поверхностных участков (то есть, SР0, SР1, SР2, SР3, SР4), где множество нагревательных элементов размещены на множестве поверхностных участков. В качестве неограничивающего примера, второй нагревательный элемент 410В во второй вертикальной позиции 412В и пятый нагревательный элемент 410Е в пятой вертикальной позиции 412Е размещены на различных поверхностных участках (410В находится на SР1, и 410Е на SР3) из множества поверхностных участков, как показано на ФИГ. 3. В качестве еще одного неограничивающего примера, второй нагревательный элемент 410В во второй вертикальной позиции 412В и третий нагревательный элемент 41°C в третьей вертикальной позиции 412С размещены на одном и том же поверхностном участке (410В и 41°C на SР1). В одном варианте исполнения все из множества нагревательных элементов могут быть размещены на одном поверхностном участке (например, только на одном из SР1, SР2, SР3 или SР4). В таких вариантах исполнения нагревательные элементы могут быть размещены в различных вертикальных позициях одного и того же поверхностного участка.
[0035] Количество энергии, подводимой к нагревательным элементам, регулируется контроллером 407. В некоторых вариантах исполнения контроллер 407 предназначен для индивидуального регулирования количества энергии, подводимой к каждому из множества нагревательных элементов, на основе зафиксированной температуры, передаваемой на контроллер 407 температурными датчиками 405A, 405B, 405C, 405D, 405E, 405F, 405G. В вариантах исполнения контроллер 407 предназначен для автоматического регулирования энергии, подводимой к множестве нагревательных элементов на основе зарегистрированной температуры. В то время как ФИГ. 3 изображает каждый температурный датчик 405A, 405B, 405C, 405D, 405E, 405F, 405G, связанный с единственным контроллером 407, в некоторых вариантах исполнения каждый температурный датчик 405A, 405B, 405C, 405D, 405E, 405F, 405G может быть связан с индивидуальным контроллером. Кроме того, в вариантах исполнения с каждым температурным датчиком могут быть связаны множество контроллеров. В вариантах исполнения температура расплавленного стекла 302 должна быть более высокой в горне 325 тигля по сравнению с ванной 320. Как только температура расплавленного стекла 302 регистрируется внутри ванны 320 и горне 325 тигля, энергия может соответственно этому подводиться к многочисленным нагревательным элементам. Для контроля нагревания расплавленного стекла 302 контроллер 407 может использовать пропорционально-интегрально-дифференцирующий управляющий алгоритм («PID»), простой управляющий включением/выключением алгоритм, или любой другой управляющий алгоритм, действующий для изменения энергии, подводимой ко второму нагревательному элементу 410В и к пятому нагревательному элементу 410Е, для получения желательного температурного градиента вдоль высоты (НВ) тигля.
[0036] В порядке неограничивающих примеров, со ссылкой на ФИГ. 3, контроллер 407 предназначен для управления вторым нагревательным элементом 410В на основе первой измеренной температуры расплавленного стекла 302, зарегистрированной температурным датчиком 405В, и контроллер 407 сконфигурирован для независимого управления пятым нагревательным элементом 410Е на основе первой измеренной температуры. Первая измеренная температура регистрируется во второй вертикальной позиции 412В. В некоторых вариантах исполнения контроллер 407 сконфигурирован для управления вторым нагревательным элементом 410В на основе первой измеренной температуры, зарегистрированной температурным датчиком 405В, и контроллер 407 сконфигурирован для независимого управления пятым нагревательным элементом 410Е на основе второй измеренной температуры, зарегистрированной температурным датчиком 405Е. В этом варианте исполнения первая измеренная температура регистрируется во второй вертикальной позиции 412В, и вторая измеренная температура регистрируется в пятой вертикальной позиции 412Е.
[0037] Со ссылкой теперь на ФИГ. 5А и 5В, показано местоположение множества нагревательных элементов, размещенных на горне 325 тигля в восьмой вертикальной позиции 412S и девятой вертикальной позиции 412W вдоль высоты (HBW) горна тигля. ФИГ. 5А показывает вид сверху горна 325 тигля, и ФИГ. 5В показывает вид сбоку горна 325 тигля. В вариантах исполнения каждый из множества нагревательных элементов может быть размещен относительно множества кольцевых секторов горна тигля на горне 325 тигля. Горн 325 тигля сегментирован на множество кольцевых секторов горна тигля, включающие первый кольцевой сектор I горна тигля, второй кольцевой сектор II горна тигля, третий кольцевой сектор III горна тигля и четвертый вертикальный кольцевой сектор IV. В то время как ФИГ. 5А показывает четыре кольцевых сектора горна тигля в каждой вертикальной позиции, могут быть от 1 до 100 секторов, или от 2 до 20 секторов, или от 5 до 10 секторов в каждой вертикальной позиции. В вариантах исполнения один участок горна 325 тигля может быть сегментирован на 4 кольцевых сектора горна тигля, и еще один участок горна 325 тигля может быть сегментирован на 8 кольцевых секторов горна тигля. В вариантах исполнения каждый кольцевой сектор горна тигля может отличаться по размеру от других кольцевых секторов горна тигля. В вариантах исполнения по меньшей мере один нагревательный элемент из множества нагревательных элементов может быть размещен на каждом кольцевом секторе горна тигля из множества кольцевых секторов горна тигля. В некоторых вариантах исполнения более чем один из множества нагревательных элементов может быть размещен на каждом кольцевом секторе горна тигля из множества кольцевых секторов горна тигля. В вариантах исполнения один нагревательный элемент из множества нагревательных элементов пролегает вдоль более чем одного из многочисленных кольцевых секторов горна тигля. В некоторых вариантах исполнения ленточный температурный датчик может быть размещен по окружности поперек кольцевых секторов горна тигля.
[0038] Со ссылкой на ФИГ. 5А и 5В, в восьмой вертикальной позиции 412S, восьмой нагревательный элемент 410S, девятый нагревательный элемент 410Т, десятый нагревательный элемент 410U и одиннадцатый нагревательный элемент 410V в каждом случае размещены в каждом из множества кольцевых секторов I, II, III и IV горна тигля, соответственно. В девятой вертикальной позиции 412W двенадцатый нагревательный элемент 410W, тринадцатый нагревательный элемент 410Х, четырнадцатый нагревательный элемент 410Y и пятнадцатый нагревательный элемент 410Z в каждом случае размещены на каждом из множества кольцевых секторов I, II, III и IV горна тигля, соответственно.
[0039] Как показано на ФИГ. 5А, двенадцатый нагревательный элемент 410W размещен в первом кольцевом секторе I горна тигля в девятой вертикальной позиции 412W, и одиннадцатый нагревательный элемент 410V размещен во втором кольцевом секторе II горна тигля в восьмой вертикальной позиции 412S. В этом варианте исполнения первый кольцевой сектор I горна тигля отдален в окружном направлении от второго кольцевого сектора II горна тигля. Поэтому одиннадцатый нагревательный элемент 410V и двенадцатый нагревательный элемент 410W также разнесены в окружном направлении друг от друга. Кроме того, как показано на ФИГ. 5А, двенадцатый нагревательный элемент 410W в окружному направлении и по вертикали отдален от одиннадцатого нагревательного элемента 410V. Кроме того, в вариантах исполнения, двенадцатый нагревательный элемент 410W в первом кольцевом секторе I горна тигля и четырнадцатый нагревательный элемент 410Y в третьем кольцевом секторе III горна тигля в окружном направлении отдалены друг от друга в одной и той же вертикальной позиции (то есть, девятой вертикальной позиции 412W).
[0040] Со ссылкой на ФИГ. 5А, количество энергии, подводимой к множеству нагревательных элементов, регулируется контроллером 407. Контроллер 407 предназначен для индивидуального регулирования количества энергии, подводимой к каждому из множества нагревательных элементов, на основе измеренной температуры, передаваемой контроллеру 407 температурными датчиками 405S, 405T, 405U, 405V, 405W, 405X, 405Y, 405Z. В вариантах исполнения контроллер 407 сконфигурирован для управления двенадцатым нагревательным элементом 410W на основе первой зарегистрированной температуры расплавленного стекла 302, измеренной температурным датчиком 405W, и контроллер 407 сконфигурирован для независимого управления одиннадцатым нагревательным элементом 410V на основе первой зарегистрированной температуры. В некоторых вариантах исполнения контроллер 407 сконфигурирован для управления двенадцатым нагревательным элементом 410W на основе первой зарегистрированной температуры, измеренной температурным датчиком 405W, и контроллер 407 сконфигурирован для независимого управления одиннадцатым нагревательным элементом 410V на основе второй зарегистрированной температуры, измеренной температурным датчиком 405V. В этом варианте исполнения первая измеренная температура получается на девятой вертикальной позиции 412W, и вторая измеренная температура получается в восьмой вертикальной позиции 412S.
[0041] В вариантах исполнения контроллер 407 сконфигурирован для автоматического регулирования энергии, подводимой к многочисленным нагревательным элементам, на основе зарегистрированной температуры. В то время как ФИГ. 5А изображает каждый температурный датчик 405S, 405T, 405U, 405V, 405W, 405X, 405Y, 405Z, как связанный с индивидуальным контроллером 407, в некоторых вариантах исполнения каждый температурный датчик может быть связан с индивидуальным контроллером. Контроллер 407 может использовать пропорционально-интегрально-дифференцирующий управляющий алгоритм («PID»), простой управляющий включением/выключением алгоритм, или любой другой управляющий алгоритм, действующий для изменения энергии, подводимой к множеству нагревательных элементов. В некоторых вариантах исполнения множество нагревательных элементов на множестве кольцевых секторов горна тигля, находящихся на стороне 330 горловины питателя горна 325 тигля (например, 405U, 405V, 405Y, 405Z), может быть сконфигурированы для подведения меньшей энергии, чем к множеству нагревательных элементов на множестве кольцевых секторов горна тигля, находящихся на стороне 334 перепускного отверстия тигля 305 (например, 405S, 405T, 405W, 405X). Это обусловливается тем, что расплавленное стекло 302 является более холодным на стороне 334 перепускного отверстия тигля 305, чем на стороне 330 горловины питателя тигля 305, вследствие длительного времени пребывания расплавленного стекла 302 на стороне 334 перепускного отверстия тигля 305. Например, восьмой нагревательный элемент 410S и девятый нагревательный элемент 410Т, (оба на стороне 334 перепускного отверстия) могут снабжаться более высокими количествами энергии, чем десятый нагревательный элемент 410U и одиннадцатый нагревательный элемент 410V (оба на стороне 330 горловины питателя). Для поддерживания минимальной разности (ΔТ) температур в поперечном сечении между стороной 330 горловины питателя и стороной 334 перепускного отверстия, расплавленное стекло 302 на стороне 334 перепускного отверстия может нагреваться предпочтительнее по сравнению с расплавленным стеклом на стороне 330 горловины питателя тигля 305.
[0042] Со ссылкой на ФИГ. 6, в вариантах исполнения нагревательные элементы могут быть размещены с различными ориентациями относительно срединной линии 340 тигля. В вариантах исполнения срединная линия 340 тигля указывает направление течения расплавленного стекла 302 от стороны 330 горловины питателя к стороне 334 перепускного отверстия тигля 305. В качестве неограничивающего примера, в десятой вертикальной позиции 412L на ФИГ. 6, шестнадцатый нагревательный элемент 410L размещен во втором кольцевом секторе II горна тигля, семнадцатый нагревательный элемент 410М размещен в третьем кольцевом секторе III горна тигля, восемнадцатый нагревательный элемент 410N размещен в четвертом кольцевом секторе IV горна тигля, и девятнадцатый нагревательный элемент 410Р размещен в первом кольцевом секторе I горна тигля. Шестнадцатый нагревательный элемент 410L и семнадцатый нагревательный элемент 410М могут быть размещены таким образом, что срединная линия 340 тигля не пересекает шестнадцатый нагревательный элемент 410L и семнадцатый нагревательный элемент 410М. В вариантах исполнения шестнадцатый нагревательный элемент 410L и семнадцатый нагревательный элемент 410М находятся по обе стороны срединной линии 340 тигля.
[0043] Со ссылкой на ФИГ. 7, в альтернативном варианте исполнения шестнадцатый нагревательный элемент 410L может быть размещен во втором кольцевом секторе II горна тигля в десятой вертикальной позиции 412L внутри горна 325 тигля. В этом варианте исполнения шестнадцатый нагревательный элемент 410L размещается так, что срединная линия 340 тигля пересекает шестнадцатый нагревательный элемент 410L (и тем самым также пересекает второй кольцевой сектор II горна тигля в десятой вертикальной позиции 412L). В этом варианте исполнения шестнадцатый нагревательный элемент 410L размещается так, что срединная линия 340 тигля разделяет шестнадцатый нагревательный элемент 410L пополам.
[0044] В некоторых вариантах исполнения множество нагревательных элементов может быть размещено как на множестве вертикальных высот вдоль высоты (НВ) тигля, как показано на ФИГ. 3, так и размещено на кольцевых секторах горна 325 тигля, как показано на ФИГ. 5А.
[0045] Теперь будет обсужден способ изготовления стеклянной трубчатой заготовки с использованием нагревательного устройства.
[0046] Со ссылкой на ФИГУРЫ 2 и 8, способ 800 изготовления стеклянной трубчатой заготовки включает на стадии S810 подведение расплавленного стекла 302 в тигель 305 устройства 300 для изготовления стеклянной трубчатой заготовки. В вариантах исполнения расплавленное стекло 302 поступает через горловину 332 питателя на стороне 330 горловины питателя тигля 305. Расплавленное стекло 302 подается в ванну 320 тигля 305. Тигель 305 дополнительно включает горн 325 тигля, расположенный вниз под ванной 320 тигля 305, и на дистальном конце 331 горна 325 тигля находится отверстие 310, причем дистальный конец 331 является отдаленным от ванны тигля 305. В вариантах исполнения расплавленное стекло 302 протекает от горловины 332 питателя в сторону перепускного отверстия 336. Для обозначения направления течения срединная линия 340 (как показано пунктирной линией на ФИГ. 2) может быть прочерчена от стороны 330 горловины питателя к стороне 334 перепускного отверстия тигля 305.
[0047] Со ссылкой на ФИГУРЫ 2 и 8, в стадии S820 способ 800 включает протекание расплавленного стекла 302 из ванны 320 тигля 305 в горн 325 тигля. В вариантах исполнения, где в ванну 320 поступает избыток расплавленного стекла 302, избыточное количество расплавленного стекла 302 удаляется из ванны 320 через перепускное отверстие 336, размещенное на стороне 334 перепускного отверстия тигля 305. Когда расплавленное стекло 302 течет из ванны 320 в тигель 305, возникает разность (ΔТ) температур в поперечном сечении внутри расплавленного стекла 302 на стороне 330 горловины питателя и внутри расплавленного стекла 302 на стороне 334 перепускного отверстия в горне 325 тигля. Эта разность (ΔТ) температур в поперечном сечении возникает вследствие того, что время пребывания расплавленного стекла 302 на стороне 334 перепускного отверстия тигля 305 является более длительным, чем для расплавленного стекла 302 на стороне 330 горловины питателя тигля 305. Кроме того, когда разность (ΔТ) температур в поперечном сечении расплавленного стекла 302 внутри тигля 395 возрастает, стеклянные трубчатые заготовки, полученные с использованием такого расплавленного стекла, могут сформироваться с неравномерной толщиной стеклянных трубчатых заготовок, делая такие трубчатые заготовки непригодными для применения.
[0048] Со ссылкой на ФИГУРЫ 5 и 8, в стадии S830 способ 800 включает нагревание расплавленного стекла 302 с помощью нагревательного устройства 400, когда расплавленное стекло 302 течет через тигель 305. Расплавленное стекло 302 нагревается множеством нагревательных элементов, распределенных по тиглю 305. Множество нагревательных элементов может быть размещено в множестве кольцевых секторов горна тигля, как показано на ФИГУРАХ 5А и 5В, где в восьмой вертикальной позиции 412S восьмой нагревательный элемент 410S, девятый нагревательный элемент 410Т, десятый нагревательный элемент 410U и одиннадцатый нагревательный элемент 410V в каждом случае размещены в множестве кольцевых секторов I, II, III и IV горна тигля, соответственно. В девятой вертикальной позиции 412W двенадцатый нагревательный элемент 410W, тринадцатый нагревательный элемент 410Х, четырнадцатый нагревательный элемент 410Y и пятнадцатый нагревательный элемент 410Z в каждом случае размещены в каждом из многочисленных кольцевых секторов I, II, III и IV горна тигля, соответственно.
[0049] Кроме того, способ 800 также может включать нагревание расплавленного стекла 302 множеством нагревательных элементов в различных ориентациях относительно срединной линии 340 тигля. В одном варианте исполнения, как показано на ФИГ. 6, шестнадцатый нагревательный элемент 410L и семнадцатый нагревательный элемент 410М могут быть размещены таким образом, что срединная линия 340 тигля не пересекает шестнадцатый нагревательный элемент 410L и семнадцатый нагревательный элемент 410М. В вариантах исполнения шестнадцатый нагревательный элемент 410L и семнадцатый нагревательный элемент 410М находятся по обе стороны срединной линии 340 тигля. В еще одном варианте исполнения, как показано на ФИГ. 7, шестнадцатый нагревательный элемент 410L может быть размещен во втором кольцевом секторе II горна тигля в десятой вертикальной позиции 412L внутри горна 325 тигля. В этом варианте исполнения шестнадцатый нагревательный элемент 410L размещается так, что срединная линия 340 тигля пересекает шестнадцатый нагревательный элемент 410L (и тем самым также пересекает второй кольцевой сектор II горна тигля в десятой вертикальной позиции 412L).
[0050] В альтернативном варианте исполнения способ 800 в стадии S830 может включать нагревание расплавленного стекла 302, когда расплавленное стекло 302 течет через тигель 305, множеством нагревательных элементов, размещенными в многочисленных вертикальных позициях вдоль высоты (НВ) тигля, как показано на ФИГ. 3. В вариантах исполнения множество вертикальных позиций может находиться на множестве поверхностных участков. В некоторых вариантах исполнения второй нагревательный элемент 410В может быть размещен во второй вертикальной позиции 412В, и пятый нагревательный элемент 410Е может быть размещен в пятой вертикальной позиции 412Е, так, что вторая вертикальная позиция 412В отдалена по вертикали от пятой вертикальной позиции 412Е. В этом варианте исполнения множество нагревательных элементов может быть размещено у ванны 320 и на горне 325 тигля. В вариантах исполнения стадия S830 может включать нагревание расплавленного стекла 302 множеством нагревательных элементов, размещенных в множестве вертикальных позиций, и также размещенных в множестве кольцевых секторов горна тигля.
[0051] Со ссылкой на ФИГУРЫ 3, 5А и 8, в стадии S840 способ 800 включает регистрацию температуры расплавленного стекла с использованием температурных датчиков 405A-405G, 405S-405Z, и регулирование количества энергии, подводимой к множеству нагревательных элементов, контроллером 407. В вариантах исполнения тигель 305 термически связан с температурными датчиками 405A-405G, 405S-405Z, которые, в свою очередь, связаны с контроллером 407 с возможностью передачи данных. В вариантах исполнения способ 800 включает регистрацию температурного градиента вдоль высоты (НВ) тигля, и выявление разности (ΔТ) температур в поперечном сечении вдоль поперечного сечения тигля 305. В случае, что температурный градиент, или разность (ΔТ) температур в поперечном сечении, превышает предварительно определенный диапазон, способ 800 также может включать индивидуальное управление каждым из многочисленных нагревательных элементов контроллером 407. Более конкретно, контроллер 407 на основе зарегистрированной температуры предпочтительно подает энергию на некоторые из множества нагревательных элементов, чтобы обеспечить возвращение температурного градиента и/или разности (ΔТ) температур в поперечном сечении в предварительно определенный диапазон.
[0052] Количество энергии, подводимой к каждому из многочисленных нагревательных элементов, может индивидуально регулироваться контроллером 407. Контроллер 407 регулирует энергию, подводимую к каждому нагревательному элементу, на основе зарегистрированной температуры, передаваемой температурными датчиками 405A-405G, 405S-405Z. В вариантах исполнения контроллер 407 автоматически регулирует энергию, подводимую к каждому нагревательному элементу, на основе зарегистрированной температуры. В вариантах исполнения температура расплавленного стекла 302 должна быть более высокой в горне 325 тигля, по сравнению с ванной 320. Когда регистрируется температура расплавленного стекла 302 внутри ванны 320 и горна 325 тигля, энергия может быть соответственно этому подведена к множеству нагревательных элементов. Для управления нагреванием расплавленного стекла 302 контроллер 407 может использовать пропорционально-интегрально-дифференцирующий управляющий алгоритм («PID»), простой управляющий включением/выключением алгоритм, или любой другой управляющий алгоритм, действующий для изменения энергии, подводимой ко второму нагревательному элементу 410В и к пятому нагревательному элементу 410Е, для получения желательного температурного градиента вдоль высоты (НВ) тигля.
[0053] В порядке неограничивающих примеров, со ссылкой на ФИГ. 3, контроллер 407 управляет вторым нагревательным элементом 410В на основе первой измеренной температуры расплавленного стекла 302, зарегистрированной температурным датчиком 405В, и контроллер 407 независимо управляет пятым нагревательным элементом 410Е на основе первой измеренной температуры. Первая измеренная температура регистрируется во второй вертикальной позиции 412В. В некоторых вариантах исполнения контроллер 407 управляет вторым нагревательным элементом 410В на основе первой измеренной температуры, зарегистрированной температурным датчиком 405В, и контроллер 407 независимо управляет пятым нагревательным элементом 410Е на основе второй измеренной температуры, зарегистрированной температурным датчиком 405Е. В этом варианте исполнения первая измеренная температура регистрируется во второй вертикальной позиции 412В, и вторая измеренная температура регистрируется в пятой вертикальной позиции 412Е.
[0054] Со ссылкой на ФИГ. 5А, в некоторых вариантах исполнения на множество нагревательных элементов в множестве кольцевых секторов горна тигля, находящихся на стороне 330 горловины питателя горна 325 тигля (например, 410U, 410V, 410Y, 410Z), может подаваться меньшая энергия, чем на множество нагревательных элементов в множестве кольцевых секторов горна тигля, находящихся на стороне 334 перепускного отверстия тигля 305 (например, 410S, 410T, 410W, 410X). Например, контроллер 407 управляет восьмым нагревательным элементом 410S и девятым нагревательным элементом 410Т, (оба на стороне 334 перепускного отверстия) для подачи бóльших количеств энергии, чем на десятый нагревательный элемент 410U и одиннадцатый нагревательный элемент 410V (оба на стороне 330 горловины питателя).
[0055] В некоторых вариантах исполнения, со ссылкой на ФИГУРЫ 1 и 8, в стадии S850 способ 800 включает протекание расплавленного стекла 302 из горна 325 тигля через отверстие 310 на дистальном конце 331 горна 325 тигля. Когда расплавленное стекло 302 течет через отверстие 310, расплавленное стекло 302 может протекать поверх воронки 200. В то время как расплавленное стекло 302 течет через отверстие 310, сжатая текучая среда вдувается через канал 112 для подачи текучей среды. Когда сжатая текучая среда протекает через канал 112 для подачи текучей среды, стеклянная трубчатая заготовка вытягивается поверх воронки 200 в стадии S860.
[0056] Должно быть понятно, что настоящая заявка направлена на нагревательные устройства и способы изготовления стеклянной трубчатой заготовки. Нагревательное устройство для изготовления стеклянной трубчатой заготовки включает тигель, имеющий ванну, предназначенную для содержания расплавленного стекла, горн тигля, расположенный под ванной, и отверстие. Нагревательное устройство термически связано с тиглем и включает множество нагревательных элементов. Множество нагревательных элементов размещено в разнообразных положениях внутри тигля, и управляется контроллером для нагревания расплавленного стекла внутри тигля. Более конкретно, нагревательное устройство сконфигурировано для поддерживания однородности нагрева расплавленного стекла, выходящего из отверстия, которое сглаживает вариации размеров трубчатой заготовки и нестабильность в процессе изготовления стеклянной трубчатой заготовки.
ПРИМЕРЫ
[0057] Описанные здесь варианты исполнения будут дополнительно разъяснены нижеследующими неограничивающими примерами.
[0058] Следующие данные были получены с использованием метода вычислительной гидродинамики (CFD), где была сформирована модель тигля 305, включающего ванну 320 и горн 325 тигля и отверстие 310. Были оценены многообразные ситуации в диапазоне энергии, подводимой к обсужденным выше положениям внутри тигля 305 с использованием многочисленных нагревательных элементов. Для расчета значений температуры был использован пакет программ CFD (Fluent).
ПРИМЕР 1
[0059] Со ссылкой на ФИГУРЫ 9А и 9В, были сформированы примерные неограничивающие математические модели для сравнения температуры (ΔТ) в поперечном сечении расплавленного стекла 302 между стороной 330 горловины питателя и стороной 334 перепускного отверстия в тигле 305. Более конкретно, была создана модель, когда энергия не подводилась к тиглю 305. В дополнение, были созданы разнообразные модели, когда энергия подводилась с использованием множества нагревательных элементов индивидуально на различных поверхностных участках (SP1, SP2, SP3 и SP4), и совокупно на всех поверхностных участках. Поверхностные участки (SP1, SP2, SP3 и SP4) является такими, как показано на ФИГ. 3. ФИГУРЫ 9А и 9В показывают температуру стекла, выходящего из тигля 305. Как можно видеть на ФИГ. 9А, когда мощность не подводилась внутри тигля 305, можно видеть температуру (ΔТ) в поперечном сечении как Tmax. Кроме того, Pmin показывает минимальное количество подведенной энергии (кВт), и когда Pmin+0,25 кВт энергии подводилось с использованием многочисленных нагревательных элементов только на поверхностном участке (SP2), температура (ΔТ) в поперечном сечении наблюдалась как при Tmin.
[0060] В дополнение, как видно на ФИГ. 9А, температура расплавленного стекла 302 на стороне 330 горловины питателя тигля 305 и стороне 334 перепускного отверстия тигля 305 варьирует между температурой Т1 и Т1+13°С. Однако, как показано на ФИГ. 9В, когда к тиглю 305 поводилась энергия, как приведено ниже в Таблице 1, температура (ΔТ) в поперечном сечении между стороной 330 горловины питателя и стороной 334 перепускного отверстия сокращается.
[0061] Таблица 1 показывает количество энергии, подводимой к различным поверхностным участкам, и результирующую температуру (ΔТ) в поперечном сечении расплавленного стекла 302, выходящего из тигля 305 через отверстие 310.
ПРИМЕР 2
[0062] Со ссылкой на ФИГУРЫ 10А и 10В, были разработаны примерные неограничивающие модели для сравнения горна 325 тигля без подачи энергии (ФИГ. 10А) с горном 325 тигля, снабжаемым энергией (ФИГ. 10В), когда множество нагревательных элементов было размещено, как описано на ФИГ. 7, и воспроизведено, как на ФИГ. 10С.
[0063] Как показано на ФИГ. 10С, шестнадцатый нагревательный элемент 410L размещен так, что срединная линия 340 тигля разделяет шестнадцатый нагревательный элемент 410L пополам. В дополнение к шестнадцатому нагревательному элементу 410L, семнадцатый нагревательный элемент 410М, восемнадцатый нагревательный элемент 410N и девятнадцатый нагревательный элемент 410Р сконфигурированы для подведения неравных количеств энергии. Шестнадцатый нагревательный элемент 410L был рассчитан на подачу 0 кВт, семнадцатый нагревательный элемент 410М и девятнадцатый нагревательный элемент 410Р каждый сконфигурированы для подведения Pmin кВт энергии, и восемнадцатый нагревательный элемент 410N сконфигурирован для подведения Pmin+20 кВт. Поэтому сторона 334 перепускного отверстия тигля 305 нагревалась предпочтительно с использованием индивидуально регулируемых нагревательных элементов.
[0064] ФИГ. 10А показывает профиль температуры на выходе расплавленного стекла 302, когда к горну 325 тигля энергия не подводилась. Показанные на ФИГ. 10А температуры варьируют от температуры Т2 до около Т2+7°С. Вследствие более короткого времени пребывания расплавленное стекло 302 со стороны 330 горловины питателя тигля 305 является более горячим, чем на стороне 332 перепускного отверстия, что приводит к неравномерности нагрева в окружном направлении в расплавленном стекле 302, выходящем из отверстия 310. Как можно видеть в выходном профиле ФИГ. 10В, когда энергия подводится к нагревательным элементам, как описано выше в отношении ФИГ. 10С, неравномерность нагрева в расплавленном стекле 302 была устранена предпочтительным нагреванием с использованием множества индивидуально управляемых нагревательных элементов, как описано выше.
[0065] Квалифицированным специалистам в этой области технологии будет очевидно, что разнообразные модификации и вариации описанных здесь вариантов осуществления могут быть сделаны без выхода за пределы смысла и области заявленного предмета изобретения. Тем самым предполагается, что описание охватывает модификации и вариации описанных здесь разнообразных вариантов осуществления, при условии, что такие модификации и вариации находятся в пределах области пунктов прилагаемой формулы изобретения и их эквивалентов.
Изобретение относится к нагревательным устройствам и способам изготовления стеклянных трубчатых заготовок. Нагревательное устройство для изготовления стеклянной трубчатой заготовки включает тигель. Тигель содержит ванну, горн тигля, расположенный ниже ванны, и отверстие на дистальном конце горна тигля. Дистальный конец является отдаленным от ванны. Множество нагревательных элементов, размещенных на тигле, включает первый нагревательный элемент, размещенный в первой вертикальной позиции вдоль высоты тигля, второй нагревательный элемент, размещенный во второй вертикальной позиции вдоль высоты тигля. Первая вертикальная позиция отдалена в вертикальном направлении от второй вертикальной позиции. Первый температурный датчик, расположенный в третьей вертикальной позиции вдоль высоты тигля и сконфигурированный для регистрации первой температуры; второй датчик температуры, расположенный в четвертой вертикальной позиции вдоль высоты тигля и сконфигурированный для регистрации второй температуры. Третья вертикальная позиция отдалена в вертикальном направлении от четвертой вертикальной позиции. Контроллер, связанный с возможностью передачи данных с первым температурным датчиком и вторым температурным датчиком. Контроллер выполнен с возможностью управления первым нагревательным элементом, размещенным в первой вертикальной позиции вдоль высоты тигля, на основе первой зарегистрированной температуры, и независимого управления вторым нагревательным элементом, размещенным во второй вертикальной позиции, которая отдалена в вертикальном направлении от первой вертикальной позиции вдоль высоты тигля, на основе второй зарегистрированной температуры. Изобретения решают проблему устранения размерных вариаций в стеклянных трубчатых заготовках и устранения неравномерного нагревания расплавленного стекла при вытягивании стеклянных трубок. 3 н. и 11 з.п. ф-лы, 10 ил., 1 табл.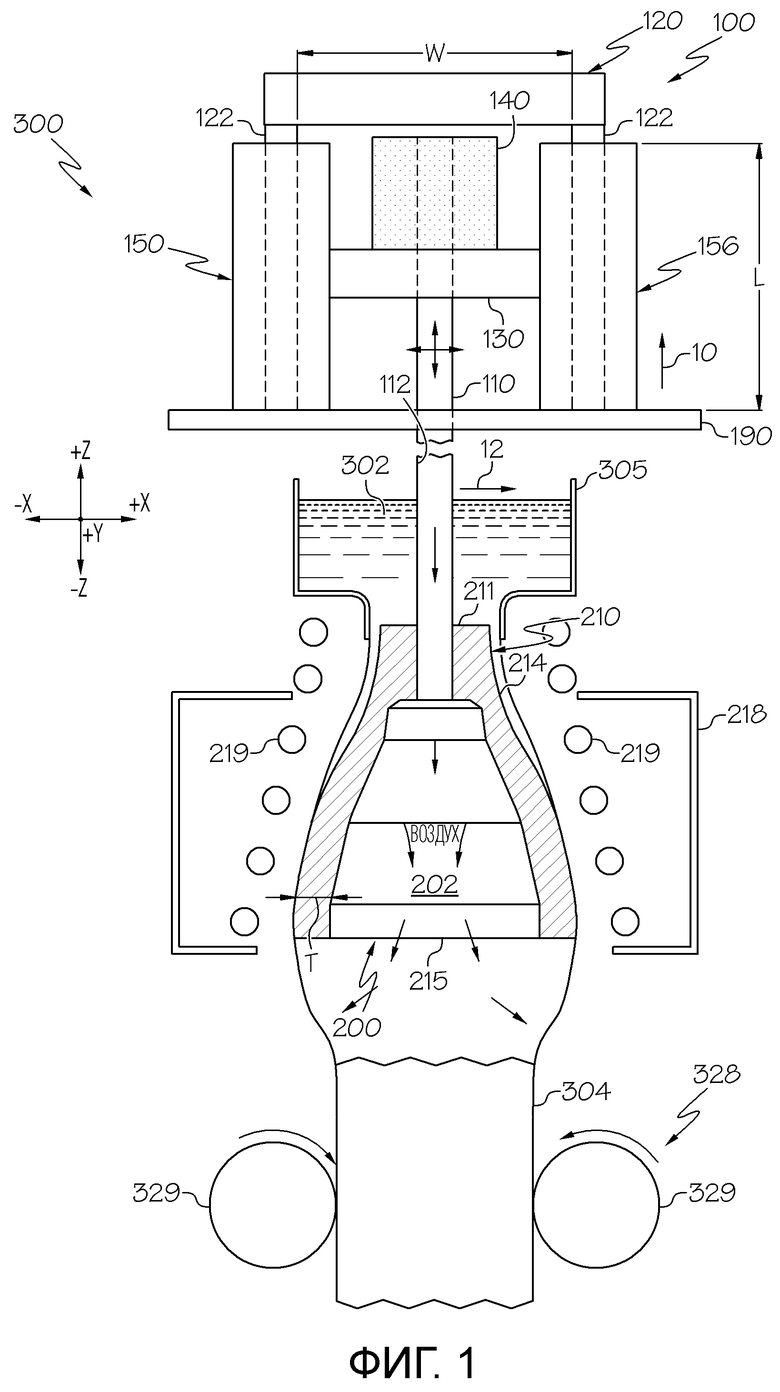
1. Нагревательное устройство для изготовления стеклянной трубчатой заготовки, включающее:
тигель, предназначенный для подведения расплавленного стекла, причем тигель имеет высоту тигля и содержит:
ванну, сконфигурированную для размещения расплавленного стекла;
горн тигля, расположенный ниже ванны; и
отверстие на дистальном конце горна тигля, причем дистальный конец является отдаленным от ванны;
множество нагревательных элементов, размещенных на тигле, причем множество нагревательных элементов включает:
первый нагревательный элемент, размещенный в первой вертикальной позиции вдоль высоты тигля;
второй нагревательный элемент, размещенный во второй вертикальной позиции вдоль высоты тигля, причем первая вертикальная позиция отдалена в вертикальном направлении от второй вертикальной позиции;
первый температурный датчик, расположенный в третьей вертикальной позиции вдоль высоты тигля и сконфигурированный для регистрации первой температуры;
второй датчик температуры, расположенный в четвертой вертикальной позиции вдоль высоты тигля и сконфигурированный для регистрации второй температуры, при этом третья вертикальная позиция отдалена в вертикальном направлении от четвертой вертикальной позиции; и
контроллер, связанный с возможностью передачи данных с первым температурным датчиком и вторым температурным датчиком и сконфигурированный для управления множеством нагревательных элементов на основе первой зарегистрированной температуры и второй зарегистрированной температуры,
при этом контроллер выполнен с возможностью управления первым нагревательным элементом, размещенным в первой вертикальной позиции вдоль высоты тигля, на основе первой зарегистрированной температуры, и независимого управления вторым нагревательным элементом, размещенным во второй вертикальной позиции, которая отдалена в вертикальном направлении от первой вертикальной позиции вдоль высоты тигля, на основе второй зарегистрированной температуры.
2. Нагревательное устройство по п. 1, причем горн тигля имеет высоту горна тигля, причем первый нагревательный элемент и второй нагревательный элемент размещены вдоль высоты горна тигля.
3. Нагревательное устройство по п. 1, причем ванна имеет высоту ванны, и горн тигля имеет высоту горна тигля, причем первый нагревательный элемент размещен вдоль высоты ванны, и второй нагревательный элемент размещен вдоль высоты горна тигля.
4. Нагревательное устройство по п. 1, причем ванна имеет высоту ванны, причем первый нагревательный элемент и второй нагревательный элемент размещены вдоль высоты ванны.
5. Нагревательное устройство по п. 1, дополнительно содержащее:
воронку, размещенную под горном тигля; и
канал для подачи текучей среды, связанный по текучей среде с внутренней камерой воронки для подачи сжатой текучей среды во внутреннюю камеру воронки.
6. Нагревательное устройство для изготовления стеклянной трубчатой заготовки, включающее:
тигель, предназначенный для подведения расплавленного стекла, причем тигель имеет сторону горловины питателя и сторону перепускного отверстия, имеет высоту тигля и содержит:
ванну, сконфигурированную для размещения расплавленного стекла;
горн тигля, расположенный ниже ванны, имеющий множество секторов горна тигля, причем множество секторов горна тигля включают в себя первый сектор горна тигля и второй сектор горна тигля; и
отверстие на дистальном конце горна тигля, причем дистальный конец является отдаленным от ванны; и
множество нагревательных элементов, размещенных на тигле, причем множество нагревательных элементов включает:
первый нагревательный элемент, размещенный в первом секторе горна тигля и размещенный на стороне горловины питателя; и
второй нагревательный элемент, размещенный во втором секторе горна тигля и размещенный на стороне перепускного отверстия, причем первый сектор горна тигля в окружном направлении расположен рядом со вторым сектором горна тигля, при этом первый нагревательный элемент обеспечивает меньше энергии, чем второй нагревательный элемент;
первый температурный датчик, расположенный в первом секторе горна тигля и сконфигурированный для регистрации первой температуры;
второй температурный датчик, расположенный во втором кольцевом секторе горна тигля и сконфигурированный для регистрации второй температуры; и
контроллер, связанный с возможностью передачи данных с первым температурным датчиком и вторым температурным датчиком,
при этом контроллер выполнен с возможностью управления первым нагревательным элементом на основе первой зарегистрированной температуры, и независимого управления вторым нагревательным элементом на основе второй зарегистрированной температуры, и
первый нагревательный элемент и второй нагревательный элемент размещены в одной и той же вертикальной позиции вдоль высоты тигля.
7. Нагревательное устройство по п. 6, дополнительно содержащее третий нагревательный элемент, размещенный в другой вертикальной позиции вдоль высоты тигля,
причем первый нагревательный элемент отдален в вертикальном направлении от третьего нагревательного элемента.
8. Нагревательное устройство по п. 6, в котором нагревательный элемент из множества нагревательных элементов размещен в каждом секторе горна тигля из четырех секторов горна тигля.
9. Нагревательное устройство по п. 8, в котором первый нагревательный элемент в первом секторе горна тигля пересекает срединную линию тигля на виде сверху нагревательного устройства.
10. Способ изготовления стеклянной трубчатой заготовки, включающий:
подведение расплавленного стекла в тигель, причем тигель содержит ванну и горн тигля, расположенный под ванной, причем горн тигля включает в себя множество секторов горна тигля, и множество секторов горна тигля включают в себя первый сектор горна тигля и второй сектор горна тигля;
протекание расплавленного стекла из ванны через горн тигля;
нагревание расплавленного стекла, когда оно течет через тигель, множеством нагревательных элементов, причем множество нагревательных элементов размещены в множестве секторов горна тигля;
регистрацию температуры с использованием температурных датчиков, прикрепленных к тиглю;
регулирование множества нагревательных элементов на основе зарегистрированной температуры; и
протекание расплавленного стекла из горна тигля через отверстие на дистальном конце горна тигля,
причем множество нагревательных элементов включают в себя первый нагревательный элемент, размещенный в первом секторе горна тигля, и второй нагревательный элемент, размещенный во втором секторе горна тигля, причем первый сектор горна тигля в окружном направлении размещен рядом со вторым сектором горна тигля.
11. Способ по п. 10, дополнительно включающий:
вдувание текучей среды через канал для подачи текучей среды, чтобы подводить сжатую текучую среду во внутреннюю камеру воронки, размещенной под тиглем; и
вытягивание стеклянной трубчатой заготовки поверх воронки.
12. Способ по п. 10, в котором множество нагревательных элементов размещены в множестве вертикальных позиций и в котором первый нагревательный элемент размещен в первой вертикальной позиции вдоль высоты ванны, и второй нагревательный элемент размещен во второй вертикальной позиции вдоль высоты горна тигля, причем первая вертикальная позиция отдалена в вертикальном направлении от второй вертикальной позиции.
13. Способ по п. 10, в котором:
первый нагревательный элемент размещен внутри горна тигля в одном из множества секторов горна тигля так, что срединная линия тигля пересекает первый нагревательный элемент.
14. Способ по п. 10, дополнительно включающий:
автоматическое регулирование количества энергии, подводимой к множеству нагревательных элементов, с использованием контроллера на основе зарегистрированной температуры.
| US 3410675 A 1, 12.11.1968 | |||
| US 3078695 A1, 26.02.1963 | |||
| JP 2000344534 A, 12.12.2000 | |||
| JP 2004252094 A, 09.09.2004 | |||
| Способ изготовления стеклянных стержней малого диаметра | 1990 |
|
SU1763395A1 |

